
Установка гидроочистки дизельного топлива реферат
Обновлено: 12.05.2024
Введение
1 Литературный обзор
1.1 Теоретические основы процесса гидроочистки
1.2 Химизм процесса гидроочистки
1.3 Термодинамика процесса
1.4 Механизм процесса гидроочистки
1.5 Влияние основных факторов на выход и качество продуктов
1.5.1 Температура
1.5.2 Давление
1.5.3 Объемная скорость подачи сырья
1.5.4 Кратность циркуляции водородсодержащего газа
1.5.5 Катализатор
1.6 Характеристика сырья и продуктов гидроочистки
1.7 Установки гидроочистки, применяемые в настоящее время
2 Технологический раздел
2.1 Описание технологической схемы
2.2 Расчетная часть
2.2.1 Исходные данные
2.2.2 Материальный баланс установки
2.2.3 Материальный баланс реактора
2.2.4 Тепловой баланс реактора
2.2.5 Расчет основных параметров реактора гидроочистки
2.2.6 Расчет потери напора в слое катализатора
2.2.7 Расчет регенерации катализатора
2.3 Расчет сырьевого теплообменника
2.4 Уточненный расчет поверхности теплообмена и окончательный выбор типа теплообменного аппарата
2.4 Технологический расчёт насоса
2.4.1 Исходные данные
2.4.2 Расчет потерь на трение и местные сопротивления
2.4.3 Расчёт потерь давления на нагнетательной линии
2.4.4 Подбор насосного агрегата
3 Механический расчет
3.1 Конструирование и выбор основных элементов колонного аппарата
3.2 Расчёт аппарата на прочность
3.2.1 Выбор конструкционных материалов
3.2.2 Определение расчетной температуры корпуса и опорной обечайки
3.2.3 Выбор и определение допускаемых напряжений для материала корпуса и опорной обечайки
3.2.4 Определение группы и категории аппарата. Выбор коэффициента прочности сварного шва
3.2.5 Определение расчётного и условного давлений
3.2.6 Расчёт толщины стенки корпуса
3.2.7 Выбор стандартной толщины стенки корпуса
3.2.8 Определение допускаемых давлений для цилиндрической обечайки и днищ. Проверка прочности
3.2.9 Проверка прочности цилиндрической обечайки и днища
3.2.10 Определение напряжений, действующих в стенке цилиндрической оболочки
3.3 Расчёт аппаратов на действие ветровых нагрузок
3.3.1 Область применения и условия работы колонных аппаратов. Исходные данные
3.3.2 Составление расчетной схемы и выбор расчетных сечений аппарата
3.3.3 Определение веса колонны для трёх расчетных сечений
3.3.4 Определение ветровых нагрузок
3.3.5 Определение изгибающих моментов
3.3.6 Сочетание нагрузок для каждого расчетного состояния
3.3.7 Проверка прочности и устойчивости корпуса колонного аппарата
3.3.8 Расчёт опорной обечайки
3.3.9 Проверка прочности сварного шва
3.3.10 Проверка устойчивости опорной обечайки
3.3.11 Расчет элементов нижнего опорного узла
3.3.12 Расчет анкерных болтов
3.4. Механический расчет теплообменника
3.5. Механический расчет насоса
4 Безопасность и экологичность проекта
4.1 Общая характеристика технологического процесса
4.2 Санитарно-гигиеническая оценка условий труда
4.3 Освещение
4.4 Шум и вибрация
4.5 Вентиляция
4.6 Безопасность технологического процесса и оборудования…
4.6.1 Используемые методы повышения безопасности
4.6.2 Надежность электроснабжения технологического оборудования
4.6.3 Основные показатели надежности технологического оборудования
4.6.4 Электробезопасность производственного процесса
4.6.5 Средства индивидуальной защиты
4.7 Промышленная безопасность
4.7.1 Электрооборудование в пожаро- и взрывоопасных зонах
4.7.2 Статическое электричество
4.7.3 Молниезащита
4.7.4 Пожарная нагрузка производства
4.7.5 Характеристика используемых огнетушащих средств
4.8 Экологическая безопасность проекта
4.8.1 Твердые и жидкие отходы, сточные воды, выбросы в атмо-сферу
4.8.2 Мероприятия по охране окружающей среды
5 Экономический раздел
5.1 Расчет капитальных затрат
5.2 Расчет численности и фонда заработной платы персонала
5.3 Расчет среднегодовой заработной платы одного списочного рабочего и работающего, производительности труда
5.4 Расчет отчислений в социальный фонд
5.5 Расчет годового расхода электроэнергии
5.6 Расчет себестоимости продукции
Заключение
Список использованных источников
Описание работы
В дипломном проекте разработана установка гидроочистки дизельного топлива производительностью по сырью 2,1 млн т./год.
В технологической части разработана схема установки , составлен материальный баланс, выполнен технологический расчет основных аппаратов: реактора, сырьевого теплообменника, насоса.
В механической части выполнены прочностные параметры элементов реактора, теплообменника и насоса, конструкция которых отвечает требованиям условий эксплуатации. Разработаны сборочные единицы реактора, теплообменника и насоса, а также рабочие чертежи деталей. В процессе расчета и конструирования аппаратуры были изучены ГОСТы, ОСТы, ТУ, РТМ и другие нормативно-технические материалы. При этом результаты расчета во многом определяются конструктивными решениями и материальным оформлением аппарата.
В дипломном проекте также разработаны меры по охране труда работников предприятия и безопасной эксплуатации производства, и защите окружающей среды.
В экономическом разделе рассчитаны основные технико-экономические показатели проекта, определена себестоимость получаемой целевой продукции и прибыль от ее реализации.
Содержание архива
Пояснительная записка;
Чертежи:
- Технологическая схема А1.cdw
- Теплообменник готово А1.cdw
- Тарелка реактора А1.cdw
- Спецификация РАСПРЕД камера.cdw
- Спецификация.spw
- Спецификация к трубный пучок.cdw
- Спецификация к Теплообменник .cdw
- Реактор А1.cdw.
- Спецификация к Крышка корпуса.cdw
- Спецификация к насос НК.cdw
- Реактор А1.cdw
- Распред. камера А2.cdw
- Пучок трубный А3.cdw
- плакат Экономика А1.frw
- Насос 4НК 5х1 А1.cdw
- Крышка корпуса А3.cdw
Краткая инструкция:
- Ищите подходящую работу в строке поиска в центре страницы сверху или по боковой панели навигации слева.
- Оцените качество работы с помощью содержания и скриншотов чертежей, которые находятся в архиве. Для просмотра скринов скачайте архив со страницы оплаты." ?>
- Если работа вас устраивает, выберите способ оплаты (PayMaster, Фрикасса или Интеркасса) или воспользуйтесь личным кабинетом и личным счетом, который вы можете пополнить там же.
- Ожидайте, на вашу почту придет пароль от архива. Чтобы ускорить получения пароля, необходимо правильно заполнить форму оплаты - указать свой электронный адрес.
- Если нужно срочно, то обращайтесь лично на WhatsApp или на телефон, указанный в шапке сайта.
Быстрая навигация по ключевым вопросам:
Цена дипломной работы 2562.5 ₽ Получить скидку 20%
Нашли дешевле? - Где? Сделаем еще дешевле!
Помочь выбрать?
Об этой работе
Автор (псевдоним): Илья Борзунов
Модератор(ы): Штатный модератор StuDiplom - В проверке этой работы участвовал наш опытный модератор, который проверил её содержание и полноту.
Категории: Дипломные работы > Нефтегазовое дело
ID работы: N-DP-2050, размер архива: 4 Мбайт
Дата публикации: 29.05.2019 18:03
Принимаем:
Пишите, звоните до 21: 00 по Москве:
©Проект-Технарь, 2010-2022
Все работы, чертежи и связанные с ними материалы принадлежат его автору и предоставляются только в ознакомительных целях.
ИНН550705958503
Гидроочистка или каталитическая водородная очистка удаляет нежелательные компоненты из нефтяных фракций путем селективной реакции этих компонентов с водородом в реакторе при относительно высоких температурах при умеренном давлении. В основном, этими нежелательными компонентами являются:
- сера,
- азот,
- олефины
- ароматические соединения.
Условия процесса
Более легкие фракции, такие как нафта (НК-180 ○ С), обычно подвергают процессу гидроочистки для последующей переработки на установках каталитического риформинга и более тяжелые дистилляты, от реактивного топлива до тяжелых вакуумных газойлей, перерабатываются для соблюдения соответствия строгих требований к качеству продукции или для использования в качестве сырья на других установках НПЗ.
Гидроочистка также используется для улучшения качества атмосферных остатков за счет снижения в них содержания серы и металлоорганических соединений.
Особенности гидроочистки различных технологических процессов
Гидроочистки предназначены и работают при различных условиях в зависимости от многих факторов, таких как тип сырья, длина межремонтного пробега, ожидаемое качество продукции.

Гидроочистка нафты
Нафта (предварительная обработка сырья для каталитического риформинга) – для удаления серы, азота и металлов, которые являются ядами для благородных металлов, содержащихся в катализаторах риформинга
Принципиальная схема блока гидроочистки бензина
Гидроочистка дизельного топлива и керосина
Керосин и дизельное топливо – для удаления серы и насыщения олефинов и некоторых ароматических соединений, в результате чего улучшаются свойства потоков (высота некоптящего пламени, дизельное цетановое число или дизельный индекс), а также стабильность при хранении
Принципиальная схема установки гидроочистки дизельного топлива
Гидроочистка других процессов
- Смазочное масло – для улучшения индекса вязкости, цвета и стабильности, а также стабильности хранения
- Сырье FCC – для улучшения выходов каталитического крекинга, уменьшения расхода катализатора и выбросов
- Тяжелые остатки – для получения малосернистого котельного топлива или предварительной очистки для дальнейшей переработки.
Технологическая схема
Технологическая схема гидроочистки на примере установки вакуумного газойля
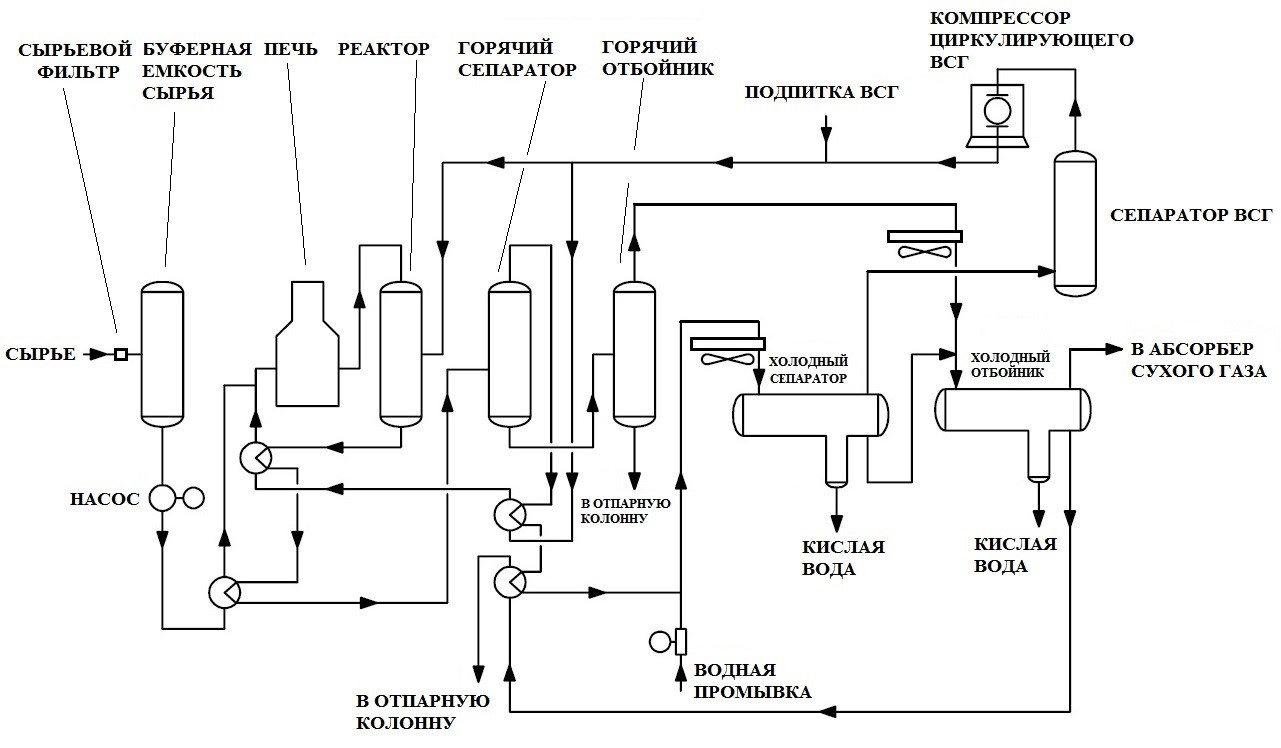
Реакторный блок
Реакторный блок состоит из следующих основных частей: сырьевые/продуктовые теплообменники, печь нагрева газосырьевой смеси, реактор(ы), конденсатор газопродуктовой смеси реактора, сепаратор продуктов, рециркуляционный газовый компрессор. Кроме того, некоторые установки гидроочистки могут содержать следующее оборудование: сырьевые фильтры, горячий сепаратор газопродуктовой смеси, абсорбер циркулирующего ВСГ. Схема, изображенная на рисунке, содержит все вышеперечисленные единицы оборудования.
Сырьевые фильтры
Предпочтительнее направлять сырье напрямую с выходящей установки, не проходя через стадию промежуточного хранения. При использовании этой стадии должны использоваться сырьевые фильтры. Назначение фильтров – удерживать твердые частицы (в основном продукты коррозии), образующиеся при хранении сырья.
Типы сырьевых фильтров:
- автоматические фильтры с обратной промывкой, работающие по уставке перепада давления
- фильтры с ручной заменой картриджей
Сырьевые/продуктовые теплообменники
В наиболее часто используемой схеме рекуперации тепла, газопродуктовая смесь, выходящая из реактора, в блоке теплообменников подогревает газосырьевую смесь реактора перед подачей ее в печь. Это позволяет использовать как можно больше тепла реакции. Жидкое сырье может подогреваться отдельно горячими продуктами реакции перед смешением с рециркулирующим водородом в зависимости от схемы тепловой интеграции.
Печь
На большинстве установок исходное сырье и рециркулирующий водород вместе нагреваются до требуемой температуры реакции в печи. На установках, перерабатывающих тяжелое сырье, особенно атмосферные остатки, жидкое сырье предварительно нагревается отдельно горячими продуктами реактора. Рециркулирующий водородсодержащий газ (ВСГ) нагревается отходящими продуктами реактора в отдельных подогревателях.
Система подпитки водородом
Водород для системы подпитки получают на установках по производству водорода и/или каталитического риформирования нафты. В зависимости от давления процесса гидроочистки, подпиточный водород, возможно, придется сжать перед вводом на установку. Для этого используются поршневые компрессоры. Подпиточный водород вводится в систему рециркулирующего ВСГ.
Система циркуляции ВСГ
После разделения на газовую и жидкую фазы в сепараторе газ направляется на рециркуляцию в газовый компрессор. В некоторых случаях рециркулирующий газ сначала направляется в аминовый абсорбер для удаления основной части H2S.

Чаще всего компрессор рециркулирующего газа представляет собой отдельную центробежную машину, но также он может быть частью компрессоров подпиточного газа в качестве дополнительных цилиндров. Рециркуляционный газовый компрессор предназначен для перекачивания большого объема газа при относительно низкой степени сжатия.
Очистка рециркулирующего газа
Поток рециркулирующего ВСГ содержит H2S. Сероводород понижает парциальное давление водорода и тем самым подавляет активность катализатора. Этот эффект более выражен при высоком содержании серы в сырьевом потоке. Чем тяжелее фракция, чем выше в ней содержание серы. Блок очистки рециркулирующего ВСГ, как правило, включают в состав установки гидроочистки, если ожидаемое содержание H2S в рециркулирующем газе будет превышать 3 об.%.
Реактор(ы)
Сырье и рециркулирующий ВСГ нагреваются до нужной температуры и подаются в верхнюю часть реактора. По мере прохождения реагентов через слой катализатора, происходят экзотермические реакции, и температура увеличивается. Несколько слоев катализатора (может потребоваться дополнительный реактор в зависимости от теплоты реакции, мощности установки и/или типа гидроочистки (поставленной цели). Конкретные конструкции реакторов будут зависеть от нескольких переменных.

Реактор гидроочистки с 2 слоями катализатора
Диаметр реактора обычно определяется значением поперечного сечения потока жидкости.
Высота реактора зависит от количества катализатора и числа требуемых слоев. В зависимости от теплоты реакции в реактор подводится холодный рециркулирующий водород (квенч) для охлаждения реагентов и для контроля скорости реакции.
Хорошее распределение реагентов на входе в реактор и в верхней части каждого последующего слоя катализатора имеет важное значение для оптимальной работы катализатора.
Водная промывка продуктов реактора
Основной теплосъем с газопродуктовой смеси осуществляется в рекуперативных теплообменниках, где за счет снятия тепла с продуктовых потоков происходит подогрев сырьевых.
Окончательное охлаждение продукты реактора получают в аппаратах воздушного охлаждения и/или водяных холодильниках. Вода подается в поток до того, как он попадает в холодильники, чтобы предотвратить отложение солей, которые могут приводить к коррозии и загрязнениям оборудования. Сера и азот, содержащиеся в сырье, в реакторе превращаются в сероводород и аммиак.
Эти два продукта реакции объединяются, образуя соли аммония, которые могут затвердевать и осаждаться по мере охлаждения газопродуктовой смеси. Также, если в системе есть хлориды, может образовываться хлорид аммония. Цель водной промывки состоит в том, чтобы сохранить H2S и NH3 в растворе и не дать им осаждаться. Различные компании имеют разные рекомендации по качеству промывочной воды, но в целом предпочтительно использование химочищенной воды.
Разделение пара/жидкости

Пары с верха горячего сепаратора направляются через воздушный холодильник в холодный сепаратор. Система с двумя сепараторами имеет улучшенную схему интеграции тепла.
Чистота водорода
Увеличение чистоты водорода в циркулирующем ВСГ приведет к снижению скорости дезактивации катализатора.
В зависимости от исходного сырья и типа установки могут быть приняты дополнительные меры для увеличения чистоты водорода. Эти меры могут включать концентрирование водорода и/или мембранное разделение.
Секция фракционирования
Принципиальная технологическая схема типичного блока фракционирования приведена на рисунке.
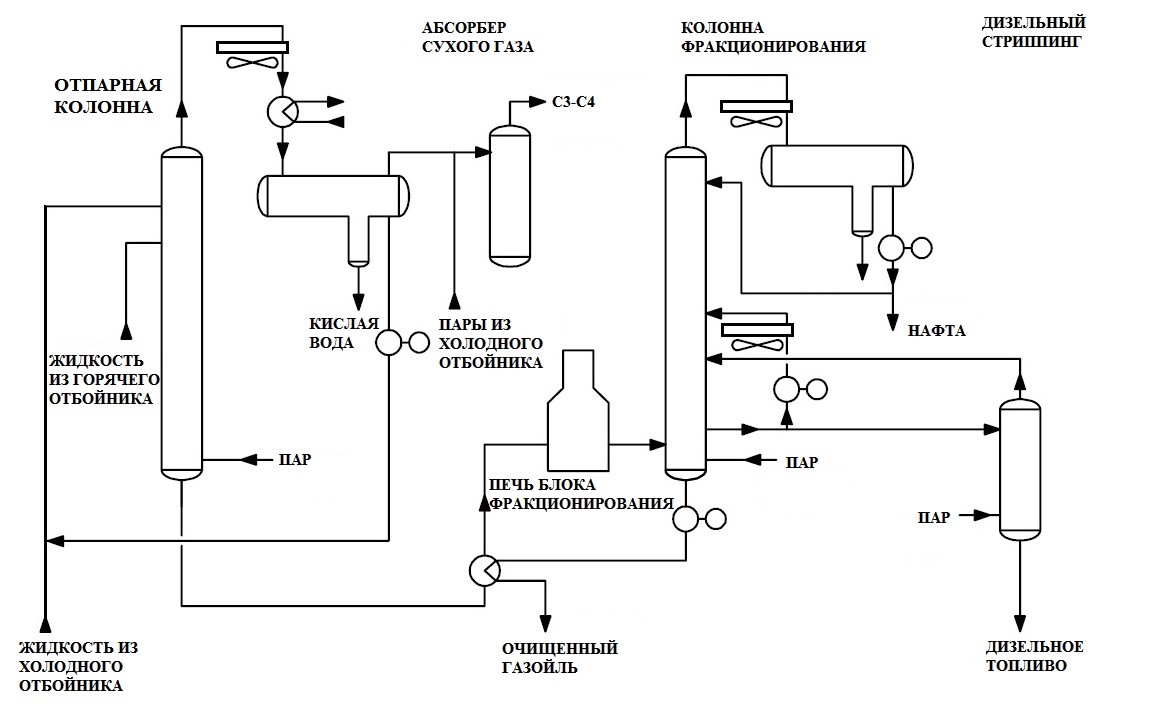
Принципиальная технологическая схема типичного блока фракционирования
Функция блока фракционирования состоит в разделении газопродуктовой смеси на желаемые продукты. Это может быть достигнуто с помощью одно- или двухколонной схемы фракционирования в зависимости от типа установки гидроочистки.
В двухколонной схеме жидкости из отбойников поступают в отпарную колонну. Пар и / или нагрев в печи используются для отпарки нафты (если требуется) и легких компонентов, выходящих с верха колонны. Кубовый продукт отпарной колонны поступает во фракционирующую колонну, где он далее разделяется на нафту и более тяжелые продукты. Сырье фракционирования обычно подогревается кубовым продуктом фракционирующей колонны, после чего поступает в печь и затем в колонну. Пар используется для отпарки легких углеводородов. Продуктовые стриппинги используются для приведения боковых отборов к требованиям качества.
Достоинства и недостатки
Недостатки
- использование дорогих катализаторов и водорода, который становится все более дефицитным на НПЗ
- необходимость блоков очистки углеводородных и водородсодержащих газов от сероводорода и установок для переработки H2S до серы или серной кислоты
- удаление практически всех гетероатомных соединений, способных образовывать на металлических поверхностях защитные пленки, что приводит к ухудшению противоизносных свойств топлив.

Достоинства
- значительное улучшение основных характеристик нефтепродуктов
- уменьшение коррозии оборудования
- снижение негативного влияния продуктов сгорания топлива на атмосферу
- улучшение запаха и цвета смазочных масел (по сравнению с контактной очисткой глинами)
Материальный баланс
Материальный баланс установок гидроочистки зависит от типа исходного сырья.
| Взято, % | Г/о бензина | Г/о керосина | Г/о дизельного топлива | Г/о вакуумного дистиллята |
| Сырье | 100 | 100 | 100 | 100 |
| Водород 100% | 0,15 | 0,25 | 0,4 | 0,65 |
| Всего | 100,15 | 100,25 | 100,4 | 100,65 |
| Получено, % | ||||
| Гидроочищенное топливо | 99 | 97,9 | 96,9 | 86,75 |
| Дизельная фракция | – | – | – | 9,2 |
| Отгон (бензин) | – | 1,1 | 1,3 | 1,3 |
| Углеводородный газ | 0,65 | 0,65 | 0,6 | 1,5 |
| Сероводород | – | 0,2 | 1,2 | 1,5 |
| Потери | 0,5 | 0,4 | 0,4 | 0,4 |
| Всего | 100,15 | 100,25 | 100,4 | 100,65 |
Существующие установки
Многие из спецификаций качества продукции определяются экологическими нормами, которые становятся все более строгими с каждым годом. Для соответствия производимой продукции этим нормам, установки гидроочистки, являются обязательной структурной единицей для любого НПЗ, выпускающего бензины и дизельные топлива марки Евро-5.
В России большое число установок гидроочистки дизельных топлив осталось со времен СССР. Это установки:
- Л (Ленинград)
- ЛЧ (Ленинград-Чехословакия)
В последствии они были модернизированы для соответствия продукции требуемым нормам. В настоящее время существуют гидроочистки дизельного топлива высокого давления, которые позволяют гидрировать ароматические соединения в тяжелых фракциях прямогонных дизельных топлив. Подобные установки работают при давлениях порядка 8 МПа.
Во многих странах мира нефтеперерабатывающая промышленность стоит перед решением проблем, связанных с введением более строгих спецификаций на моторные топлива и с изменением спроса на них. Особенно быстро в разных странах меняются спецификации на бензин и дизельное топливо, вынуждая нефтепереработчиков инвестировать средства в строительство новых или в реконструкцию действующих установок.
С 1.01.05г в странах ЕС действуют нормы по выбросам вредных веществ для автомобильной техники Евро 4, регламентирующие содержание серы в дизельном топливе не более 50 ррm. К 2010 году планируется весь дизельный транспорт перевести на топливо с ультра низким содержанием серы 10 ррm.
Снижение содержания серы в дизельном топливе может быть достигнуто путем гидроочистки, проводимой в более жестких условиях. Указанная цель также может быть достигнута подбором нового, более эффективного для данного типа сырья, катализатора [1].
Большинство реакторов гидропереработки нефтяного сырья, находящихся в настоящее время в эксплуатации, спроектированы и построены в середине 70-х годов. Поскольку выходы продуктов и их качество изменились, многие нефтепереработчики смогли получить преимущества от использования прогресса в разработке катализаторов и избежать крупных капиталовложений в свои установки. Однако для того, чтобы полностью реализовать потенциал реакторной системы экономически эффективно, необходима подробная оценка рабочих характеристик и конструкции существующих реакторных систем в сочетании с тщательным рассмотрением имеющихся в наличии вариантов модернизации реакторов.
По совершенствованию качества дизельных топлив большие усилия прилагают европейские страны. В них принята концепция ужесточения требований к этому виду топлива, особенно по содержанию в нём сернистых соединений. В настоящее время ограниченное число нефтеперерабатывающих заводов в мире может получать дизельное топливо с ультранизким содержанием сернистых соединений. Кроме этого в этих топливах предусматривается уменьшение присутствия ароматических углеводородов, 98%-й точки выкипания фракции и повышении цетанового числа (в настоящее время 52 пункта, а в перспективе до 55-58 пунктов).
C 2000 года в Европе действуют нормы Евро-3, устанавливающие требования по цетановому числу "не менее 51", по сере "не более 0,035 массовых %", плотности "не более 0,845 г/см 3 " при нормировании содержания полиароматических соединений "не более 11% объёма".
В рамках программы “Auto Oil II” Европейский Союз (ЕС) постановил, что с 2005 г. содержание серы в ДТ не должно превышать 0,005 %, цетановое число - не менее 54 ед.. К 2011 г. ДТ для ЕС будут иметь следующие показатели: цетановое число - не менее 53 - 58 ед., содержание серы – не более 0,001%, содержание ПАУ – не более 2 %, температура выкипания 95 % - не выше 340 о С.[2]
Таблица 1 - Требования национальных и международных стандартов по отдельным показателям автомобильного дизельного топлива
рия 4 (только ЕВРО-4)
Массовая доля полициклических ароматических углеводородов, %,
Температура вспышки, о С, не менее
Доведение качества отечественных ДТ до требований ЕН 590 возможно только при комплексном внедрении на нефтеперерабатывающих заводах (НПЗ) современных дорогостоящих технологий гидроочистки (гидрокрекинг и др.) и использовании противоизносных, цетаноповышающих, депрессорно-диспергирующих, антидымных, антиокислительных, моющих и других присадок.
Гидроочистка — одноступенчатый процесс, проходящий в наиболее мягких, по сравнению с гидрокрекингом и деструктивной гидрогенизацией, условиях. Процесс протекает при 350—430 °С, 3,0—6,0 МПа, циркуляции водородсодержащего газа 100—600 м 3 /м 3 сырья и объемной скорости 3—10ч -1 с применением катализатора (обычно алюмокобальтмолибденовый или алюмоникельмолибденовый).
Гидроочистке (или гидрооблагораживанию) может подвергаться различное сырье, получаемое как при первичной перегонке нефти, так и при термокаталитических процессах, от газа до масел и парафина. Наибольшее применение гидроочистка имеет для обессеривания сырья каталитического риформинга, а также для получения реактивного и малосернистого дизельного топлива из сернистых и высокосернистых нефтей. При гидроочистке происходит частичная деструкция в основном сероорганических и частично кислород- и азотсодержащих соединений.
Продукты разложения насыщаются водородом с образованием сероводорода, воды, аммиака и предельных или ароматических углеводородов.
Термодинамика, химизм и механизм гидроочистки
Удаление гетероатомов происходит в результате разрыва связей C–S, C–N и C–O и насыщения образующихся осколков водородом. При этом сера, азот и кислород выделяется соответственно в виде H2S, NH3 и H2O. Алкены присоединяют водород по двойной связи. Частично гидрируются полициклические ароматические углеводороды.
Термодинамически процесс гидроочистки низкотемпературный. Для быстрого протекания реакций на существующих промышленных катализаторах достаточна температура 330-380°С. Поскольку реакции присоединения водорода сопровождаются изменением объёма, давление в реакционной зоне оказывает решающее влияние на глубину процесса. Наиболее часто при гидроочистке применяют давление 2,5-5,0 МПа [1].
Данные о термодинамике некоторых реакций гидрогенолиза сернистых соединений приведены в таблице 1 [2].
Таблица 1 – Тепловой эффект и изменение энергии Гиббса при гидрировании сераорганических соединений

, кДж/моль

н-C4H9SH + H2 н-C4H10 + H2S

н-C6H13SH + H2 н-C6H14 + H2S

н-C12H25SH + H2 н-C12H26 + H2S
(н-C4H9)2S + H2 н-C4H9SH + н-C4H10
н-C4H9S – н-C11H23 + H2 н-C4H9SH + н-C11H24

н-C4H9S – н-C11H23 + H2 н-C11H23SH + н-C4H10

(н-C3H7)2S2 + H2 2н-C3H7SH

(н-C6H13)2S2 + H2 2н-C6H13SH

+ H2 н-C4H10 + H2S

+ H2 н-C5H12 + H2S


2RSH H2S +RSR
Для подавления реакций такого рода необходимо высокое парциальное давление водорода. Для тиофенов высокая глубина гидрирования может быть
достигнута при не слишком высоких температурах, при повышении температуры глубина гидрирования термодинамически ограничивается. В таблице 2 приведены данные о равновесной глубине гидрогенолиза тиофена (в % мол) до сероводорода и бутана при различных температурах и давлениях [2].
Таблица 2 – Глубина гидрогенолиза тиофена в зависимости от температуры и давления
| Температура, К | Давление, МПа | |||
| 0,1 | 1,0 | 4,0 | 10,0 | |
| 500 | 99,2 | 99,9 | 100,0 | 100,0 |
| 600 | 98,1 | 99,5 | 99,8 | 99,8 |
| 700 | 90,7 | 97,6 | 99,0 | 99,4 |
| 800 | 68,4 | 92,3 | 96,6 | 98,0 |
| 900 | 28,7 | 79,5 | 91,8 | 95,1 |
Гидрогенолиз тиофена с глубиной 99% и выше при давлениях 10 МПа включительно возможен при температурах не более 700 К. Можно предполагать, что для высокомолекулярных полициклических ароматических углеводородов, содержащих серу в тиофеновых кольцах, конденсированных с ароматическими, термодинамика гидрогенолиза менее благоприятна, чем для тиофена, а возможная глубина реакции при одинаковых давлениях и температурах ниже. Тиофаны при высоких температурах и невысоких давлениях могут дегидрироваться до тиофенов:

При 800 К эта реакция протекает с уменьшением энергии Гиббса на 44кДж/моль. Таким образом, глубокая очистка нефтепродуктов от серы, содержащейся в виде тиофанов, возможна при высоких парциальных давлениях водорода (3 МПа и выше) и при температурах ниже 700 К [2].
Гидрирование ароматических углеводородов идёт с выделением теплоты и снижением энтропии, константы равновесия гидрирования быстро уменьшаются с ростом температуры (таблица 3) [3].
Таблица 3 – Константы равновесия гидрирования ароматических углеводородов


+ 3Н2
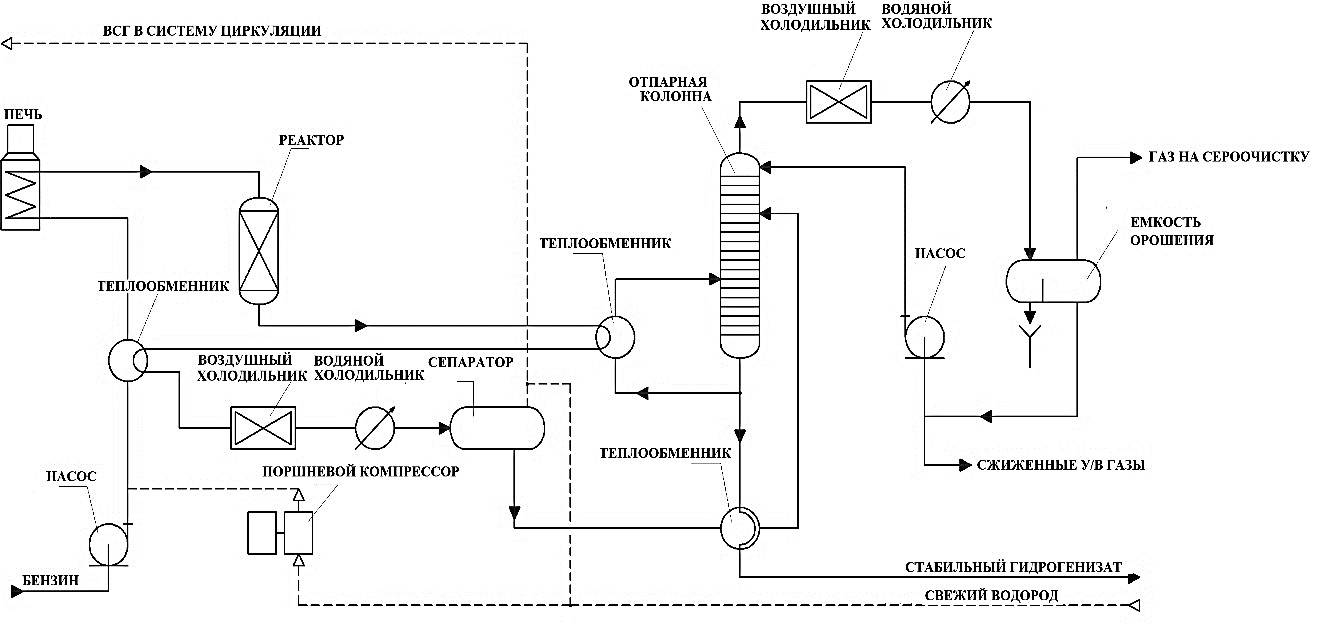
Ввиду жестких экологических требований к дизельному топливу практически на всех нефтеперерабатывающих заводах проводят гидроочистку дизельного топлива. На рис. 9 приведена принципиальная схема установки ЛЧ-24-2000 производительностью 2 млн. т в год по сырью.
Сырье смешивается с циркуляционным водородсодержащим газом ЛЧ-24-2000. Полученную смесь нагревают в сырьевом теплообменнике, а затем в трубчатой печи до температуры 360-400 о С и направляют в реактор Р-1. Реакционную смесь после реактора частично охлаждается в сырьевых теплообменниках (до 210-230 о С), а затем направляют в горячий сепаратор С-1, где отделяется водородсодержащий газ, который направляют в холодильник и затем в холодный сепаратор С-2. В холодном сепараторе водородсодержащий газ полностью отделяется от гидрогенизата и направляют в абсорбер К-2 на моноэтаноламиновую очистку от сероводорода. Очищенный водородсодержащий газ направляют в систему циркуляции, а отработанный моноэтаноламин на регенерацию.
Гидрогенизат из сепараторов С-1 и С-2 нагревают в теплообменнике и подают в стабилизационную колонну К-1. В низ колонны подают нагреты в печи П-1 отдувочный водородсодержащий газ для удаления легкокипящих углеводородов (бензиновой) фракции.
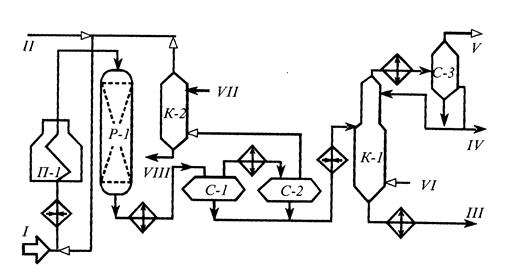
Рисунок – 9 Принципиальная технологическая схема установки гидроочистки дизельной фракции ЛЧ-24-2000.
I—сырье; II — свежий водородсодержащий газ; III — гидрогенизат; IV— бензиновая фракция; V — углеводородный газ на очистку; VI — отдувочный водородсодержащий газ; VII — регенерированный моноэтаноламин; VIII— отработанный моноэтаноламин на регенерацию.
Таким образом, в результате гидроочистки дизельной фракции получено, % масс.: 96.9 – гидроочищенное топливо; 1.3 – отгон; 0.6 – углеводородный газ; 1.2 – сероводород; 0.4 - потери. Всего 100.4% (с учетом использованного водорода).
Гидрокрекинг— это каталитический процесс под давлением водорода, предназначенный для получения из нефтяного сырья (имеющего более высокую молекулярную массу, чем получаемые целевые продукты) светлых нефтепродуктов (бензина, керосина, дизельного топлива), а также сжиженных газов С3 — С4.
Используя гидрокрекинг, можно получить широкий ассортимент нефтепродуктов практически из любого нефтяного сырья путем подбора соответствующих катализаторов и условий. Гидрокрекинг является одним из наиболее эффективных и гибких процессов нефтепереработки.
Химические основы процесса. Качество получаемых продуктов гидрокрекинга определяются в основном свойствами катализатора (гидрирующей и кислотной активностью). Катализаторы гидрокрекинга могут иметь высокую гидрирующую и относительно низкую кислотную активность, а также относительно невысокую гидрирующую и высокую кислотную активность.
Превращения алканов. При использовании монофункциональных гидрирующих катализаторах (не обладающих кислотными свойствами), из линейных алканов получаются другие линейные алканы с меньшей молекулярной массой.
В тоже время при использовании кислотных и бифункциональных катализаторов алканы подвергаются крекингу и изомеризации по гетеролитическому механизму. На катализаторах с высокой кислотной и умеренной гидрирующей активностью гидрокрекинг идет с высокой скоростью, причем образуется много низкомолекулярных изоалканов.
Превращения циклоалканов. В присутствии гидрирующих катализаторов, незамещенные и метилзамещенные моноциклоалканы превращаются главным образом в алканы линейного и изостроения.
При использовании катализаторов с высокой кислотностьюи низкой гидрирующей активностью превалируют реакции изомеризации шестичленных циклоалканов в пятичленные. При этом происходит изменение положения заместителей.
При гидрокрекинге циклоалканы с длинными алкильными боковыми цепями подвергаются в основном изомеризации и распаду алкильных заместителей. При этом у бициклических циклоалканов раскрывается одно кольцо и они превращаются в моноциклические с высоким выходом производных пентана.
Превращения алкенов. При гидрокрекинге на кислотных центрах катализатора алкены изомеризуются и подвергаются распаду по β-правилу. При этом на гидрирующих центрах происходит насыщение алкенов— как исходных, так и образовавшихся при распаде. То есть из линейных алкенов при гидрокрекинге сначала образуются низкомолекулярные алекны линейного и изостроения, а затем они првращаются на гидрирующих центрах в низкомолекулярные алканы линейного и изостроения.
Превращения аренов. Впроцессе гидрокрекинга на катализаторах с высокой гидрирующей и низкой кислотной активностью происходит гидрирование ареновых колец. При этом замещенные арены гидрируются труднее, чем незамещенные. Следует отметить, что наряду с последовательным гидрированием ароматических колец происходит расщепление образовавшихся насыщенных колец и выделение алкилзамещенных аренов.
При использовании катализаторов с высокой кислотной и низкой гидрирующей активностью превращения аренов во многом аналогичны каталитическому крекингу. Незамещенные моноциклические арены стабильны. При этом метил- и этилбензолы в основном вступают в реакции изомеризации по положению заместителей, а алкилбензолы с более длинными цепями деалкилируются. При отрыве алкильных заместителей образуются алкильные карбкатионы, которые после изомеризации подвергаются β-распаду и насыщаются по схеме, описанной для гидрокрекинга алканов, с образованием смеси низкомолекулярных алканов нормального и изостроения. Важно отметить, что в результате гидрокрекинга полициклических аренов происходит раскрытие ароматических колец и в значительном количестве образуются производные тетралина и индана.
Катализаторы процесса. Крекирующую и изомеризующую функции кислотного компонента катализатора выполняют цеолиты, оксид алюминия, алюмосиликаты. При этом для усиления кислотности в катализатор вводят галоген, а также оксидные добавки и др.
Металлы VIII группы (Pt, Pd, Ni, Co, Fe) , а также оксиды или сульфиды некоторых металлов VI группы (Мо, W) являются гидрирующим компонентом катализатора. Для повышения активности перед использованием металлы VIII группы восстанавливают водородом, а оксидные молибден- и вольфрамсодержащие катализаторы сульфидируют; кроме того, для активирования катализаторов используют также разнообразные промоторы (рений, родий, иридий и др.).
Важно отметить, что сульфиды и оксиды молибдена и вольфрама с промоторами являются бифункциональными катализаторами.
Макрокинетика процесса.На первой стадии макрокинетика аналогична процессам, протекающим при гидроочистке. Одновременно происходит гидрирование алкенов. Затем полициклические арены и циклоалканы гидрируются в замещенные моноциклические, а алканы подвергаются изомеризации и расщеплению.
Важно отметить, что температура проведения гидрокрекинга 300—425°С является оптимальная. Если понизить температуру реакции будут протекать с малой скоростью, а чрезмерное повышение температуры ограничивается термодинамическими факторами реакции гидрирования и увеличением скорости коксообразованияи повышением выхода легких фракций и газа. При давлении менее 5 МПа начинается интенсивное закоксовывание катализатора. Поэтому для тяжелых газойлей и тем более остаточного сырья для предотвращения обратной реакции дегидрирования циклоалкановых колец в полициклических системах требуется более высокое давление водорода (до 20— 30 МПа).
Гидрокрекинг в промышленности. В промышленности широко используются следующие виды гидрогенизационных процессов:
- гидрокрекинг бензиновых фракций для получения сжиженного нефтяного газа, углеводородов С4—С5 изостроения, в нефтехимическом синтезе и при выработке легкого высокооктанового компонента автомобильных бензинов;
- гидрокрекинг средних дистиллятов (прямогонных и вторичного происхождения) с температурой кипения 200—350 0 С для получения бензинов и реактивных топлив;
- гидрокрекинг атмосферного и вакуумного газойлей, газойлей коксования и каталитического крекинга для получения бензинов, реактивного и дизельного топлив;
- гидрокрекинг высококипящих нефтяных дистиллятов для получения реактивных и дизельных топлив, смазочных масел, малосернистых котельных топлив и сырья каталитического крекинга;
- селективный гидрокрекинг бензинов с целью повышения октановых чисел;
- селективный гидрокрекинг реактивных и дизельных топлив с целью снижения температуры застывания;
- селективный гидрокрекинг масляных фракций — для улучшения цвета, стабильности и снижения температуры застывания;
- гидродеароматизация и гидродепарафинизация.
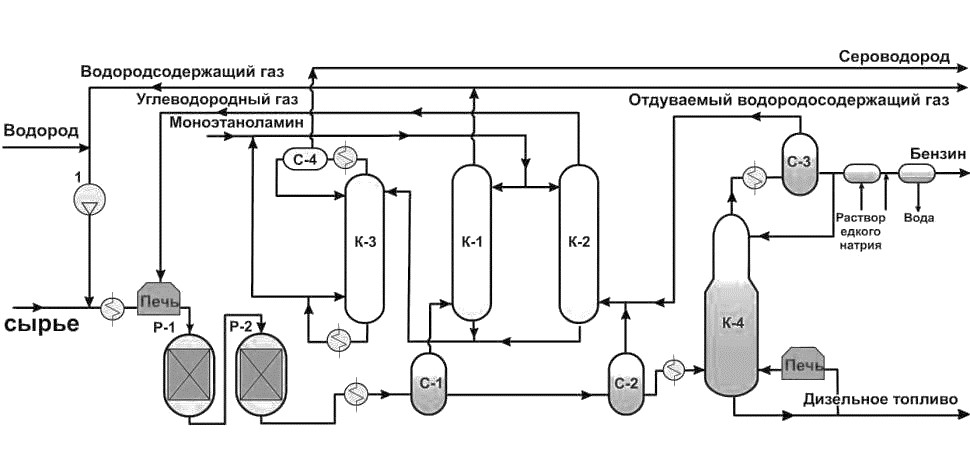
Эти установки работают на нескольких НПЗ России применительно к переработке вакуумных газойлей 350-500°С с содержанием металлов не более 2 м.д. и под давлением около 15МПа.
Для проведения одноступенчатого процесса гидрокрекинга вакуумных дистиллятов используют реактор, имеющий несколько слоев (до пяти ) катализаторов нескольких типов. При этом градиент температур в каждом слое не должен превышать 25°С, между отдельными слоями катализатор. Для выполнения этого условия предусмотрен ввод охлаждающего водородсодержащего газа между слоями катализатора через контактно распределительные устройства, обеспечивающие тепло- и массообмен между газом и реагирующим потоком над слоем катализатора.
Смесь сырья (с пределами выкипания 350-500°С) с рециркулируемым гидрокрекинг-остаток и водородсодержащим газом, нагревают сначала в теплообменниках, затем в печи П-1 до температуры реакции (300—425°С является оптимальная) и подаютвреакторы Р-1.
Реакционную смесь, входящую и реактора, охлаждают в сырьевых теплообменниках, затем в воздушных холодильниках и с температурой 45-55°С направляют в сепаратор высокого давления С-1.
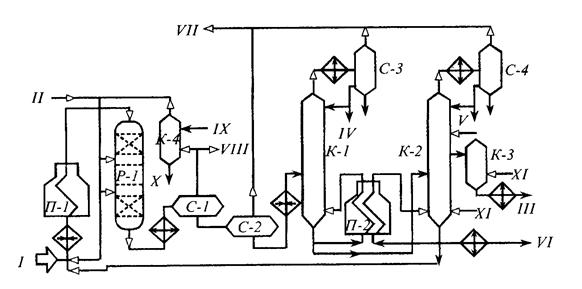
I — сырье; II — водородсодержащий газ; III — дизельное топливо; IV — легкий бензин; V — тяжелый бензин; VI — тяжелый газойль; VII — углеводородные газы на ГФУ; VIII — газы отдува; IX — регенерированный раствор моноэтаноламин; X — отработанный моноэтаноламин на регенерацию; XI — водяной пар
В сепараторе происходит отделение водородсодержащего газа от нестабильного гидрогенизата. Водородсодержащий газ направляют в абсорбер К-4, где происходит его очистка от сероводорода моноэталамином. Очищенный водородсодержащий газ компрессором подают на циркуляцию. Отработанный моноэтаноламин направляют на регенерацию. Нестабильный гидрогенизат через редукционный клапан направляют в сепаратор низкго давления С-2. В сепараторе выделяют часть углеводородных газов от гидрогенизата. Затем гидрогенезат подают через теплообменники в стабилизационную колоннуК-1 для отгонки углеводородных газов и легкого бензина. Затем стабильный гидрогенизат разделяют в атмосферной колонне К-2 на тяжелый бензин и дизельную фракцию. Эту фракция отбирают через отпарную колонну К-3, а кубовую жидкость ( фракцию >360 °С) частично используют как рециркулят, а основное количество выводят с установки. Кубовая жидкость может быть использована как сырье для пиролиза, в качестве основы смазочных масел и т. д.
Таким образом, в результате гидрокрекинга фракции 350-500°С получено, % масс.: 88.03 – дизельное топливо; 1.28 – легкий бензин; 1.19 – углеводородный газ; 3.03 – сероводород; 8.53 – тяжелый бензин. Всего 102.06% (с учетом использованного водорода).
Читайте также: