
Сварочные аппараты переменного тока реферат
Обновлено: 29.06.2024
Сварка и оборудование, при помощи которого этот процесс происходит
Сварка это – соединение двух материалов путём плавления. При помощи высокой температуры края соединяемых материалов расплавляются, перемешиваются между собой, образуя однородный сварочный шов. Очень часто, за исключением некоторых видов сварки, в этом процессе участвует и материал электрода. Высокая температура достигается за счет электрической дуги между электродом и свариваемым материалом, электронного луча, лазерного луча, газовой сварки и таким же способами, вызывающими плавление металла.
Большую часть соединений приходится на металлические детали, но в последнее время сварка широко начала использоваться для соединений изделий из пластмассы, керамики и сочетаний этих материалов.
Естественно, сам процесс сварки небезопасен. Нужно соблюдать особенную технику безопасности, что бы не попасть под поражение электрическим током, ожогом как роговицы глаз, так и различных частей тела, как инфракрасным излучением, так и ультрафиолетовым, а также брызгами от расплавленного металла.
Источников для создания электрической дуги и её поддержания бывает несколько. Это трансформаторные источники, инверторные, выпрямители. Есть и такие как сварочные агрегаты, которые работают по принципу двигателя внутреннего сгорания.
Самое большое применение из этих аппаратов приходится на сварочные трансформаторы, а также инверторные сварочные аппараты постоянного тока. Если посмотреть инвертор, он использует в работе токи высокой частоты, при этом работая за счет встроенных внутри силовой электроники, а также небольших по размеру трансформатора – преобразователя. Как достоинство этого аппарата можно отметить компактность, вес, для бытового использования он достаточно небольшой, до 5 кг, а также энергопотребление, которое достаточно низкое.

Сварочный инвертор
К минусам можно отнести цену, которая выше, чем у сварочных трансформаторов, особенно у профессиональных сварочных аппаратов инвертор постоянного тока, особые требования к температуре и влажности окружающей среды. Он реагирует на перепад напряжения в сети и его ремонт достаточно таки дорогой по сравнению с общей стоимостью.
Если рассматривать трансформаторный сварочный аппарат, его преимуществом будет простота конструкции. Трансформатор, который является основой аппарата, обеспечивает напряжение сети до необходимого для проведения сварки. Он питается переменным током из сети, при этом получаем или постоянный или переменный ток это в зависимости от схемы работы аппарата. Они имеют невысокую стоимость, и при поломке отремонтировать их не сложно.

Сварочный трансформатор
Подразделяются аппараты по мощности, по количеству рабочих мест, присоединяемых к одному трансформатору и напряжением, и по сети: однофазные или трёхфазные.
Дроссель для сварочного аппарата постоянного тока
Еще необходимой деталью конструкции трансформатора является дроссель для сварочного аппарата постоянного тока, который используется как усилитель в электродных аппаратах, так и в полуавтоматах.
Дроссель для сварочного аппарата постоянного тока, схема.
Его ещё называют катушкой индуктивности. Эта деталь улучшает работу трансформатора и представляет собой специальный провод, который наматывают вокруг сердечника из ферромагнита. Что бы проще объяснить – напряжение, которое подается на катушку на выходе, повышает, причем плавно, силу тока. Если менять полярность, сила тока уменьшается, опять – таки плавно, без скачков. Это очень важно для равномерного горения электрической дуги и, соответственно, для качества сварки, а также защита при колебаниях напряжения в сети.
Эффективность дросселя определяется по такому параметру, как индуктивность. Она измеряется в такой величине, как Гн. (Генри), что означает что через дроссель , имеющий индуктивность 1 Гн, при напряжении 1В в течение 1 секунды может пройти только 1А тока.
Количество витков на катушке и индукция взаимосвязаны по принципу прямой пропорции. Очень часто дроссель изготавливают своими руками, тем более, что схем в интернете достаточно, как и описаний, как это сделать. Поэтому высчитывать количество витков, возводить их в квадрат не обязательно.
Сварочные аппараты постоянного и переменного тока, в чём у них разница
Эти сварочные аппараты имеют разные сварочные дуги. Отсюда и разница в применяемых электродах. При покупке электродов это следует учитывать. Но не только в этом отличие, основное отличие идет по устройству самого сварочного трансформатора.

Сварочный аппарат переменного тока
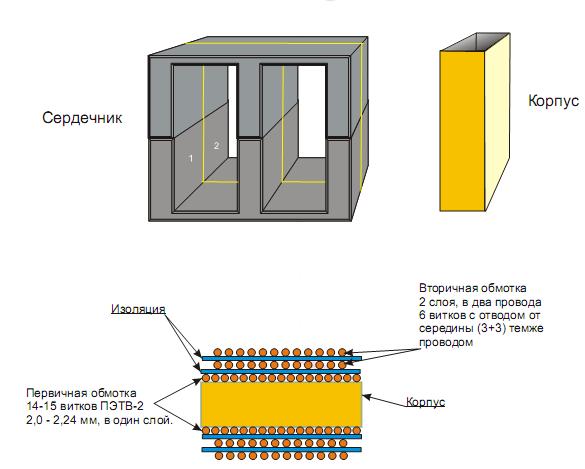
Как описывалось выше, сварочный трансформатор имеет под своим корпусом сердечник в виде замкнутого магнитопровода, а также как первичную, так и вторичную обмотку. Электрический ток проходит через первичную обмотку, намагничивая при этом сердечник. Магнитный поток, который получается при этом, на вторичной обмотке вырабатывает переменный ток, напряжение которого напрямую зависит от того, сколько витков намотано на вторичную обмотку. Так получается переменный ток. Если сравнивать сварочный трансформатор постоянного тока, в его конструкции присутствует выпрямитель, который и делает ток постоянным.
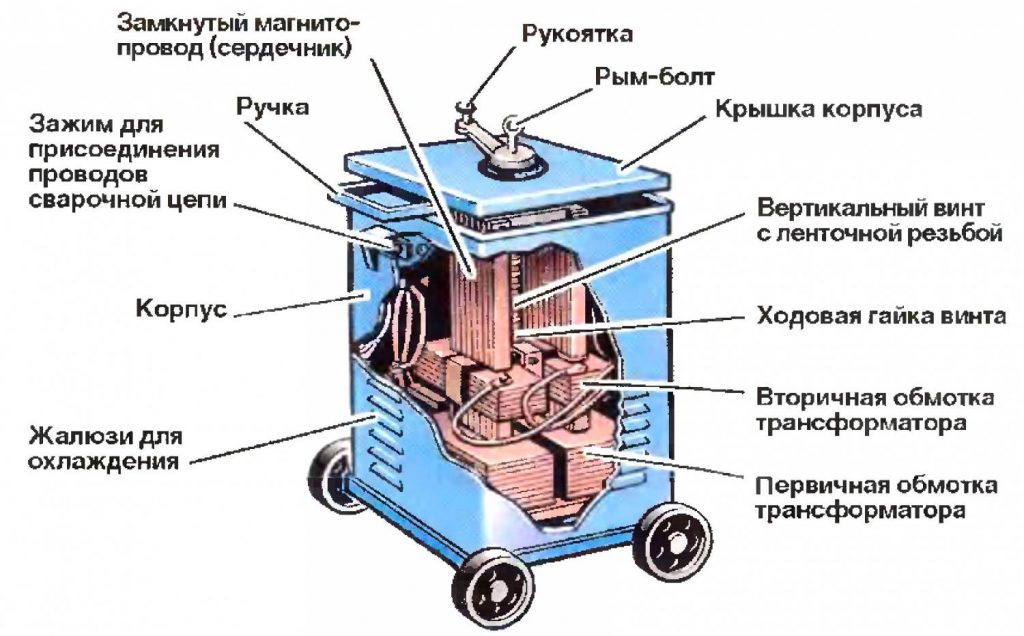
Схема трансформатора
Сама сварка переменным и постоянным током при сравнении показывает, то что последняя обеспечивает более качественный сварной шов за счет того, что значение тока стабильное, не имеет нулевых значений и дуга горит постоянно. Получается хорошее расплавление кромок, при этом уменьшается количество дефектов в самом сварном шве, что улучшает качество шва. Кроме того, само разбрызгивание расплавленного металла значительно уменьшается, чем снижаются затраты на зачистку шва после остывания.
Какой лучше купить сварочный аппарат постоянного тока
Если рассматривать покупку сварочного аппарата, конечно, выбирают из двух категорий: для сварки в домашних условиях и для сварки в промышленных условиях, для профессионалов. Для работ в квартире, в доме, в гараже лучше всего подойдут бытовые модели понижающих трансформаторов. Они могут быть с несколькими дросселями или с одним или двумя реостатами. Главное в выборе это однофазный аппарат с 220 в, хотя имеются такие, которые имеют переключение по сетям, 220 или 380 вольт.

Амперметр для измерения силы тока
Чем большую силу тока выдает аппарат, тем его цена выше, так как тем большую толщину металла он может варить.
Если стоит цель купить сварочный аппарат постоянного тока для домашнего использования, можно рекомендовать величину силы тока от 50 до 160 А, не выше. При выборе нужно знать, в основном какие работы и с каким металлом будут проводиться, как часто будет эксплуатироваться оборудование и сколько денег можете потратить на покупку, как самого оборудования, так и на обязательные комплектующие и тем более средства индивидуальной защиты при сварке.

Сварочный бытовой аппарат
Более частым в применении является аппарат для ручной дуговой сварки плавящимся электродом, который покрыт флюсом, так называемая сварка MMA.
Применяется, как вариант, также сварка неплавящимся электродом или называют ещё: сварка TIG, но в домашних условиях она применяется не очень часто, но этот метод пригоден для сварки тонколистовой стали, например, для ремонта автомобиля, деталей из алюминия.
Цена на сварочный аппарат постоянного тока, например, Зубр, Фубаг, Ресанта , Антика -3300 рублей- 3800 рублей.
Если рассматривать импортное оборудование, можно предложить германский аппарат KRÜGER, он стоит от 5500 рублей.
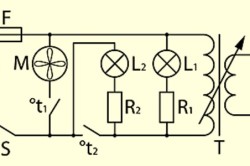
Схема сварочного аппарата
Конечно, можно сделать сварочный аппарат постоянного тока самому. Это для специалиста не составит труда, если есть доступ к материалам, из которых его можно изготовить. Вместо корпуса можно взять за основу раму. Также нужен источник питания, который имеет высокую мощность. Все инструкции можно узнать в интернете.

Самодельный сварочный аппарат
Трехфазные сварочные аппараты постоянного тока
Для работы в автомастерских, в различных цехах небольших предприятий, нужны аппараты с большими величинами тока на выходе, они должны работать от сети с трёхфазным током. В самом устройстве имеются от 6 до 12 диодов, которые подключены параллельно и последовательно в электрической схеме.
Такой промышленный сварочный аппарат постоянного тока позволяет сваривать металлы различной толщины. На хорошем аппарате можно проводить и сварку, и резку металла. Также к ним можно подсоединить и два и три рабочих места и вести работу одновременно.
Трёхфазный аппарат имеет переключение как на 220, так и на 380 вольт. Они наиболее применимы на предприятиях, так как качество соединения при их использовании получается высоким.
В основном применяются сварочные аппараты постоянного тока на 380 вольт. В быту такие не применяются в виду того, что в доме 380 вольт практически не бывает. Стандартно применяется сварочный ток, равен 300 А. Все промышленные аппараты имеют солидный вес, поэтому их устанавливают на колёса. Их вес может достигать 100 кг, они все имеют защиту от короткого замыкания.
Внимание покупателей подшипников

Применяемые на заводах и на строительно-монтажных площадках сварочные аппараты переменного тока подразделяют на четыре основные группы:
1.С отдельным дросселем типа СТЭ.
2.Со встроенным дросселем типа СТН и ТСД.
3.С подвижным магнитным шунтом типа СТАН.
4.С увеличенным магнитным рассеянием и подвижной обмоткой типа ТС и ТСК.
Эти группы отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и специального устройства. Трансформатор обеспечивает питание дуги переменным током напряжением 60. 70 В, а специальное устройство служит для создания падающей внешней характеристики и регулирования величины сварочного тока.
Рассмотрим принцип работы сварочных аппаратов переменного тока на примере сварочных аппаратов с отдельным дросселем (рис. 13.1), состоящих из понижающего трансформатора и дросселя.
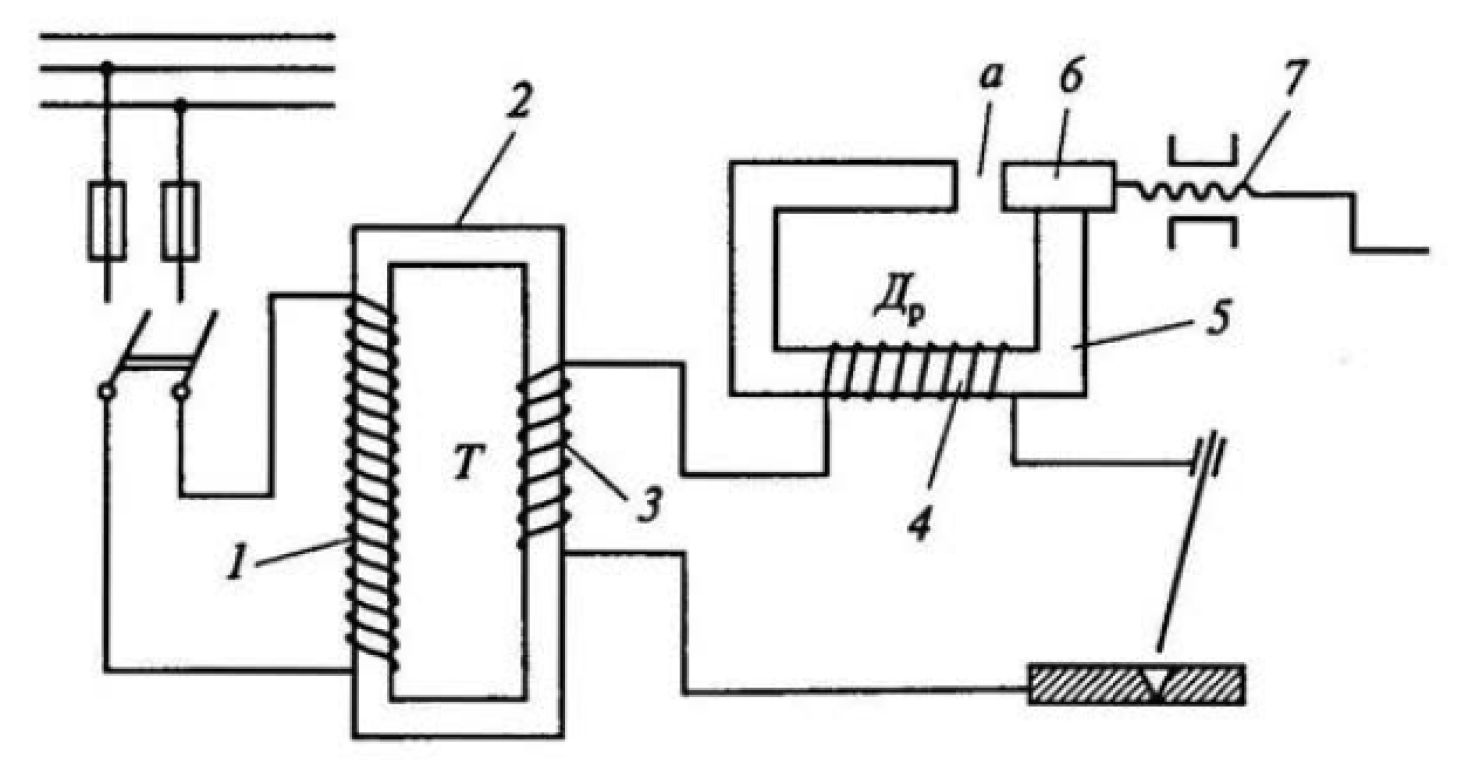 Рис. 13.1. Схема сварочного трансформатора с отдельным дросселем: 1, 3 — соответственно первичная и вторичная обмотки; 2 - сердечник; 4 — обмотка дросселя Др; 5, 6 — соответственно неподвижная и подвижная части сердечника; 7 — винтовое приспособление; а — зазор |
Трансформатор Т имеет сердечник (магнитопровод) 2 из штампованных пластин, изготовленных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная 1 и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60. 70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий КПД трансформатора. Последовательно вторичной обмотке в сварочную цепь включена обмотка 4 дросселя Др (регулятора тока). Сердечник (магнитопровод) дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтового приспособления 7.
Дроссель предназначен для регулирования сварочной силы тока и создания падающей внешней характеристики трансформатора на дуге. При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает мощный магнитный поток, наводящий ЭДС дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
При возникновении дуги сварочная сила тока уменьшается; вслед за этим уменьшается ЭДС самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя величину зазора а между неподвижным и подвижным магнитопроводом, изменяют индуктивное сопротивление дросселя и тем самым силу тока в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабевает, уменьшается ЭДС самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочной силы тока. При уменьшении зазора сварочная сила тока уменьшается.
По этой схеме изготовлены и эксплуатируются сварочные трансформаторы типа СТЭ. Такие трансформаторы широко применяются на строительномонтажных площадках, на заводах и при сварке магистральных трубопроводов.
Сварочный аппарат является высоковольтным силовым устройством. Для удобства эксплуатации и безопасности ему необходим слаботочный узел управления.
Рис. 8. Устройство управления сварочным аппаратом.
Принципиальная схема узла управления сварочным аппаратом показана на рис. 8. Переменное напряжение, поступающее с обмотки II сетевого трансформатора, перезаряжает конденсатор С1 в каждый полупериод с постоянной времени, определяемой сопротивлением резисторов R1, R2. К выводам конденсатора С1 подключена последовательная цепь, состоящая из диодного моста VD5 и управляющих переходов тринисторов VS1 и VS2 с развязывающими диодами VD3, VD4. На транзисторах VT1, VT3 собрано пороговое устройство с регулируемым подстроечным резистором R6 порогом срабатывания.
Как только напряжение на конденсаторе С1 (положим, плюс на верхней по схеме обкладке), увеличиваясь, достигнет порогового уровня, устройство срабатывает и конденсатор разряжается через мост VD5 и управляющий переход тринистора VS2. На этом тринисторе в текущем полупериоде прямое напряжение, поэтому он открывается, пропуская ток к месту возникновения сварочной дуги. Диоды VD4 и VD2 в текущем полупериоде закрыты. В следующем полупериоде изменяется на обратную полярность напряжения на конденсаторе С1.
Поэтому после очередного срабатывания порогового устройства окажется закрытым диод VD3 и импульс разрядки конденсатора откроет тринистор VS1. Таким образом, сварочную дугу будут зажигать импульсы одинаковой полярности.
Как уже упомянуто, порог срабатывания можно регулировать резистором R6. При повышении порога увеличивается мощность импульса, открывающего тринисторы, что может потребоваться, когда аппарат эксплуатируют при пониженной окружающей температуре. Переменный резистор R2 позволяет изменять время зарядки конденсатора С1 от начала полупериода до момента срабатывания порогового устройства, т. е. регулировать крутизну падения характеристики аппарата. Резистор R3 ограничивает ток разрядки конденсатора С1 и определяет длительность импульсов, открывающих тринисторы VS1, VS2; конденсатор С2 способствует формированию фронта и спада импульсов. Диод VD6 защищает эмиттерный переход транзистора VT3 от перегрузки в момент спада импульса. Транзистор VT2 играет роль слаботочного стабилитрона.
Тумблер SA1 монтируют на панели управления аппаратом. Для контактной сварки этот тумблер целесообразно дублировать ножным переключателем. При массовой сварке тонколистовых деталей включать и выключать аппарат можно исполнительными контактами реле времени, подключаемыми параллельно тумблеру SA1. Если же изменения порога срабатывания не требуется, пороговое устройство VT1VT3 можно заменить последовательной цепью из резистора сопротивлением 51 Ом мощностью 0,5 Вт и динистора КН102Б, подключенной к точкам А и Б. Резистор служит ограничителем тока разрядки конденсатора С1.
В узле управления аппаратов конденсатор С1 - МБМ или любой бумажный на номинальное напряжение 160 В и более; конденсатор С2 - КМ-6. Переменный резистор R2 - ППБ-2 с характеристикой А; подстроечный R6 - СП5-16ВА. Тумблер SA1 -МТ-1. Диоды Д237А можно заменить любыми, которые выдерживают импульсы тока в 1А. Таким же критерием определен выбор диодного моста VD5. Вместо КД513А подойдет любой маломощный кремниевый с малым обратным током. Диоды VD1 и VD2 должны иметь предельно допустимый прямой ток не менее значения сварочного тока для выбранной конструкции. То же самое относится и к выбору тринисторов VS1 и VS2. Вместо КТ807Б подойдет любой n-p-n транзистор, выдерживающий импульсный ток коллектора не менее 1 А при напряжении коллектор-эмиттер не менее 40 В, а вместо КТ502В -любой, структуры p-n-p на ток коллектора не менее 0,35 А на то же коллекторное напряжение.
Общее устройство сварочного аппарата
На рис. 9 схематически показано устройство аппарата. Его основой служит рама 1, собранная из дюралюминиевых планок уголкового профиля или, в крайнем случае, из деревянных реек, усиленных дюралюминиевыми уголками. В нижней части рамы закреплен сетевой трансформатор 3 в обечайке от трансформатора ЛАТР. На правой стойке рамы крепят изоляционную колодку 2 с зажимами для подключения аппарата к сети, на левой стойке - коробку 4 с электронным узлом и органами управления - переменным резистором R2 и тумблером SA1.
Рис. 9. Внешний вид сварочного аппарата а) спереди, б) сверху.
Вторичные обмотки трансформатора переключают на самодельной прочной текстолитовой колодке 5. Сварочные "шланги" подключают либо к соединенным вместе гибким выводам диодов VD1 VD2 - один - и тринисторов VS1, VS2 -другой, -либо непосредственно к теплоотводам 8 (для так называемого максимального режима контактной сварки необходимо обеспечить минимальное падение напряжения на подводящих проводниках).
Мощные диоды 7 и тринисторы 6 (VD1, VS1 и VD2, VS2) располагают на двух изолированных теплоотводах 8 площадью не менее 100 см2 каждый. В мощном аппарате теплоотводы установлены на дополнительных поперечных рейках. Для защиты трансформатора от механических повреждений и прикосновения к токоведущим деталям предусмотрен общий цилиндрический кожух из листовой стали, прикрепляемый к несущей раме (на рисунке он не показан).
Налаживание аппарата сводится к установке амплитудного значения напряжения открывающего импульса, достаточного для открывания тринисторов, переменным резистором R6 (около 20. 30 В). Для контроля амплитуды импульсов осциллограф подключают к точкам А и Б (рис. 8). При синхронизации осциллографа от сети можно провести проверку и корректировку пределов регулирования угла отсечки, имея в виду, что увеличение номиналов R1, R2, С1, а также увеличение амплитуды открывающих импульсов приводит к увеличению времени Тз. Оптимизируют режим сварки переменным резистором R2, ограничить угол отсечки можно подборкой резистора R1.
В заключение сообщим, что аппараты обеспечивают два режима контактной сварки - максимальный и регулируемый (соединение тонких листовых деталей). При максимальном режиме электронный узел исключают из работы. Сварочные "шланги" - это отрезки гибкого многопроволочного изолированного кабеля сечением 10. 15 мм2, в зависимости от значения сварочного тока.
Технология электродуговой сварки хорошо освещена в литературе, следует лишь отметить, что в показанном на схеме рис. 8 подключении детали и электрода лучше сваривать тонкие изделия, а массивные - при обратной полярности подключения.
Ограничитель напряжения холостого хода
Многие сварочные трансформаторы на холостом ходу имеют напряжение на вторичной обмотке 40В и более. При сварке в особо опасных помещениях это напряжение является опасным для сварщика. Поэтому необходимо ограничить напряжение холостого хода при разорванной цепи сварочной дуги. Устройство ограничения должно обладать высоким быстродействием.
Общая информация
Электросварочная аппаратура принадлежит к оборудованию повышенной опасности, так как при ее эксплуатации не исключается прикосновение сварщика к рабочему электроду аппарата. В случае работы во влажных местах с электродами под напряжением 40-80 В даже во время холостого хода сварочного трансформатора это может привести к несчастному случаю. Были случаи поражения электрическим током сварщиков, попадавших под напряжение холостого хода сварочного оборудования.
Постоянный ток по своему поражающему действию примерно в 3-5 раз безопаснее, чем переменный ток частотой от 15 до 400 Гц. Поэтому при ручной дуговой сварке покрытыми электродами на постоянном токе применение ограничителей напряжения холостого хода не обязательно. Если сварку на постоянном токе выполняют в условиях повышенной опасности поражения электрическим током, электросварщиков кроме спецодежды должны обеспечивать диэлектрическими перчатками, галошами или ковриками, а при вероятности соприкосновения с металлом свариваемой конструкции - наколенниками и наплечниками.
Повышенная опасность поражения электрическим током характерна в таких случаях.
помещение или рабочее место ограничивает свободу движений, из-за чего рабочий должен выполнять сварку в неудобном положении (на коленях, сидя, лежа и т. д.);
мокрое, влажное (относительная влажность 75% при температуре 20 °С) или нагретое помещение (температура воздуха выше 30 °С), где влажность или конденсат влаги существенно снижают сопротивление кожи и тела человека, изолирующие свойства вспомогательных средств и средств индивидуальной защиты.
Замкнутыми пространствами (помещениями) считают пространства, ограниченные поверхностями, имеющие люки (лазы), с размерами, препятствующими свободному и быстрому проходу через них работающих и затрудняющими естественный воздухообмен; труднодоступными следует считать такие пространства (помещения), в которых ввиду малых размеров затруднено выполнение работ, а естественный воздухообмен недостаточен.
Промышленность наладила выпуск ограничителей напряжения холостого хода для сварочных трансформаторов различных модификаций.
Трансформаторный ограничитель напряжения холостого хода (ТОН) обеспечивает автоматическое снижение напряжения на электродах электросварочного аппарата с 60~80 В до 6-12 В после угасания дуги. При соприкосновении рабочего электрода со сварочной поверхностью ограничитель автоматически восстанавливает рабочее (повышенное) напряжение на электродах для стойкого зажигания дуги и выполнения сварки.
Современный ограничитель напряжения холостого хода должен отвечать всем требованиям, выдвигаемым к подобным защитным аппаратам. Он обеспечивает: проверку исправности самого защитного устройства, прекращение работы сварочного трансформатора при потере работоспособности ТОН; ограничение напряжения на вторичной обмотке сварочного трансформатора во время холостого хода до безопасного уровня с фиксированной (не более 1 с) выдержкой времени после размыкания сварной цепи; стойкое зажигание сварочной дуги в начале сварки; сигнализацию в аварийных ситуациях в случае, если напряжение холостого хода сварочного трансформатора более 12 В при разъединенных электродах, или когда есть нарушение целостности сварочной цепи (обратного проводника изделие - сварочный трансформатор). ТОН позволяет снизить расход электроэнергии при холостом ходе сварочного трансформатора.
Ограничитель напряжения холостого хода дополнительно может быть оснащен стабилизатором сварочной дуги, который значительно расширяет функциональные возможности сварочного трансформатора.
Стабилизатор сварочной дуги обеспечивает:
аргонно-дуговую сварку алюминия и его сплавов плавящимися электродами на переменном токе;
сварку плавящимися электродами, предназначенными как для переменного, так и для постоянного тока;
стойкое зажигание сварочной дуги в неблагоприятных условиях (наличие на поверхности изделия шлака, ржавчины, окалины);
повышенное качество сварного шва;
уменьшение разбрызгивания металла при сварке.
По своим эксплуатационным показателям сварочный трансформатор переменного тока, оснащенный ограничителем напряжения холостого хода и стабилизатором дуги, практически отвечает аналогичным показателям более дорогих источников постоянного тока. Применение сварочных трансформаторов вместе с ограничителями напряжения холостого хода существенно улучшает условия труда персонала, особенно если сварочные работы выполняются на сравнительно большом удалении от места расположения сварочных трансформаторов. Например, при строительстве и реконструкции зданий сварочные работы часто выполняются на лесах, на крышах, то есть в условиях, когда персоналу трудно делать частые включения/отключения сварочных трансформаторов. В таких условиях сварочные трансформаторы намного дольше работают на холостом ходу и потребляют значительное количество электроэнергии только вследствие неудобства их отключения. В случае установления ограничителя напряжения холостого хода необходимость в оперативном отключении сварочного трансформатора отпадает. Достаточно только "разорвать" сварную цепь, закрепить рабочий электрод, и можно вести подготовку к сварочным работам. На время проведения подготовительных работ (замена электродов, перестановка свариваемых изделий) в сварочном трансформаторе будет отсутствовать ток холостого хода индуктивного происхождения, который вызывает значительные потери мощности на первичной обмотке трансформатора и кабеля питания. То есть установка ТОН является энергосберегающей мерой, так как при существующих ценах на электроэнергию экономия средств в год будет довольно значительной.
Факторы поражения электрическим током
При эксплуатации и ремонте электрического оборудования и сетей человек может оказаться в сфере действия электрического поля или непосредственном соприкосновении с находящимися под напряжением проводками электрического тока. В результате прохождения тока через человека может произойти нарушение его жизнедеятельных функций.
Опасность поражения электрическим током усугубляется тем, что, во первых, ток не имеет внешних признаков и как правило человек без специальных приборов не может заблаговременно обнаружить грозящую ему опасность; во вторых, воздействия тока на человека в большинстве случаев приводит к серьезным нарушениям наиболее важных жизнедеятельных систем, таких как центральная нервная, сердечно-сосудистая и дыхательная, что увеличивает тяжесть поражения; в третьих, переменный ток способен вызвать интенсивные судороги мышц, приводящие к не отпускающему эффекту, при котором человек самостоятельно не может освободиться от воздействия тока; в четвертых, воздействие тока вызывает у человека резкую реакцию отдергивания, а в ряде случаев и потерю сознания, что при работе на высоте может привести к травмированию в результате падения.
Электрический ток, проходя через тело человека, может оказывать биологическое, тепловое, механическое и химическое действия. Биологическое действие заключается в способности электрического тока раздражать и возбуждать живые ткани организма, тепловое - в способности вызывать ожоги тела, механическое - приводить к разрыву тканей, а химическое - к электролизу крови.
Воздействие электрического тока на организм человека может явиться причиной электротравмы. Электротравма - это травма, вызванная воздействием электрического тока или электрической дуги. Условно электротравмы делят на местные и общие. При местных электротравмах возникает местное повреждение организма, выражающиеся в появлении электрических ожогов, электрических знаков, в металлизации кожи, механических повреждениях и электроофтальмии (воспаление наружных оболочек глаз). Общие электротравмы, или электрические удары, приводят к поражению всего организма, выражающемуся в нарушении или полном прекращении деятельности наиболее жизненно важных органов и систем - легких (дыхания), сердца (кровообращения).
По величине тока, токи подразделяются на:
неощущаемые (0,6 - 1,6мА);
тепловые воздействия (5А и выше).
Сварочные аппараты переменного тока, применяемые на заводах и строительно-монтажных площадках, подразделяют на четыре основные группы: сварочные аппараты с отдельным дросселем; сварочные аппараты со встроенным дросселем; сварочные аппараты с подвижным магнитным шунтом; сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой. Они отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и устройства—дросселя, подвижного магнитного шунта, подвижной обмотки—для создания падающей внешней характеристики и регулирования сварочного тока. Трансформатор обеспечивает питание дуги переменным током напряжением 60. 70 В.
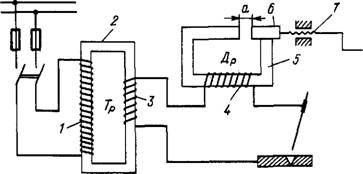
Сварочные аппараты с отдельным дросселем (рис. 25) состоят из понижающего трансформатора и дросселя (регулятора тока). Трансформатор Тр Имеет сердечник (магнитопровод) 2 из пластин, отштампованных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная / и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется напряжение 60. 70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий к. п.д. трансформатора. Последовательно с вторичной обмоткой в сварочную цепь включена обмотка 4 (из голой медной шины) дросселя Др. Обмотка имеет асбестовые прокладки, пропитанные теплостойким лаком. Сердечник дросселя также набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтовой пары 7. При вращении рукоятки гГо часовой стрелке воздушный зазор а увеличивается, против часовой стрелки—уменьшается.
При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает
мощный магнитный поток, наводящий э. д.с. дросселя, направленную против напряжения трансформатора, Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
При возникновении дуги сварочный ток уменьшается; вслед за ним уменьшается э. д.с. самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя зазор а между неподвижным, и подвижным магнитопро - водами, изменяют индуктивное сопротивление дросселя и тем самым ток в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабляется, уменьшается э. д.с. самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочного тока. При уменьшении зазора сварочный ток уменьшается. Один оборот рукоятки винтовой пары изменяет сварочный ток примерно на 20 А. По этой схеме изготовлены сварочные трансформаторы типа СТЭ. Трансформаторы СТЭ-24-У и СТЭ - 34-У не сложны по устройству и безопасны в работе и поэтому их широко применяют при ручной дуговой сварке.
На рис. 26 представлен трансформатор СТЭ-34 с регулятором (дросселем) РСТЭ-34.
Трансформатор / и регулятор 2 заключены в отдельные кожухи из тонкой листовой стали с жалюзи для естественного охлаждения н установлены на колесики для перемещения. Первичная обмотка из изолированной проволоки размещена на двух катушках. Для включения трансформатора в сеть с напряжением 220 В обмотки катушек соединяют параллельно, а для сети напряжением 380 В —последовательно. Вторичная обмотка из голой медной шины расположена поверх первичной обмотки на тех же катушках. При этом вторичная обмотка соединена всегда последовательно. На торцовой стенке кожуха на клеммовой доске расположены выводы первичной обмотки, на другой торцовой стенке—выводы вторичной обмотки.
Сварочные аппараты со встроенным дросселем(Рис.27) имеют электромагнитную схему, разработанную акад. В. П. Никитиным. Магни - топровод трансформатора состоит из основного сердечника /, на котором расположены пе. рвичная 2 и вторичная 6 обмотки собственно трансформатора, и добавочного сердечника 4 с
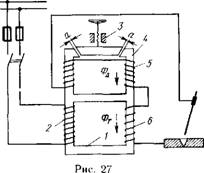
Обмоткой 5 дросселя (регулятора тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми с помощью винтовой пары 3 устанавливается необходимый воздушный зазор а.
Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление с потоком, создаваемым вторичной обмоткой трансформатора, в зависи-
Мости от того, как включены эти обмотки. При встречном соединении магнитные потоки, возникающие при прохождении тока во вторичной обмотке трансформатора Фт и обмотке дросселя Фд, будут направлены навстречу друг другу. При этом напряжение холостого хода Uxll = = UTX — UДх, где — напряжение во вторичной обмотке трансформатора, В; Uд* — напряжение в обмотке дросселя, В. При попутном включении магнитные потоки Фт и Фд будут иметь одинаковое направление и напряжение холостого хода UXX=Uтх + + U ДХ.
Сварочный ток регулируют, изменяя воздушный зазор а; чем больше зазор а, тем больше сварочный ток.
Сварочный аппарат СТН-500, представленный на рис. 28, предназначен для ручной дуговой сварки. Здесь применено встречное включение вторичной обмотки трансформатора и обмотки дросселя. Обмотки трансформатора размещены на двух катушках для включения в сеть с напряжением 220 и 380 В. Сварочный ток регулируют вращением рукоятки, как и в регуляторе типа РСТЭ. На торцах кожуха сварочного аппарата установлены клеммовые доски, к которым выведены с одной стороны концы первичной обмотки, а с другой—одни конец вторичной обмотки и один конец обмотки дросселя. Для облегчения перемещения аппарат устанавливают на тележку. Сварочные аппараты СТН-500-1 отличаются от СТН-500 тем, что имеют алюминиевые обмотки.
Сварочные аппараты ТСД, применяемые главным образом при автоматической сварке, имеют дистанционное управление регулированием сварочного тока. Подвижная часть сердечника перемещается с помощью червячной передачи от электродвигателя, управляемого двумя магнитными пускателями. При включении одного из них сварочный ток возрастает, при включении другого— уменьшается. Для охлаждения аппарата установлен вентилятор с электродвигателем трехфазного тока мощностью 0,25 кВт.
Характеристика сварочных аппаратов с дросселем приведена в табл. 3.
Сварочные аппараты с увеличенным магнитным рассеянием и подвижным магнитным шунтом (рис. 29) имеют целый замкнутый магнитопровод, у которого на одном
стержне расположены первичная 4 И вторичная 3 обмотки трансформатора, а на другом — реактивная обмотка 1. Между ними находится стержень— магнитный шунт 2. Шунт замыкает магнитные потоки, создаваемые первичной и реактивной обмотками. При этом образуются магнитные потоки рассеяния, которые создают значительное индуктивное сопротивление. Таким образом обеспечивается падающая внешняя характеристика трансформатора.
Сварочный ток регулируют, перемещая магнитный шунт вдоль направления магнитного потока. При выдвижении шунта рассеяние магнитных потоков первичной и реактивной обмоток уменьшается, вследствие чего уменьшается индуктивное сопротивление трансформатора. При этом сварочный ток возрастает. По такому принципу работают сварочные аппараты типа СТАН и СТШ.
Читайте также: