
Шлифовальные станки с чпу реферат
Обновлено: 04.07.2024
Для наружного шлифования гладких и прерывистых цилиндрических, конкретных и торцевых поверхностей ступенчатых валов типа шпиндель в серийном производстве предназначены круглошлифовальные станки с ЧПУ ЗМ15Ф2 и ЗМ16ЭФ2Н11).
Шлифовальная бабка перемещается со скоростью подвода 180 мм/мин, пои датчик положения ее не войдет в зацепление со следующим упором и не замедли скорость в 2 раза. Включается вращение заготовки и подача СОЖ. За 2…3 мм до достижения заданного размера скорость движения бабки замедляется до 6 мм/мин
Изменение скорости перемещения шлифовальной бабки с форсированной и обдирочную происходит по команде реле касания круга с заготовкой или от датчик! положения бабки при припуске на заготовку меньше 0,2 мм. Переключение шлифовальной бабки с форсированной подачи на обдирочную осуществляется по команде датчика положения. При переключении ее на чистовую подачу губки измерительной скобы смыкаются на заготовке и осуществляется переход на доводочную подачу и окончание обработки. При шлифовании прерывистых поверхностей окончательную обработку осуществляют по команде датчика.
После шлифования одной ступени стол перемещается и обрабатывается очередная ступень. После шлифования последней ступени бабка отходит в крайнее положение и отводится измерительный прибор. Цикл шлифования вала окончен.
Внутришлифовальные полуавтоматы с ЧПУ
Для обработки внутренних и прилегающих к ним торцевых поверхностей применяются внутришлифовальные полуавтоматы с ЧПУ.
Станок ЗМ225БФ2 применяется для одновременного шлифования отверстия и наружного торца деталей типа втулок и шестерен.
Для обеспечения стабильности режущих свойств шлифовальных кругов в течение всего цикла в зависимости от величины припусков и марки обрабатываемого материала предусмотрено до четырех правок шлифовального круга. Контроль раз мера диаметра отверстия в процессе шлифования осуществляется автоматически! прибором активного контроля. Для встраивания полуавтомата в ТИС достаточно автоматизировать загрузку деталей и предусмотреть стыковку системы ЧПУ с другими станками системы.
Внутришлифовальные полуавтоматы с ЧПУ мод. ЗМ225ВФ2 и ЗМ225АФ2 предназначены для шлифования цилиндрических, конических, сквозных и глухих отверстий с углом конуса при вершине 90°. Станки снабжены торце-шлифовальным устройством, позволяющим шлифовать наружный торец изделия за одну установку со шлифованием отверстия. Станки имеют класс точности В или А по ГОСТ 25–80.
На внутришлифовальных полуавтоматах с ЧПУ мод. ЗМ227ВМФ2 и ЗМ227АФ2 одновременно с отверстием обрабатывается торец. Работа в автоматическом режиме с настройкой цикла управления декадными переключателями программного устройства не требует свойственного станкам с ЧПУ математического обеспечения, позволяет применять многостаночное обслуживание, а также упростить процесс адаптации станка при работе в составе ГПС.
Плоскошлифовальные станки с ЧПУ
Для обработки плоских и ступенчатых деталей предназначены плоскошлифовальные полуавтоматы с ЧПУ ЗЕ711ВФ2 (рис. 1), ЗЕ721ВФЗ-1 и ЗЛ722ВФ2.
Детали закрепляются на крестовом столе или на магнитной плите. На станке ЗЕ721ВФЗ-1 производится обработка детали в прямоугольной или полярной системе координат.
В прямоугольной системе координат обработка может осуществляться профильным кругом методом врезания или методом обхода контура кругом, заправленным по ранее заданной схеме.
Правку шлифовального круга и обработку деталей, закрепленных на столе, производят автоматически от системы ЧПУ. Пыль и шлам смываются СОЖ, а затем отделяются магнитным сепаратором и сбрасываются в лоток.
При автоматизации загрузочно-разгрузочных операций эти станки могут быть строены в ГПС.
Шлифовальные ГПМ
Для наружного шлифования гладких и прерывистых цилиндрических и конических поверхностей валов в автоматическом цикле предназначен шлифовальный [М ХШК-001 (рис. 2), выпускаемый харьковским станкостроительным заводом СВ. Косиора.
Он состоит из станка ЗК151ВФ20 2, промышленного робота ХШР-001 1, накопительного устройства 3, палеты 4. Цилиндрические, торцевые и конические поверхности обрабатывают по программе. Для шлифования конических поверхностей верхний стол поворачивается на заданный угол. Робот напольного типа с пятью степенями подвижности берет заготовку из кассеты-накопителя, выставляет ее на линии центров станка, вводит в широкодиапазонный патрон, производит переустановку и снятие готовой детали. Робот оснащен тремя широкодиапазонными быстросъемными самоцентрирующими захватами, которые обеспечивают зажим валов диаметром 25…200 мм. Время смены захватов составляет не более 1 минуты. При соответствующем программном обеспечении они могут заменяться автоматически. Си ком и роботом управляют от устройства ЧПУ на базе микро-ЭВМ. Станок оснащен УЧПУ мод. 2М32, робот – УЧПУ мод. 2Р32. кассета-накопитель имеет четыре. съемных приспособления-спутника вместимостью 8…20 деталей каждое, что позволяет обеспечить автономную работу ГПМ в течение 8 часов. Робот может оба живать два станка.
Наличие загрузочно-разгрузочных устройств портального типа для смены обрабатываемых деталей, а также наличие магазина и системы автоматической смены шлифовальных шпинделей с кругом позволяет встраивать ГПМ в автоматичен кую линию или ГПС, причем, с возможностью опознавания поступающих деталей.
Один из вариантов использования ГПМ предусматривает наличие переносного загрузочного устройства с двумя салазками и питанием при помощи спутников-поддонов. Измерение параметров обрабатываемых изделий производится на станции (post-process).
Общая характеристика и назначение круглошлифовальных станков с числовым программным управлением ЗМ15Ф2 и ЗМ16ЭФ2Н11. Структура и функциональные особенности данных станков, их элементы и принцип работы. Варианты компоновки шлифовального ГПМ "МиниНОВА".
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 22.05.2010 |
| Размер файла | 504,0 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Шлифовальные станки, обрабатывающие центры и гибкие производственные модули (ГПМ)
Для наружного шлифования гладких и прерывистых цилиндрических, конкретных и торцевых поверхностей ступенчатых валов типа шпиндель в серийном производстве предназначены круглошлифовальные станки с ЧПУ ЗМ15Ф2 и ЗМ16ЭФ2Н11).
Шлифовальная бабка перемещается со скоростью подвода 180 мм/мин, пои датчик положения ее не войдет в зацепление со следующим упором и не замедли скорость в 2 раза. Включается вращение заготовки и подача СОЖ. За 2…3 мм до достижения заданного размера скорость движения бабки замедляется до 6 мм/мин
Изменение скорости перемещения шлифовальной бабки с форсированной и обдирочную происходит по команде реле касания круга с заготовкой или от датчик! положения бабки при припуске на заготовку меньше 0,2 мм. Переключение шлифовальной бабки с форсированной подачи на обдирочную осуществляется по команде датчика положения. При переключении ее на чистовую подачу губки измерительной скобы смыкаются на заготовке и осуществляется переход на доводочную подачу и окончание обработки. При шлифовании прерывистых поверхностей окончательную обработку осуществляют по команде датчика.
После шлифования одной ступени стол перемещается и обрабатывается очередная ступень. После шлифования последней ступени бабка отходит в крайнее положение и отводится измерительный прибор. Цикл шлифования вала окончен.
Внутришлифовальные полуавтоматы с ЧПУ
Для обработки внутренних и прилегающих к ним торцевых поверхностей применяются внутришлифовальные полуавтоматы с ЧПУ.
Станок ЗМ225БФ2 применяется для одновременного шлифования отверстия и наружного торца деталей типа втулок и шестерен.
Для обеспечения стабильности режущих свойств шлифовальных кругов в течение всего цикла в зависимости от величины припусков и марки обрабатываемого материала предусмотрено до четырех правок шлифовального круга. Контроль раз мера диаметра отверстия в процессе шлифования осуществляется автоматически! прибором активного контроля. Для встраивания полуавтомата в ТИС достаточно автоматизировать загрузку деталей и предусмотреть стыковку системы ЧПУ с другими станками системы.
Внутришлифовальные полуавтоматы с ЧПУ мод. ЗМ225ВФ2 и ЗМ225АФ2 предназначены для шлифования цилиндрических, конических, сквозных и глухих отверстий с углом конуса при вершине 90°. Станки снабжены торце-шлифовальным устройством, позволяющим шлифовать наружный торец изделия за одну установку со шлифованием отверстия. Станки имеют класс точности В или А по ГОСТ 25-80.
На внутришлифовальных полуавтоматах с ЧПУ мод. ЗМ227ВМФ2 и ЗМ227АФ2 одновременно с отверстием обрабатывается торец. Работа в автоматическом режиме с настройкой цикла управления декадными переключателями программного устройства не требует свойственного станкам с ЧПУ математического обеспечения, позволяет применять многостаночное обслуживание, а также упростить процесс адаптации станка при работе в составе ГПС.
Плоскошлифовальные станки с ЧПУ
Для обработки плоских и ступенчатых деталей предназначены плоскошлифовальные полуавтоматы с ЧПУ ЗЕ711ВФ2 (рис. 1), ЗЕ721ВФЗ-1 и ЗЛ722ВФ2.
Детали закрепляются на крестовом столе или на магнитной плите. На станке ЗЕ721ВФЗ-1 производится обработка детали в прямоугольной или полярной системе координат.
В прямоугольной системе координат обработка может осуществляться профильным кругом методом врезания или методом обхода контура кругом, заправленным по ранее заданной схеме.
Правку шлифовального круга и обработку деталей, закрепленных на столе, производят автоматически от системы ЧПУ. Пыль и шлам смываются СОЖ, а затем отделяются магнитным сепаратором и сбрасываются в лоток.
При автоматизации загрузочно-разгрузочных операций эти станки могут быть строены в ГПС.
Шлифовальные ГПМ
Для наружного шлифования гладких и прерывистых цилиндрических и конических поверхностей валов в автоматическом цикле предназначен шлифовальный [М ХШК-001 (рис. 2), выпускаемый харьковским станкостроительным заводом СВ. Косиора.
Он состоит из станка ЗК151ВФ20 2, промышленного робота ХШР-001 1, накопительного устройства 3, палеты 4. Цилиндрические, торцевые и конические поверхности обрабатывают по программе. Для шлифования конических поверхностей верхний стол поворачивается на заданный угол. Робот напольного типа с пятью степенями подвижности берет заготовку из кассеты-накопителя, выставляет ее на линии центров станка, вводит в широкодиапазонный патрон, производит переустановку и снятие готовой детали. Робот оснащен тремя широкодиапазонными быстросъемными самоцентрирующими захватами, которые обеспечивают зажим валов диаметром 25…200 мм. Время смены захватов составляет не более 1 минуты. При соответствующем программном обеспечении они могут заменяться автоматически. Си ком и роботом управляют от устройства ЧПУ на базе микро-ЭВМ. Станок оснащен УЧПУ мод. 2М32, робот - УЧПУ мод. 2Р32. кассета-накопитель имеет четыре. съемных приспособления-спутника вместимостью 8…20 деталей каждое, что позволяет обеспечить автономную работу ГПМ в течение 8 часов. Робот может оба живать два станка.
Наличие загрузочно-разгрузочных устройств портального типа для смены обрабатываемых деталей, а также наличие магазина и системы автоматической смены шлифовальных шпинделей с кругом позволяет встраивать ГПМ в автоматичен кую линию или ГПС, причем, с возможностью опознавания поступающих деталей.
Один из вариантов использования ГПМ предусматривает наличие переносного загрузочного устройства с двумя салазками и питанием при помощи спутников-поддонов. Измерение параметров обрабатываемых изделий производится на станции (post-process).
Рис. 1
Рис. 2
Список литературы
2. Автоматизированная подготовка программ для станков с ЧПУ, (Справочник)/ Р.Э. Сафраган, Г.Б. Евгенев, А.Л. Дерябин и др.; Под общей ред. Р.Э. Сафрагана. - К.: Техника, 1986. - 191 с.
3. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с ЧПУ. Справочник, - Л.: Машиностроение, 1990. - 592 с.
Подобные документы
Группы и типы станков с числовым программным управлением, их отличительные признаки и сферы применения, функциональные особенности. Классификация станков по точности, по технологическим признакам и возможностям, их буквенное обозначение на схемах.
реферат [506,2 K], добавлен 21.05.2010
Общие сведения о станках с числовым программным управлением. Классификация станков по технологическому назначению и функциональным возможностям, их устройство. Оснастка и инструмент для многоцелевых станков. Технологические циклы вариантов обработки.
презентация [267,7 K], добавлен 29.11.2013
Числовое программное управление (ЧПУ). Общие сведения и конструктивные особенности станков с ЧПУ. Организация работы оператора многоцелевых станков. Технологии обработки деталей на многоцелевых станках. Оснастка и инструмент для многоцелевых станков.
реферат [6,2 M], добавлен 26.06.2010
Стандартная система координат станка с числовым программным управлением. Направления стандартной системы координат различных видов станков. Методика и условные обозначения осей координат и направлений перемещений на схемах агрегатных станков с ЧПУ.
реферат [1,7 M], добавлен 21.05.2010
Виды и назначение токарных станков. Технология обработки заготовок, сложных и точных деталей больших и малых габаритов. Станки с числовым программным управлением. Устройство токарного станка по точению древесины, инструменты. Наладка и настройка станка.
презентация [12,6 M], добавлен 17.04.2015
Станки с числовым программным управлением — оборудование, выполняющее различные технологические операции по заданной программе. Их преимущество, классификация и виды. Функциональные составляющие ЧПУ, технологические возможности и конструкция станков.
реферат [940,4 K], добавлен 21.03.2011
Общие сведения о станках с числовым программным управлением (ЧПУ), их конструктивные особенности, назначение и функциональные возможности. Точность и качество обработки на станках с ЧПУ. Преобразователи частоты для управления асинхронными двигателями.
Выпускают круглошлифовальные, плоскошлифовальные, внутри - шлифовальные, бесцентровошлифовальные, контурошлифовальные, заточные станки с ЧПУ. Созданы также многоцелевые шлифовальные станки, обеспечивающие обработку в патроне с одного установа внешних и внутренних поверхностей заготовок типа тел вращения. Такие станки имеют несколько шлифовальных шпинделей и автоматическую смену инструмента либо с целью замены изношенного круга, либо круга соответствующего диаметральному размеру обрабатываемого отверстия. Вместимость инструментального магазина 12—18 шт. На основе шлифовальных многоцелевых станков созданы гибкие производственные модули (ГПМ), обслуживаемые ПР.
Шлифовальные станки с ЧПУ, с точки зрения обработки металла, выполняют те же виды работ, что и шлифовальный станок с ручным управлением. В станках с ЧПУ применяют тот же режущий инструмент, те же скорости резания, СОЖ и т. д. Повышение производительности и расширение технологических возможностей станков с ЧПУ обеспечиваются не за счет процессов, связанных со съемом металла, а лишь за счет управления и сокращения вспомогательного времени обработки.
Особенностью шлифования, затрудняющей программное управление процессом, является то, что износ шлифовального круга соизмерим по величине с припуском на обработку (в отличие от лезвийного инструмента). Величина износа круга определяется действием различных факторов и составляет 1/50 от снимаемого припуска. Поэтому шлифовальные станки с ЧПУ оснащены механизмами автоматической компенсации изнашивания круга. Управлением механизмом правки осуществляется устройством ЧПУ. Система ЧПУ должна быть замкнутой для компенсации упругих температурных деформаций технологической системы, ее геометрической неточности. Измерительные системы станков с ЧПУ должны иметь высокую разрешающую спо-
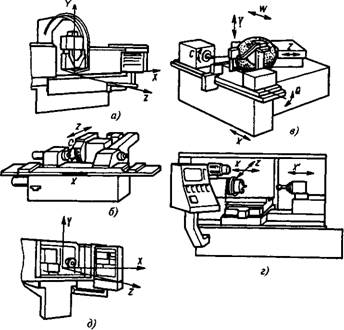
Рис. 166. Программируемые оси перемещений на шлифовальных станках с ЧПУ:
О — плоскошлифовальном, б — кругл ошлифовальном, в — торцекруглошлифовальном, г — внутри - шлифовальном
Собность, которая обеспечивает малые величины допусков на точность позиционирования. В круглошлифовальных станках приборы обеспечивают непрерывное измерение диаметров в процессе шлифования с относительной погрешностью не более 2 х 10"5 мм. Контроль продольных перемещений стола осуществляется с погрешностью не более 0,1 мм для круглошлифовальных и 0,02—0,03 мм для торцекруглошли - фовальных станков.
В качестве программоносителя чаще всего используется перфолента. Шлифовальные станки обычно оснащают системами ЧПУ типа CNC, которые обеспечивают управление по 3—4 координатам. В станках, работающих несколькими кругами, возможно управление по 5—6 и даже 9 координатам. Взаимосвязь между УЧПУ и оператором шлифовального станка с ЧПУ в большинстве случаев осуществляется в диалоговом режиме посредством дисплея.
Плоекошлифовальне станки с ЧПУ в зависимости от назначения могут иметь одну, две и три программируемые оси перемещения: X— продольная подача стола, Z— поперечная подача стола, Y— верти - 268
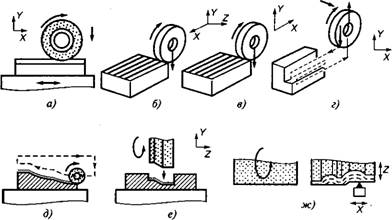
Рис. 167. Обработка на плоскошлифовальных станках с ЧПУ: а — в — маятниковое шлифование плоских поверхностей, г — глубинное шлифование плоских поверхностей, д — шлифование при одновременном перемещении по двум осям криволинейной поверхности, е — шлифование криволинейной поверхности при профильной правке круга, ж — профильная правка круга, выполняемая по УП, з — периодическая правка круга, и — непрерывная правка круга
Кальная подача шлифовального круга (рис. 166, а). Дополнительно может осуществлять программное управление частотой вращения круга по мере его износа (для поддержания постоянной скорости резания), скоростью подач и другими параметрами. Обработка плоских поверхностей может программироваться в режимах маятникового и глубинного шлифования. При маятниковом шлифовании (рис. 167, а) стол с закрепленной на нем заготовкой совершает возвратно-поступательное перемещение относительно шлифовальной бабки, несущей круг. Подача вдоль оси Z(пoпepeчнaя) может осуществляться после одного хода стола — отработки одной строки (рис. 167, 6) или одновременно с продольной подачей вдоль оси X (рис. 167, в). В последнем случае обратный ход обычно выполняют без поперечной подачи для улучше
ния качества поверхности. После обработки плоской поверхности круг подается вниз на заготовку для обеспечения съема металла при последующих рабочих ходах. При глубинном шлифовании (рис. 167, д) припуск снимают за один рабочий ход при малых скоростях движения заготовки относительно круга. Обработку криволинейных поверхностей выполняют движением шлифовальной бабки с кругом одновременно по двум координатам (рис. 167, д), либо как и в обычных станках — применением координатной правки круга (рис. 167, е). Правку осуществляют по УП алмазным карандашом, установленным в механизм, управляемый УЧПУ (рис. 167, ж). Требуемый профиль получается при одновременном перемещении круга (ось Z) и алмазного карандаша (ось X). По УП можно задавать не только траекторию правящего инструмента, но и технологию процесса правки с учетом компенсации износа круга. В большинстве случаев правку выполняют периодически (рис. 167, з). При глубинном и профильном шлифовании, когда круг изнашивается, особенно интенсивно используют непрерывную правку с компенсационным смещением круга.
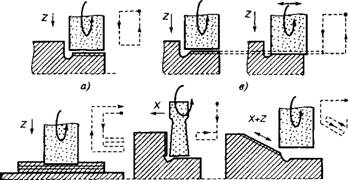
Рис. 168. Схема обработки на круглошлифовальном станке с ЧПУ
Круглошлифовальные станки с ЧПУ имеют две основные програм - моуправляемые оси перемещения (см. рис. 166, 6) Z— поперечной подачи шлифовального круга, X— продольной подачи заготовки. Это позволяет программировать обработку шеек ступенчатых валов методом врезного (рис. 168, а) и проходного шлифования по любому рабочему циклу; задавать выхаживающую осцилляцию вдоль оси X после врезного шлифования (рис. 168, в), программировать обработку торцов (рис. 168, г), а при одновременно управляемых осях X и Z шлифовать на проход конические и более сложные поверхности вра - 270
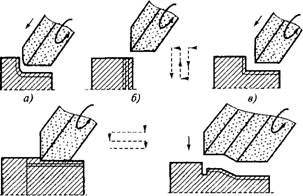
Рис. 169. Схема обработки на торцекруглошлифовальном станке с ЧПУ
Щения (рис. 168, д). В станках может бьггь предусмотрено и большее количество координатных осей.
Торцекруглошлифовальные станки с ЧПУ могут иметь до десяти управляемых координат (см. рис. 166, в) — три основных (X, Zy Q и шести вспомогательных установочных координат позиционирования: В — поворота стола для обработки конуса, Y— оси прибора активного контроля, Z— перемещение прибора осевой ориентации круга относительно заготовки при обработке ступенчатых валов, W— смещение задней бабки при корректировании обрабатываемой заготовки. Правка кругов выполняется также по УП, что обеспечивает поддержание любого заданного профиля.
На станках программируют обработку галтелей с различными радиусами (рис. 169, а), шлифование торцов (рис. 169, б), одновременную обработку цилиндрических торцевых поверхностей (рис. 169, в, г), врезное шлифование фасонных поверхностей (рис. 169, д) и другие операции. Наличие на универсальном станке с ЧПУ внутришлифо- вальной головки управляемой от УП позволяет одновременно шлифовать наружные и внутренние поверхности.
Внутришлифовальные станки с ЧПУ (см. рис. 166, г) могут иметь одну, две и более управляемых координат. Основными является Z— поперечная подача, X— продольная подача. Часто для удобства разработки УП вводится координата Xі, совпадающая по направлению с X, по которой задается продольное перемещение шлифовального круга. Наличие этих осей позволяет программировать все основные схемы шлифования, выполняемые на станке: сквозного и глухого цилиндрических отверстий (рис. 170, а, б), внутренней торцовой поверхности (рис. 170, в), фаски (рис. 170, г), конического отверстия (рис. 170, д),
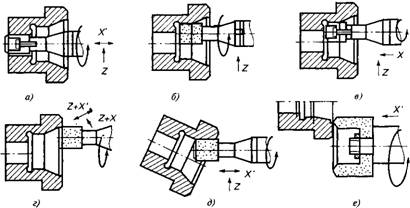
Рис. 170. Схема обработки на внугришлифовальном станке с ЧПУ
Наружной торцовой поверхности (рис. 170, ё) и др. На станках также предусмотрена правка круга по УП.
Круглошлифовальный полуавтомат ЗМ151Ф2 с ЧПУ. Станок служит для шлифования гладких и прерывистых поверхностей ступенчатых валов. Применяются в условиях мелко и среднесерийного производства. Станок обеспечивает выполнение в автоматическом режиме продольного, врезного и строчного шлифования с последующей зачисткой продольным шлифованием, а также шлифование буртиков. В процессе обработки осуществляется активный контроль диаметральных размеров валов. Класс точности станка П, он обеспечивает точность диаметральных размеров по 6-му квалитету. Станок можно встраивать в автоматизированные участки, управляемые от ЭВМ.
Техническая характеристика станка. Наибольшие размеры устанавливаемой заготовки: диаметр 200 мм, длина 700 мм, диаметр заготовки, обрабатываемой с активным контролем, 0—85 мм, частоты вращения заготовки 50—500 мин"1 (регулируется бесступенчато), скорость шлифовального круга не более 50 м/с, рабочие подачи шлифовальной бабки для предварительной обработки 0,2—0,12 мм/мин, окончательной 0,1— 0,6 мм/мин, доводочные 0,02—0,12 мм/мин, скорость быстрого подвода шлифовальной бабки 1700—930 мм/мин, скорость перемещения стола 0,05—5 м/мин (число ступеней 10), габаритные размеры станка 4950 х х2400 х 2170 мм.
Основные механизмы и движения в станке. Жесткая станина А станка (рис. 171, а) имеет направляющие, по которым совершает возвратно-поступательные перемещения стол Ж, несущий верхний поворотный стол, который можно поворачивать на угол. Заготовку устанавливают в центрах передней Б и задней Е бабок. Она получает движение круговой подачи. По поперечным направляющим станины перемещается шлифовальная бабка Д на корпусе которой смонтирован механизм поперечных подач Д. Шлифовальный шпиндель кроме вращательного движения имеет осевое перемещение в автоматическом режиме. Вспомогательные движения: ввод и вывод в зону обработки измерительных приборов, ручные перемещения стола и шлифовальной бабки, подвод-отвод пиноли задней бабки, перемещение следящего упора, продольное перемещение и подача на круг алмазного инструмента при правке, которая выполняется прибором В. Станок оснащен устройством для балансировки круга.
Кинематика станка. Главное движение шпиндель VIII шлифовального круга получает от асинхронного электродвигателя Ml через клиноременную передачу. Шпиндель смонтирован на гидростатических подшипниках.
Осевое перемещение шпинделя осуществляется гидравлически. Масло поступает в цилиндр Ц5 и перемещает поршень-рейку, которая поворачивает реечное колесо Z= 17, вал XIV и кулачок 4. Последний через плунжер 5 и систему рычагов 6 перемещает шпиндель VIII. После контакта круга с торцем заготовки форсированная подача прекращается и происходит шлифование торца. Шпиндель возвращается в исходное положение пружиной.
Перемещение стола выполняет гидроцилиндр Ц1 или механизм ручного перемещения от маховичка 9 через передачи Z= 14/62, Z= = 12/48 и реечную передачу. При перемещении стола от гидропривода механизм ручного перемещения автоматически выключается. Гидроцилиндр Ц2 выводит из зацепления вал-колесо Z= 14.
Вращение заготовки осуществляет от электродвигателя постоянно-
N=0.8 кВт п=22(Н-2200 мин-1
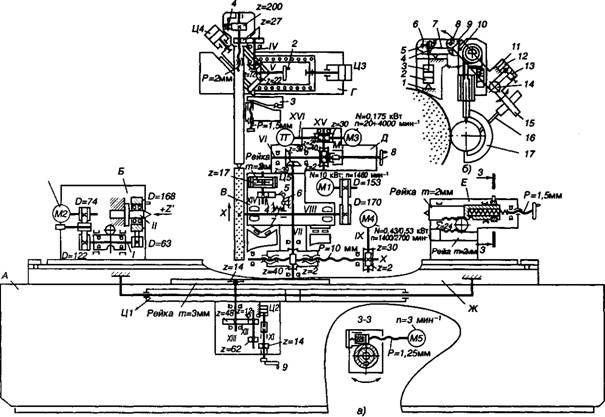
Рис. 171. Круглошлифовальный станок ЗМ151Ф2 с ЧПУ: а — кинематическая схема, б — механизм ввода измерительной скобы и прибора осевой ориентации
Го тока М2 через две клиноременные передачи. Шпиндель II неподвижен, вращение заготовки передается поводком планшайбы.
Механизм поперечных подач обеспечивает ускоренную подачу, которая снижается в ходе цикла в 2 раза, рабочую подачу и установочное ручное перемещение шлифовальной бабки. Установочный подвод осуществляется маховичком 8 через конические колеса Z= 39/39, червячную пару Z= 2/20 и пару винт-гайка качения X (р = 10 мм). Ускоренное перемещение шлифовальной бабки выполняется от двух - скоростного асинхронного двигателя М4 через червячную передачу Z= 2/30 и пару винт-гайка качения X.
Автоматическая рабочая подача шлифовальной бабки происходит от регулируемого электродвигателя постоянного тока М3(типа СЛ-569) через червячные пары Z= 2/30 и Z= 2/40 при включенной электромагнитной муфте М и затем через передачи Z= 39—39, Z= 2—40. Частота вращения вала электродвигателя МЗ контролируется тахогенератором ТГ (типа CJI161, N= 0,009 кВт, п = 20. 4000 мин1).
При врезном шлифовании замедление подачи от форсированной до доводочной осуществляется за счет изменения частоты вращения электродвигателя, которая регулируется управляющими сигналами измерительных устройств. Величина рабочей поперечной подачи Sn = =п (2/30) х (2/40) х (39/39) х (2/40) х 10. Периодическая поперечная подача возможна при периодическом включении муфты Мх.
Задняя бабка. Осевой отвод пиноли задней бабки осуществляется гидравлически при перемещении поршня рейки (/я = 2 мм) и вручную поворотом вала колеса Z= 24. Заготовка зажимается в центрах пружиной. Бабка оснащена механизмом вывода конусообразное™ на обрабатываемой заготовке. Конусное отверстие под центр расточено эксцентрично относительно наружного диаметра пиноли (см. разрез 3 — 3). Поэтому при включении электродвигателя М5возможна подача заготовки поворотом пиноли. Центр задней бабки при этом может перемещаться на 0,05 мм. Шлифование шейки заготовки у передней бабки происходит после предварительной установки оси центров. Когда размер этой шейки получен, шлифуют шейку, расположенную у задней бабки. Диаметральный размер шейки контролируется датчиком положении шлифовальной бабки. Последняя в определенный момент останавливается и начинается подача от механизма вывода конусообразности.
Правка шлифовального круга. Алмазный инструмент, установленный в пиноли механизма правки, подается на шлифовальный круг автоматически гидросистемой или вручную вращением маховичка 2, расположенного на валу К, через зубчатые пары Z= 2/72, Z= 27/7 и ходовой винт III При автоматической правке плунжер (на рис. 171 не показан) посредством собачки поворачивает храповое колесо Z= 200, установленное на винте III Угол поворота регулируется упором. Продольное перемещение устройства правки происходит от гидроцилиндра ЦЗ. На каретке под углом 45° перемещается от гидроцилиндра Ц4 корпус, опирающийся щупом на прямолинейный копир 3. Копир обеспечивает правку за один или два рабочих хода. Тонкую регулировку положения выполняют винтом (р= 1,5 мм).
Механизмы вода измерительной скобы и прибора осевой ориентации (рис. 171, б). В колонне 7 шарнирно смонтирован цилиндр 2 (на рис. 171, б не показан). На штоке 10 установлена измерительная скоба 77. Шток перемещается вдоль оси круга и имеет два крайних положения. Вывод скобы из зоны обработки осуществляется подачей масла в нижнюю полость цилиндра 2. Шток 3, действуя на шайбу 7, через рычаг 4 поворачивает корпус 6скобы на оси 8. Таким образом скоба выведена из зоны измерения. При дальнейшем перемещении штока J скоба и установленный на кронштейне 9 механизм ввода прибора осевой ориентации поворачиваются вокруг оси 5 и движутся вверх. Ввод измерительной скобы осуществляется при перемещении поршня вниз.
Прибор осевой ориентации 16 закреплен клеммным зажимом на кронштейне 75, который может совершать качательное движение на валу 14 от поршня 12 гидроцилиндра 77. При вводе прибора масло поступает в бесштоковую полость цилиндра 77, при выводе — в штоковую. При отсутствии давления в штоковой полости срабатывает пружина 13. Конечные положения поршня фиксируются микропереключателями.
Автоматическая правка круга включается при шлифовании ступеней заготовки, где предусмотрена компенсация износа круга (радиальная коррекция). Коррекция осуществляется в момент обработки ступени, контроль диаметра которой выполняется измерительной скобой. Поэтому первой необходимо шлифовать ту ступень заготовки, контроль которой может осуществляться скобой.
Гидросистема станка осуществляет: продольное реверсивное перемещение стола с девятью фиксированными скоростями, продольное перемещение измерительной скобы, развод ее губок, подвод и отвод щупа механизма осевой ориентации, ввод и вывод измерительных приборов, отвод пиноли задней бабки, управление прибором правки шлифовального круга, перемещение шпинделя шлифовальной бабки, отключение механизма ручного перемещения стола, смазывание подшипников шпинделя шлифовальной бабки и направляющих.
Плоскошлифовальный станок ЗЕ711ВФЗ-1 с ЧПУ профилирования круга. Станок служит для шлифования заготовок различных профилей методом врезания, а также плоских поверхностей периферией или торцом шлифовального круга. Применяется в условиях единичного и мелкосерийного производства. Правка шлифовального круга автоматическая от УЧПУ. Переход с предварительного на чистовое шлифование автоматический, обеспечивается датчиками. Класс точности станка В. Достигаемая точность обработанной поверхности: отклонение от плоскости 4 мкм, параллельности 2 мкм, шероховатость Ra = =0,16 мкм.
Техническая характеристика станка. Размеры рабочей поверхности стола 400 х 200 мм, наибольшая скорость резания 35 м/с, скорость продольного перемещения стола 2—35 м/мин, скорость вертикального перемещения шлифовальной головки (бесступенчатое регулирование) 0,015—1,5 м/мин, автоматическая вертикальная подача 0,002—0,01 мм; ступенчатая в диапазоне 0—0,01 мм через 0,002 мм; в диапазоне 0—0,1 мм через 0,02 мм; автоматическая поперечная подача (бесступенчатое
регулирование) 0,0016—0,1 м/мин, габаритные размеры станка 3030 х 2360 х 2080 мм.
Основные механизмы и движения в станке аналогичны базовому станку ЗЕ711В.
Механизм правки 1 с ЧПУ (рис. 172) смонтирован на шлифовальной головке 3. Правка шлифовального круга выполняется автоматически резцом 2 с алмазной вставкой по профилю, который соответствует профилю заготовки, подлежащей обработке. Резцу от УЧПУ сообщаются через приводы подач перемещения по координатам Хв продольном и У в поперечном направлениях. Резец может также поворачиваться вокруг оси У(координата В) в пределах 30°. УЧПУ типа НЗЗ-1М. Число управляемых координат (из них управляемых одновременно) — 3/3, программоноситель — восьмидорожечная перфолента.
Механизм правки обеспечивает скорость рабочей подачи по координатам Хи Z0,24—300 мм/мин, скорость установочного перемещения по этим координатам 2—600 мм/мин, скорость рабочей подачи по координате В 12000 град/мин, дискретность перемещений по X и Z 0,000125 мм/мин, по 5 0,025 град/мин.
Если у вас возникли сложности с курсовой, контрольной, дипломной, рефератом, отчетом по практике, научно-исследовательской и любой другой работой - мы готовы помочь.


Шлифовальные станки, обрабатывающие центры и гибкие производственные модули (ГПМ)
Для наружного шлифования гладких и прерывистых цилиндрических, конкретных и торцевых поверхностей ступенчатых валов типа шпиндель в серийном производстве предназначены круглошлифовальные станки с ЧПУ ЗМ15Ф2 и ЗМ16ЭФ2Н11).
Шлифовальная бабка перемещается со скоростью подвода 180 мм/мин, пои датчик положения ее не войдет в зацепление со следующим упором и не замедли скорость в 2 раза. Включается вращение заготовки и подача СОЖ. За 2…3 мм до достижения заданного размера скорость движения бабки замедляется до 6 мм/мин
Изменение скорости перемещения шлифовальной бабки с форсированной и обдирочную происходит по команде реле касания круга с заготовкой или от датчик! положения бабки при припуске на заготовку меньше 0,2 мм. Переключение шлифовальной бабки с форсированной подачи на обдирочную осуществляется по команде датчика положения. При переключении ее на чистовую подачу губки измерительной скобы смыкаются на заготовке и осуществляется переход на доводочную подачу и окончание обработки. При шлифовании прерывистых поверхностей окончательную обработку осуществляют по команде датчика.
После шлифования одной ступени стол перемещается и обрабатывается очередная ступень. После шлифования последней ступени бабка отходит в крайнее положение и отводится измерительный прибор. Цикл шлифования вала окончен.
Внутришлифовальные полуавтоматы с ЧПУ
Для обработки внутренних и прилегающих к ним торцевых поверхностей применяются внутришлифовальные полуавтоматы с ЧПУ.
Станок ЗМ225БФ2 применяется для одновременного шлифования отверстия и наружного торца деталей типа втулок и шестерен.
Для обеспечения стабильности режущих свойств шлифовальных кругов в течение всего цикла в зависимости от величины припусков и марки обрабатываемого материала предусмотрено до четырех правок шлифовального круга. Контроль раз мера диаметра отверстия в процессе шлифования осуществляется автоматически! прибором активного контроля. Для встраивания полуавтомата в ТИС достаточно автоматизировать загрузку деталей и предусмотреть стыковку системы ЧПУ с другими станками системы.
Внутришлифовальные полуавтоматы с ЧПУ мод. ЗМ225ВФ2 и ЗМ225АФ2 предназначены для шлифования цилиндрических, конических, сквозных и глухих отверстий с углом конуса при вершине 90°. Станки снабжены торце-шлифовальным устройством, позволяющим шлифовать наружный торец изделия за одну установку со шлифованием отверстия. Станки имеют класс точности В или А по ГОСТ 25–80.
На внутришлифовальных полуавтоматах с ЧПУ мод. ЗМ227ВМФ2 и ЗМ227АФ2 одновременно с отверстием обрабатывается торец. Работа в автоматическом режиме с настройкой цикла управления декадными переключателями программного устройства не требует свойственного станкам с ЧПУ математического обеспечения, позволяет применять многостаночное обслуживание, а также упростить процесс адаптации станка при работе в составе ГПС.
Плоскошлифовальные станки с ЧПУ
Для обработки плоских и ступенчатых деталей предназначены плоскошлифовальные полуавтоматы с ЧПУ ЗЕ711ВФ2 (рис. 1), ЗЕ721ВФЗ-1 и ЗЛ722ВФ2.
Детали закрепляются на крестовом столе или на магнитной плите. На станке ЗЕ721ВФЗ-1 производится обработка детали в прямоугольной или полярной системе координат.
В прямоугольной системе координат обработка может осуществляться профильным кругом методом врезания или методом обхода контура кругом, заправленным по ранее заданной схеме.
Правку шлифовального круга и обработку деталей, закрепленных на столе, производят автоматически от системы ЧПУ. Пыль и шлам смываются СОЖ, а затем отделяются магнитным сепаратором и сбрасываются в лоток.
При автоматизации загрузочно-разгрузочных операций эти станки могут быть строены в ГПС.
Для наружного шлифования гладких и прерывистых цилиндрических и конических поверхностей валов в автоматическом цикле предназначен шлифовальный [М ХШК-001 (рис. 2), выпускаемый харьковским станкостроительным заводом СВ. Косиора.
Он состоит из станка ЗК151ВФ20 2, промышленного робота ХШР-001 1, накопительного устройства 3, палеты 4. Цилиндрические, торцевые и конические поверхности обрабатывают по программе. Для шлифования конических поверхностей верхний стол поворачивается на заданный угол. Робот напольного типа с пятью степенями подвижности берет заготовку из кассеты-накопителя, выставляет ее на линии центров станка, вводит в широкодиапазонный патрон, производит переустановку и снятие готовой детали. Робот оснащен тремя широкодиапазонными быстросъемными самоцентрирующими захватами, которые обеспечивают зажим валов диаметром 25…200 мм. Время смены захватов составляет не более 1 минуты. При соответствующем программном обеспечении они могут заменяться автоматически. Си ком и роботом управляют от устройства ЧПУ на базе микро-ЭВМ. Станок оснащен УЧПУ мод. 2М32, робот – УЧПУ мод. 2Р32. кассета-накопитель имеет четыре. съемных приспособления-спутника вместимостью 8…20 деталей каждое, что позволяет обеспечить автономную работу ГПМ в течение 8 часов. Робот может оба живать два станка.
Наличие загрузочно-разгрузочных устройств портального типа для смены обрабатываемых деталей, а также наличие магазина и системы автоматической смены шлифовальных шпинделей с кругом позволяет встраивать ГПМ в автоматичен кую линию или ГПС, причем, с возможностью опознавания поступающих деталей.
Один из вариантов использования ГПМ предусматривает наличие переносного загрузочного устройства с двумя салазками и питанием при помощи спутников-поддонов. Измерение параметров обрабатываемых изделий производится на станции (post-process).
Автоматизированная подготовка программ для станков с ЧПУ, (Справочник)/ Р.Э. Сафраган, Г.Б. Евгенев, А.Л. Дерябин и др.; Под общей ред. Р.Э. Сафрагана. – К.: Техника, 1986. – 191 с.
Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с ЧПУ. Справочник, – Л.: Машиностроение, 1990. – 592 с.
Читайте также: