
Термическая резка металла реферат
Обновлено: 04.07.2024
Резка металла - процесс деления металлического листа, трубы или отливки на отдельные части с помощью ручной, механической и термической операции.
Одним из вариантов резки металла является операция раскроя заготовки. В этом случае готовое изделие имеет размеры и конфигурацию, указанные в чертеже.
Гидроабразивная резка металла
Этот метод один из первых начал использоваться для раскроя металла. Заготовки заданной формы вырезали из металлического листа струей воды, смешанной с абразивом и подаваемой под давлением до 5000 атмосфер.
Метод имеет ряд ограничений по марке металлического сплава, толщине раскраиваемого листового материала, хотя позволяет выполнить раскрой деталей со сложной траекторией.
Для повышения производительности процесса существует возможность одновременного раскроя тонких листовых материалов в стопке из нескольких слоев.
Раскрой листового металла значительно ускорился, когда появилось оборудование для термической резки. Теперь для раскроя используют установки плазменной резки. Другой вариант оборудования для раскроя - лазерный станок. Функция раскроя, как правило, является одной из опций заложенной в программном продукте таких машин.
Высокоскоростной раскрой, выполняемый по программе, позволяет максимально выгодно расположить детали на листе, минимизирует отходы. При этом лазерный или плазменный автоматизированный раскрой безопасен, экономичен, не вредит экологии.
Резка металла: виды
В промышленном производстве применяют такие способы резки металла - листов, пластин, труб и прочего на части, заготовки:
- ручная;
- термическая резка;
- механическая и ударная.
Каждому из этих способов соответствует своя технология, свои вид оборудования. Каждый процесс по-своему уникален, наделен своими преимуществами и недостатками. Рассмотрим основные способы резки металла подробнее.
Ручная резка металла
Труборезы, у которых рез выполняется дисковыми резцами-роликами из стали, используют для разрезания труб.
Скорость и точность работ, выполняемых вручную, полностью зависят от человека. Толщина разделяемого металла (особенно шлицевыми ножницами) ограничена.
Ручной метод малоэффективен, практически не эксплуатируется в промышленных масштабах. Главная сфера использования ручной резки - в быту.
Термическая резка металла
Применяют такие виды терморезки:
- газокислородная;
- лазерная;
- плазменная.
Все эти методы являются бесконтактными, т.е. при работе между заготовкой и режущим инструментом нет непосредственного контакта. Заготовка разделяется с помощью струи газа, плазмы или луча лазера.
Газокислородная резка
В основу технологического процесса заложены свойство металла нагреваться, плавиться и выгорать в чистом кислороде при высокой температуре (более 1000 °C).
Перед началом технологической операции необходимо разогреть место реза до такой температуры, при которой происходит воспламенение материала. Эта операция разогрева выполняется за счет пламени резака. В качестве разогревающего газа чаще всего эксплуатируют ацетилен. Время прогрева зависит от толщины, марки и состояния обрабатываемой металлической поверхности. Кислород на этом этапе не используется.
После прогрева к операции добавляется кислород. Струя пламени, равномерно перемещаясь вдоль линии реза, прорезает полуфабрикат на всю толщину. Кислород, используемый в процессе, не только режет, но и удаляет окислы, которые образуются на поверхности разрезаемого листового полуфабриката.
Важный критерий для получения качественного реза - выдерживание одинакового расстояния между резаком и разрезаемой поверхностью на протяжении всей операции. Этого сложно добиться, если резка металла выполняется ручным газокислородным резаком. При автоматизированном процессе (скоростная, газокислородная с повышенным качеством, резка кислородом высокого давления) скорость резания увеличивается, а качество реза возрастает.
- возможность разрезать заготовки большой толщины;
- возможность резать титановые листы.
Отдельные недостатки газокислородной резки:
- резке не поддаются цветные металлы типа алюминия, меди, а также высокоуглеродистые или хромоникелевые стали;
- большая ширина реза, невысокое качество, образование окислов, наплывов,
- невозможно работать с криволинейными поверхностями;
- изменение физических свойств в области реза.
Лазерная резка
Эта технология подразумевает резку и раскрой металла посредством сфокусированного лазерного луча, получаемого при помощи специального оборудования.
Луч лазера сосредотачивается в определенной точке разрезаемой детали. Под воздействием тепловой энергии лазерного луча поверхность прогревается, закипает и испаряется. Луч плавно передвигается вдоль границы реза, разделяя металлическую заготовку на части.
Лазерная резка применяется для разделения металлов с низкой теплопроводностью. Ее используют при резке, раскрое тонких листов (от 0,2 мм), цветных металлов (алюминия, меди), нержавеющей стали, трубных изделий.
Уникальность метода: обрабатываются практически все металлы, металлические сплавы, неметаллы.
Ряд недостатков технологии резки лазером:
- ограничение по толщине разделяемых изделий;
- большие энергетические затраты в ходе процесса;
- работу может выполнить только специально обученный персонал.
Плазменная
Эта технология подразумевает использование в качестве оборудования плазмотрон, в котором роль режущего инструмента выполняет струя плазмы.
Раскаленный ионизированный газ (плазма) с высокой скоростью проходит через сопло плазматрона. Плазма нагревает, расплавляет металл, а затем сдувает расплав, тем самым образуя линию раздела заготовки.
- безопасность процесса;
- высокая скорость;
- незначительный ограниченный нагрев разрезаемой поверхности.
Недостатки данной технологии - высокая цена оборудования, необходимость в обучении персонала, шум при работе плазменных установок, ограниченность значений толщин обрабатываемого металла.
Механическая резка металла
Механическое разделение основано на прямом контакте обрабатываемого металла с режущим инструментом. Материал инструмента, как правило, тоже металл, но более высокой твердости.
Выделяют механическую резку с применением ножниц, пилы, резцов. Частным случаем механической резки выступает ударная (рубка). Ударная резка или рубка с помощью гильотины используется на стадии заготовительных работ.
Виды оборудования, используемые для механического разделения материалов:
- ленточно-пильные станки (ЛПС);
- гильотины;
- дисковые станки;
- токарные станки с установленными на них резцами;
- агрегаты продольной резки.
Резка ленточной пилой
Разрезание материала ленточной пилой часто используется для разделения сортового, листового металла. Пила ленточная - основной узел на так называемом ленточно-пильном станке (ЛПС). Суть работы пилы ленточной такая же, как у обычной ножовки. Полотно пилы замкнуто в ленту большого диаметра, одна сторона которого имеет специальные зубья. Лента пилы движется непрерывно за счет вращения шкивов, подключенных к электромотору. Средняя скорость резки станка - 100 мм/мин. Материал для изготовления полотна пилы - углеродистая сталь или биметаллический сплав.
Достоинство метода: точность, доступность, невысокая цена оборудования, возможность выполнять не только прямой, но и угловой рез; малый процент отходов, так как ширина реза составляет всего 1,5 мм.
Современные модели ЛПС оснащаются электроникой и дополнительным оборудованием, с помощью которого можно включить станок в состав технологической линии.
Ударная резка металла на гильотине
Такой вид обычно именуют рубкой. Основная сфера применения рубки – разделение листового металла. Это может быть черный металл, различные виды стали – нержавеющая, оцинкованная или электротехническая сталь.
Метод основан на использовании механических приспособлений: ножниц, ножей для рубки металлического листа. Металлический лист размещают на рабочей поверхности гильотины. Закрепляют с помощью прижимной балки и выполняют операцию.
Уникальность метода состоит в том, что рубка (резка металла) происходит одномоментном ударом ножа по всей длине разрезаемой заготовки. В результате получается абсолютно ровный край без лишних кромок и заусенцев.
В промышленном производстве применяют три вида гильотин:
- электромеханические;
- гидравлические;
- пневматические.
На некоторых производствах сохранились ручные гильотинные ножницы, где режущий механизм включается нажимом на педаль.
К недостаткам можно отнести шум при работе механизма, ограничение по толщине заготовки, разность ширины у отрезанных частей.
Резка на дисковом станке
Основное достоинство данного оборудования простота эксплуатации, компактность, универсальность.
Роль режущего инструмента играет диск с зубьями, защищенный кожухом. Диск крепится на поверхности рабочего стола, приводится в действие электродвигателем.
Резка дисковой пилой характеризуется высоким качеством среза, возможностью раскроя под углом, высокой точностью обработки.
Агрегат продольной резки - узкоспециализированное оборудование, которое эксплуатируется исключительно для продольного разделения металлической заготовки.
Процесс резания полностью автоматизирован. Оператор следит за процессом и управляет работой, находясь за специальным пультом.
Уникальность метода: возможность разделить листы на узкие элементы большой длины (ленты, полосы, штрипсы).
Общие недостатки, свойственные всем видам контактной резки можно сформулировать так:
- режется только по прямой линии или под углом;
- проблематично получить детали сложной конфигурации.
В современных технологиях находят применение новейшие способы разделения металла, в частности, криогенная (операция с использованием сверхзвукового потока жидкого азота).
Раскрой, резка металла - первичные заготовительные стадии обработки металлов и сплавов. Применение прямосторонних заготовок правильной формы, как конечного продукта металлообработки, ограничено. После раскроя механическими способами и газокислородной резкой детали передаются на механическую обработку. А вот используя термические операции лазерной и плазменной резки, можно получить детали, которые являются конечным продуктом. Это будут детали сложной конфигурации с прорезанными отверстиями, высечками и прочими элементами.
Стоимость раскроя
Цена на работы по раскрою, резке металла зависит от ряда факторов:
- выбора технологии;
- мощности используемого оборудования;
- марки, толщины исходного сырья;
- категории качества заготовок готовой продукции;
- объема сырьевой партии.
Если предстоит работа с большим объемом сырья, то общая стоимость заказа может быть снижена за счет снижение значения стоимости расчетной единицы (килограмма, погонного метра).
Современный промышленный рынок предоставляет массу вариантов резки и раскроя сортового, профильного металла. Но основными критериями для определения исполнителя заказа всегда остаются качество работы, срок изготовления, стоимость выполняемых работ, дополнительные услуге по погрузке, транспортировке.
Термическая резка металлов
Резка металлов — отделение частей (заготовок) от полуфабрикатов из сортового, листового или литого металла. Различают механическую резку (ножницами, пилами, резцами), ударную (рубка) и термическую.
Термической резкой называют обработку металла — вырезку заготовок, строжку, создание отверстий — посредством нагрева. Паз, образующийся между частями металла в результате резки, называют резом. По форме и характеру реза резка может быть разделительной и поверхностной, по шероховатости поверхности реза — заготовительной и чистовой. Термическая резка отличается от других ее видов высокой производительностью при относительно малых затратах энергии и возможностью получения заготовок любого контура и большой толщины.
Различают три группы процессов термической резки: окислением, плавлением и плавлением – окислением.
При резке окислением металл в зоне резки нагревают до температуры его воспламенения в кислороде. Затем металл в этой зоне сжигают в струе кислорода, используя образующуюся теплоту для подогрева расположенных рядом с этой зоной участков металла. Продукты сгорания выдувают из реза струей кислорода и газов, образующихся при горении металла. К резке окислением относятся кислородная резка и кислородно-флюсовая.
При резке плавлением металл в месте резки нагревают мощным концентрированным источником тепла до температуры выше температуры плавления. При этом расплавленный металл удаляется из зоны реза под действием сил тяжести, электродинамических и других, либо выдувается специальной струей газа. К способам резки этой группы относятся дуговая резка, воздушно-дуговая, плазменная, лазерная и др.
Резка плавлением – окислением основана на процессах, характерных для двух предыдущих групп способов резки. К способам группы резки плавлением – окислением относятся кислороднодуговая резка, кислородно-плазменная, кислородно-лазерная резка. Кислородная резка — вид термической резки окислением, заключающийся в сжигании металла в струе кислорода и удалении этой струей образующихся оксидов.
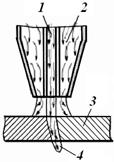
Рис. 3.75. Схема кислородной резки: 1 — струя режущего кислорода; 2 — смесь ацетилена и кислорода; 3 — основной металл; 4 — жидкий шлак
Кислородная резка является самым распространенным способом термической резки черных металлов. Он основан на том, что температура воспламенения железа в кислороде ниже температуры его плавления. Это позволяет выжигать железо кислородом без его расплавления. Процесс кислородной резки осуществляют в следующей последовательности (рис. 3.75).
Для начала горения металл 3 подогревают в начальной точке реза ацетиленокислородным пламенем 2 до температуры его воспламенения
в кислороде (например, сталь — до 1 000. 1 200 ° С). Вместо ацетилена можно использовать более дешевые газы (природный газ или пропанобутановую смесь). Затем в зону реза направляют струю режущего кислорода 1, и нагретый металл начинает гореть. В результате горения (окисления) железа образуется жидкий шлак 4:
Жидкий шлак выдувается струей режущего кислорода из зоны реза. Горение металла сопровождается выделением теплоты, которая разогревает соседние с зоной реза участки до температуры их воспламенения в кислороде. Поэтому в дальнейшем процесс протекает без дополнительного подогрева, пока не будет разрезана вся заготовка. При этом перемещение струи кислорода осуществляется в соответствии с заданной формой реза.
Для обеспечения нормального процесса резки разрезаемый металл должен соответствовать следующим требованиям:
1) температура плавления металла должна быть выше температуры его горения в кислороде;
2) температура плавления оксидов металла должна быть ниже температуры его плавления;
3) количество теплоты, выделяющейся при сгорании металла в кислородной струе, должно быть достаточным для поддержания непрерывного процесса резки;
4) теплопроводность разрезаемого металла не должна быть слишком высокой (если теплота отводится слишком интенсивно, то процесс резки прерывается);
5) образующиеся оксиды должны быть достаточно жидкотекучими и легко выдуваться струей режущего кислорода.
Этим условиям полностью удовлетворяют только низкоуглеродистые и низколегированные стали (легированные и высоколегированные стали, чугуны, медные и алюминиевые сплавы кислородной резкой не разделяются).
Резка может быть ручной и машинной. Для ручной резки применяют специальные резаки со сменными мундштуками. Ручная резка из-за неравномерности перемещения резака и вибрации режущей струи не обеспечивает высокого качества поверхности реза и требует последующей механической обработки.
Для получения реза высокого качества применяют машинную резку, которая обеспечивает равномерное перемещение резака по линии реза, строгую перпендикулярность режущей струи по отношению к разрезаемой поверхности и постоянное расстояние мундштука от поверхности металла. При машинной резке используют специальные автоматы и полуавтоматы с одним или несколькими резаками.
Кислородную резку используют для разделения металлов толщиной 5. 300 мм. При резке металла толщиной более 300 мм применяют специальные резаки.
Кислородно-флюсовая резка — вид термической резки окислением, заключающийся в сжигании металла в струе кислорода с одновременной подачей порошкообразного флюса и удалении струей кислорода образующихся оксидов.
Кислородно-флюсовой резкой режут металлы и сплавы, неподдающиеся кислородной резке из-за образования тугоплавкого нежидкотекучего шлака, изолирующего поверхность металла от струи кислорода (например, высокохромистые и хромоникелевые стали, чугуны и медные сплавы). Дополнительная подача флюса в зону реза обеспечивает при окислении флюса образование шлака, который смешивается с тугоплавким шлаком и разжижает его. Кроме того, при сжигании флюса выделяется большое количество теплоты.
Основной составляющей большинства флюсов, применяемых при резке, является железный порошок. Так, хромистые стали режут с применением железного порошка без каких-либо добавок. При резке чугуна в состав флюса дополнительно вводят до 35 % феррофосфора, а при резке меди и ее сплавов (кроме 10. 15 % феррофосфора) — до 20 % порошка алюминия.
Для кислородно-флюсовой резки применяют специальные установки, в комплект которых (кроме резаков особой конструкции) входит флюсопитатель, обеспечивающий подачу флюса в режущую струю кислорода.
Кислородно-флюсовую резку применяют для резки заготовок толщиной до 500 мм из высокохромистых и хромоникелевых сталей, серого чугуна (до 300 мм), меди (до 50 мм) и латуни (до 150 мм).
Дуговая резка — вид термической резки плавлением, заключающийся в том, что металл в месте реза проплавляют электрической дугой. Расплавленный металл стекает по стенкам образующегося углубления (реза) под действием силы тяжести и незначительного давления дуги. При резке электрической дугой можно использовать угольные или металлические электроды.
Резку угольным электродом ведут дугой прямой полярности при силе тока, равной 400. 800 А, диаметре электрода — 10. 20 мм. Этот метод применяют для резкигозатовок из чугуна и цветных металлов, не подлежащих кислородной резке (например, при разделке крупногабаритного лома, разборке старых металлоконструкций, прожигании отверстий или выжигании заклепок). При этом качество резки и ее производительность низкие.
Использование металлического электрода обеспечивает более высокое качество резки. Она может быть выполнена на том
же оборудовании и тем же электродами, которые используются при дуговой сварке. Резку металлическими электродами применяют при выполнении монтажно-сборочных или ремонтных работ.
Воздушно-дуговая резка — вид термической резки плавлением, заключающийся в том, что металл в месте реза проплавляют электрической дугой и выдувают струей сжатого воздуха. При этом способе используются неплавящиеся угольные или графитовые электроды, а расплавленный металл выдувается из полости реза потоком сжатого воздуха, подаваемого параллельно электроду.
Для воздушно-дуговой резки используют специальные воздушно-дуговые резаки, рассчитанные на силу тока до 1 000 А, и специальные угольные или графитовые электроды.
Этот способ позволяет резать заготовки из всех распространенных сплавов (кроме магниевых, поскольку в процессе резки они загораются).
Следует отметить, что основной областью применения воздушно-дуговой резки является поверхностная обработка металла (получение в нем различных углублений в виде отверстий и канавок, удаление дефектов с поверхности слитков и отливок и т. п.).
Плазменная резка — вид термической резки плавлением, заключающийся в интенсивном плавлении металла плазменной дугой или плазменной струей и выдувании расплава газовым потоком.
При резке плазменной дугой металл выплавляется из полости реза направленным потоком плазмы, создаваемым плазмотроном прямого действия.
При резке плазменной струей используют струю свободной газовой плазмы, создаваемой плазмотроном косвенного действия.
Плазменную резку целесообразно использовать для резки заготовок из всех металлов (особенно цветных).
Резку плазменной дугой применяют для разделения толстых листов из алюминия и его сплавов (до 80. 120 мм), коррозионностойкой стали и медных сплавов. Для разделения заготовок из магниевых сплавов — это единственный способ термической резки. Толщина разрезаемой заготовки из металла при ручной резке составляет 80. 100 мм, при автоматической — до 300 мм.
Плазменной струей режут тонкие стальные листы, заготовки из алюминиевых и медных сплавов, жаропрочных сплавов и т. д., а также неэлектропроводных материалов (например, керамики).
Основными преимуществами плазменной резки являются высокая производительность, чистота реза, снижение деформаций при резке заготовок малых толщин. Так, при резке стальных заготовок толщиной 6. 20 мм скорость такой резки в 3. 4 раза выше, чем при кислородной.
Основными недостатками плазменной резки являются следующие: сложность оборудования, сильный шум, повышенное содержание азота в кромке реза.
Лазерная резка и электронно-лучевая резка — виды термической резки плавлением, основанные на испарении металла под воздействием мощного концентрированного источника нагрева. Электронно-лучевая резка осуществляется в вакууме, лазерная — в обычной атмосфере. Резка этими методами отличается высокой чистотой и точностью реза, малой зоной термического влияния на кромках разрезаемого металла. Легкое и сравнительно простое управление лазерным излучением и электронным лучом позволяет осуществлять резку по сложному контуру плоских и объемных деталей с высокой степенью автоматизации процесса. Однако установки для электронно-лучевой резки и лазерной резки достаточно сложны и имеют повышенную стоимость.
Области применения основных способов резки металлов приведены в таблице 3.7.

ПГУ.
Сущность и основные условия резки.
Кислородно-флюсовая резка.
Газо-дуговая резка.
Воздушно-дуговая резка.
Плазменно-дуговая резка.
Кислородно-дуговая.
Подводная резка.
Плазменная резка.
Заключение.
Библиографический список.
Алешин Н.П. и др. Сварка. Резка. Контроль. Том1
- формат pdf
- размер 15.54 МБ
- добавлен 24 мая 2011 г.
Сварка. Резка. Контроль: Справочник. В 2-х томах/Под общ. ред. Н. П. Алешина, Г. Г. Чернышова. -М.: Машиностроение,2004. Т1/Н. П. Алешин, Г. Г. Чернышов, Э. А. Гладков и др. -624с.: ил. В первом томе приведены теоретические основы сварки, виды сварных соединений, технологические основы проектирования сварных конструкций, сущность процессов, оборудование, сварочные материалы, выбор режимов сварки.
Евсеев Г.Б., Глизманенко Д.Л. Оборудование и технология газопламенной обработки металлов и неметаллических материалов
- формат pdf
- размер 6.28 МБ
- добавлен 24 января 2011 г.
Учебник для студентов вузов. М., Машиностроение, 1974. 312 с с ил. В учебнике рассмотрены вес процессы газопламенной обработки: сварка, резка, металлизация, нанесение неметаллических покрытий, наплавка, очистка поверхности металла. Описаны конструкции оборудования. Технология газопламенной обработки дана с подробным описанием особенностей обработки различных материалов. Учебник предназначен для студентов машиностроительных вузов
Каракозов Э.С., Мустафаев Р.И. Справочник молодого электросварщика
- формат djvu
- размер 4.37 МБ
- добавлен 10 октября 2009 г.
Изд-во М.: ВШ 1992г, 302 c. Содержание: Виды сварки. Сварные соединения и швы Классификация сварки. Виды дуговой сварки Сварные соединения и швы Условные изображения и обозначения швов сварных соединений Электрическая дуга Основные сведения о дуге Влияние рода тока на дугу. Статическая вольт-амперная характеристика дуги Типы сварочных дуг Основные показатели сварочной дуги Основы теории сварочных процессов Оценка эффективности сварочных проце.
Китаев А.М. Справочная книга сварщика
- формат djvu
- размер 3.37 МБ
- добавлен 18 апреля 2011 г.
Издательство: М. "Машиностроение",1985. 256 с. Приведены справочные материалы, охватывающие большой круг вопросов: свариваемые материалы, свариваемость, сварочные материалы (электроды, проволоки, флюсы, газы), сварочное и вспомогательное оборудование, режимы сварки, наплавка металлов, термическая резка и другие сведения, относящиеся к сварочному производству. Материал изложен в основном в виде таблиц. Для рабочих, мастеров и технологов сварочного.
Нойман А., Рихтер Е. (ред.) Сварка, пайка, склейка и резка металлов и пластмасс
- формат djvu
- размер 8.21 МБ
- добавлен 10 октября 2009 г.
Сварка, пайка, склейка и резка металлов и пластмасс. 3-е изд.: Справ, изд. / Под ред. Ноймана А., Рихтера Е.: Пер. с нем. М.: .Металлургия, 1985. 480 с. Приведена информация о применении различных методов сварки, пайки, склеивания и резки металлов, а также сварки и склеивания пластмасс. Рассмотрены основные параметры процессов, конструктивное исполнение соединений, оптимальные режимы их обработки, рекомендуемые сварочные и присадочные материалы.
Реферат - Виды сварки
- формат docx
- размер 51.41 КБ
- добавлен 27 ноября 2010 г.
Реферат сдавался в ЮРГТУ в 2008 году. Введение. Основные вопросы сварки. Сварка. Понятие, сущность процесса Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование для неё Технология ручной дуговой сварки. техника сварки. Сущность газовой сварки Техника газовой сварки Автоматическая дуговая сварка под флюсом Электрошлаковая сварка и приплав Сварка в среде защитных газов Контактная сварка Стыковая сварка Точечная сварка Шо.
Реферат - Резка металов
- формат doc
- размер 98 КБ
- добавлен 18 января 2011 г.
В данной работе рассмотрены следующие вопросы: Сущность и основные условия резки. Кислородно-флюсовая резка. Газо-дуговая резка. Воздушно-дуговая резка. Плазменно-дуговая резка. Плазменная резка. Кислородно-дуговая резка. Подводная резка. Копьевая резка.
Соколов. И.И. Газовая сварка и резка металлов
- формат djvu
- размер 4.22 МБ
- добавлен 10 октября 2009 г.
И. И. Соколов. Газовая сварка и резка металлов. — М. , 1975. — 317 с. Содержание: Краткие сведения о сварке и резке металлов Сущность и преимущества процесса сварки Основные виды сварки металлов Газовая сварка и пайка металлов Сущность процесса резки металлов Сварные соединения и швы Виды сварных соединений Виды сварных швов Обозначение сварных швов на чертежах и расчет сварных соединений Материалы, применяемые при газовой сварке и резке мета.
Чебан В.А. Сварочные работы
- формат pdf
- размер 42.7 МБ
- добавлен 15 августа 2011 г.
Изд. 5-е. - Ростов-на-Дону: Феникс, 2008. - 412 с. Подробно рассмотрены следующие разделы (с большим количеством схем и рисунков): общие сведения о различных видах сварки; сварочный пост, инструменты и принадлежности для сварки; сварочная дуга и её свойства; металлургические процессы при сварке; сварные соединения и швы; электроды и другие сварочные материалы; деформации и напряжения при сварке; техника выполнения ручной дуговой сварки; газовой с.
Шпаргалка по теоретические основы сварки плавлением и давлением
- формат doc
- размер 291.77 КБ
- добавлен 12 января 2011 г.
Электрошлаковая наплавка Электрошлаковая наплавка Плазменная и микроплазменная сварка Плазменная и микроплазменная наплавка Ручная дуговая наплавка Сварка под флюсом Газовая резка Ручная дуговая сварка УГАТУ, преподаватель: Бычков В. М., четвертый курс / 7 семестр, 36 с.
Кислородная резка стали, основана на свойстве железа гореть в струе чистого кислорода, будучи нагретым, до температуры, близкой к температуре плавления.
Температура загорания железа в кислороде зависит от состояния, в котором оно находится. Так, например, железный порошок загорается при 315° С, тонкое листовое или полосовое железо — при 930° С, а поверхность крупного куска стали — при 1200-1300° С. Горение железа происходит с выделением значительного количества тепла и может поддерживаться за счет теплоты сгорания железа.
Содержание
1.Сущность и основные условия резки ……………………………3
2. Кислородно-флюсовая резка …………………………………….4
3. Газо-дуговая резка
Воздушно-дуговая резка
Плазменно-дуговая резка ………………………………………. 5
4. Кислородно-дуговая
Подводная резка …………………………………………………..6
5. Плазменная резка …………………………………………………7
6. Заключение ……………………………………………………….8
7. Библиографический список ……………………………………..9
Прикрепленные файлы: 1 файл
Термическая резка.doc
Содержание:
1.Сущность и основные условия резки ……………………………3
2. Кислородно-флюсовая резка …………………………………….4
3. Газо-дуговая резка
Плазменно-дуговая резка ………………………………………. 5
7. Библиографический список ……………………………………..9
Сущность и основные условия резки
Кислородная резка1 стали, основана на свойстве железа гореть в струе чистого кислорода, будучи нагретым, до температуры, близкой к температуре плавления.
Температура загорания железа в кислороде зависит от состояния, в котором оно находится. Так, например, железный порошок загорается при 315° С, тонкое листовое или полосовое железо — при 930° С, а поверхность крупного куска стали — при 1200-1300° С. Горение железа происходит с выделением значительного количества тепла и может поддерживаться за счет теплоты сгорания железа.
Нагревание металла при резке производят газокислородным пламенем. В качестве горючих при резке могут применяться ацетилен, пропан-бутан, пиролизный, природный, коксовый и городской газы, пары керосина2.
Кроме подогрева металла до температуры горения в кислороде, подогревающее пламя выполняет еще следующие дополнительные функции:
● подогревает переднюю (в направлении резки) верхнюю кромку реза впереди струи режущего кислорода до температуры воспламенения, что обеспечивает непрерывность процесса резки;
● вводит в зону реакции окисления дополнительное тепло, покрывающее его потери за счет теплопроводности металла и в окружающую среду; это имеет особенно важное значение при резке металла малой толщины;
● создает защитную оболочку вокруг режущей струи кислорода, предохраняющую от подсоса в нее азота из окружающего воздуха;
● подогревает дополнительно нижнюю кромку реза, что важно при резке больших толщин.
Мощность подогревающего пламени зависит от толщины и состава разрезаемой стали и температуры металла перед резкой.
Металл нагревают на узком участке в начале реза, а затем на нагретое место направляют струю режущего кислорода, одновременно передвигая резак по намеченной линии реза. Металл сгорает по всей толщине листа, в котором образуется узкая щель. Интенсивное горение железа в кислороде происходит только в слоях, пограничных с поверхностью режущей струи кислорода, который проникает (диффундирует) в металл на очень малую глубину.
С момента начала резки дальнейший подогрев металла до температуры воспламенения происходит, в основном, за счет тепла реакции горения железа. При чистой, свободной от ржавчины и окалины поверхности, резка может продолжаться и без дополнительного подогрева. Однако лучше продолжать резать с подогревом, так как это ускоряет процесс.
Рис. 1. Простейшие приспособления для резки:
а – для вырезки фланцев,
б – для вырезки отверстий,
в – для резки труб,
г – для пакетной резки.
Для процесса резки металла кислородом необходимы следующие условия:
● температура горения металла в кислороде должна быть ниже температуры плавления, иначе металл будет плавиться и переходить в жидкое состояние до того, как начнется его горение в кислороде;
● образующиеся окислы металла должны плавиться при температуре более низкой, чем температура горения металла, и не быть слишком вязкими; если металл не удовлетворяет этому требованию, то кислородная резка его без применения специальных флюсов невозможна, так как образующиеся окислы не смогут выдуваться из места разреза;
● количество тепла, выделяющееся при сгорании металла в кислороде, должно быть достаточно большим, чтобы обеспечить поддержание процесса резки;
● теплопроводность металла не должна быть слишком высокой, так как иначе, вследствие интенсивного теплоотвода, процесс резки может прерываться.
При обычной кислородной резке высоколегированных хромистых и хромоникелевых нержавеющих сталей на поверхности реза образуется пленка тугоплавких окислов хрома, имеющих температуру плавления около 2000° С и препятствующих дальнейшему окислению металлов в месте реза. Поэтому кислородная резка этих сталей требует применения особых приемов и способов. До разработки способа кислородно-флюсовой резки нержавеющих сталей пользовались приемами резки, основанными на создании вблизи поверхности реза участков металла с высокой температурой нагрева, способствующих расплавлению пленки окислов хрома. Это достигалось введением в разрез дополнительного тепла от сгорания присадки из малоуглеродистой стали. В качестве таковой использовалась стальная полоска, уложенная вдоль линии реза, или валик, наплавленный металлическим электродом. Выделяющееся при сгорании железа тепло, а также переходящее в шлак железо (полоски или наплавки) и его окислы способствуют разжижению и удалению окислов хрома. Этими способами можно было резать нержавеющую сталь небольшой толщины (10—20 мм), при этом качество реза и производительность низкие, резка протекает неустойчиво и часто прерывается.
Рис.2. Схема подачи флюса: а – с внешней подачей, б – однопроводная под высоким давлением,
в – с механической подачей, 1 – газофлюсовая смесь, 2 – флюс, 3 флюсонесущий газ,
4 – кислородно – флюсовая смесь, 5 – режущий кислород.
Более совершенным способом резки высоколегированных нержавеющих сталей является кислородно-флюсовая резка. В качестве флюса применяют, как правило, железный порошок с зернами 0,1—0,2 мм. Сгорая в струе режущего кислорода, железный порошок выделяет дополнительное тепло, которое повышает температуру в месте реза. Вследствие этого тугоплавкие окислы остаются в жидком состоянии и, будучи разбавлены продуктами сгорания железа, дают жидкотекучие шлаки. Резка протекает с нормальной скоростью, а поверхность реза получается чистой.
Газо-дуговая резка
За последние годы широкое распространение получили способы газо-дуговой резки: воздушно-дуговая, плазменно-дуговая и плазменная. Они применяются для резки многих металлов и сплавов. В ряде случаев находит также применение кислородно-дуговая резка стали. Способы газо-дуговой резки используют сейчас на многих предприятиях, что дает большую экономию в народном хозяйстве. Ведутся работы по механизации и автоматизации газо-дуговой резки.
Рис. 3. Переносная газорезательная машина МГП-2:
ведущего механизма 1, неподвижной державки 14, подвижной державки 16, газового коллектора 10,
резак 11, корпус 9, штанга 8. электрочасть 2,
рукоятка 5, ролик 3, разъём 4, ручка потенциометра 7, тумблер 6, маховик 12, гайка 13, защитный щиток 15.
Воздушно-дуговая резка
Этот способ резки основан на расплавлении металла в месте реза скользящей электрической дугой, горящей между угольным электродом и металлом, с непрерывным удалением жидкого металла струей сжатого воздуха. Применяется в качестве разделительной и поверхностной резки. Для воздушно-дуговой резки может применяться также переменный ток, однако он даёт меньшую производительность, чем постоянный.
Воздушно-дуговую резку широко используют для поверхностной резки большинства чёрных и цветных металлов, вырезки дефектных участков сварных швов, срезки заклёпок, пробивки отверстий, отрезки прибылей стального литья и пр. Этим способом можно резать различные металлы (нержавеющие стали, чугун, латунь и трудноокисляемые сплавы) толщиной до 20-25 мм.
Плазменно-дуговая резка
При плазменно-дуговой резке3 дуга возбуждается между разрезаемым металлом и неплавящимся вольфрамовым электродом (с добавлением лантана), расположенным внутри электрически изолированного формирующего наконечника. В большинстве случаев применяется дуга постоянного тока прямой полярности. Продуваемый через сопло газ обжимает дугу, обеспечивает в ней интенсивное плазмообразование и придаёт дуге проникающие свойства. При этом газ разогревается до высоких температур (10000 – 20000 °С), что обеспечивает высокую скорость истечения и сильное механическое действие плазмы на расплавляемый металл, выдуваемый из места реза.
Рис. 4. Резак РДМ-2-66 для плазменно- дуговой резки:
1 – щиток, 2 – опорный ролик, 3 – мундштук с формирующим соплом, 4 – головка резака,
5 – рукоятка, 6 – рычажный клапан, 7 – штуцер, 8 – рукав,
9 – штуцер для подачи аргона, 10 – вентиль.
Плазменно-дуговую резку целесообразно применять: при изготовлении из листов деталей с фигурными контурами; изготовление деталей с прямолинейными контурами, не требующих механической обработки; вырезки проёмов и отверстий в металлах; резке полос, прутков, труб и профилей и придания их торцам нужной формы; обработке кромок поковок и подготовке их под сварку; вырезке заготовок для механической обработки, штамповки и сварки; обработке литья.
Недостатками плазменно-дуговой резки являются: более сложное и дорогое оборудование, включающее источник питания и регулирования дуги; более сложное обслуживание; необходимость применения водяного охлаждения горелки и защитных масок со светофильтрами для резчика; необходимость более высокой квалификации резчика.
Плазменно-дуговой резкой обрабатывают алюминий и его сплавы; медь и ее сплавы; нержавеющие высоколегированные стали; низкоуглеродистую сталь; чугун; магний и его сплавы; титан. Возможность резки металла данной толщины и интенсивность проплавления определяются мощностью дуги, т. е. величиной тока и напряжения. Скорость резки регулируется изменением тока дуги (регулированием источника питания). Скорость резки быстро падает с увеличением толщины металла и одновременно увеличивается ширина реза. При ручной резке равномерное ведение процесса обеспечивается при скорости до 2 м/мин. Для больших толщин указанных металлов (кроме алюминия и его сплавов) этот способ применяется значительно реже, так как экономичнее использовать другие способы резки (кислородную, кислородно-флюсовую).
Кислородно-дуговая резка
Кислородно-дуговую резку применяют для углеродистой стали. Металл расплавляется электрической дугой, а струя кислорода служит для сжигания металла и выдувания шлаков из места разреза. В качестве электродов используют стальные трубки наружным диаметром 8 мм, длиной 340—400 мм, изготовляемые протяжкой из стальной полосы. Снаружи трубки-электроды покрывают обмазкой для устойчивости горения дуги. При резке электрод опирают концом о поверхность металла под углом к ней 80—85°, с наклоном в сторону направления резки. Образующийся на конце электрода козырек из обмазки обеспечивает необходимую длину дуги при резке.
Недостатком стальных электродов является их большой расход вследствие быстрого сгорания—за 40—50 сек. Более стойкими являются керамические трубчатые электроды из карбида кремния (карборунда) или карбида бора, покрытые металлической оболочкой и обмазкой. Карборундовый электрод диаметром 12 мм и длиной 300 мм может работать 30—40 мин при токе 300—350 А. Недостатком керамических электродов является их высокая стоимость. Трубчатые электроды можно применять при вырезке отверстий в стали толщиной до 100 мм, резке профильного проката, пакетной резке листов и других работах.
Читайте также: