
Штамповка на молотах реферат
Обновлено: 02.07.2024
Штамповка на молотах. Молоты различных конструкций применяют для горячей штамповки преимущественно в открытых штампах. Штамповка на молоте экономически целесообразна в серийном производстве. Крупногабаритные поковки массой свыше 60 кг из-за ограниченной мощности прессов могут быть отштампованы только на тяжелых штамповочных молотах. Наиболее распространены паровоздушные молоты. При штамповке на молотах возможно регулирование энергии удара, слабые удары могут быть нанесены с повышенной частотой. Деформирование в одном ручье осуществляется за несколько ударов. Большие скорости деформации при штамповке на молотах благоприятно сказываются на заполнении сложного рельефа штампа.
Точность размеров 16-17 квалитет, шероховатость Ra50-6,3 мкм. Экономически целесообразно применять при величине партии 2500-3000 шт для тяжелых заготовок, и 4000-10000 для мелких.
Молоты имеют малый КПД (не более 30 %). Они неэкономичны в эксплуатации при изготовлении мелких и средних поковок. Высокая стоимость молотовых установок связана с использованием котельных или компрессорных станций и громоздких фундаментов.
Штамповку на молотах характеризует невысокая производительность труда; невысокая .точность размеров поковок (допуск достигает нескольких миллиметров), большой расход металла на напуски от штамповочных уклонов вследствие ограниченного применения выталкивателей.
Типовые поковки, штампуемые на молотах, представлены на рис. 5.21.
Технологические особенности высокоскоростных молотов следующие:
- наличие нижнего выталкивателя;
- минимальная скорость удара 12 м/с;
- при максимальной энергии удара 160 кДж минимальный рабочий ход 3–5 мм;
- отклонение величины энергии последовательных ударов составляет не более 2–5 % от номинального значения;
- рабочие циклы составляют 5-15 с.
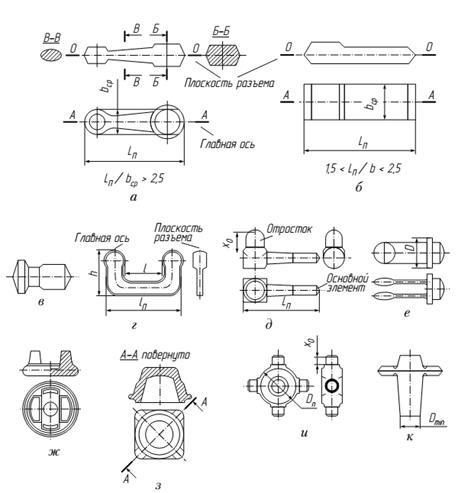
Рисунок 5.20 - Типовые поковки, изготовляемые штамповкой на молотах:
перпендикулярно оси заготовки: а, б - с плоской поверхностью разъема и прямой осью; в - удлиненные в плане с прямой осью, имеющие фланец; г - с изогнутой осью; д - с вытянутой осью; е - с развилиной; вдоль оси заготовки: ж, з - круглые или квадратные, штампуемые выдавливанием; и - с отростками; к - стержневые с фланце
Поковки, как правило, штампуют за один удар. Металл соприкасается с пуансоном и матрицей весьма малое время. Передача тепла от заготовки к штампу незначительна. Кроме того, потери тепла компенсируются теплом, выделяемым при деформации.
Получаемые при высокоскоростной штамповке поковки имеют мелкозернистую равноосную структуру, что обеспечивает их более высокие механические свойства (на 10–15 % и выше), чем у поковок, изготовленных на паровоздушных молотах. Одноударная штамповка на высокоскоростных молотах позволяет деформировать металл с высокими степенями, превышающими 30%. Время рекристаллизации незначительно, поэтому обеспечивается фиксация структуры поковки.
Высокоскоростные молоты широко используются при штамповке труднодеформируемых металлов и сплавов, в основном для изготовления осесимметричных поковок. Основным критерием целесообразности получения поковок на высокоскоростных молотах является во многих случаях невозможность получения их на обычном оборудовании из-за наличия у поковки тонких ребер, стенок, полотен, малых радиусов закруглений и штамповочных уклонов.
В ряде случаев высокоскоростная штамповка является единственным способом, обеспечивающим получение специальных поковок из труднодеформируемых материалов.
Размеры и формы некоторых поковок, рекомендуемых для штамповки на высокоскоростных молотах, приведены в таблицах 5.4.
Таблица 5.4 - Поковки, изготовляемые на высокоскоростных молотах в открытых штампах
| Наименование поковки | Эскиз | Размеры поковок, мм, и их соотношение |
| Корпус | 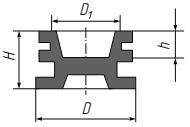 | D =60–240, H =82–187, D1=70–220, D/H =0,8–2,1, h =40–100. |
 | D =100–160, H =105–195, D1=80–140, D/H =0,8–1,6,. h =50–120 | |
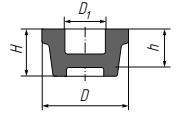
| Трубная доска | 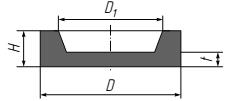 | D =70–250, H =20–100, D1=55–235 D/H =2,5–10, t =6–50. |
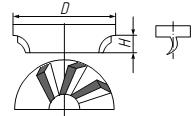
| Трубная доска | 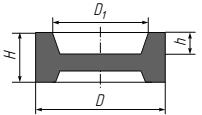 | D =70–254, H =50–100, D1=55–240, D/H =1,4–2,5, h =20–40. |
| Крышка полусферы | 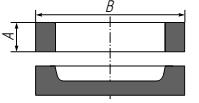 | A =50–100, B =150–300, B/A =2–3. |
 | D =120–360, H =65–180, D/H =1,9–2,4 | |
| Диск | 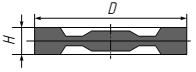 | D =65–310, H =20–500. |
Продолжение табл. 5.4.
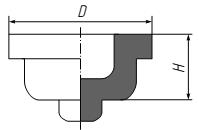
| Поршень | 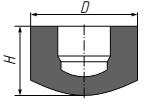 | D =70–190, H =98–140. |
| Накидная гайка | 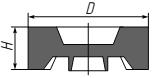 | D =70–190, H =98–140. |
| Крышка плоская с фланцем | 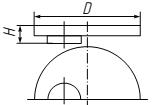 | D =112–240, H ≥4. |
| Фитинг | 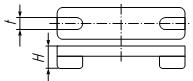 | H ≥3, t =1,1–2,4. |
| Фланец сложной формы | 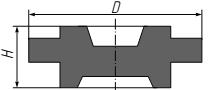 | D =130–350, H =80–150. |
| Шестерня с зубом | 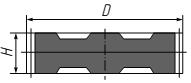 | D =60–210, H =12–79. |
| Центробежное компрессорное колесо | 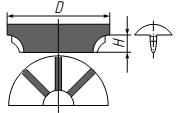 | D =68. 156, H =11. 17. |
 | D =70. 135, H =5. 19. | |
| Колесо с валом | 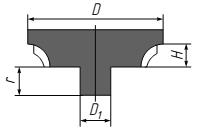 | D =70. 128, H =7. 13, r =1,2. 16, D1=8. 50. |
Штамповка на кривошипных горячештамповочных прессах.Кривошипные горячештамповочные прессы (КГШП) вытеснили молоты и получили распространение в крупносерийном и массовом производстве поковок сложной формы массой до нескольких сот килограммов. Они отличаются более высокой стоимостью, но приспособлены для высокомеханизированного и автоматизированного производства поковок, допускают эксцентричное расположение ручьев в штампе, снабжены нижним и верхним выталкивателями. Нерегулируемый конец рабочего хода КГШП не позволяет деформировать заготовку в одном ручье за несколько ходов. Скорость в момент начала деформации этих прессов не превышает 0,6. 0,8 м/с; усилие составляет 6,2. 120 МП.
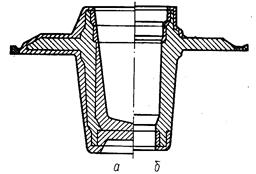
Рисунок 5.21 - Заготовка детали, полученная
штамповкой на молоте (а) и на КГШП (б)
При штамповке на КГШП получают поковки, более близкие по форме к готовой детали (рис. 5.21), с более точными размерами (особенно по высоте), чем при штамповке на молотах. Более совершенная конструкция штампов обеспечивает меньшую величину смещения половин штампа, уменьшение припусков (на 20. 30 %), напусков, штамповочных уклонов (в 2. 3 .раза), допусков и как следствие - увеличение коэффициента использования металла. Производительность штамповки повышается примерно в 1,4 раза за счет сокращения числа ударов в каждом ручье до одного. Себестоимость поковок снижается на 10. 30 % за счет уменьшения расхода металла и эксплуатационных затрат.
Точность размеров 13-17 квалитет, шероховатость Ra50-6,3 мкм. Экономически целесообразно применять при величине партии 2500-6000 шт .
Штамповка на КГШП в отличие от штамповки на молотах имеет следующие преимущества:
- повышенная точность размеров по высоте поковки вследствие постоянства хода и определенности нижнего положения ползуна пресса;
- увеличенный коэффициент использования металла благодаря более совершенной конструкции штампов, снабженных верхним и нижним выталкивателями, что позволяет уменьшить штамповочные уклоны, припуски и допуски;
- улучшение условий труда вследствие меньших шумовых эффектов, вибрации и сотрясения почвы;
- более высокий КПД пресса (в 2–4 раза) по сравнению с молотом.
К числу основных недостатков КГШП относятся их высокая стоимость (примерно в 3. 4 раза выше, чем у молотов); меньшая универсальность; худшее заполнение глубоких полостей из-за малой скорости деформации, более сложная конструкция, регулировка и эксплуатация штампов.
Кинематика КГШП обеспечивает жесткую связь между приводом и ползуном. При подходе шатуна к крайнему нижнему положению усилие на ползуне резко возрастает. Увеличение усилий ведет к увеличению деформации деталей пресса. При значительной перегрузке, например резком охлаждении облоя, ползун КГШП, не доходя до нижнего положения, останавливается, и пресс может заклиниться. Поэтому при штамповке на КГШП предусматривают облой, толщина которого больше, чем толщина облоя при многоударной штамповке на молоте.
Наличие более толстого, а следовательно, и более горячего облоя приводит к уменьшению подпора в полости штампа, большему выдавливанию металла из полости и к худшему заполнению гравюры ручьев. В результате при одинаковой суммарной деформации штамповка на КГШП выполняется с использованием большего числа ручьев, чем при штамповке на молотах.
Более сильное течение металла в стороны при штамповке на КГШП по сравнению со штамповкой на молотах связано с меньшими скоростями деформирования на КГШП. Удар молота длится 0,005 - 0,01 с, а продолжительность единичного обжатия в каждом ручье пресса составляет 0,03 - 0,08 с.
Для предотвращения образования большого облоя в прессовом штампе и снижения скорости истечения металла в стороны увеличивается число ручьев - с целью постепенного приближения формы заготовки и формы поковки. Поковки, штампуемые на молоте за один переход, рекомендуется штамповать на прессе за два или несколько переходов.
Типовые поковки, штампуемые на КГШП показаны на рис.5.22
Штамповка на горизонтально-ковочных машинах. ГКМ представляют разновидность кривошипных прессов, с усилиями 1000. 31500 кН, у которых предусмотрено два ползуна: главный и зажимной. Перемещение обоих ползунов осуществляется в двух взаимноперпендикулярных направлениях. Наличие двух взаимноперпендикулярных плоскостей разъема штампов позволяет применять закрытую штамповку и получать такие поковки, которые невозможно получать при штамповке с одной плоскостью разъема, например поковки со сквозным отверстием, с глубокой глухой полостью, со стержнем, с утолщением и др.
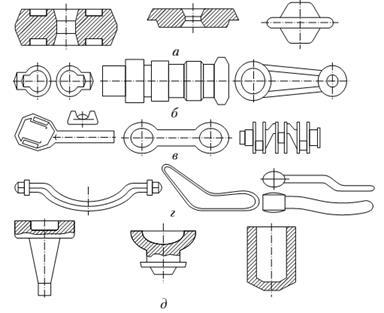
Рисунок 5.22 - Типовые поковки, штампуемые на КГШП:
а - симметричные, круглые или квадратные в плане, изготовленные осадкой с одновременным выдавливанием; б - поковки удлиненной формы с небольшой разницей площадей поперечных сечений; в - поковки удлиненной формы со значительной разницей в площадях поперечных сечений; г - поковки с изогнутой осью; д - поковки с удлиненной осью, получаемые осадкой и выдавливанием
Поковки, изготовляемые на ГКМ, обычно имеют форму тел вращения с прямой осью направленной по оси исходного .прутка. Но формё они могут быть отнесены к двум основным группам: к поковкам типа стержня сплошного сечения с одним или несколькими утолщениями и стержнясосквозным отверстием. У поковок первого типа в стержневой части площадь поперечного сечения должна быть постоянной, а утолщения, если они располагаются на концах поковки, могут быть полыми. Основные виды типовых поковок показаны на рис. 5.37. Поковки, форма которых существенно отличается от форм тел вращения, на ГКМ обычно не штампуют. Поковки, изготовляемые на ГКМ, по припускам и допускам ближе к молотовым поковкам, чем к поковкам, изготовляемым на КГШП. Производительность этих машин приблизительно одинакова.
Точность размеров 13-17 квалитет, шероховатость Ra50-6,3 мкм.
Штамповка на винтовых прессах. Винтовые прессы (фрикционные и гидровинтовые) по принципу воздействия на заготовку представляют собой машины промежуточного вида между прессом и молотом. Ползун винтового пресса в конце хода вниз производит удар со скоростью 1. 3 м/с, что в 4. 8 раз меньше скорости бойка молота. Эта особенность винтовых прессов определила их использование для штамповки поковок из труднодеформируемых и малопластичных сталей и сплавов. Сравнительно малая скорость в начале рабочего хода пресса и возможность применять вместо цельно-блочных сборные штампы и разъемные матрицы позволяет получать поковки весьма сложной конфигурации.
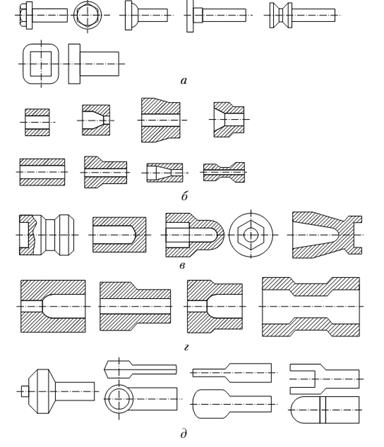
Рисунок 5.23 - Типовые поковки, изготовляемые на ГКМ:
а - поковки типа стержней с одним или несколькими утолщениями; б - кольца и втулки, прошиваемые с одной или двух сторон; в - поковки с глухими отверстиями; г - поковки, штампуемые из труб; д - поковки смешанной формы
Точность размеров 13-17 квалитет, шероховатость Ra25-3,2 мкм. Экономически целесообразно применять при величине партии 50-200 шт.
Винтовые фрикционные прессы изготовляют с номинальным усилием 0,4. 16 МН. Фрикционные прессы малопригодны для многоручьеиой штамповки, так как значительные эксцентричные нагрузки здесь недопустимы. Поэтому их применяют преимущественно для одноручьевой торцовой штамповки в открытых и закрытых штампах, а также для гибки, правки и некоторых других операций. Наличие большого хода у этих прессов (200. 710 мм) позволяет штамповать высокие поковки.
Благоприятные схемы напряженного состояния, создаваемые в закрытых ручьях, и низкие скорости деформирования обеспечивают успешное использование фрикционных прессов при обработке малопластичных (например, магниевых) сплавов.
Тихоходность, и как результат этого - низкая производительность этих прессов,—резко ограничивают их применение в крупносерийном производстве, но зато фрикционные прессы весьма удобны и мелкосерийном производстве. При изготовлении мелких поковок они способны заменить штамповочные молоты, кривошипные прессы и даже горизонтально-ковочные машины.
Гидровинтовые прессы изготовляют усилием 1. 100 МН. Прессы снабжены нижним выталкивателем и приспособлены для штамповки в разъёмной матрице. Они менее быстроходны, чем винтовые фрикционные прессы, компактны и более мощны (энергия удара в десятки раз больше энергии наиболее крупных винтовых фрикционных прессов). на винтовых прессах получают поковки из алюминиевых сплавов с высокими ребрами толщиной до 0,5 мм при штамповочном уклоне 0,5" и радиусе закругления 0,3 мм.
Штамповка на гидравлических прессах. Гидравлический пресс имеет неударный характер работы. Рабочий ход его ползуна осуществляется при очень небольшой, но постоянной скорости, обычно до 0,15. 0,2 м/с. Штамповочные гидравлические прессы изготовляют с обычным или увеличенным рабочим ходом подвижной части и снабжают гидравлическими выталкивателями, а также выдвижным столом для удобства перемещения и смены штампов мостовым краном. Гидравлический штамповочный пресс значительно дороже, тихоходнее и менее производителен, чем штамповочный молот с эквивалентной массой падающих частей.
На гидравлических прессах штампуют поковки из черных и цветных металлов в тех случаях, когда не может быть использован молот: при штамповке крупных поковок с площадью проекции до 2,5 м 2 или массой свыше 350 кг; при штамповке заготовок из малопластичных металлов, не допускающих больших скоростей деформации (титановые сплавы, некоторые жаропрочные стали и сплавы); в тех случаях, когда необходим очень большой рабочий ход пуансона; при различных видах штамповки выдавливанием.
Гидравлические прессы используют также для штамповки металлов и сплавов с небольшой температурой начала штамповки (алюминиевые и магниевые сплавы) и для штамповки крупных поковок, которые нельзя получить на другом оборудовании из-за недостатка мощности.
Точность размеров 13-17 квалитет, шероховатость Ra50-6,3 мкм. Экономически целесообразно применять при величине партии 700-2000 шт .
Гидравлические штамповочные прессы изготовляют с номинальными усилиями свыше 50 МН и до 750 МН для штамповки крупных поковок; усилиями 4. 5 МН и выше главным образом для штамповки малопластичных сплавов. На гидравлических прессах успешно применяют цельноблочные и сборные штампы с открытыми и закрытыми ручьями.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
Кузнечное ремесло и кузнечное производство имеют многовековую историю. Человеку давно были известны простейшие кузнечные инструменты для ковки: молот, клещи и наковальня, а также и простейшее нагревательное оборудование — горн. Первая механизация процессов ковки относится к XVI веку, когда стали применять механические рычажные, вододействующие молоты, приводимые энергией водяного потока. При отсутствии гидроэнергии применялись копровые (падающие) молоты.
В 1842 году Джеме Несмит построил первый паровой молот, а в 1846 году Армстронг — первый паровой гидропресс. В том же XIX веке начали применять приводные механические и пневматические молоты, получили развитие кривошипные прессы и другие кривошипные кузнечно-штамповочные машины.
Штамповка и ее виды
Штамповка — процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы. Существуют два основных вида штамповки — листовая и объёмная. Листовая штамповка подразумевает в исходном виде тело, одно из измерений которого пренебрежимо мало по сравнению с двумя другими (лист до 6 мм).
Примером листовой штамповки является процесс пробивания листового металла в результате которого получают перфорированный металл (перфолист).
В противном случае штамповка называется объёмной. Для процесса штамповки используются прессы — устройства, позволяющие деформировать материалы с помощью механического воздействия.
По типу применяемой оснастки штамповку листовых материалов можно разделить на виды:
штамповка в инструментальных штампах,
штамповка эластичными средами,
Рисунок 1 — Схемы штамповки на различных видах оборудования:
- ручей штампа;
- 2 — облой;
- 3 — выталкиватель
Различают штамповку в открытых и закрытых штампах (рисунок 1).
В открытом штампе избыток металла выдавливается наружу (в облой), поэтому
заготовки можно нарезать с малой точностью на пресс-ножницах. При безоблойной штамповке весь металл расходуется на изделие, но появляется необходимость в точной дозировке металла, что возможно при резке заготовок на пилах.
Обработка металлов давлением (2)
. применяются так называемые комбинированные штампы. Для операций холодной штамповки необходимо использовать металлы и сплавы, которые обладают гибкостью, пластичностью, а также дешевизной. 2. Виды обработки металлов давлением Процессы обработки металлов давлением по назначению подразделяют на .
Фасонные штампованные детали получают окончательную форму в
чистовом штампе, а предварительную — либо в черновом (заготовительном)
штампе, либо на специализированном оборудовании (ковочных вальцах), либо свободной ковкой.
Горячая объёмная штамповка
Горячая объёмная штамповка — это вид обработки металлов давлением, при которой формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента — штампа. Течение металла ограничивается поверхностями полостей (а также выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость (ручей) по конфигурации поковки. В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине.
Применение объемной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приемами свободной ковки.
Штамповка в открытых штампах
Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла — облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Штамповкой в открытых штампах можно получить поковки всех типов.
Штамповка в открытых штампах сопровождается образованием заусенца (облоя), который выполняет специальные технологические функции.
На рисунке 2 представлена схема штамповки в открытых штампах. Верхняя половина штампа 1 перемещается под действием усилия Р и давит на торцевые поверхности заготовки 5. Металл при этом деформируется в ручьях 6 штампа, образованного верхней 1 и нижней 2 половинами, и, заполняя его, вытекает в заусенечную канавку 3. Сформированная таким образом поковка 4 имеет по периметру заусенец (облой) 7. Для извлечения поковки из штампа служат штамповочные уклоны α , величина которых составляет 5-10о.
штамповка листовой металл

Рисунок 2 — Схема штамповки в открытых штампах
Открытая штамповка характеризуется следующими факторами.
Объем металла при ней — непостоянен. Следовательно, имеется часть металла, которая удаляется в отход. При этом должно соблюдаться условие
заг =Vпок + Vзаус,
Направление вытеснения металла перпендикулярно направлению движения штампа.
Заусенец (облой) создает противодавление, которое, увеличивая гидростатическое давление в штампе, обеспечивает заполнение угловых элементов ручья, при этом реализуется возможность регулирования заполнения штампа.
При открытой штамповке выделяют три основные стадии течения металла (рисунок 3): свободную осадку (рисунок 3,а); заполнение штампа (рисунок 3,
Разработка технологического процесса листовой штамповки
б) и выдавливание заусенца (рисунок 3, в).
На практике существует и четвертая (нежелательная) стадия, когда ручьи штампа заполнены, но поковка не выполнена по высоте (ее часто называют доштамповкой).
Постадийное изменение усилия штамповки представлено на рисунок 3, г.
Основной недостаток штамповки в открытых штампах — это большие потери металла на заусенец, которые зависят от массы и формы поковок и могут достигать 30 % и более. Кроме того, волокна металла при удалении облоя оказываются перерезанными, что существенно снижает качество поковок.
Заусенечную щель выполняют в виде специальной канавки. Она состоит из магазина (приемной части) и мостика (переходная часть от основнойполости штампа).
Магазин должен быть заполнен не более чем на две трети от своего объема, в противном случае возможна поломка штампа. Канавки (рисунок 4) выполняют двух видов:
- для машин со свободным ходом (молот, гидропресс);
- для машин с регламентированным ходом (кривошипные пресса).
Рисунок 3 — Схема стадий течения металла при штамповке: a — стадия свободной осадки; б — стадия заполнения штампа; в — стадия выдавливания заусенца
Рисунок 4 — Формы заусенечной канавки: а — для машин со свободным ходом;
б — для машин с регламентированным ходом
Стадии процесса штамповки в открытых штампах
На первой стадии происходит свободная осадка заготовки на величину DH1.В более сложных случаях свободная осадка сопровождается частичным выдавливанием в дополнительные углубления полости или прошивкой металла с образованием выемок в поковке.
С момента соприкосновения заготовки с боковыми стенками штампа начинается вторая стадия штамповки. Эта стадия штамповки завершается при обжатии на DH2.
На третьей стадии штамповки при обжатии на DH3 избыточный металл заготовки вытекает в канавку. Третья стадия штамповки характерна тем, что в это время заусенец выполняет свою основную технологическую функцию — закрывает полость штампа. При дальнейшей деформации сопротивление выходу металла в канавку возрастает вследствие уменьшения заусеничной щели. Так как сопротивление течению металла в незаполненные углы полости теперь меньше, чем в канавку, то к концу этой стадии ручей штампа оказывается заполненным.
На четвертой стадии происходит вытеснение избыточного металла из полости штампа. Обжатие совершается на величину DH4 (величину недоштамповки до размеров по чертежу поковки).
Наибольшее сопротивление деформации достигается именно на этой стадии.

Рисунок 5 — Стадии процесса штамповки в открытых штампах.
Список использованной литературы
Разработка технологии горячей объемной штамповки шестерни привода насоса
. Получение задания на курсовую работу 5-6 2. Написание пояснительной записки 6-14 2.1 Сущность обработки металлов давлением, в т.ч. горячей объемной штамповки 6-8 2.2 Характеристика . сцепления. Однако преимущества превосходят недостатки, зубчатые колеса широко распространены. Горячая объемная штамповка -, В качестве заготовок для горячей штамповки в подавляющем больши Конфигурация поковок .
1. Голенков В.А., Дмитриев А.М., Кухарь В.Д., Радченко С.Ю., Яковлев С.П., Яковлев С.С. Специальные технологические процессы и оборудование обработки давлением. М.: Машиностроение, 2004. — 464 с.: ил.
— Ковка и штамповка: Справочник в 4 т.; Под ред. Е.И. Семенова и др. — М.: Машиностроение, 1987. — Т.2: Горячая объемная штамповка; Под ред. Г.А. Навроцкого. — 384 с.
— Брюханов А.Н., Ребельский А.В. Горячая штамповка. Конструирование и расчет штампов. М. Металлургиздат 1952г. 665 с. с илл.
Примеры похожих учебных работ
Разработка технологии горячей объемной штамповки шестерни привода насоса
. штамповочные уклоны. В курсовой работе рассмотрен метод получения заготовки горячая объемная штамповка для детали шестерня привода . зубчатые колеса широко распространены. Горячая объемная штамповка -, В качестве заготовок для горячей штамповки .
Объёмная штамповка
. от её начальной конфигурации и объёма. 1. Объемная штамповка Под объемной штамповкой понимают процесс, при котором металл заготовки . и многоручьевыми - для сложных. 1.2 Горячая объемная штамповка Горячая штамповка по сравнению с ковкой обладает рядом .
Горячая объемная штамповка
. не только объекты тяжелой и однообразной работы, но и работы по созданию и применению принципиально новых систем . затрудняет или делает неоправданной механизацию процессов горячей штамповки. Существует несколько способов повышения стойкости штамповой .
Обработка металлов давлением (2)
. и сплавы, которые обладают гибкостью, пластичностью, а также дешевизной. 2. Виды обработки металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: для получения заготовок постоянного поперечного сечения .
Обработка металлов давлением (3)
Важной особенностью этого вида деформации является отсутствие разрушения. Конечно, разные металлы и их сплавы обладают различной способностью деформироваться без разрушения. Пластичность металлов оценивается величиной относительного удлинения .
Метод горячей объемной штамповки использует одно из основных физических свойств металлов — пластичность. Это свойство металлического поликристалла изменять свои размеры при приложении к нему усилия.

Пластичность растет с повышением температуры, поэтому для изготовления сложных объемных деталей заготовки нагревают.
Таким способом изготавливают детали самой разнообразной формы — от деталей часов до колесных дисков автомобиля.
Процесс горячей объемной штамповки
Метод заключается в том, что при приложении высокого давления металл горячей болванки подвергается серии последовательных деформаций, и, не нарушая своей целостности, затекает в свободное пространство специально подготовленных штампов, повторяя их пространственную форму и приходя к заданным размерам. Выступы и впадины в соответствующих локальных областях штампа ограничивают и направляют движение металла, приближая с каждым проходом конфигурацию и габариты болванки к параметрам конечного изделия. При последнем рабочем проходе они формируют замкнутый единый ручей (полость), совпадающий с конфигурацией готового изделия.
Технологический процесс горячей объемной штамповки
Термин горячая объемная штамповка металла указывает на то, что габариты и геометрия заготовки меняются не в одном, а в двух или трех измерениях.
Горячая штамповка в качестве болванок использует круглый или прямоугольный прокат, а также горячекатаный лист. Горячая объемная штамповка проводится и прямо из прутка, если конфигурация детали не очень сложная и достаточно одного-двух проходов. Впоследствии отдельные детали отрубают от прутка.
По своей форме конечные поковки подразделяют на два основных класса:
- Дисковые: фланцы, крышки, ступицы, прочие круглые (прямоугольные) поковки с длиной, малой относительно диаметра. Здесь выбирают базовую технологическую схему осадки в торец исходной болванки.
- Удлиненные: рычаги, валы, шатуны и похожие на них по конфигурации детали. Болванка располагается на штампе плашмя, и в ходе нескольких черновых и штамповочных операций ей придают окончательную форму. До завершающего прохода исполняют формовку в ручьях и на вальцах.
По технологическим схемам активно применяются две наиболее употребительных:
- штамповка в закрытых штампах
- штамповка в открытых штампах
Горячая объемная штамповка в закрытых штампах осуществляется в штампе с небольшим зазором между его половинами. Подразумевается, что объемы заготовки и готового изделия совпадают. Эту оснастку снабжают двумя поверхностями разъединения, находящимися под некоторым углом. Схема используется в производстве сравнительно несложных по своей форме деталей и позволяет добиться наибольшей однородности внутреннего строения детали и меньшей шероховатости.
При применении схемы горячей объемной штамповки в открытых штампах нет точного соответствия объемов между заготовкой и конечным изделием, происходит активное перераспределение массы металла между частями поковки. Часть металла выдавливается за пределы штампа в специальную канавку и называется облоем. Схема позволяет штамповать детали практически любой конфигурации, поскольку позволяет проводить большое количество черновых и завершающих проходов с промежуточным кантованием болванки.
Преимущества и недостатки процесса
Горячая объемная штамповка обладает такими достоинствами, как:
- Изготовление поковок весьма сложной формы.
- Снижение потерь материалов.
- Снижение удельной трудоемкости.
- Нет необходимости в высокой квалификации штамповщика.
- Точность соблюдения габаритов и конфигурации.
К минусам метода горячей объемной штамповки относят
- Сложность операций
- Значительная энергоемкость
- Существенная стоимость и трудоемкость проектирования и изготовления оснастки. Штамп приходится делать из высококачественных материалов, и применим он только к данному изделию.
- Необходимость использовать большее усилие, чем при ковке
- Лимит веса готового изделия до 3-4 тонн.

Преимущества и недостатки
В целом горячую объемную штамповку имеет смысл применять при выпуске средних и больших серий, а также, если сложность формы и толщина детали не допускают применение обойтись холодной формовкой.
Технологический процесс горячей объемной штамповки охватывает множество подготовительных и рабочих операций, от поступления материала и до получения конечного изделия.

Схема горячей объемной штамповки
Проработка технологии включает такие этапы, как:
- Определяется схема горячей объемной штамповки — в открытых штампах или закрытая, выпускается конструкторская документация.
- Определяют переходы процесса, с учетом допусков выставляют размеры болванки.
- Исходя из потребного усилия горячей объемной штамповки выбирают оборудование (пресс, молот, и т. д.).
- Проектируются штампы.
- Задается метод нагревания и температурно-временной режим для каждой операции.
- Определяются отделочно-завершающие операции.
- Определяются технико-экономические характеристики проектируемого техпроцесса.
Горячая объемная штамповка требует от технологов, конструкторов и цехового персонала глубоких знаний по материаловедению и обширного практического опыта работы с данным процессом.
Сам процесс горячей объемной штамповки разделяется на следующие этапы:
- Нарезка проката на болванки,
- Доведение заготовок до рабочей температуры
- Штамповочные операции
- Удаление облоя
- Коррекция формы (при необходимости)
- Термообработка
- Удаление окалины
- Калибровка,
- Прием службой технического контроля.

Смазка для процесса горячей объемной штамповки
До подачи на штамп болванки требуется полностью и равномерно прогреть. На современных предприятиях этим процессом управляет автоматика, обеспечивая заданных график повышения температуры, равномерное прогревание всех заготовок по всему их объему и исключение образования оксидных пленок и зон пониженного содержания углерода. В качестве нагревателей применяют:
- электроконтактные установки. Нагрев осуществляется путем включения болванки в электрическую цепь и прохождению по ней сильного тока.
- индукционные системы. Нагрев производится вихревыми токами, возбуждаемыми в приповерхностном слое заготовки;
- газовые печи. Повышение температуры проходит в изолированной от атмосферы камере, заполненной инертным газом, исключающим образование окалины.
Удаление облоя и пробивка пленок применяется в случае открытой схемы горячей объемной штамповки. При этом используют специальные обрезные и пробивные штампы и кривошипные прессы.
Иногда в ходе выемки изделий из штампа, обрубки облоя или термообработки происходит искривление осей изделия либо нарушение поперечных сечений. Тогда применяют операцию коррекции формы, или правку. Заготовки больших размеров либо изготовленные из высококачественных сталей подвергаются правке, будучи горячими. Операция проводится в чистовом ручье после удаления облоя. Иногда операцию правки совмещают с обрезкой. Изделия небольшого размера корректируют винтовыми прессами по окончании термообработки и остывания.

Термообработка в горячей объемной штамповке
Термообработку проводят с целью доведения физических свойств изделий до заданных параметров и для облегчения финальной обработки. Операция позволяет также снять остаточные напряжения, уменьшить зернистость, повысить вязкость и пластичность.

Чтобы упростить операции контроля, обеспечить прецизионное позиционирование болванки и снизить износ инструмента на стадии механической обработки, проводят очистку изделий от окалины. Для этого применяются дробеструйные комплексы. В изолированной камере поковки воздухом под большим напором разгоняют стальную дробь и направляют ее на движущиеся, на транспортере изделия. Многочисленные соударения сбивают пленки и хлопья окислов в поверхности, придавая ей матовый внешний вид и одновременно уплотняя приповерхностный слой. Для мелких изделий применяют другую установку — галтовочный барабан. В нем большое количество деталей пересыпается вместе с добавляемыми к ним металлическими шариками или звездочками. Благодаря многочисленным соударениям деталей с них сбивается окалина.
Иногда в последовательность добавляют еще один переход — калибровку. Она проводится с целью избежать финишной обработки, оставляя только шлифовку. Посредством плоскостной калибровки достигают точности габаритов по вертикали. Объемная калибровка служит для доведения габаритов в нескольких направлениях, позволяя также и снизить шероховатость. Для калибровки используют специальные штампы с особо точными ручьями, повторяющими конфигурацию поковки.
Штамповочные ручьи и их виды
Для простых конфигураций изделий горячая объемная штамповка выполняется за один проход.

Штамповочные ручьи и их виды
Если же предстоит отштамповать замысловатое изделие с перепадами толщин и высот, выступы и изгибы — изготовление проводят за несколько проходов, в каждом из которых формовка делается отдельной впадиной на штампе — ручьем. Их подразделяются на два вида:
Заготовительные
Используются для фасонирования приведения материала болванки к пространственной конфигурации, позволяющей провести операции горячей объемной штамповки с минимальными потерями материала.

Виды заготовительных ручьев:
Штамповочные
Используются в завершающей формовке, бывают черновыми и чистовыми.
Черновой используется для изделий сложной конфигурации и в целях снижения износа чистового. Предназначен для приближения габаритов и конфигурации болванки к окончательному изделию. Он глубже и уже, чем чистовой ручей, обладает большими радиусами и уклонами. Эти меры применяются для свободного размещения болванки в чистовом ручье.

Чистовой ручей используется для формовки конечной продукции, изготавливается с припуском на усадку при охлаждении. Устанавливается в середине штампа, поскольку давление и возникающие напряжения при чистовой штамповке максимальны. Для отвода выдавливаемого металла вокруг ручья расположена облойная канавка.
Схемы штамповки
Конкретная конфигурация горячей объемной штамповки выбирается опытным технологом, принимающим во внимание следующие параметры:
- Размеры детали.
- Материал.
- Форма.
- Доступное оборудование.
- Лимиты трудоемкости и материальных затрат.
На текущий момент применяется две основные схемы горячей объемной штамповки:
- с открытым штампом;
- с закрытым штампом.
Штамповка в закрытом штампе проводится с небольшим зазором между его половинами. Подразумевается, что объемы болванки и конечной детали точно совпадают. Иногда делают две линии примыкания, находящиеся под углом друг к другу. Схема используется для формовки сравнительно несложных по конфигурации поковок и позволяет добиться наибольшей однородности внутреннего строения детали и меньшей шероховатости.

Схема штамповки в закрытых штампах
При применении схемы горячей объемной штамповки в открытых штампах нет соответствия объемов болванки и конечного изделия, происходит активное перераспределение массы металла между ее частями. Некоторая часть металла выдавливается за пределы штампа в приспособленную для этого канавку и называется облоем. Схема позволяет штамповать детали практически любой конфигурации, поскольку позволяет проводить большое количество черновых и завершающих проходов с промежуточными поворотами болванки.
Оборудование, используемое для горячей объемной штамповки
Оборудование для горячей объемной штамповки включает в себя:
- Молоты
- Кривошипные прессы
- Горизонтально-ковочные машины
Технология применения каждого класса установок связана с их конструкцией. Молоты допускают такие схемы, как открытая штамповка и штамповка в закрытых штампах
Горячая объемная штамповка на молотах
Технология использует явление преобразования кинетической энергии падающего массивного молота в энергию ударной деформации заготовки. Молоты поднимаются в исходное состояние сжатым воздухом или паром и имеют массу от 0.5 до 25 тонн.

Горячая объемная штамповка на молотах
Изменяя высоту подъема молота, можно регулировать силу удара. Ход молота также регулируется, это дает возможность для поворота заготовки во время очередного подъема молота и более точной штамповки. Доступны все подготовительные операции, включая протяжку и подкат.
Точность изготовления деталей на молотах оставляет желать лучшего, что объясняется неминуемым сдвигом частей штампа друг относительно друга в момент удара. Допуски при использовании молотов приходится давать большими, а для обеспечения возможности выемки изделий из пресса делаются большие штамповочные уклоны.
Горячая объемная штамповка на прессах
Горячая штамповка металла проводится и на кривошипных прессах. Главная характеристика оборудования — это развиваемое им усилие, варьирующееся от 6 до 110 МН.

Горячая объемная штамповка на прессах
Конструкция кривошипного горячештамповочного пресса имеет жесткий привод и не дает возможности регулировать ход пресса и его усилие. Эти факторы исключают из перечня допустимых операций протяжку и подкат, поскольку для них нужно постепенно увеличиваемое давление.
Отсутствие ударов, постоянный ход штампа и использование направляющих исключает сдвиг, что позволяет добиться точности обработки, принципиально недостижимой на молотах.
Соответственно допустимо задание существенно меньших допусков, штамповочных радиусов и уклонов, что снижает потери материалов и повышает производительность оборудования.
Кроме того, статическая деформация глубже проникает в болванку, чем динамическая, и это делает доступными для обработки материалы с низкой пластичностью.
Отрицательными особенностями кривошипных горячештамповочных прессов являются:
- окалина запрессовывается в поверхность, для борьбы с этим применяют нагрев в инертной атмосфере или глубокую зачистку болванки;
- ввиду продолжительного соприкосновения с пуансоном болванка остывает, снижается ее пластичность и заполняемость.
Штамповка на горизонтально-ковочных машинах
При горячей объемной штамповке этим методом, установка также приводится в действие кривошипным механизмом, главное деформирующее усилие прикладывается по горизонтали. В дополнение к этому применяется еще один ползун, размещенный под прямым углом. Матрица соответственно также составлена из двух частей, одна из которых является подвижной.

Штамповка на горизонтально-ковочных машинах
Доступны такие переходы, как высадка, прошивка и пробивка. Для штамповки стержней, колец, труб с утолщениями и отверстиями в качестве заготовок применяют круглый или квадратный пруток.
Эти специализированные устройства позволяют добиваться существенного повышения эффективности. В качестве минусов можно отметить узкую применимость и дороговизну.
Горячая объемная штамповка – это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа. Течение металла ограничивается поверхностями полостей (а так же выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единственную замкнутую полость (ручей) по конфигурации поковки.
В качестве заготовок для горячей штамповки в подавляющем большинстве случаев применяют прокат круглого, квадратного, прямоугольного профилей, а так же периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине. Мерные заготовки отрезают от прутка различными способами: на кривошипных пресс-ножницах, механическими пилами, газовой резкой и т.д.
Плюсами горячей объемной штамповки перед ковкой являются: высокая производительность, более высокая точность изготовления детали (допуски на штампованные поковки в 3-4 раза меньше чем на кованную).
Минусами является то, что штамп дорогостоящий инструмент и пригоден для изготовления только одной , конкретной поковки. Кроме того, для объемной горячей штамповки поковок требуются гораздо большие усилия деформирования, чем для ковки таких же поковок. Поковки массой в несколько сот килограммов для штамповки считаются крупными. В основном штампуют поковки массой 20 – 30 кг и только в отдельных случаях – массой до 3 т.
Горячей объемной штамповкой изготовляют заготовки для ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, самолетов, железнодорожных вагонов, станков и т.д.
Способы горячей объемной штамповки
1) Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает заусенец (облой), который закрывает выход из полости штампа и заставляет металл целиком заполнить всю полость. В конечный момент деформирования в заусенец выжимаются излишки металла, находящегося в полости, что позволяет не предъявлять слишком высоких требований к точности по массе. Заусенец затем обрезается в специальных штампах. Штамповкой в открытых штампах получают заготовки всех типов.
2) Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя часть штампа может иметь полость, а верхняя выступ (на прессах), или наоборот (на молотах) Закрытый штамп может иметь не одну, а две, взаимно перпендикулярные плоскости разъема, т.е. состоять из трех частей.
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Следовательно в этом случае процесс получения заготовки усложняется, поскольку отрезка заготовок должна обеспечивать высокую точность.
Существенное преимущество – уменьшение расхода металла, поскольку нет отхода в заусенец.
Поковки, полученные в закрытых штампах Поковки, полученные в закрытых штампах, имеют более благоприятную макроструктуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в заусенец. При штамповке в закрытых штампах металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, чем в открытых штампах. Это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
4. Оборудование для горячей объемной штамповки
Для горячей объемной штамповки применяют молоты, кривошипные горячештамповочные прессы, горизонтально-ковочные машины, гидравлические прессы, винтовые прессы и машины для специализированных процессов штамповки. Процессы штамповки на этих машинах имеют сои особенности, обусловленные устройством и принципом их действия.
Основным видом штамповочных молотов являются паровоздушные штамповочные молоты. Их строят с массой падающих частей 630 – 25000 кг.
На молотах штампуют поковки разнообразных форм преимущественно в многоручьевых открытых штампах. Поскольку ход молота нежесткий, штамп конструируют так, чтобы при последнем ударе его половинки сомкнулись по плоскости соударения. На молоте обычно штампуют за несколько (3-5) ударов. После каждого удара баба молота уходит вверх, и в процессе деформирования наступает перерыв. Это приводит к тому, что нижняя часть заготовки охлаждается более интенсивно, так как постоянно соприкасается с нижней частью штампа. Течение металла так же облегчается благодаря тому, что после каждого удара молота окалина отваливается от поверхности заготовки и сдувается сжатым воздухом из штампа.
У бесшаботных паровоздушных молотов шабот заменен нижней подвижной бабой, соединенной с верхней бабой механической или гидравлической связью. При ударе соударении верхней и нижней баб развивается значительная энергия (до 1 МДж), что позволяет штамповать на тих молотах крупные поковки преимущественно в одноручьевых штампах (ввиду подвижности обоих штампов многоручьевая штамповка на них затруднена).
Кинематическая схема Кривошипного горячештамповочного пресса приведена на рис. 3. Электродвигатель 4 передает движение клиновидным ремням на шкив 3, сидящий на приемном (промежуточном) валу 5, на другом конце которого закреплено малое зубчатое колесо 6. Это колесо находится в зацеплении с большим зубчатым колесом 7, свободно вращающемся на кривошипном валу 9. С помощью пневматической фрикционной муфты 8 зубчатое колесо 7 может быть сцеплено с кривошипным валом 9; тогда последний придет во вращение. Посредством шатуна 10 вращение кривошипного вала преобразуется в возвратно-поступательное движение ползуна 1.
Для остановки вращения кривошипного вала после выключения муфты служит тормоз 2. Стол пресса 11, установленный на наклонной поверхности, может перемещаться клином 12 и тем самым в незначительных пределах регулировать высоту штамповочного пространства. Для облегчения удаления поковки из штампа прессы имеют выталкиватели в столе и ползуне. Выталкиватели срабатывают при ходе ползуна вверх.

Ввиду худшего заполнения полостей при штамповке сложных поковок на прессах применяют большее число ручьев, чем в молотовых штампах. Штампы на прессах не должны смыкаться на величину, равную толщине заусенца, поэтому полость для него делается открытой, в отличие от молотовых штампов.
Определение усилия, требуемого для штамповки на кривошипном горячештамповочном прессе, имеет важно, так как при недостаточном усилии пресса может произойти его поломка. Существуют аналитические экспериментально проверенные формулы для определения усилия штамповки с достаточной степенью точности.
Благодаря наличию выталкивателей в прессах удобно штамповать в закрытых штампах выдавливанием и прошивкой. Кривошипные горячештамповочные прессы строят с усилием 6,3 – 100 МН; такие прессы успешно заменяют штамповочные молоты с массой падающих частей 0,63 – 10т.
Горизонтально ковочные машины имеют штампы, состоящие из трех частей (рис. 4): неподвижной матрицы 3. подвижной матрицы 5 и пуансона 1, размыкающихся в двух взаимно перпендикулярных плоскостях. Приток 4 с нагретым участком на его конце закладывают в неподвижную матрицу 3. Положение конца прутка определяется упором 2. При включении машины подвижная матрица 5 прижимает приток к неподвижной матрице, упор 2 автоматически отходит в сторону, и только после этого, пуансон 1 соприкасается с выступающей частью прутка и деформирует ее. Металл при этом заполняет формующую полость в матрицах, расположенную впереди зажимной части. Формующая полость может находиться не только в матрице, но и совместно в матрице и пуансоне, а так же только в одном пуансоне.
Кинематическая схема горизонтально-штаповочной машины представлена на рис. 5. Главный ползун 7, несущий пуансон, приводится в движение от кривошипного вала 6 с помощью шатуна 5. подвижная щека 1 приводится от бокового ползуна 3 системой рычагов 2; боковой ползун, в свою очередь, - кулачками 4, сидящими на конце кривошипного вала машины. Горизонтально-штамповочные машины способны создавать усилие на главном ползуне до 31,5 МН.
Основные операции при штамповке на горизонтально- ковочных машинах – высадка (рис.4 а, б), прошивка (рис.4 в), и пробивка (рис.4 г).
рис.4
Гидравлические штамповочные прессы по своему устройству принципиально не отличаются от ковочных. Усилие современных гидравлических штамповочных прессов достигает 750 МН.
На гидравлических прессах штампуют поковки типа дисков, коленчатых валов, различного рода рычагов, кронштейнов, сферических днищ, цилиндрических стаканов. Особое значение имеет штамповка на гидравлических прессах крупногабаритных панелей и рам из легких сплавов в самолетостроении. Исходной заготовкой является прокат (в том числе и листовой) и полуфабрикат ковки. Перед закладкой в штамп нагретая заготовка должна быть очищена от окалины.
Штампуют в открытых и закрытых штампах (с одной и двумя плоскостями разъема), как правило, в одном ручье.
Штамповку на молотах в основном применяют в серийном и крупносерийном производстве поковок массой 0,01 - 1000 кг разнообразных форм, преимущественно в многоручьевых открытых штампах. Заготовку получают за 3 – 5 ударов.
Достоинства штамповки на молотах:
1. Возможность регулирования силы и частоты ударов при деформировании заготовки в любом из ручьёв штампа;
2. Большие скорости деформирования, способствующие лучшему заполнению заготовкой формы окончательного ручья.
1. Ударный характер нагрузок вызывает частую разладку штампов;
2. большие уклоны на поковках вследствие отсутствия выталкивателей в штампах, в результате – повышенные потери металла;
3. Возрастают припуски и трудоёмкость обработки резанием;
4. При ударах молоты вызывают вибрацию зданий и соседнего оборудования и шум, отрицательно влияющий на работающих в цехе;
5. Ударный характер работы молотов сужает возможности автоматизации технологических процессов штамповки.
Формирование поковок простых форм (шестерён, маховиков) происходит в одном (чистовом) или двух (черновом и чистовом) ручьях штампа.
Поковки сложной формы последовательно обрабатывают в заготовительных ручьях: протяжном, подкатном, пережимном, формовочном, гибочном, на отрубном ноже и в штамповочных ручьях: черновом и чистовом. Все ручьи выполняются в одном штамповочном блоке.
Чистовой ручей по форме точно соответствует поковке; размеры его превышают размеры поковки на величину усадки при остывании. Обработка в чистовом ручье выполняется за 2 – 4 удара молота.
Для уменьшения износа чистового ручья применяют черновой штамповочный ручей, отличающийся от чистового отсутствием канавки для облоя, большей глубиной и меньшей шириной, большими уклонами и радиусами закруглений. В черновом ручье производится в 1,5 – 2 раза больше ударов, чем в чистовом.
Протяжной – для увеличения длины отдельных участков заготовки за счёт уменьшения площади их поперечного сечения.

Подкатной – для увеличения поперечного сечения одних участков заготовки за счёт уменьшения других.

Операция выполняется за несколько ударов с кантовками.
Пережимной – для уменьшения площади поперечного сечения исходной заготовки в одних листах за счёт некоторого набора металла в сечениях без увеличения длины заготовки.

Гибочный – используют для штамповки изогнутых поковок.
Для отрезания части поковки применяют отрубной нож, для осадки в торец - осадочную площадку.
Штамповочные ручьи располагают в центре штампа; сила удара в них обычно больше, чем в заготовительных.
Штампы изготавливают из стали с молибденом: 5ХНМ, 5ХГМ, 5ХНВ и т. д.
Штамповка на КГШП
Пресс оборудован верхним и нижним выталкивателем, что уменьшает штамповочные уклоны.
Обжатие заготовки в ручье происходит за один ход ползуна.
Деформация глубже проникает в толщину заготовки: можно штамповать сплавы, непластичные при больших скоростях деформирования.
1. Не удаляется окалина от заготовки, а запрессовывается в поверхность поковки;
2. Поверхностные слои поковки длительное время контактируют со штамповки, они охлаждаются и становятся менее пластичными, что затрудняет заполнение штампа.
На КГШП возможна штамповка всех видов заготовок, штампуемых на молотах.
Ввиду худшего заполнения полостей при штамповки сложных поковок на прессах применяют большее число ручьёв, чем в молотовых штампах.
Штамповка на ГКМ

Поковки, получаемые на ГКМ, обычно имеют форму тел вращения: стержни с утолщениями, с боковыми выступами, отверстиями.
ГКМ имеют штампы, состоящие из 3-х частей:
неподвижной матрицы 1,
подвижной матрицы 2,
размыкающихся в двух взаимно перпендикулярных плоскостях.
Пруток 4 с нагретым участком на его конце закладывают в неподвижную матрицу. Подвижная матрица прижимает пруток к неподвижной матрице, пуансон соприкасается с выступающей частью прутка и деформирует её. Металл при этом заполняет формующую полость в матрицах, расположенную впереди зажимной части. После окончания деформирования пуансон движется в обратном направлении, выходя из полости матриц, матрицы разжимаются и деформированную заготовку вынимают.
Штамповку на ГКМ можно выполнять за несколько переходов в отдельных ручьях, оси которых расположены одна над другой.
Штамповка на ГКМ применяется в условиях крупносерийного и массового производства.
Исходный материал для штамповки: прокат круглого сечения.
1. Высокая производительность;
2. Возможность получения заготовок со сквозным отверстием;
3. Возможна штамповка без заусенца;
4. Т.к. штамп состоит из 3-х частей, напуски на поковках и штамповочные уклоны малы или отсутствуют.
Читайте также: