
Резание тонколистового металла слесарными ножницами реферат
Обновлено: 02.07.2024
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам
МИНИСТЕРСТВО ОБРАЗОВАНИЯ СТАВРОПОЛЬСКОГО КРАЯ
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
НЕФТЕКУМСКИЙ РЕГИОНАЛЬНЫЙ ПОЛИТЕХНИЧЕСКИЙ КОЛЛЕДЖ
Курсовая работа
по профессии Монтажник санитарно-технических систем и вентиляции
Введение . Управление климатическим оборудованием………….
Резка ручными ножницами………………………………….
Охрана труда и окружающей среды………………..…..……………
Управление климатическим оборудованием
Система климатизации представляет собой сложный комплекс, объединяющий автономные инженерные системы. Обеспечить согласованность действий разрозненного оборудования можно только одним способом - путём интеграции в единую интеллектуальную систему управления.
Итак, мы имеем дело с набором инженерных систем и отдельных устройств, каждое из которых выполняет свои функ ции. Но все вместе они решают общую задачу - обеспечение отвечающего санитарным нормам и индивидуальным запро сам жильцов микроклимата, то есть создание в помещении требуемых температуры и влажности воздуха, кратности воз духообмена. К слову, сами по себе эти параметры также явля ются взаимозависимыми: чем интенсивнее вентиляция, тем больше энергии (особенно во время сильных холодов или жа ры) расходуется на поддержание желаемой температуры.
Одним из немногих действенных способов обеспечения нужного уровня комфорта, энергоэффективности и безо пасности является интеграции составляющих климатиче ского комплекса в единую интеллектуальную систему. И только она дает реальную возможность свести к нулю влияние человеческого фактора. Жильцы дома в данном случае выступают исключительно в роли заказчиков мик роклимата. При этом диспетчер незамедлительно получает информацию о неисправностях, а также напоминания о необходимости планового техобслуживания. По мере укруп нения объекта или усложнения его инфраструктуры по требность в подобной интеграции стремительно возрастает.
Резка металла.
Общие сведения . Резкой называют отделение частей (заготовок) от сортового или листового металла. Резка выполняется как со снятием стружки, так и без нее. Резка со снятием стружки осуществляется ручной ножовкой, на ножовочных, круглопильных, токарно-отрезных станках, а также может быть газовой, дуговой и др. Без снятия стружки материалы раз резают ручными рычажными и механическими ножницами, кусачками, труборезами, пресс-ножницами, в штампах. К резке относится также и надрезание металла.
Сущность процесса резки ножницами заключается в отделении ча стей металла под действием пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его.
Резка ручными ножницами

Обыкновенные ручные ножницы применяют для разрезания стальных листов толщиной 0,5. 1 мм и листов из цветных металлов толщиной до 1,5 мм. Ручные ножницы изготовляют с прямыми (рис.1. а, б) и кривыми (рис.1. в) режущими лезвиями.
Рис. 1. Ручные ножницы для резки металла: а - с прямыми лезвиями, б - прямые правые, в - с кривыми лезвиями.
По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые.
Правыми называются ножницы, у которых скос на режущей части каждой половины находится с правой стороны. Правыми ножница ми режут по левой кромке изделия в направлении по часовой стрелке (рис. 1. б).
Левыми называются ножницы, в которых на режущей части каждой половины скос расположен с левой стороны. Такими ножницами режут по правой кромке изделия против часовой стрелки (рис. 1. в).

При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности, закругления) без резких поворотов режут правыми ножницами.
Рис.2. Положение руки на рукоятках ножниц при резке (а) и приёмы резки ножницами.
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещают между рукоятками (рис.2.).
Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинец и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Удерживая лист левой рукой, подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки (кроме мизинца) осуществляют резание.
Для прямолинейной резки металла небольшой толщины применяют ручные ножницы, одну рукоятку которых зажимают в тисках.
Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при разрезании листового металла толщиной до 3 мм. Нижняя рукоятка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или другом жестком основании. Для резки листовой стали толщиной до 3 мм применяют стуловые ножницы, имеющие стационарное закрепление.
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла их не применяют.
Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной до 2,5 мм и прутков диаметром до 8 мм. Габаритные размеры этих ножниц не превышают размеров обыкновенных ручных ножниц. Для резки рукоятку закрепляют в тисках, а рукоятку (рабочую) приводят в действие. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг, на одном плече которого закреплен нож, соединен с помощью винта с рукояткой. Второе плечо рычага, являющееся у обыкновенных ножниц рукояткой, выполнено укороченным и заканчивается шарниром собственно рукояткой ножниц. Концевым шарниром рукоятка с помощью двухшарнирного звена соединена с рукояткой. Эта система рычагов увеличивает усилие резания примерно в 2 раза по сравнению с обыкновенными ножницами таких же размеров.
Ножи ножниц - сменные и прикреплены к рычагам на потайных заклепках.

Эти ножницы оснащены приспособлением для резки прутков диаметром до 8 мм. Приспособление имеет закрепленные на рычагах ножниц диски 4 с отверстиями и представляет собой обыкновенные ножницы, но с ножами специальной формы (закаленные втулки). Эти ножи являются сменными и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия.
Малогабаритные силовые ножницы обеспечивают хорошее качество реза.
Рис.3. Рычажные ножницы.
Рычажные ножницы применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни - до 6 мм. Верхний шар нирно закрепленный нож 5 приводится в действие от рычага 2 Нижний нож 1- неподвижный.
Ножи изготовляют из стали У8 и закаливают до твердости HRC э 52. 60. Углы заострения режущих граней равны 5. 85°.
Перед работой проверяют наличие смазки на трущихся поверхно стях, плавность хода рычага, отсутствие зазора между режущими кром ками.

При резке металла правой рукой обхватывают рукоятку 2 рычага и плавно перемещают его в верхнее положение, при этом верхний нож 3 отходит вверх. Затем укладывают лист 4 так, чтобы левая рука удержи вала его в горизонтальном положении, а линия реза находилась в поле зрения и совпадала с лезвием верхнего ножа 3 . Движением руки опуска ют рычаг с ножом вниз до тех пор, пока часть металла не будет прореза на, после этого рычаг перемещают в верхнее положение. Далее слегка поднимают лист 4 левой рукой, продвигают его по риске вдоль режущей кромки верхнего ножа и повторяют прием резания до полного разреза ния. Ножницы обеспечивают получение реза без вмятин и прорезов по краю, а также достаточную точность.
Рис.4. Маховые ножницы.
Маховые ножницы широко используются для рез ки листового металла толщиной 13. 2,5 мм с пределом прочности 450. 500 МПа (сталь, дюралюминий и т.д.). Этими ножницами режут металл значительной длины. Маховые ножницы имеют чугунные стани ну 1 и стол 2. В последний встроен нижний неподвижный нож 8, а верх ний подвижный нож 5 с криволинейной режущей кромкой закреплен в ножедержателе б и имеет противовес 7, уравновешивающий ножедер жатель с ножом.
Размер отрезаемых заготовок намечается предварительной размет кой или ограничивается регулируемым упором 10, для чего упор сначала устанавливают на требуемое расстояние от режущей кромки нижнего неподвижного ножа. Лист 3 во время разрезания плотно прижимают боковой кромкой к упору 10, а другой кромкой - к пружинному упо ру 12. После этого поворотом рукоятки 11 от себя лист плотно прижимают сверху прижимной планкой 9 и, опуская верхний нож с ножедержателем 6, разрезают заготовку.
Ножедержатель при опускании вниз упирается в пружинный упор 12, Перестановка упора осуществляется с помощью рукоятки 4.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм, листы размерами 1000. 32000 мм, реже - полосовой прокат, а также листовые неметалли ческие материалы.
Рис.5. Кривошипные листовые ножницы с наклонны ми ножами.

На рис. 5. показаны кривошипные листовые ножницы с наклонны ми ножами. Они имеют нижний неподвижный и верхний подвижный ножи; последний наклонен под углом 2. 6°. Это делает возможным постепенный вход ножа в работу, облегчает резание и обеспечивает его высокое качество. Нижний нож крепится к задней части стола 2, установленного на станине 1. верхний - к ползуну 7. От элек тродвигателя 6 через клиноременную передачу получает вращение криво шипный вал 4.
Два эксцентрика 5, смонтированные на нем, сообщают ползуну возвратно-поступательное перемещение по направляющим стоек 3. Лист укладывают на стол к кронштейну 9 и прижимают прижимом 8, после чего осуществляют резку.
Резка ножовкой
Общие сведения. Ручная ножовка (пила) - инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов, обрезки и вырезки заготовок по контуру и других работ. Ручная слесарная ножовка (рис.6. а) состоит из станка (рамки) 2 и ножовочного полотна 4. На одном конце рамки имеется неподвижная головка 5 с хвостовиком и рукояткой 6, а на другом - подвижная головка 3 с натяжным винтом 9 и гайкой (барашком) 1 для натяжения полотна. В головках 5 и 3 выполнены прорези 8, в которые вставляют ножовочное полотно и крепят его штифтами 7.

Рамки для ножовок изготовляют либо цельными (редко) для ножовочного полотна одной определенной длины, либо раздвижными (рис. 117,0), допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез и колена выпрямляют.
Станок с передвижным держателем (рис. 6. в) представляет собой угольник с рукояткой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из ребер. Полотна изготовляют из сталей У10А и Х6ВФ, их твердость HRC 3 61. 64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты (рис. 6. г).
Каждый зуб ножовочного полотна имеет форму клина (резца).
Для резки более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износо устойчивы.
Подготовка к работе ножовкой. Перед работой ножовкой прочно закрепляют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). Затем выбирают ножовочное полотно в соответствии с твердостью, формой и размерами разрезаемого металла. При длинных пропилах используют ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким.

Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к ней. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют его штифтом, затем вставляют второй конец полотна в прорезь подвижного штыря и также закрепляют штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат в удалении от лица.
Туго натянутое полотно при незначительном перекосе, а слабо натянутое - при усиленном нажиме перегибаются и могут сломаться. Степень натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно.
Рис.7. Положение при работе: а - корпуса и ножовки, б, в - соответственно правой и левой рук, г - ног.
Положение корпуса работающего. При резке металла ручной ножов кой становятся перед тисками прямо, свободно Я устойчиво, вполобо рота по отношению к губкам тисков или оси обрабатываемой заготовки (рис. 7.) - Левую ногу несколько выставляют вперед, примерно по линии разрезаемого металла, и на нее опирают корпус. Ступни ног ставят так, чтобы они образовали угол 60. 70° при определенном расстоянии между пятками. Положение рук (хватка). Поза рабочего считается правильной, если между плечевой и локтевой частями согнутой в локте правой руки с но жовкой, установленной на губки тисков (в исходное положение), обра зуется прямой угол.
Рукоятку обхватывают четырьмя пальцами правой руки так, чтобы она упиралась в ладонь; большой палец накладывают сверху вдоль рукоятки. Пальцами левой руки обхватывают гайку и под вижную головку ножовки.
Работа ножовкой. При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключа ющаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой осуще ствляют главным образом возвратно-поступательное движение ножовки. В процессе резки осуществляется два хода - рабочий, когда ножов ка перемещается вперед от работающего, и холостой, когда ножовка перемещается назад, по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы но жовка двигалась прямолинейно.
При работе ножовкой необходимо выполнять следующие правила:
короткие заготовки резать по наиболее широкой стороне;
при резке проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
в работе должно участвовать все ножовочное полотно;
работать ножовкой не спеша, плавно, без рывков, делая не более 30. 60 двойных ходов в минуту ;
при более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и бы стрее тупится;
перед окончанием распила ослаблять нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или заготовку, в результате чего может нанести травму;
при резке не давать полотну нагреваться;
для уменьшения трения полотна о стенки в пропиле заготовки периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
латунь и бронзу разрезать только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят;
в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекратить, удалить из пропила остатки сломанного зуба, полотно заменить новым или сточить на станке два-три соседних зуба;
- Полезные советы
- О дереве и лесе
- Строение дерева и древесины
- Характеристика пород
- Свойства древесины
- Пороки древесины
- Пиломатериалы
- Сушка древесины
- Интересное о дереве
- Тайны древесного ствола
- Шиповые соединения брусков
- Оборудование рабочего места
- Пиление
- Строгание
- Сверление
- Соединение гвоздями
- Соединение шурупами
- Соединение на клею
- Отделка поверхности изделий
- Выжигание по дереву
- Выпиливание лобзиком
- Резьба по дереву
- Инкрустация по дереву
- Токарные работы по дереву
- Интересное о металлах
- Станки по обработке металлов
- Оборудование рабочего места
- Металлы и сплавы
- О свойствах металлов
- Сортовой прокат
- Нарезание внутренней резьбы
- Нарезание наружной резьбы
- Опиливание металла
- Рубка металла
- Пиление слесарной ножовкой
- Измерение штангенциркулем
- Измерение микрометром
- Разметка проката
- Виды проката
- Отделка изделий
- Гибка металла
- Правка заготовок
- Разметка заготовок
- Графическое изображение
- Резание металла ножницами
- Сверление отверстий
- Соединения заклёпками
- Процесс изготовления деталей
- Изделия из проволоки
- Тонколистовой металл и проволока
- Электродвигатели
- Источники и проводники
- Оснащение рабочего места
- Электробезопасность
- Электроарматура и светильнии
- Монтаж и ремонт
- Измерительные приборы
- Однофазный переменный ток
- Трёхфазный переменный ток
- Выпрямители переменного тока
- Электромагниты
- Электрозвонок и электрореле
- Электроцепь и электросхема
- Пять заблуждений о клееном брусе
- Светодиодные экраны и электронное табло
- Чем нарезать резьбу
- Трансформаторы
- Вышивка бисером
- Функции станков с ЧПУ
- Стандартизация
- Освещение
- Техэкспертиза
- Обработка стекла
- Робототехника
- Деревообработка
- Изготовление окон
- Строительство
- Вальцовочное оборудование
- Стабилизаторы напряжения для дома
- Технология токарных работ в промышленности
- Алюминиевые сплавы
- Искусственное старение древесины
- Упругость и прочность металла
- Всё о плазменной резке
- Использование станков в производстве
- Особенности гибки металла
- Пресс-ножницы
- Сушильные камеры
- Листовая штамповка – основные ее преимущества
- Железное кружево
- Термовоздушная станция – современная альтернатива паяльнику
- Ядерный взрыв или атака инопланетян. О новых технологиях обработки материалов.
- Страхование
Резание металла ножницами
Резание тонколистового металла ножницами
Тонколистовой металл можно резать специальными ножницами.

Ручные ножницы состоят из двух половинок. Каждая половинка изготовлена как единое целое и объединяет в себе нож и ручку. Половинки соединены между собой винтом. По расположению режущих ножей ручные ножницы подразделяются на левые(рис. слева а) и правые (рис. слева б). Если смотреть на ножницы со стороны ножей, у левых ножниц верхний нож расположен слева, у правых — справа.
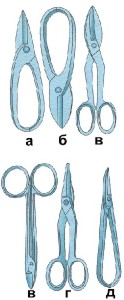
По форме режущих ножей различают прямые(рис. справа а-г) и кривые ножницы (д).

Для снижения усилий, необходимых для разрезания прочного материала, используют рычажные ножницы (см.рис. слева).
Режущие кромки ножей у ножниц должны быть хорошо заточены, а режущие плоскости плотно прилегать друг к другу и хорошо закреплены винтом.
Качество заточки ножниц можно проверить по тому, насколько хорошо или плохо они режут бумагу.
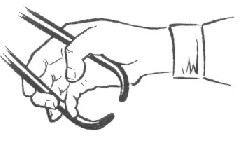
Тонколистовой металл можно разрезать двумя способами. Первый способ — ножницы берут правой рукой. Большой палец располагают на верхней ручке, а указательным, средним и безымянным пальцами охватывают нижнюю ручку. Мизинец располагают между ручками: при разрезании им раздвигают ручки ножниц (см.рис. справа). Если ручки ножниц раздвигаются туго, то вместо мизинца можно использовать указательный палец. В этом случае его помещают между ручками ножниц.

Второй способ разрезания тонколистового металла заключается в том, что одну ручку ножниц (ту, которая снизу) зажимают в тисках, а другую охватывают пальцами правой руки (см.рис. слева). Материал в обоих случаях подают левой рукой. Этот способ позволяет значительно усилить давление между ножами и резать более твердый материал. Заготовку слегка поднимают и подают на себя, а лезвие направляют точно по риске.
После резания заготовку выправляют, снимают с кромок заусенцы, притупляют острые углы, проверяют линейкой и угольником качество резания.

Приемы резания листа металла ножницами по прямой линии несколько отличаются от приемов резания по окружности или другой кривой, но в любом случае нужно, чтобы в процессе резания всегда была видна линия разреза.
При резании по кривой линии (см.рис. справа) возникают затруднения в продвижении ножниц, так как в месте закругления отрезанная часть металла хуже загибается и мешает работе ножниц.

Для того чтобы избежать этого при вырезании, например, круга из квадратного листа жести, вначале по прямым линиям отрезают углы, а затем вырезают круг, срезая неширокую полоску жести (см.рис. слева).
При работе ножницы следует раскрывать не полностью, а лишь настолько, чтобы они захватывали лист. Если раскрывать ножницы слишком широко, то они будут не резать, а выталкивать лист.
При разрезании тонколистового металла ножницами отрезаемая часть сильно изгибается и кромки листа в месте разреза делаются очень острыми. Поэтому на левую руку, поддерживающую лист, обязательно надевайте рукавицу.
Левая рука не должна находиться на линии реза.
Разрезая лист по линии большой длины, нельзя полностью сжимать ножи, так как это может привести к трещинам и даже разрывам кромок материала на линии разреза.
Закрепление ножниц в тисках должно быть прочным и надежным, так как при их срыве можно поранить руки о губки тисков.
Нельзя касаться голыми руками отрезанных кромок заготовки.
Подавайте ножницы ручками от себя, а кладите наоборот.

На предприятиях тонколистовой металл режут на специальных машинах-ножницах. Различают механические ножницы — гильотинные и дисковые.
Гильотинные ножницы бывают двух видов: параллельные и наклонные. У первых ножи расположены параллельно друг к другу, у вторых — под небольшим углом.

В дисковых ножницах листовой металл режется острыми краями вращающихся дисков(см.рис. слева).

Для фигурной резки используются высечные ножницы, верхний нож которых поворачивается вокруг оси, а нижний — неподвижен(см.рис. справа).
Резание заготовок на предприятии выполняют резчики металла. Они должны хорошо знать свойства различных металлов и устройство промышленных ножниц, уметь выполнять разметку заготовок.
В последнее время в производстве получают распространение резка металла лучом лазера, струёй воды под большим давлением. Эти способы отличаются высокой производительностью и точностью.

Образовательные: сформировать первоначальные навыки резание слесарными ножницами тонколистового металла.
Развивающая: Развивать основные приёмы резания тонколистового металла.
Воспитательные: Воспитывать у обучающихся аккуратность и точность в работе, организованность, внимательность.
Оборудование технологическая карта, слесарные ножницы, чертилка, заготовка из тонколистового металла, шаблон, тетрадь, наждачная бумага, напильники разного сечения, универсальный верстак; компьютер, проектор, компьютер, видеоролик презентация
Тип урока: урок изучения и первичного закрепления новых знаний
Формы работы учащихся: рассказ, показ, использование ИКТ, беседа, практическая работа.
Планируемые результаты:
- Предметные: учащиеся познакомятся с правилами безопасности при резании тонколистового металла;
- Метапредметные (УДД): регулятивные - преобразовывать практическую задачу в познавательную; коммуникативные – научатся формулировать ответы на вопросы, сотрудничать с учителем и одноклассниками; познавательные - что такое слесарный верстак и слесарными инструментами;
- Личностные: умение провести самоанализ выполненной работы, развитие трудолюбия и ответственности за качество своей деятельности.
I. Организационный момент
- Приветствие учителя, контроль посещаемости.
- Проверка готовности обучающихся к уроку.
II.Актуализация опорных знаний
- Отличие разметки металлических заготовок от разметки заготовок из древесины?
- Покажите приёмы работы с чертилкой и циркулем.
- Для какой цели используются шаблоны?
III. Изучение нового материала
Ручные ножницы применяются для резания стальных листов толщиной до 1 мм, а листов из цветных металлов до 1,5 мм. Такие ножницы бывают с прямыми и кривыми режущими кромками. В зависимости от расположения режущих кромок различают правые и левые ножницы. Правыми ножницами режут по левой кромке заготовки в направлении движения часовой стрелки, левой- против. Для листов толщиной до 2 мм применяют стуловые ножницы. Рычажные ножницы, установленные на станине, разрезают лист металла толщиной до 6 мм. Тонколистовой металл можно разрезать двумя способами. Первый режут на столе верстака вручную. Хватка – большой палец находится на верхней ручке, а указательный, средний и безымянный обхватывают нижнюю ручку. Мизинец располагают между ручками. Качество заточек ножниц определяют насколько хорошо они режут бумагу. Резать размеченный материал следует так. Чтобы разметочная риска была видна. Второй способ разрезания- одну ручку закрепляют в тисках, другую обхватывают пальцами одной руки. Материал подают другой рукой, слегка отгибая его вверх. Ножницы раскрывают не очень сильно, чтобы они захватывали лист, а не выталкивали его. Разрезание по прямым линиям обычно производят прямыми правыми ножницами. Для разрезания по криволинейному контуру наиболее удобны ножницы с кривыми режущими кромками. После резания заготовку выпрямляют, обязательно снимают с кромок заусенцы, притупляют острые углы, проверяют линейкой и угольником качество работы.
Правила безопасности при резании металла слесарными ножницами.
1. Рука, удерживающая заготовку, обязательно должна быть в рукавице.
2. При использовании тисков ножницы должны быть надёжно закреплены в них.
3. Работать надо осторожно, чтобы пальцы не попали под лезвие.
4. Подавать ножницы надо ручками от себя, а класть – ручками к себе.
5. Нельзя касаться голыми руками кромок заготовок.
6. Нельзя прижимать ручки ножниц к животу и допускать попадание ладони и пальцев в зазор между концами ручек.
Практическая работа

Изготовление подставки под паяльник
Последовательность выполнения работы
Оборудование, приспособления, инструменты
Выбрать заготовку из тонколистовой стали и разметить по чертежу, затем разрезать длиной 220 мм и шириной 50 мм

Верстак слесарный, линейка, чертилка, угольник, стуловые ножницы

Верстак слесарный, правильная плита, киянка
Разметить заготовку согласно чертежу

Верстак слесарный, линейка, чертилка, угольник, кернер
Разрезать заготовку по линии разметки
Верстак слесарный, стуловые ножницы
Осуществить правку вырезанной заготовки
Верстак слесарный, правильная плита, киянка
Зачистить заготовку напильником и шкуркой, острые углы притупить
Верстак слесарный, напильник, наждачная бумага
Проверить качество выполнения работы
Верстак слесарный, линейка, угольник,
- как производится разрезание металла ручными ножницами и стуловыми ножницами?
- Почему нельзя при резании ножницами полностью раскрывать режущие ножи?
Выслушать мнение обучающихся о прошедшем уроке, что понравилось и что не понравилось и почему.
IV. Итоговая часть.
Оценка результатов работы учащихся. Разбор допущенных в процессе выполнения практической работы ошибок и анализ причин, их вызвавших.
1. Установка на следующий урок.
2. Домашнее задание:
Повторить изученный материал по разметке тонколистового металла.
3. Уборка рабочих мест.
Учебник: Технология. Технический труд. 5 класс. Под редакцией В.М. Казакевича, Г. А. Молевой,- Дрофа, 2014, - 192, с. ; ил.
Заготовка размечена. Теперь её можно разрезать, вырезать.
Для резания тонколистового металла в учебных мастерских применяют слесарные ножницы (рис. 112) или ножницы по металлу (см. рис. 96, д). Ножницы должны быть заточены и отрегулированы, чтобы они резали, а не сминали металл.

Рис. 112. Слесарные ножницы: 1 — ручки; 2 — лезвия; 3 — винт
Резать заготовку из жести толщиной 0,2. 0,3 мм (материал консервных банок) можно на слесарном верстаке, удерживая её левой рукой (рис. 113). Во время резания лист немного приподнимают над столом и постоянно прижимают к лезвиям ножниц. При этом лезвия нельзя сводить до конца.

Рис. 113. Резание заготовки из жести на столе верстака
При резании по прямой линии лезвие инструмента направляют точно по линии разметки. Если из металлической пластины нужно получить круг (рис. 114, а), то режут по внешнему контуру, отступив от линии разметки примерно 1 мм. Полученный припуск затем убирают при зачистке.

Рис. 114. Вырезание круга (а) и отверстия (б): 1 — слесарные ножницы; 2 — заготовка; 3 — технологическое отверстие
Если в заготовке необходимо выполнить круглое отверстие (рис. 114, б), то предварительно просверливают внутри размеченного круга небольшое (технологическое) отверстие для ножниц. Затем режут ножницами, отступив от линии разметки внутрь круга 1 мм.
Удобнее и легче резать заготовку, если одну ручку ножниц закрепить в тисках (рис. 115).

Рис. 115. Резание тонколистового металла с закреплением ножниц в тисках Проволоку из мягкой стали, алюминия и меди диаметром до 3 мм отрезают кусачками (рис. 116) или плоскогубцами с помощью бокового паза (рис. 117).

Рис. 116. Резание проволоки кусачками
Если нужно отрезать небольшой кусок проволоки, то отрезаемую часть направляют в сторону защитной сетки верстака.

Рис. 117. Резание проволоки с помощью бокового паза плоскогубцев: 1 — плоскогубцы; 2 — проволока; 3 — боковые пазы
Когда заготовка из,жести или проволоки уже отрезана, её правят и зачищают острые кромки, получившиеся после разрезания.
На промышленных предприятиях листовой металл и прутки большого диаметра разрезают с помощью механических ножниц. На рисунке 118 показаны гильотинные ножницы, которыми можно резать листовой металл толщиной от 0,3 до 40 мм и шириной 3 м. Заготовку 2 продвигают по столу 5 до упора, выдерживая необходимый размер I отрезаемой части заготовки. Прижимом 4 прижимают заготовку к столу, после чего с помощью специального механизма опускают вниз подвижный нож 1 и отрезают заготовку.

Рис. 118. Принцип действия гильотинных ножниц: 1 — подвижный нож; 2 — заготовка; 3 — неподвижный нож; 4 — прижим; 5 — стол
Пластмассу, например полиэтилен, толщиной до 1,2. 1,3 мм можно резать обычными ножницами, большей толщины — лобзиком или ножовкой по металлу. Органическое стекло и гетинакс, как более хрупкие материалы, — также лобзиком и ножовкой. Пенопласт хорошо режется обыкновенным ножом.
- На руку, удерживающую заготовку при резании, обязательно надевать рукавицу; не держать эту руку близко к месту резания.
- Остерегаться острых кромок листовой заготовки и проволоки.
- При отрезании проволоки не подносить её близко к лицу.
- При резании жести надёжно закреплять в тисках ручку слесарных ножниц.
- Передавать слесарные ножницы и кусачки следует только ручками от себя.
Знакомимся с профессиями
Резчик — специалист по резанию заготовок из металла, работающий в заготовительном производстве предприятия. Он хорошо разбирается в свойствах различных металлов и сплавов, знает устройство механических ножниц различных типов, умеет их обслуживать и на лаживать. Может качественно нарезать заготовки по разметке или посредством настройки оборудования на нужный размер в соответствии с чертежом.
Читайте также: