
Ревизия электрических двигателей и пусковой аппаратуры реферат
Обновлено: 06.07.2024
К пускозащитной аппаратуре обычно относятрубильники,автоматические выключатели, магнитные пускатели, реле управления и защиты, предохранители, кнопки управления и кнопочные станции, кулачковые и пакетные выключатели и переключатели, сигнальные лампы. Эта аппаратура может устанавливаться как отдельно, так и в комплектных станциях, щитах и пультах управления как обособленными машинами и агрегатами, так и целыми технологическими линиями и цехами. Станции, щиты и пульты могут также изготавливаться и по месту самостоятельно, для чего составляются необходимые силовые схемы и схемы управления.
В процессе технического обслуживания, проводимого, как правило, после снятия напряжения с обслуживаемого аппарата, очищают пыль и проверяют надежность крепления. У подвижных частей проверяют свободный ход и регулируют одновременность включения контактов, с которых предварительно снимают нагар. Кроме того, необходимо убедиться в надежности контактного присоединения проводников и отсутствии признаков их перегрева. То же самое относится и к контактам. Нагрев контактов во время работы не должен превышать 70-80°С, что можно проверить на ощупь после снятия напряжения - температуру около 70°С пальцы выдерживают с трудом. Чрезмерный нагрев приводит к потемнению поверхностей контактов, появлению цветов побежалости металла, к затвердеванию изоляции проводов. Перегрев контактов обычно вызывается их загрязнением, недостаточной степенью контактного сжатия контактными пружинами и контактными болтами, малым сечением присоединенных проводов, несоответствием аппарата действительному рабочему току. Очень часто наблюдается перегрев мест присоединения алюминиевых проводов из-за текучести алюминия, что приводит, даже при достаточной силе зажатия контактных болтов, к ослаблению контакта. Алюминий со временем как бы "вытекает" из-под контактного болта.
Перегревающиеся контакты разбирают, зачищают и удаляют с них абразивные частицы, а затем промывают бензином. После протирки контакты собирают.Наплавы и брызги металла на медных контактах снимают надфилем, который, однако, не следует использовать на металло-керамических и серебряных контактах. Для зачистки контактов используют стеклянную бумагу, пемзу, обыкновенную карандашную резинку. Иногда допускается использование мелкой наждачной бумаги. Напильники применять нельзя, поскольку они повреждают поверхности контактов, снимают слишком много металла и способствуютусиленномуизносуконтактов.
Обнаруженные неисправности аппаратов устраняют в процессе ремонта. Так, повреждения ножей рубильников в виде изгибов исправляют рихтовкой на верстаке молотком с медным бойком. После рихтовки изгиб не должен быть больше 0,2 мм по всей длине ножа. Изгиб проверяют щупом между плоскостью ножа и стальной линейкой, приложенной ребром. Следы копоти удаляют ветошью и стеклянной бумагой. Далее проверяют целостность пружин, вала, привода и рукояток. Оси ножей смазывают смазкой ЦИАТИМ-201. После сборки рубильника проверяют одновременность вхождения всех ножей в губки. Такую проверку осуществляют для аппаратов, имеющих два контакта и более. Плотность сжатия контактов проверяют с помощью щупа толщиной 0,05 мм, который должен проходить не более чем на 1/3 контактной поверхности, в противном случае контакты подтягивают и подгибают до достижения нужной плотности. Изолирующие плиты очищают от пыли и грязи и проверяют сопротивление изоляции.
Рубильники используются в качестве простейшего аппарата для включения и отключения электрических цепей с токаминеболееноминального.
Из автоматических выключателей наиболее часто применяют выключатели серии АП50 двух- и трехполюсные, с тепловыми, магнитными и комбинированными расцепителями, а также выключатели АЕ А3700 и АЗ1110.
Полная разборка выключателя АП50 требуется в случае повреждения контактов, когда требуется их замена. В большинстве случаев для устранения дефектов контактов, дугогасительной решетки, для очистки копоти на внутренней поверхности и деталях выключателя или замены возвратной пружины достаточно частичной разборки. Для этого вывертывают винты крепления крышки к основанию 1 и крышку снимают (рис. 1). Снимают дугогасительную камеру, расцепляют рычаг 3 (если выключатель взведен), нажав для этого кнопку "отключить" 2 или рейку траверсы выводных проводов.
Для дальнейшей разборки выворачивают винты 7 и снимают неподвижный 5 и подвижный 6 контакты. При обрыве или ослаблении возвратную пружину 9 снимают с держателя с помощью плоскогубцев.
По окончании ремонта выключатель собирают в следующей последовательности: устанавливают дугогасительную камеру 10 в гнездо, смазывают приборным маслом шарнирные соединения, при этом вращение траверсы на оси должно быть без заеданий. После этого устанавливают неподвижные и подвижные контакты и закрепляют их винтами, устанавливают возвратную пружину и ввертывают винты 8 для присоединения выводных проводов.
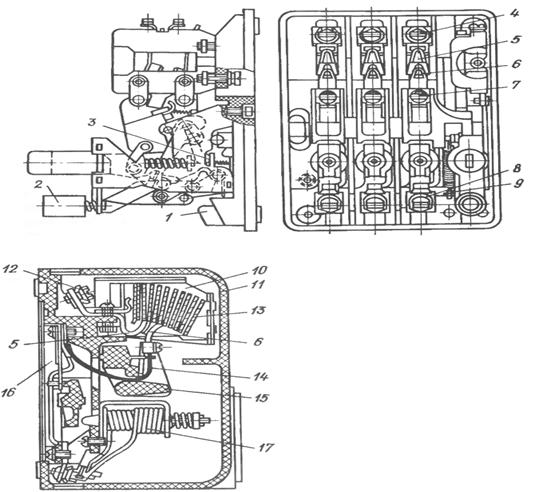
Крышку с дугогасительными камерами надевают на основание и плотно закрепляют без перекосов и не плотностей.
Выключатели серии АЕ и А рассчитаны для работы без замены деталей и зачистки контактов. Лишь при наличии соответствующего опыта производится ремонт и регулировка выключателей. Например, разборку выключателя АЕ-1031 производят в такой последовательности: вывертывают винты и снимают механизм выключателя в сборе с подвижными контактами и контактным рычагом, а затем вывертывают крепежные винты и снимают неподвижный контакт. Для устранения повреждений и дефектов осматривают контакты, дугогасительные камеры и деионные решетки, очищают и смазывают механизм выключателя.
Периодически, не реже 1 раза в год, а также после отключений в результате короткого замыкания выполняют частичную разборку выключателя и ревизию его конструктивных элементов, регулировок расцепителей. Провал контактов не должен превышать 0,5 мм. Вспомогательные контакты должны замыкаться (или размыкаться) раньше основных.
Магнитные пускатели являются коммутационными электрическими аппаратами, предназначенными для пуска, остановки и защиты электродвигателей и других силовых нагрузок. Наиболее часто используются пускатели серий ПМЕ, ПАЕ, ПМА и ПМЛ на номинальные токи 10,25,40 и 60 А.
Рис. 1. Автоматический выключатель АП50-ЗМГ:
1 — основание; 2 — кнопка "Отключить"; 3 - рычаг; 4, 7, 8 - винты; 5 — неподвижный контакт; 6 — подвижный контакт; 9 — возвратная пружина; 10 — дугогасительная камера; 11 — крышка; 12 — выводы; 13 — стальные пластины; 14 — гибкое соединение; 15 — траверса; 16 к 17 — тепловой и электромагнитный расцепители.
При осмотре пускателя проверяют состояние всех его элементов, надежность крепления, размеры провала и раствора контактов. Если в процессе работы пускатель слишком сильно гудит или слышно дребезжание, то причиной может быть значительное снижение напряжения (ниже 85% номинального), чрезмерное нажатие контактных или возвратных пружин, загрязнение и повреждение шлифованных поверхностей магнитной системы или ее перекос, ослабление крепления сердечника или повреждение короткозамкнутого витка (рамки) на нем, повреждение катушки.
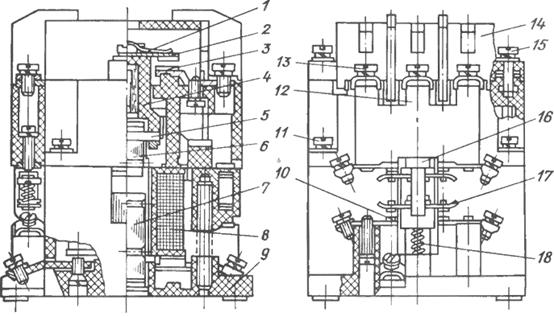
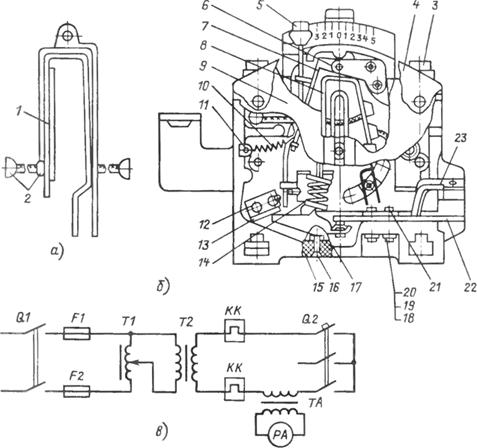
Рис.2. Магнитный пускатель ПМЕ-211
В процессе текущего ремонта производят очистку от грязи и пыли, проверяют состояние магнитной системы: зазоры, заедание подвижных частей, исправность и регулировку механической и электрической блокировки, крепление и исправность катушек. Проверяют систему: состояние контактов и их ремонт, исправность дугогасительных камер и др. Далее проверяют внутреннюю коммутацию аппарата, ее физическое состояние, прочность соединений и креплений. В самом корпусе исправляют дефекты поверхности, вмятины, проверяют исправность заземления.Разборку пускателей выполняют в необходимом объеме в зависимости от вида неисправности. Рассмотрим, например, разборку пускателя ПМЕ-211 (рис. 2). При повреждении катушки электромагнита 8 необходима частичная разборка пускателя. Для этого вывертывают винты 15 крепления крышки и снимают ее. Затем вывертывают винты 11 и снимают дугогасительную камеру 14, вывертывают винты крепления корпуса пускателя к основанию 9 и корпус с траверсой в сборе снимают с основания. Катушку снимают с сердечника для ремонта. Сердечник 7 вынимают из основания и снимают амортизационную пружину и
скобу. Для ремонта контактов 2 и 3 пинцетом с осторожностью приподнимают контактный мостик 17 и поворачивают его на 45-60° вдоль продольной оси, после чего вынимают его из контактодержателя вместе с плоской пружиной 1. При ремонте магнитопровода дополнительно вывертывают винты крепления пускателя к кожуху или монтажной плате и снимают пускатель, отделяют ярмо 6 с траверсой 4 от корпуса, вынимают ось 5 и снимают ярмо и пружину 18 с траверсы. Для полной разборки пускателя еще необходимо снять с основания 9 вспомогательные контакты 10 в сборе с мостиками и две пружины 18, после чего вывернуть винты 13 крепления неподвижных контактов и снять их. Вспомогательные контакты 10 снимают после вывертывания крепления винтов. После ремонта и замены поврежденных деталей пускатель собирают после полной разборки в следующей последовательности: устанавливают и закрепляют винтами неподвижные 3 и вспомогательные 10 контакты, устанавливают в гнездо основания 9 скобу и накладывают амортизационную пружину изгибом вверх, устанавливают сердечник 7. Катушку 8 на сердечник надевают так, чтобы выводные контакты совпали с токоподводящими зажимами; устанавливают в основание возвратные пружины 18 и толкатель 16 в сборе с мостиком 17. Укладывают в гнездо траверсу на основание 12, продевают в поводки подвижных контактов 2 мостики с пружинами 1. Основание 12 с траверсой в сборе устанавливают и закрепляют винтами. Затем пускатель винтами закрепляют на монтажной плите или в кожухе и производят монтаж цепей управления. Способы и методика ремонта основных элементов реле управления и защиты такие же, как пускателей. Как более точный аппарат, реле нуждается в более тонкой регулировке. Реле защиты, например, а также тепловые реле, встроенные в пускатели и представляющие собой вторичные аппараты прямого действия косвенного измерения протекающего тока путем преобразования его в нагрев теплового элемента, нуждаются в проверке и регулировке с помощью специальной схемы (рис. 3).
Разборка теплового реле ТРП производится так. Вывинчивают винты 3 (рис. 3, б), снимают шайбы, крышку 4 и нагреватель 9, из корпуса вынимают две планки. Снять пружину 10, ушко 11 и кнопку 5. Далее нужно снять пружину 15 и венец 13, 14, вынуть ось 16, вывернуть винт и снять скобу и контактный мостик 17. Вывинчивают четыре винта 18, снимают шайбы 19, 20, планку 22
Рис.3. Тепловое реле ТРП:
а — термоэлемент; б — общий вид; в — схема проверки реле; Q1 и Q2 — выключатели; F1 и F2 — предохранители; Т1 — автотрансформатор; Т2 — трансформатор 220/36 (12 ) В; КК — термоэлементы; ТА — трансформатор тока; РА — амперметр и контактные пластины 21, 23. Вывинчивают винты, снимают упор 12 и вынимают ось 6, снимают термоэлемент в сборе 8 и охладитель 7. Детали теплового реле очищают от загрязнения, проверяют износ контактного мостика, который не должен превышать 0,5 мм (при большем износе он бракуется). При износе контактных поверхностей пластин более 50% их заменяют. Брызги металла и незначительное обгорание зачищают. Термоэлемент (рис. 3, а) заменяют новым в случае деформации или выгорания термобиметалла 1 и обрыва провода 2 в местах присоединений.
После устранения неисправностей и сборки реле проверяют сопротивление изоляции между входом и выходом каждого
полюса при разомкнутых контактах, которое не должно превышать 10 МОм, а затем электрическую прочность изоляции в течение 1 мин при напряжении 2500 В без пробоя или перекрытия по поверхности. Время срабатывания не должно превышать 20 мин при токе, составляющем 120% номинального значения. Испытания и регулировка выполняются с помощью схемы на рис. 5, е. Раствор контактов должен быть не менее 1±0,2 мм, а усилие нажатия на контактный мостик - не менее 1,8 Н.
Предохранители предназначены для защиты электрооборудования и сетей от токов короткого замыкания. В основном используются предохранители типов ПН2, ПР2, НПН60, ПРС (рис. 4). Наиболее частыми повреждениями являются оплавление болтов и зажимов из-за их перегрева, разрушение, трещины или нагар изоляционной плиты, перегорание плавкой вставки.
Перегрев может произойти вследствие окисления, загрязнения, ослабления пружин и контактного сжатия.
Контактные ножи могут иметь следы расплавления, копоти, подгары, неплотное прилегание. Устранение перечисленных дефектов производится так же, как в описанных выше аппаратах. При перегорании плавкой вставки, при появлении трещин в корпусах и значительном разрушении других конструктивных элементов предохранители подлежат замене.

Аппаратуру управления, к которой относят кнопки управления (ПКЕ, КУ), кнопочные станции (ПКУ15 и др.), кулачковые (ПКП, ПКУЗ) и пакетные (УП-5000) переключатели, а также различные концевые и путевые выключатели (ВК-200, ВПК-3000, БКВ и др.) ремонтируют при повреждении корпуса и несрабатывании, при котором производят полную разборку аппарата, проверку и ремонт контактов, пружин, креплений, фиксаторов, зажимов для подключения проводов.В шкафах, щитах и на станциях управления осуществляют обслуживание и ремонт содержащихся в них электрических аппаратов, как было описано выше, контролируют целостность оболочек, плотность запирания дверок, исправность замков и сигнальных ламп, проверяют электрические и механические блокировки. Поскольку аппараты в шкафах управления соединены между собой по определенной принципиальной схеме, то, как правило, требует квалифицированного подхода сам процесс поисканеисправностей.
Рис4.Предохранители:
а — типа ПР2; б — типа ПН2; в — типа ПРС; 1 — присоединительный зажим; 2 - пружина; 3 — контактные стойки; 4 — контактный нож; 5 — патрон; 6 — плавкая вставка; 7 — Т-образный выступ для рукоятки; 8 — съемная рукоятка; 9 — корпус; 10 — головка.
Техническое обслуживание (ТО) электродвигателей
Техническое обслуживание проводят на месте установки без демонтажа и разборки. В объем ТО входят: очистка электродвигателя от пыли и грязи; проверка исправности заземления, крепления электродвигателя и его элементов, степени нагрева и уровня вибрации и шума, надежности контактных соединений; измерение сопротивления изоляции и устранение обнаруженных неисправностей. У двигателей с фазным ротором проверяют состояние контактных колец и щеточного механизма.
Сроки ТО электродвигателей зависят от характеристики помещений и рабочих машин, с которыми они работают. ТО электродвигателей серий 4А, Д, АО2СХ проводят 1 раз в три месяца, кроме электродвигателей, установленных на зернодробилках, молотилках, прессах, измельчителях кормов (пыльные влажные помещения), для которых ТО осуществляют 1 раз в полтора месяца. Такую же периодичность обслуживания имеют электродвигатели, работающие на открытом воздухе или под навесом. Для двигателей молочных вакуум-насосов и пастеризаторов (особо сырые помещения) ТО выполняют 1 раз в два месяца.
Периодичность ТО для электродвигателей серии АО2, установленных в сухих и влажных, а также сырых помещениях, для электродвигателей, используемых в пыльных и особо сырых помещениях, определена в соответствии с ППРЭ – системе планово-предупредительных ремонтов электрооборудования.
Текущий ремонт (ТР) электродвигателей
Проводят либо на месте их установки, либо на пункте технического обслуживания, в мастерской и т.д. Текущие ремонты на месте установки электрооборудования выполняют специализированные выездные бригады.
В соответствии с ППРЭ в объем текущего ремонта электродвигателя входят: очистка от пыли и грязи, отсоединение от питающих проводов и заземления, демонтаж на месте установки и разборка, очистка обмотки, измерение сопротивления изоляции обмотки и при необходимости сушка обмотки, промывка подшипников, проверка и их замена при необходимости, ремонт или замена поврежденных выводных проводов обмотки и клеммной панели, коробки выводов, сборка, смазка подшипников, испытание на холостом ходу, покраска и, при необходимости, установка электродвигателя на рабочее место, центровка с рабочей машиной и испытание под нагрузкой.
У электродвигателей с фазным ротором проверяют состояние контактных колец, при необходимости выполняют их проточку и шлифовку, регулируют щеточный механизм и, если нужно, заменяют щетки.
При сушке обмоток электродвигателя удаляется влага из пор и трещин обмотки, но сами трещины и поры в лаковой пленке сохраняются. Значит, сохраняется вероятность довольно быстрого увлажнения обмотки электродвигателя при его "дыхании" в процессе эксплуатации, а следовательно, и вероятность пробоя. Устранение пор и трещин лаковой пленки проводников обмотки позволяет избежать ее увлажнения на длительный срок. Трещины и поры могут быть устранены только пропиткой обмотки в лаке.
Пропитка обмотки повышает ее надежность, но усложняет технологию ремонта, требует наличия пропиточных ванн, емкостей для хранения лака и т.д. Кроме того, увеличивается время нахождения электродвигателя в ремонте, оно может оказаться больше времени простоя между рабочими циклами. В этом случае потребуется замена ремонтируемого электродвигателя на резервный. Поэтому необходимо в каждом конкретном случае перед текущим ремонтом проводить тщательную диагностику состояния электродвигателя и на основе полученных данных решать вопрос об объеме и месте проведения ремонта.
Периодичность текущих ремонтов электродвигателей серий 4А, Д, АО2СХ в соответствии с ППРЭ составляет 24 месяца, за исключением электродвигателей, установленных на молочных вакуум-насосах и пастеризаторах в особо сырых помещениях, в которых влажность превышает 98%, в этом случае периодичность текущих ремонтов составляет 18 месяцев.
Периодичность ТР электродвигателей серии А02 составляет 24 месяца для сухих, влажных (влажность до 75%) и сырых помещений и 18 месяцев для пыльных и особо сырых помещений (влажность до 98%), исключая электродвигатели зернодробилок, молотилок, прессов, измельчителей кормов, для которых периодичность-12 месяцев. Такую же периодичность ТР имеют электродвигатели серии АО2, работающие на открытом воздухе или под навесом.
Система ППРЭ определяет периодичность обслуживания и ремонта применительно к помещению и рабочей машине, для которых электродвигатель используют. Влияние режима работы электродвигателя на изменение характеристики изоляции обмотки при определении периодичности ТО и ТР не учитывается. Кроме того, ППРЭ не учитывает срок эксплуатации электродвигателя. В соответствии с ППРЭ одинаковую периодичность имеют новый электродвигатель, впервые подвергавшийся ТО или ТР, и электродвигатель, уже неоднократно прошедший ТО и ТР. Не оговаривается периодичность ТО и ТР электродвигателей, установленных на рабочие машины после капитального ремонта или модернизации.
В этих условиях возрастает значение диагностики электрооборудования и роль руководителей электротехнической службы хозяйства при составлении месячных и годовых графиков ТО и ТР электрооборудования.
Качественно выполненная диагностика электрооборудования хозяйства позволит скорректировать сроки проведения технического обслуживания и текущего ремонта электрооборудования. При помощи диагностики можно выявить и вывести из работы для ремонта (модернизации) или для списания электрооборудование, выработавшее свой ресурс и имеющее предельно допустимые параметры надежности. В результате ликвидируется опасность внезапного отказа электрооборудования и аварийной остановки технологического процесса.
Модернизация своевременно выведенного в ремонт электрооборудования позволит повысить его надежность и, как следствие, обеспечить непрерывность технологического процесса сельскохозяйственного производства. В результате диагностики может быть принято решение об удлинении сроков между проведением ТО и ТР для электрооборудования, имеющего высокие параметры надежности, что позволит экономить затраты на проведение технического обслуживания электрооборудования.
Рассмотрим меры повышения эксплуатационной надежности электродвигателей.
Основные причины выхода из строя электродвигателей, используемых в сельскохозяйственном производстве: несоответствие тяжелым условиям среды; несоответствие или отсутствие защиты от неполнофазных режимов работы и аварийных перегрузок; недостаточный уровень эксплуатации.
Для устранения первой причины принимают следующие меры: выпускают электродвигатели повышенной надежности; модернизируют электродвигатели старых серий при ремонте; выносят электродвигатели за пределы влажной агрессивной среды.
Повышая надежность электродвигателей, заводы выпускают узкоспециализированные исполнения для условий сельскохозяйственного производства. Электродвигатели второй серии сельскохозяйственного исполнения АО2СХ хорошо себя оправдали в эксплуатации.
При работе в животноводческих помещениях срок службы электродвигателей сельскохозяйственного исполнения достигает 6. 8 лет, а второй серии общепромышленного исполнения - всего 1. 2 года.
В четвертой серии электродвигателей общепромышленного исполнения использованы те же изоляционные и активные материалы, что и в двигателях АО2СХ. Поэтому электродвигатели серий 4А и А02СХ работают с одинаковой надежностью. Отличие выпускаемых электродвигателей специализированного исполнения 4АСХ заключается только в анодировании или никелировании крепежных частей двигателя и более качественной окраске.
Модернизированные электродвигатели четвертой серии 4АМ обладают повышенной надежностью. Отечественная электропромышленность совместно со странами социалистического содружества приступила к выпуску новой серии двигателей АИ (интернациональной), характеристики и надежность которых еще более повышены.
Таким образом, современные электродвигатели общепромышленного исполнения относятся к универсальным, так как их можно использовать в особо сырых, с химически активной средой животноводческих помещениях, в которых содержание влажности составляет 80. 100%, аммиака - 2. 140 мг/м3, сероводорода - 10. 90 и углекислого газа - 0,03. 0,88 мг/м3, запыленность - до 240 г/м3.
В сельскохозяйственном производстве используют разнообразные серии электродвигателей, в том числе и старые - А, АО и А2, АО2.
При капитальных и текущих ремонтах старые серии электродвигателей желательно модернизировать. Обычно электромашиностроительные заводы при изготовлении электродвигателей применяют двукратную пропитку обмоток. Электроремонтные заводы иногда отступают от технологии ремонта и применяют только однократную пропитку обмотки, что заметно снижает надежность двигателей. В качестве простейшей модернизации электродвигателей при их ремонте можно считать применение не двух, - а трехкратной пропитки.
Трехкратная пропитка обмоток лаком, модифицированным ингибиторами
Это предложение В.И. Чарыкова - первый вид простейшей модернизации, повышающей надежность электродвигателей при текущем ремонте. Ингибитор, диффундируя в лаковую пленку и заполняя ее поры, препятствует проникновению влаги. Для исследований применяли хроматные и БДН ингибиторы, разработанные ЧИМЭСХ под руководством О.И. Голяницкого. Лучшие результаты были получены при использовании БДН ингибитора - это смесь диэтиланилина, бензотриазола и паранитрофенола, растворенная в ацетоне. При пропитке обмотки использовали эмаль ГФ-92ХС, модифицированную путем добавления 6% (от массы эмали) ингибитора.
Лобовые части обмотки статора обрабатывают краскораспылителем или окунают в специальные растворы (электродвигатели малой мощности).
Экспериментальные данные показали, что после двух месяцев эксплуатации сопротивление изоляции обмоток электродвигателей, пропитанных модифицированной эмалью, оказалось в 4 раза выше, чем сопротивление изоляции электродвигателей, пропитанных немодифицированной эмалью ГФ-92ХС.
Капсулирование лобовых частей электродвигателей
Это второй вид модернизации старых серий. Предложенный ВНИИ механизации и электрификации сельского хозяйства Нечерноземной зоны РФ способ капсулирования обмоток при помощи эпоксидных смол ввиду сложности технологии капсулирования можно применять только на ремонтных заводах при капитальных ремонтах двигателей.
Кроме того, следует учесть, что двигатель с капсулированной эпоксидным компаундом обмоткой становится неремонтопригодным.
Предложенный А.Е. Немировским способ капсулирования лобовых частей обмоток при помощи эластомеров на основе синтетического каучука применяют при текущих ремонтах электродвигателей даже в мастерских совхозов и колхозов.
При эксплуатации капсулированных электродвигателей в течение стойлового периода сопротивление изоляции обмоток было не ниже 500 МОм. Исследования показали, что срок службы капсулированных электродвигателей достигает 8 лет в тяжелых условиях животноводческих помещений. Опыт эксплуатации электродвигателей показывает необходимость усиления изоляции выводных концов при помощи липкой полихлорвиниловой ленты, лака или капсулирования.
В.В. Усовым предложено применение лобовых охладителей обмоток мощных электродвигателей старых серий
Суть способа заключается в нанесении на лобовые части обмотки слоя изоляционного лака. Затем на обмотку укладывают алюминиевые сегменты, плотно охватывающие обмотку и плотно прилегающие к пакету статора. В результате герметизируется (капсулируется) не только обмотка, но и резко возрастает ее теплоотдача. Опыты показали, что срок службы электродвигателей также может достигать 8 лет, при этом мощность двигателя может быть увеличена на одну ступень. Недостаток способа заключается в его сложности.
Для повышения эксплуатационной надежности электродвигателей практиковали выносить их в специальные помещения, расположенные рядом с фермами, что требует больших дополнительных расходов кабельной продукции. Поэтому данный способ повышения эксплуатационной надежности целесообразно осуществлять при строительстве новых объектов, заранее учитывая при проектировании технологию производства, расход электротехнических материалов, надежность электрооборудования и экономические показатели.
При монтаже электродвигателей в помещении необходимо учитывать обеспечение надежности их работы. Так, существующие системы крышной вентиляции животноводческих комплексов по откорму крупного рогатого скота в основном выполнены таким образом, что на электродвигатель постоянно стекает влага, поступающая в помещение из окружающей среды через вентиляционную трубу, отчего наблюдается значительный выход электродвигателей из строя. Смещение электродвигателя относительно вентиляционной трубы (вентилятора) резко сократило аварийность данных электродвигателей.
К числу эффективных профилактических мероприятий, предотвращающих возможное увлажнение изоляции, относится создание микроклимата внутри оболочки электродвигателя путем подогрева обмоток электродвигателя в период его нерабочего состояния. При токовом методе подогрева и сушке электродвигателей непосредственно на рабочем месте обмотки подключают через: конденсаторы (рис.1, а), однотиристорное устройство (рис.1, б), двухтиристорное устройство (рис.1, с).

Рисунок 1. - Принципиальные схемы подогрева обмоток электродвигателя при помощи:
а - конденсаторов С; 6 - однотиристорного устройства; в - двухтиристорного устройства.
Обмотки могут быть подключены и к вторичной обмотке понижающего трансформатора, например сварочного. Ток в обмотке электродвигателя должен быть таким, чтобы температура электродвигателя превышала температуру окружающей среды на 5. 10° С, что препятствует проникновению внутрь изоляции влаги и ее агрессивных примесей. При таком подогреве электродвигателя улучшается коэффициент мощности электроустановки фермы в целом. Необходимо отметить, что при несколько завышенной мощности (на 25. 30%) электродвигателя и подключении батареи конденсаторов к клеммам он может не отключаться от сети в случае потери фазы и работать в режиме однофазного питания, сохраняя непрерывный технологический процесс (например, доение).
Кроме того, индивидуальные конденсаторные батареи, соединенные в звезду, можно использовать в качестве элемента реле защиты от потери фазы для двигателей, однофазный режим которых недопустим (рис.52). Емкость фаз индивидуальных батарей конденсаторов (ИБК), соединенных треугольником, для электродвигателей единой серии основного общепромышленного исполнения мощностью до 10 кВт определяют из

Рисунок 2. - Схема с использованием конденсаторов для защиты от потери фазы.
следующих выражений: С =1,3(1 + + 2Рн); С = 3,0 (1+Рн); С = 3,7(1 + + Рн), С = 3,5(3 + РН) при частоте вращения соответственно 3000; 1500; 1000; 750 об/мин.
При мощности электродвигателей выше 10 кВт С=10 + РН при частоте вращения 3000, 1500 и 1000 об/мин и С = 30 + 2Рн - при 750 об/мин (Рн измеряют в киловаттах, С - в микрофарадах).
Емкость фаз ИБК для электродвигателей исполнения А02СХ должна быть увеличена на 35% по сравнению с вычисленной по приведенным выражениям. При использовании ИБК в период нерабочих пауз необходимо соблюдать особую предосторожность, так как электродвигатель хотя и неподвижен, но находится под напряжением. Кроме того, необходимо периодически контролировать емкость ИБК, а также эффективность компенсации коэффициента мощности.
Периодичность противосыростных мероприятий зависит от места установки электрооборудования и его исполнения.
При применении тиристорных устройств по двум фазным проводам протекает несинусоидальный ток. Исследованиями установлено, что при токе нагрева от однополярного устройства, составляющем 0,1% номинального тока питающего трансформатора, в смежных электроприемниках начинают наблюдаться вибрации, дребезжание систем контакторов и пускателей. При больших токах нагрева наблюдаются отказы контакторов, пускателей и реле, а также ослабление крепления и нарушение центровки электродвигателей.
В двухтиристорных устройствах импульсы тока двухполярны и в составляющих тока нагрева отсутствуют четные гармоники и постоянная составляющая. Поэтому даже при токе нагрева, соизмеримом с номинальным током питающего трансформатора, в режимах работы смежных электроприемников не наблюдается отрицательных явлений. Нормирование качества электроэнергии у приемников зависит от коэффициента несинусоидальности.
Одно из главных условий долговечной работы электрических машин – выбор аппаратуры управления электродвигателями и их защиты в соответствии с Правилами устройства электроустановок.
1. Пястолов А.А. Ерошенко Г.П. Эксплуатация электрооборудования – М.: Агропромэнерго, 1990 – 287 с.
2. Ерошенко Г.П. Пястолов А.А. Курсовое и дипломное проектирование по эксплуатации электрооборудования – М.: Агропромиздат, 1988 – 160 с.
К пускорегулирующей аппаратуре относятся следующие виды аппаратов: реостаты (пусковые, пускорегулирующие, реостаты для регулирования скорости вращения электродвигателей и ручные регуляторы возбуждения генераторов), контроллеры и командоконтроллеры, магнитные станции (магнитные контроллеры) и магнитные пускатели, а также сопротивления (пусковые, регулировочные, добавочные и защитные).
Пусковые реостаты обычно рассчитываются на два-три пуска подряд с паузой после каждого пуска, вдвое превышающей время самого пуска. Частота пусков не должна превосходить двадцати пусков в час.
Допускаемая температура кожухов реостатов составляет 60° С (при возможности случайных прикосновений). Необходимо во время работы не реже одного раза за вахту проверять степень нагрева регулировочных и пускорегулировочных реостатов, а также следить за тем, чтобы на реостатах любых назначений не находилось каких- либо посторонних предметов, могущих затруднить охлаждение реостатов.
Периодические осмотры и чистки реостатов приурочиваются к осмотру и чистке обслуживаемых ими машин.
Осмотр и чистка реостатов должны производиться только при снятом с них напряжении.
Пыль из реостатов удаляется путем продувки сухим сжатым воздухом, грязь — с помощью чистой ветоши, смоченной электроклинером или жидкостями типа CRC 2-26 (или CRC 3-36), изоляционные поверхности протираются сухой ветошью.
При последующем осмотре реостата обращают внимание на надежность контактных соединений и состояние контактных поверхностей. При наличии на них окислов или оплавлений контакты зачищают бархатным напильником (но ни в коем случае наждачным или стеклянным полотном), сохраняя их первоначальную форму. После зачистки поверхность контактов не должна иметь выбоин, а линия касания должна составлять не менее 75% ширины контактов. Применять какую-либо смазку для них категорически запрещается.

После осмотра проверяется свободный ход щетки реостата по контактам (выступающие контакты подпиливаются под уровень остальных), плотность нажатия щетки на контакты, а также состояние контакторов и реле, входящих в схему реостата.
После окончания работ замеряется сопротивление изоляции реостата в целом и он опробовается в действии под током.
Уход за контроллерами и командоконтроллерами аналогичен уходу за реостатами с дополнениями, изложенными ниже.
Сегменты барабанных контроллеров должны быть постоянно покрыты легким слоем вазелина, смешанного с графитным порошком. Сухари смазывать не следует, так как это ускоряет их износ.
При смене контактов или их пружин необходимо проверить нажатие контактов, их провал и раствор, которые должны удовлетворять требованиям заводских инструкций и формуляров.
На рис. 1 изображены контактные элементы цепей главного тока, а на рис. 2 — цепей управления наиболее распространенных контроллеров кулачкового типа. На этих рисунках буквой А обозначен провал контактов, а буквой Б — их раствор.
Ориентировочно провал контактов составляет от двух до четырех мм, а раствор для главных контактов 7—12 мм и для вспомогательных — 13—23 мм.
Нажатие контактов изменяется в довольно широких пределах (от 0,15 до 3,2 кг) в зависимости от типа контроллера. Величина нажатия проверяется при помощи динамометра и полоски обыкновенной писчей бумаги.
Для измерения начального нажатия полоску бумаги закладывают между рычагом и суппортом подвижного контакта, а для измерения конечного нажатия — между подвижным и неподвижным контактами. Динамометром, закрепленным петлей из суровой нитки, подвижной контакт оттягивается в направлении, указанном стрелкой Р. Величиной нажатия будет показание динамометра в момент, когда заложенная полоска бумаги легко вытащится.

При осмотрах контроллеров проверяется легкость хода и отсутствие заедания подвижных деталей — рычагов, роликов, вала, а также четкость работы фиксатора положений маховика или рукоятки. Трущиеся поверхности осей кулачковых элементов смазываются смазкой УТВ (1-13) ГОСТ 1631—52.
Высохшие или потрескавшиеся резиновые прокладки заменяются новыми. У водозащищенных контроллеров тщательно проверяется состояние всех уплотнений.
Детали контроллеров, изготовленные из изолирующих материалов, проверяются на отсутствие поломок и других повреждений.
Проводники внутреннего монтажа должны быть прочно закреплены и не касаться корпуса и подвижных частей контроллера, а все катушки проверены на целость и состояние изоляции.
Сопротивление изоляции контроллера в сборке должно составлять не менее одного мегома.
Повседневное обслуживание магнитных станций и магнитных пускателей сводится к поддержанию их в чистоте, проверке нагрева (температура на поверхности шкафа — не выше 60° С), проверке использования станции в соответствии с ее номинальным режимом, проверке исправности плавких вставок и систематическому наблюдению за правильностью работы аппаратуры станции.
Уход за магнитными станциями осуществляется при их периодических профилактических осмотрах и заключается в основном в уходе за установленными на станции контакторами и реле.
Главным условием надежной работы контакторов и реле является их абсолютная чистота. Поэтому с них систематически должны удалятся всякие следы пыли и грязи. Поверхности соприкосновения якорьков с сердечниками магнитов должны быть всегда покрыты легким слоем масла для предохранения от ржавчины. Наличие ржавчины или грязи на соприкасающихся поверхностях якоря и сердечника вызывает их неплотное прилегание при втягивании якоря. Это обстоятельство в свою очередь приводит к увеличению тока, потребляемого катушкой контактора, что может вызвать ее перегрев, сокращающий срок службы или даже аварийное сгорание изоляции.
Существенное значение для контакторов имеет также плотность соприкосновения их контактов. Эта плотность определяется как чистотой их контактных поверхностей (они не должны иметь следов окисления или оплавления), так и сжатием пружин подвижного контакта и якоря.
Если величина сжатия пружины якоря велика, то последний не сможет полностью притянуться к сердечнику, что вызовет описанные выше явления. Если сжатие пружины контакта мало, то контакты будут прилегать неплотно, это вызовет их перегрев, окисление поверхностей и дальнейшее ухудшение условий их работы.
Величины начальных и конечных нажатий контактов (главных и вспомогательных) обычно приводятся в заводских инструкциях по обслуживанию определенных типов аппаратуры.
- очистить контакторы и реле от пыли и грязи продувкой их воздухом и протиркой чистой, мягкой ветошью, слегка смоченной электроклинером или жидкостями типа CRC 2-26 (или CRC 3-36);
- убедиться в легкости хода всех подвижных частей контакторов и реле, замыкая аппарат несколько раз от руки, все заедания должны быть устранены, после чего подвижные части смазываются легким машинным маслом. Необходимо, чтобы излишек масла не попадал на катушки и контактные поверхности;
- проверить нажатие контактов, как об этом сказано выше;
- проверить провалы и растворы контактов с помощью щупа, линейки или штангенциркуля и привести их в соответствие с рекомендациями завода-изготовителя;
- проверить состояние рабочих поверхностей контактов; если при осмотре контактов обнаружится нагар, загрязнение или капли металла, контакты необходимо зачистить бархатным напильником или надфилем. Зачистка контактов наждачной или стеклянной бумагой не допускается, вспомогательные серебряные контакты зачищаются без опиловки тела контакта;
- если контакты обгорели настолько, что не поддаются ремонту, их необходимо сменить на запасные. При смене контактов проверяется степень их нажатия, контакты как в момент начального нажатия, так и в конечном положении должны касаться линейно; добиваться соприкосновения контактов по плоскости не следует. Длина линии касания должна составлять не менее 75% полной ширины контактов. При очистке или замене контактов снимать якорь контактора не рекомендуется, так как после установки его на место придется проделать дополнительную работу по регулировке контактора;
- проверить целость дугогасительных камер и состояние их внутренних поверхностей. В случае сильной закопченности их следует зачистить шабером и протереть сухой ветошью, а при необходимости заменить;
- замерить сопротивление изоляции станции, которое должно быть не менее одного мегома.
После этого проверяется целость элементов, отсутствие касаний и замыканий между витками или элементами, целость и отсутствие замыканий соединительных проводников между собой или с элементами. Неисправные элементы можно заменять только точно такими же, т. е. того же типа и номера. Необходимо проверить также состояние зажимных винтов как на коробке зажимов, так и на элементах; гайки должны быть подтянуты, окислившиеся поверхности их зачищены личным напильником и вытерты сухой ветошью.
18. Ревизия электродвигателей
Электродвигатели, полученные с завода-изготовителя в собранном виде и хранившиеся до монтажа в соответствии с требованиями инструкций заводов-изготовителей, на месте монтажа не разбираются.
При отсутствии уверенности в том, что во время транспортировании и хранения электродвигатель после заводской сборки остался неповрежденным, необходимость и объем разборки его определяются специальным актом, составленным представителями заказчика и монтажной организацией.
Если машину не разбирают, то в ревизию ее входят:
внешний осмотр общего состояния;
осмотр выводов, щеточного механизма, коллекторов или контактных колец, подшипников и других частей;
промывка подшипников скольжения и заполнение их маслом (табл. 1-24);
вскрытие подшипников качения и проверка наличия в них консистентной смазки (табл. 1-25);
проверка состоянии изоляции обмоток статора и ротора мегаомметром;
Таблица 1-24
Выбор сорта масла для подшипников скольжения
Машины с кольцевой смазкой
Машины с принудительной смазкой мощностью более 1000 кВт
Быстроходные 1000 об/мин и более нереверсивные
Индустриальное 20 или 30 (ГОСТ 20799-75)
Турбинное 22 (ГОСТ 32-74) и турбинное ТП-22 (ГОСТ 9972-74) ‘
То же реверсивные с частыми запусками
Машины со средними скоростями от 250 до 1000 об/мин нереверсивные
Турбинное 30 (ГОСТ 3253-73)
То же реверсивные с частыми запусками
Тихоходные машины до 250 об/мин
Таблица 1-25
Смазки консистентные для подшипников качения
Температура каплеобразования, °С
Условия работы подшипников
Универсальная тугоплавкая водостойкая смазка 1-13 жировая
Не выше 90° С при повышенной влажности
Универсальная тугоплавкая, консталии жировой (УТ-1)
Не выше 115° С, работа в сухих помещениях
Не выше 135° С, работа в сухих помещениях
Высокие удельные нагрузки
Повышенная влажность на открытом воздухе
На этих страницах вы узнаете о моих работах, изделиях и идеях. Я постараюсь дополнять свои видео текстом и изображениями, а так-же тем, что пропустил или вырезал из роликов. С уважением Шенрок Александр.
Ярлыки
- Работа с деревом
- регулятор оборотов
- асинхронный двигатель
- станки
- ремонт электроинструмента
- Обзор инструмента.
- токарный по дереву
- Лазерный гравёр из Китая
- Кирпичное барбекю
Ревизия электродвигателя.
Прежде чем подключать и устанавливать электродвигатель на станок необходимо произвести полную проверку его механической части. Проверить состояние подшипников, их посадки на валу ротора и в крышках статора. Проверить статор на наличие посторонних предметов, опилок, стружки. А так же просушить его. Все эти действия помогут избежать многих неприятностей во время дальнейшей эксплуатации двигателя.
Начинать разборку необходимо со съёма с вала электродвигателя шкивов, фланцев, муфт либо других устройств насаженных на него. Для этого применяем съёмник нужной конфигурации и при необходимости средство WD-40.


Насаживаем крышки статора на ротор. Посадка должна происходить "от руки", либо с небольшим "натягом" в зависимости от конструкции. Но не свободно и с зазорами. Пошатывая крышку относительно вала проверяем люфт в подшипнике. Он должен быть еле ощутимым. Увеличенный боковой люфт недопустим. В таком случае подшипник следует заменить. Поставив крышки на ровную поверхность и проворачивая ротор можно обнаружить погнутость вала ротора. В этом случае вал необходимо выровнять, либо заменить.
Снимаем крышки с подшипников и надеваем на статор, поместив внутрь электролампу с патроном и шнуром. Включив лампочку, мы просушим статор электродвигателя. Просушку производить до появления запаха пропиточного материала. Время просушки будет зависеть от мощности лампы и габарита двигателя и может достигать нескольких часов. Так же можно ориентироваться дотрагиваясь ладонью до статора и прекратить сушку, если не можем удержать ладонь несколько секунд.
Проворачивая подшипники, проверяем их качество. Вращение должно происходить легко без заеданий и потрескиваний. В случае обнаружения дефектов необходимо их устранить. Если конструкция подшипников позволяет их промывку и смазку, то промываем и смазываем, если же нет, то меняем подшипники на другие, не имеющие дефектов. Съём подшипников производим съёмниками подходящей конфигурации. Сбивание подшипников не допускается. Перед установкой подшипников посадочные места на валу следует слегка смазать. Установку новых подшипников следует производить напрессовыванием. Либо набивать, используя наставки из мягких металлов (медь, латунь). Подшипник на вал напрессовывается с небольшим натягом. Не допускается проворачивания внутренней обоймы на валу.
После того, как все дефекты устранены, посадки и допуски приведены к норме, чрезмерные люфты отсутствуют, а статор просушен, можно приступать к сборке электродвигателя. Насадку крышек на подшипники и статор производим с помощью деревянной киянки, либо резинового молотка. Не стоит напрессовывать крышки притягивая их крепёжными болтами. Допускается лишь небольшой натяг и обстукивание киянкой, снова натяг и обстукивание. До тех пор, пока крышки не сядут на свои места. Во избежание перекосов, время от времени проворачиваем вал. Если после установки крышек вал прокручивается с трудом, необходимо несколькими ударами киянки в торец вала с разных сторон освободить вал от подклинивания и добиться лёгкого вращения.
Читайте также: