
Ремонт резьбовых соединений реферат
Обновлено: 30.06.2024
Резьбовые соединения являются наиболее распространенным видом разъемного соединения. Трудоемкость сборки резьбовых соединений составляет 25–40% общей трудоемкости сборочных работ. Наиболее часто применяемые резьбовые соединения: винтовые, болтовые, шпилечные.
Правильная затяжка резьбовых соединений при сборке играет существенную роль в повышении долговечности работы, создании жесткости станка. Винтовое крепление узлов к станине, особенно узлов, влияющих на точность, долговечность и жесткость станка, необходимо осуществлять с определенным и контролируемым усилием затяжки. При затяжке с моментом, создаваемым стандартным ключом, может быть достигнута необходимая осевая сила затяжки в резьбовом соединении, смазанном машинным маслом, а также при повторной затяжке. Контактная жесткость стыков повышается примерно в 2–2,5 раза при повторной затяжке болтов и винтов потому, что при первоначальной затяжке резьбовых деталей обминаются микронеровности контактирующих поверхностей, на что уходит большая часть усилия затяжки. Кроме того, часть усилия на ключе затрачивается на деформацию элементов резьбы, вызванную ее неточностью.

1. Сборка резьбовых соединений
В резьбовых соединениях с гайками болт обычно вставляют снизу, а затем навинчивают гайку. Гайки затягивают только тогда, когда поставлены все болты и гайки. Затягивают гайки постепенно. Сначала все гайки завертывают до соприкосновения с шайбами или с поверхностью детали, затем слегка затягивают и только в третий pаз затягивают окончательно.
Затягивают гайки не подряд одну за другой, так как при этом затяжка может оказаться неравномерной и повлечь за собой перегрузку отдельных гаек, смятие резьбы и даже oбpыв болта.
Гайки, расположенные по кругу, например на фланцах, крышках цилиндров и т.д., затягивают крест-накрест также в три приема. На длинных крышках, например на крышках редукторов, гайки затягивают от середины к краям. Затягивание гаек от краев к середине приводит к искривлению крышек. Эти рекомендации относятся также к резьбовым соединениям без гаек. Контроль усилия затяжки резьбового соединения осуществляется либо выбором соответствующей длины рукоятки ключа, либо применением предельных и динамометрических ключей. Следует учитывать, что применение ключей нестандартной длины может привести к разрыву стержня болта, срыву ниток резьбы и травмам.
Сборка болтового соединения заканчивается стопорением гаек. Соединения посредством шпилек в станкостроении применяются редко.
При установке шпилек необходимо выполнять следующие основные правила:
- шпилька должна иметь плотную посадку в корпусе;
- ось шпильки должна быть перпендикулярна к поверхности детали.
Категорически запрещается подгибать шпильки, если они не попадают в отверстия детали, так как они при этом деформируются у корня и могут лопнуть во время работы. Перекос шпилек можно исправлять только нарезанием новой резьбы в отверстии. Для ввинчивания шпилек в корпус существует несколько конструкций ключей. Наибольшее распространение получили эксцентриковые ключи.
Важным условием нормальной работы резьбового соединения является отсутствие изгибающих напряжений в теле болта или шпильки. В связи с этим неплотное прилегание гайки к торцу детали недопустимо. Гайки должны навертываться от руки до места посадки. При большом числе гаек рекомендуется завертывать их в определенном порядке. Общий принцип затяжки — сначала затягивают гайки, находящиеся в середине детали, затем попеременно по паре с каждой стороны. Гайки целесообразно затягивать постепенно, т.е. сначала затянуть все гайки на одну треть затяжки, затем на две трети и, наконец, на полную затяжку. Гайки, расположенные по кругу, следует затягивать крест-накрест и также постепенно.
Следует особо тщательно выбирать крепежные детали для крепления фланцев и крышек, прижимающих прецизионные подшипники шпиндельных узлов. Перекосы резьбы или торцов винтов и зенковок под головки винтов приводят к деформации фланцев и крышек и, как следствие, к перекосу самого подшипника. Большое значение в этих случаях приобретает также равномерность затяжки.
Концы винтов и шпилек должны выступать над гайкой не более чем на 0,5 диаметра, если они могут травмировать рабочего (оператора) или обслуживающий персонал и если ухудшают внешний вид станка.
2. Ремонт шпоночных соединений
Разрушенные и изношенные шпонки не ремонтируют, а заменяют новыми.
Смятые стенки шпоночной канавки в детали и на валу при небольшой разработке распиливают или обрабатывают на станке до получения канавки правильной формы; по размерам увеличенной таким образом канавки изготовляют новую шпонку. При этом увеличение ширины шпоночной канавки не должно превышать 15% первоначального размера.
Так как износ шпоночной канавки может быть несимметричным, то при исправлении канавки установка инструмента для ее обработки на станке должна производиться не по боковым поверхностям канавки, а по поверхности основания шпоночной канавки.
При обработке шпоночной канавки до ремонтного размера в качестве такового обычно принимается ближайший больший размер шпонки по стандарту, но в отдельных случаях при незначительных износах крупных шпонок можно допустить обработку до размера, не предусмотренного стандартом.
Увеличение ширины шпоночной канавки при ремонте следует делать в обеих соединяемых деталях. Установка фасонных (ступенчатых) шпонок может допускаться лишь в исключительных случаях при текущем ремонте. При этом ступени шпонки должны располагаться строго симметрично.
Сильно разработанные шпоночные пазы не обрабатывают, а заваривают и в другом месте вала прорезают новый паз под углом 90, 135 или 180°. Если заварка старого паза является нежелательной, из-за возможности поводки вала, то допустимо оставлять его незаваренным. В таком случае в старый шпоночный паз следует запрессовать, припаять или закрепить на винтах предварительно пригнанный к пазу стальной вкладыш. Допускается также изготовление шпоночного паза на новом месте без заделки старого паза (не более одного).
Наплавление рабочих поверхностей шпоночной канавки с последующей механической обработкой производят, когда смятие рабочих поверхностей канавки сопровождается выкрашиванием отдельных участков, так как в этом случае обработка до ремонтного размера требует значительного увеличения ширины канавки. Наплавление производят электросваркой.
Этот способ следует применять возможно реже, как не обеспечивающий восстановления детали на длительный срок и связанный с заметными деформациями вала при наплавке.
3. Сборка шпоночных соединений
Сборка шпоночных соединений при ремонте является ответственной операцией. При правильной подгонке деталей призматическая шпонка боковыми поверхностями должна соединяться по посадке с боковыми поверхностями и без зазора с дном шпоночного паза вала. Призматическая шпонка должна соединяться по посадке с боковыми поверхностями и с обязательным зазором между шпонкой и дном шпоночного паза охватывающей детали. Неправильное шпоночное соединение приводит к перекосу зубчатых колес и звездочек, сопряженных с валом, и вызывает неправильное зацепление зубьев колес и ускоряет износы звездочек и цепей. При чрезмерно тугой посадке деталей на шпонку могут происходить разрывы их ступиц.
Погрешности расположения шпонки на валу, перекос оси шпоночного паза на втулке приводит к тому, что шпоночное соединение не собирается.
Пригонка шпонки для компенсации перекоса и смещения оси пазов на валу и во втулке без контроля сопряжения боковых сторон пазов и шпонки может привести к резкому уменьшению площади контакта поверхностей, увеличению напряжения смятия. Увеличение бокового зазора из-за смятия шпонки приводит к нарушению посадки втулки на валу, появлению шума и стука в узле и в результате может привести к преждевременному износу или поломке узла.
Поэтому очень важно в процессе изготовления и сборки шпоночного соединения контролировать детали и сопряжение.
Шпонки и паз вала устанавливают с помощью молотка с медными наконечниками или под прессом. При установке шпонок под прессом необходимо следить за тем, чтобы не было поперечного перекоса шпонки и врезания ее кромки в тело вала.
4. Ремонт шлицевых соединений
Шлицевые соединения по сравнению со шпоночными имеют меньшие напряжения смятия на гранях шлицев и большую прочность валов. При сборке шлицевых соединений не требуется пригонки. Наибольшее распространение имеют шлицевые соединения с прямобочной формой шлицев, в некоторых случаях стали применяться шлицевые соединения с эвольвентной формой шлицев, которые обладают по сравнению с прямобочными повышенной прочностью.
Сборку шлицевых соединений следует начинать с осмотра состояния шлицев обеих деталей. Забоин, задиров или заусенцев в шлицевом соединении допускать нельзя.
Применение резьбы в машиностроении. Технологический процесс восстановления резьбовых отверстий спиральными вставками. Способы ремонта резьбовых отверстий в производстве. Использование машинно-ручных метчиков, определение износа резьбовых отверстий.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 06.06.2017 |
| Размер файла | 469,8 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
-
Введение
- 1. Общие сведения о резьбах
- 2. Способы восстановления резьб
- 3. Технологический процесс восстановления резьбовых отверстий спиральными вставками
- 4. Восстановление резьбовых отверстий спиральными вставками
- Заключение
- Список использованной литературы
- Интернет источники
- Приложение 1
- Приложение 2
Резьбу широко применяют в машиностроении, она служит для соединения деталей между собой и для передачи движения. Примером применения резьбы для соединения деталей является резьба на шпинделе токарного стана, предназначенная для крепления патрона; примером применения резьбы для передачи движения является резьба ходового винта, передающая движение маточной гайке фартука, резьба винтов в тисках, резьба шпинделей в прессах и т. д.
Актуальность выбранной темы. В слесарно-сборочных работах, пожалуй, самое распространенное соединение - резьбовое, поэтому каждый слесарь должен не только уметь нарезать резьбу, но также знать, как восстановить резьбу. резьба спиральная вставка восстановление
Цель работы. Изучить приемы восстановления резьб.
Задачи, рассматриваемые в ходе работы:
1. Общие сведения о резьбах
2. Способы восстановления резьб
3. Технологический процесс восстановления резьбовых отверстий спиральными вставками
4. Восстановление резьбовых отверстий спиральными вставками
1. Общие сведения о резьбах
Резьбу широко применяют в машиностроении, она служит для соединения деталей между собой и для передачи движения. Примером применения резьбы для соединения деталей является резьба на шпинделе токарного стана, предназначенная для крепления патрона; примером применения резьбы для передачи движения является резьба ходового винта, передающая движение маточной гайке фартука, резьба винтов в тисках, резьба шпинделей в прессах и т. д.
В основе всякой резьбы лежит так называемая винтовая линия. Возьмем кусок бумаги в форме прямоугольного треугольника АБВ (рис.1, а, прил.1), у которого катет АВ равен длине окружности цилиндра диаметром D, т. е. АВ = рD, а второй катет БВ равен высоте подъема винтовой линии за один оборот. Навернем треугольник на цилиндрическую поверхность, как показано на рис. 1, а. Катет АВ обернется вокруг цилиндра один раз, а гипотенуза А Б навьется на цилиндр и образует на его поверхности винтовую линию с шагом S, равным БВ. Угол ф (тау) называется углом подъема винтовой линии.
Если треугольник расположен справа цилиндра, как на рис. 1, а, и наклонная линия А Б поднимается слева направо, то такая винтовая линия называется правой; при обратном расположении треугольника и подъеме линии справа налево (рис. 1, б, прил.1) получаем левую винтовую линию.
Если подвести вершину резца к цилиндрическому валику и затем дать вращение валику и одновременно равномерное продольное перемещение резцу, то на поверхности валика вначале образуется винтовая линия (рис. 2, прил.1). При углублении вершины резца в обрабатываемый валик и повторном продольном перемещении резца на поверхности валика получится винтовая канавка, называемая резьбой (рис.3,прил.1), с профилем, соответствующим форме режущей части резца.
Если режущей части резца придать треугольную форму, то и на поверхности обрабатываемого цилиндра при нарезании получится треугольная резьба (рис.3,а,прил.1). Если режущая часть резца имеет прямоугольную или трапецеидальную форму, то соответственно при нарезании получают прямоугольную или ленточную резьбу (рис.3,б, прил.1) или же трапецеидальную (рис. 3,в, прил.1).
Основные элементы, определяющие профиль резьбы, следующие: шаг резьбы S (рис. 4,прил.1)--расстояние между двумя одноименными (т. е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы;
угол а профиля -- угол между боковыми сторонами витка, измеренный в диаметральной плоскости;
вершина профиля Е -- линия, соединяющая боковые стороны его по верху витка;
впадина профиля F -- линия, образующая дно винтовой канавки.
Различают три следующих диаметра резьбы (рис. 4, прил.1):
наружный диаметр d резьбы -- диаметр цилиндра, описанного около резьбовой поверхности;
внутренний диаметр d1 резьбы -- диаметр цилиндра, вписанного в резьбовую поверхность;
средний диаметр d2 резьбы -- диаметр цилиндра, соосного с резьбой, образующие которого делятся боковыми сторонами профиля на равные отрезки.
Направление резьбы (правая и левая резьбы). Если посмотреть на резьбу с торца, то у правой резьбы подъем канавки направлен слева направо, а у левой, наоборот, -- справа налево. Направление резьбы можно также обнаружить по направлению вращения винта при ввинчивании его в отверстие или гайки при навинчивании ее на болт: если ввинчивание идет по ходу часовой стрелки, то резьба правая, если против хода, -- левая. Наиболее употребительная правая резьба.
2. Способы восстановления резьб
В ремонтном производстве применяют следующие способы ремонта резьбовых отверстий:
- заварка отверстий с последующим нарезанием резьбы;
- сверление отверстий и нарезание резьбы на новом месте;
- обработка отверстия и нарезание резьбы увеличенного размера;
- применение полимерных материалов;
- установка резьбовой спиральной вставки.
Заварка отверстий с последующим нарезанием резьбы. Во всех случаях при заварке резьбовых отверстий сначала удаляют старую резьбу путем рассверливания. В стальных деталях заварку отверстий производят газовой или электродуговой сваркой в различных защитных средах. Заварку в чугунных деталях производят газовой или электродуговой сваркой -с общим или местным нагревом или в холодном состоянии. В качестве присадочного материала или электродов при горячей заварке применяют чугунные прутки с повышенным содержанием кремния, поршневые кольца из серого чугуна, электроды ЦЧ-4, ОЗЧ-1, МНЧ-1, ЖНБ-1, ПАНЧ-11. Место заварки обрабатывают заподлицо с основным металлом, сверлят отверстие и нарезают резьбу номинального размера. Однако применение сварочных процессов вследствие большой зоны термического влияния приводит к появлению отбела, трещин и короблений детали, изменению структуры основного металла. Прочность восстановленной резьбы ниже новой.
Для заварки отверстий в алюминиевых деталях наибольшее применение получила аргонно-дуговая сварка специальными электродами из алюминиевой проволоки марки АК. Недостаток применения сварочных способов для алюминиевых деталей -- активное поглощение расплавленным алюминием газов, что приводит к образованию пор в наплавленном слое. Большая усадка остывающего алюминия часто приводит к образованию трещин.
Установка ввертыша может применяться, если конструкция детали позволяет увеличивать отверстия. Этот способ трудоемок, стоимость ремонта высокая.
Сверление отверстий и нарезание резьбы на новом месте можно применять только для отдельных групп деталей, у которых расположение резьбовых отверстий может быть изменено без нарушения взаимозаменяемости соединения (ступицы, барабаны, фланцы и способ ремонта резьбовых отверстий на ремонтный размер влечет за собой введение увеличенного размера и дополнительной обработки сопряженной детали.
Установка резьбовой спиральной вставки. За последние годы на ремонтных предприятиях Госкомсельхозтехники для ремонта резьбовых отверстий широко распространен способ установки резьбовых спиральных вставок. Отечественный и зарубежный опыт изготовления спиральных вставок показал, что наилучшие результаты достигнуты при использовании для этой цели проволоки из нержавеющей стали Х18Н9Т, Х18Н10Т или нержавеющая проволока 12Х18Н10Т повышенной точности. Эта проволока нагартованная, обладает пластичностью и упругими свойствами.
3. Технологический процесс восстановления резьбовых отверстий спиральными вставками
Ремонтировать резьбовые отверстия с помощью спиральных вставок можно при износе, а также при вмятинах, забоинах, стянутых и выкрошенных нитках резьбы. Наличие трещин или сколов в резьбовых отверстиях не допускается.
Технологический процесс восстановления резьбовых отверстий спиральными вставками предусматривает следующие операции: очистку; дефектацию; рассверливание резьбовых отверстий, подлежащих восстановлению; нарезание резьбы в отверстии детали под спиральную вставку; установку спиральной вставки в подготовленное резьбовое отверстие детали; удаление технологического поводка с установленной спиральной вставки; контроль резьбовых отверстий, восстановленных спиральными вставками.
При дефектовке резьбовых отверстий внешним осмотром признаками выбраковки служат: срыв резьбы более двух ниток, срыв всей резьбы, смятие резьбы, скол металла в резьбовом отверстии на глубину более двух ниток.
При дефектовке резьбового отверстия резьбовыми шаблонами признаками выбраковки служат: снижение высоты профиля резьбы более чем на 1/4; одно- или двусторонний износ резьбы дЬ такой величины, что при наложении шаблона на резьбу между ним и резьбой будет виден просвет на всех нитках резьбы. Дефектовку резьбовых отверстий резьбовыми шаблонами рекомендуется проводить на сквозных резьбовых отверстиях, когда вышеуказанные параметры резьбы могут хорошо просматриваться визуально.
При дефектовке резьбовыми калибрами изношенных резьбовых отверстий признаками выбраковки служат: завертывание более чем на две нитки непроходного калибра в резьбовое отверстие; при завертывании проходного резьбового калибра в резьбовое отверстие на всю глубину ощущается покачивание верхнего конца калибра более чем на 1 мм в любую сторону.
При дефектовке резьбового отверстия прибором признаком выбраковки служит показание индикатора, превышающее допустимые размеры износа резьбы в отверстиях.
После очистки и дефектации производят рассверливание резьбовых отверстий, подлежащих восстановлению, на радиально-сверлильном станке 2Н53. При необходимости сверление производится по кондуктору. Также восстановление возможно при использовании услуги лазерной резки. Такое восстановление является более эффективным, но средствозатратным.
Режим сверления: скорость резания -- 30 м/мин, частота вращения шпинделя -- 400… 500 об/мин, подача -- ручная.
Зенкерами соответствующих размеров снимается фаска 1X45°. В глухих отверстиях глубина сверления отверстий должна соответствовать глубине существующего отверстия. Смещение осей отверстий не должно превышать 0,15 мм. Перекос осей отверстий не допускается более 0,15 мм на длине 100 мм. В тех случаях, когда необходимо восстанавливать в корпусной детали одно-два резьбовых отверстия, допускается рассверливание их пневмо- или электродрелью.
Устанавливают спиральные вставки в подготовленные резьбовые отверстия специальным монтажным инструментом, изготовленным для каждого размера резьбы. Спиральную вставку необходимого размера устанавливают в монтажный инструмент соответствующего размера технологическим поводком вниз, предварительно переместив стержень монтажного инструмента вверх. Затем вводят стержень инструмента в спиральную вставку (в паз на нижнем конце стержня). Медленным вращением за рукоятку стержня ввертывают спиральную вставку в резьбовое отверстие наконечника инструмента так, чтобы с нижней стороны наконечника … 7г витка спиральной вставки вышла наружу вместе с технологическим поводком в пазу стержня монтажного инструмента.
Далее монтажный инструмент с ввернутой в наконечник спиральной вставкой устанавливают вдоль оси ремонтируемого отверстия, и выступающая часть витка вставки вводится в резьбовое отверстие. Вращая с небольшим усилием рукоятку стержня монтажного инструмента и придерживая корпус инструмента, завертывают спиральную вставку в резьбовое отверстие так, чтобы последний виток вставки утопал в отверстии на глубине одного витка резьбы. После завертывания спиральной вставки в резьбовое отверстие стержень инструмента снимают с технологического поводка вставки, и монтажный инструмент удаляют с резьбового отверстия детали. В такой же последовательности устанавливают другие спиральные вставки в резьбовые отверстия детали.
4. Восстановление резьбовых отверстий спиральными вставками
В современных машинах широко распространены резьбовые соединения. Установлено, что свыше 60% деталей машин имеют резьбу. При этом на резьбовые соединения приходится 25 …40% трудоемкости сборки машин, агрегатов, сборочных единиц. Резьбовые соединения подвергаются воздействию высокой температуры, коррозионной и абразивной сред, знакопеременных нагрузок.
В результате наблюдаются интенсивное изнашивание и поломки резьбовых соединений.
По данным ГОСНИТИ, при капитальном ремонте машин необходимо восстанавливать 10… 15% резьбовых соединений. Однако существующие способы восстановления резьбовых соединений не обеспечивают требуемого качества.
Исследованиями установлено, что частота ослабления резьбовых соединений у капитально отремонтированных автомобилей в два-три раза больше, чем у новых. Причина ослабления -- постановка деталей с уменьшенным диаметром резьбы, измененным шагом и другими дефектами, возникающими в результате износа, как при эксплуатации, так и проведении монтажно-демонтажных работ.
В тракторах, автомобилях и сельскохозяйственных машинах применяют резьбовые соединения с размерами резьб от М5 до МЗО и в большинстве случаев с крупным шагом. Среднее распределение резьбовых соединений в этих машинах представлено на рисунке 5, приложение 2.
Как следует из этого рисунка, наиболее распространены резьбовые соединения Мб, М8, М10, М12, М14, М16, М18.
Анализ характера износов резьбовых соединений в ремонтируемых машинах показал, что износу подвержены в значительно большей степени резьбовые отверстия. При этом установлено, что наибольший износ наблюдается в резьбовых отверстиях деталей, изготовленных из алюминиевых сплавов, где износ резьбовых отверстий составляет до 30… 35%, в чугунных деталях--10… 15%, в остальных 3… 5%.
Характер износа резьбовых отверстий, независимо от материала деталей, примерно одинаковый, т. е. наибольший износ имеют первые два-три витка резьбы и меньший износ в остальных витках резьбового отверстия. Такой неравномерный износ витков резьбового отверстия объясняется различной нагрузкой на витки резьбового соединения.
Исследованиями установлено, что в резьбовых соединениях последний виток резьбы имеет нагрузку в пять-шесть раз меньшую, чем первый виток этого резьбового соединения. Распределение нагрузки по виткам резьбы М10х1,5 можно проследить на графике, изображенном на рисунке 34. Подобная картина распределения нагрузки по виткам наблюдается и в других размерах резьб, что приводит к неравномерному износу витков резьбовых отверстий.
Подводя итоги, следует отметить, что восстановление резьбы требует математического подхода и точности. В ходе работы были рассмотрены общие сведения о резьбах, способы их восстановления, технологический процесс восстановления резьбовых отверстий и восстановление резьбовых отверстий спиральными вставками.
Смысловым итогом работы является освещение основных сведений восстановления резьб, так как автоматизация в этой сфере важна и не достаточно развивается в современных условиях экономики.
Список использованной литературы
1. Фещенко В. Н., Махмутов Р. X. Токарная обработка: Учебное пособие -2-е изд. перераб. и доп.--М.: Высш. шк., 2013
2. Макиевко Н.И. Общий курс слесарного дела: Учебное поосбие. -- 3-е изд., испр. -- М.: Высш. Шк. 2014
3. Горбунова Е.О. Построение и чтение машиностроительных чертежей. М-,перераб. и доп., с.: ил. Промтехиздат, 2012
4. Периодическое издание Техника - молодёжи 1951-04,
5. Б.Ф. Данилов Рабочие умельцы Воспроизведено Изд. "Московский рабочий", М., 2010.
6. Семенченко И. И., Режущий инструмент, т. II, перераб. и доп. Машгиз, 2010
7. Справочник технолога-машиностроителя. В 2-х т. С74 Т. 2 /Под ред. А. Г. Косиловой и Р. К. Мещерякова.-- 4-е изд., перераб. и доп. - М.: Машиностроение 2011 с, ил.
8. Левин Б. Г. и ФраткинА М., Скоростной метод нарезания резьбы, Машгиз, 2013
9. Справочник конструктора-инструментальщика / Баранчиков В. И., Боровской Г. В., Гречишников В. А.; Под общей редакцией В. И. Баранчикова. - М.: Машиностроение, 2014.
В любой машине свыше 60 % деталей имеют резьбу. При эксплуатации машин резьба изнашивается, витки сминаются, деформируются и срываются. Причем изнашиванию и повреждениям подвергаются прежде всего резьбовые отверстия. Незначительные повреждения резьбы (смятие, деформации отдельных витков) устраняют калибровкой ее метчиком или плашкой. При срыве более двух ниток и других серьезных повреждениях применяют различные методы восстановления резьбы в зависимости от конструкции детали, типа резьбы (наружная или внутренняя) и т.д.
Наружную резьбу (на валах, осях и т.д.) восстанавливают следующими способами:
-нарезанием резьбы ремонтного размера;
-наплавкой и нарезанием резьбы номинального размера;
-электроконтактной приваркой проволоки;
-заменой изношенной резьбовой части детали.
Старую резьбу срезают на токарном станке и нарезают новую резьбу меньшего размера.
Для восстановления резьбы до номинального размера применяют механизированную наплавку, чаще вибродуговую и в среде С02, реже под флюсом и в среде пара. Перед наплавкой старую резьбу срезают. После наплавки деталь протачивают и нарезают резьбу номинального размера.
Восстанавливают резьбы также электроконтактной приваркой проволоки. После приварки проволоки деталь обтачивают и нарезают резьбу номинального размера.
Иногда конец детали с изношенной резьбой отрезают, изготовляют новую часть детали, которую свертывают или сваривают с оставшейся частью. Затем нарезают резьбу номинального размера. При большом диаметре резьбы иногда ее не отрезают, а обтачивают, затем напрессовывают кольцо и нарезают резьбу номинального размера.
Внутреннюю резьбу восстанавливают чаще всего в корпусных и других базисных деталях, изготовленных из чугуна и алюминиевых сплавов. При этом независимо от материала деталей характер износа резьбовых отверстий одинаков: наибольший износ и срывы имеют первые два-три витка резьбы, остальные витки изнашиваются значительно меньше. Это объясняется различной нагрузкой на витки резьбового соединения: первый виток нагружен в пять-шесть раз больше последнего.
Внутреннюю резьбу восстанавливают следующими способами:
-нарезанием резьбы ремонтного размера;
-нарезанием резьбы номинального размера на новом месте;
-заваркой отверстия и последующим сверлением и нарезанием резьбы номинального размера;
-с применением полимерных композиций;
-постановкой резьбовой пробки (ввертыша);
-установкой резьбовой спиральной вставки.
В случае нарезания резьбы ремонтного размера часто приходится изготавливать ступенчатую шпильку. Нарезание резьбы на новом месте возможно в том случае, если конструкция деталей соединения позволяет изменить расположение резьбового отверстия без нарушения взаимозаменяемости (ступицы, фланцы и др.). Перед заваркой обязательно удаляют старую резьбу.
В качестве полимерных композиций при восстановлении резьбовых соединений обычно используют составы на основе эпоксидной смолы.
При постановке резьбовой пробки изношенное резьбовое отверстие рассверливают или растачивают, нарезают в нем резьбу и ввертывают в него пробку. Затем в ней сверлят отверстие и нарезают резьбу номинального размера. Часто резьбовые пробки дополнительно закрепляют посредством клеевых композиций или стопорными шпильками, ввернутыми на границе пробки с деталью.
Для ремонта резьбовых отверстий разработали и применяют способ установки резьбовых спиральных вставок. Вставку изготавливают в виде пружинящей спирали из нержавеющей проволоки ромбического сечения с острым углом 60°. Наружная и внутренняя поверхности вставки представляют собой метрическую резьбу разных размеров. На одном конце вставки размещен технологический поводок с насечкой, с помощью которого специальным ключом вставку ввертывают в отверстие. Затем этот поводок удаляют специальным бородком.
Основнымнедостатком наплавки следует считать снижение усталостной прочности детали (от 10 до 30%) и возможность прожога тонкостенных деталей. Резьбовые отверстия имеют следующие основные дефекты:срыв, забитость, смятие и выкрашивание отдельных витков, износ по внутреннему и среднему диаметрам и др. Для их ремонта применяют различные способы .
Основной недостаток заварки отверстий с последующим сверлением и нарезанием резьбы номинального размера - большая зона термического влияния, что приводит к отбелу чугуна, образованию трещин и короблению, изменению структуры материала и снижению прочности резьбы почти в два раза. Нарезание резьбового отверстия на новом месте возможно только в том случае, когда его расположение может быть изменено без нарушения взаимозаменяемости соединения (ступицы барабана и т. п.).
Стабилизацию резьбовых соединений полимерной композицией используют при суммарном износе соединения шпилька - корпус не более 0,3 мм. Установка спиральной вставки при ремонте ответственных деталей и агрегатов получила широкое применение.
Нарезание резьбового отверстия на новом месте возможно только в том случае, когда его расположение может быть изменено без нарушения взаимозаменяемости соединения (ступицы барабана и т. п.), Стабилизацию резьбовых соединений полимерной композицией используют при суммарном износе соединения шпилька - корпус не более 0,3 мм, Установка спиральной вставки при ремонте ответственных деталей и агрегатов получила широкое применение. Вставку изготовляют из нержавеющей проволоки Х18М10Т ромбического сечения. Изношенную резьбу в отверстии деталей восстанавливают постановкой спиральных вставок, используя комплект приспособления ПИМ-5331. Технология состоит из рассверливания отверстия под требуемый размер (М8 на А110, М10 на М12, М12 на М14 и т.д.), нарезания резьбы с тем же шагом; установки спиральной установки необходимого размера технологически поводком вниз в монтажный инструмент
Ремонт зубчатых передач.
В сборочных единицах машин часто применяют открытые передачи, в которых зубчатые колеса и звездочки испытывают большие нагрузки и не защищены от действия влаги и пыли. Это является причиной сравнительно быстрого износа зубчатых колес. Кроме того, используют закрытые зубчатые передачи в виде отдельных сборочных единиц: редукторов, коробок передач и др. При работе передач в подобных условиях возникают в зацеплении дополнительные динамические нагрузки, вызываемые деформациями зубчатых колес и валов, а также опор и корпусов вследствие неизбежных неисправностей изготовления и монтажа. Помимо того, передачи могут работать со значительными знакопеременными кратковременными перегрузками.
Для замены зубчатых колес в закрытых передачах часто требуется демонтаж с полной разборкой сборочной единицы.
Зубчатые колеса относятся к категории дорогостоящих деталей. Поэтому на ремонтных базах, не оснащенных необходимым оборудованием для изготовления колес, возможно восстановление наплавкой изношенных зубьев, напрессовкой зубчатых венцов, вдавливанием и другими способами.
Способ восстановления зубчатых колес выбирают в зависимости от характера неисправности, материала, класса точности и производственных возможностей ремонтного предприятия.
Поступающие в ремонт зубчатые колеса могут иметь следующие неисправности:
изнашивание рабочей поверхности зубьев; выкрошивание и поломка зубьев; образование трещин, задиров, вмятин и раковин; износ посадочных мест зубчатых колес и шпоночных пазов; нарушение правильного положения зубчатых колес и дефекты сборки.
Степень износа зубьев определяют зубомером. Для этого по чертежу находят необходимую глубину замера и на этой глубине — размер зуба с помощью штангензубомера. Сравнивая полученный результат с номинальным размером (размер по чертежу), определяют величину износа.
Зубчатые передачи считаются непригодными для эксплуатации, если величина их износа превысила предельно допустимое значение, которое устанавливается для каждой передачи техническими условиями на ремонт данной машины.
Изношенная зубчатая передача может быть отремонтирована: наплавкой отдельных зубьев, сплошной наплавкой всего обода, методом деформации, методом ремонтных размеров и слесарно-механическими способами.
Зубья шестерен после обычной наварки зачищают и наплавляют тонким слоем твердого сплава сормайт. Размер зубьев после механической обработки перед наплавкой должен быть меньше номинального на величину до 1,5 мм. Наплавка зубьев производится в ванне с водой.
Для наплавки боковых поверхностей зубьев шестерню устанавливают в ванне и наплавку начинают со второго зуба от поверхности воды. Пламенем газовой горелки наплавляемый зуб разогревают, после чего прутком сормайта наносят флюс-буру и наплавляют зуб до требуемого размера. После этого шестерню поворачивают так, чтобы наплавленный зуб не касался поверхности воды, и наплавляют следующий (третий) зуб. После того, как наплавленный второй зуб охладится (до темно-вишневого цвета), его погружают в воду для закалки.
Таким же способом производится наплавка зубьев мартенситовым чугуном. Отремонтированные зубья после этого обрабатывают абразивным кругом с зернистостью 36…46. Профиль обработанных зубьев проверяется специальными шаблонами.
Износ и выкрошивание торцов зубьев шестерни из сталей марок 40Х и 45Х устраняют, наплавляя газовой горелкой в нейтральном пламени проволоку из стали марки 40Х. Наплавку можно производить также электродуговой сваркой, используя проволоку клапанной пружины со специальными обмазками.
Наварку сталинитом сильно изношенных зубьев необходимо вести методом комбинированного слоя. Слой шихты сталинита при этом насыпают в месте наварки и расплавляют металлическим электродом или же применяют металлические стержни с обмазкой сталинита.
При сборке зубчатых колес следует исходить из предусмотренных стандартами норм точности: кинематической, контакта зубьев и гарантированного зазора.
Для нормальной работы зубчатых колес должны быть соблюдены два основных условия: линия касания зубьев должна находиться на начальной окружности обоих колес; переход от одного зуба к другому должен быть плавным, без толчков и рывков. Зазор между зубьями имеет большое значение для правильной работы зубчатых колес. При сборке цилиндрических шестерен величину бокового зазора между зубьями измеряют щупом или прокаткой свинцовой пластинки, пропускаемой между зубьями, которая после этого измеряется. Замер величины бокового зазора производят между тремя парами сопряженных зубьев в трех местах под углом 120° и принимают наибольший зазор.
Нормальный боковой зазор между зубьями шестеренчатых передач выбирается по техническим условиям на сборку. Для строительных машин боковой зазор находится в пределах 0,06.. .0,1 модуля. Радиальный зазор должен быть не менее 0,16…0,20 модуля.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Ремонт резьбовых соединений
Ремонт резьбовых соединений
Более интенсивно изнашиваются детали часто разбираемых и регулируемых соединений. Износу подвергаются резьбы, грани головок болтов и гаек. Резьба разрушается также от чрезмерных затяжек гайки или винта.
Износ резьбовых соединений проявляется следующим образом:
— изменяется профиль резьбы по среднему диаметру — увеличивается зазор (наблюдается у винтов и у часто отвертываемых крепежных болтов);
— рабочие поверхности профиля резьбы сминаются под действием рабочих нагрузок;
— стержень болта удлиняется в результате действия осевых рабочих нагрузок и усилий затяжки;
— изменяется под действием осевых рабочих нагрузок шаг резьбы.
Изношенные или поврежденные крепежные болты и винты не ремонтируют, а заменяют новыми.
Ремонт соединения, в котором произошел обрыв винта или шпильки, производится разными способами. Если винт или шпилька сломалась в глубине отверстия, то обломки извлекают. Для этого тонкий бородок или керн приставляют концом к верху обломка; постукивая молотком по бородку, которому придают наклон в направлении, противоположном заходу резьбы, вывинчивают обломок. Это делают, стараясь не повредить край резьбы.
Другой способ: в обломке винта или шпильки высверливают отверстие диаметром меньше, чем диаметр резьбы, и забивают в него ребристый закаленный стержень; проворачивая стержень, удаляют обломок из гнезда.
Более совершенным способом извлечения из отверстия обломка является выполнение в обломке электроискровым способом квадратного отверстия, а затем вывертывание обломка ключом.
Извлечение сломанных винтов можно осуществить с помощью приваренного электрода.
Детали значительного диаметра с изношенной наружной резьбой ремонтируют так: срезают старую резьбу и нарезают новую (если это Допускается условиями прочности) или же на деталь насаживают втулку либо бандаж с резьбой. Если удаляют старую резьбу, то новую обрабатывают до ближайшего диаметра по стандарту.
Изношенную или сорванную резьбу в отверстиях детали обычно не восстанавливают.
В этих случаях поступают следующим образом отверстие просверливают на большую глубину (если это возможно) и снова нарезают в нем резьбу;
— в,углубленное отверстие ввинчивают новый винт с удлиненной резьбовой частью;
— отверстие рассверливают, нарезают новую резьбу большего диаметра и ставят новые винты с резьбой данного диаметра; отверстие для винта во второй соединяемой детали рассверливают.
При ремонте резьбовых соединений нередко изготовляют взамен старой шпильки новую шпильку с уступом и с резьбой двух диаметров: большего — для завинчивания шпильки в одну из соединяемых деталей и меньшего — для соединения со второй и стягивания их гайкой.
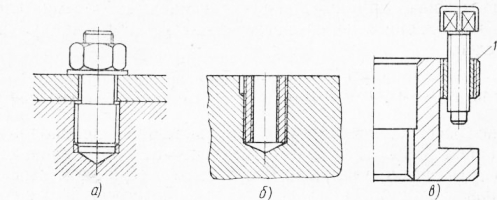
Рис. 1. Ремонт резьбового соединения:
а — постановкой новой шпильки с уступом и резьбой двух диаметров, — постановкой втулки с наружной и внутренней резьбой, в — постановкой втулки на клею
При ремонте резьбовых отверстий в корпусных деталях рационально восстанавливать номинальную (первоначальную) резьбу, для этого существующее отверстие рассверливают, нарезают новую резьбу, изготавливают переходную втулку с наружной и внутренней резьбой, рассчитанной на нормальный винт. Втулку устанавливают заподлицо с плоскостью детали и стопорят штифтом. Однако при этом переходная втулка должна быть толстостенной, поэтому предпочтительнее устанавливать ее на эпоксидном клее. Для этого резьбу в корпусе, резцедержателе, а также и на переходной тонкостенной втулке тщательно обезжиривают, нанося клей на сопрягаемые резьбы, ввинчивают втулку заподлицо с деталью. После затвердения клея образуется надежное соединение. На рис. 1, в показано резьбовое отверстие резцедержателя, восстановленное эпоксидным клеем.
В некоторых случаях изношенное резьбовое отверстие в детали заглушают и высверливают рядом другое отверстие, после чего в нем нарезают резьбу требуемого диаметра. Новое отверстие просверливают и во второй соединяемой детали.
При ремонте и сборке неподвижных разъемных соединений важно обеспечить жесткое соединение, скрепляя болтами сопрягаемые поверхности деталей. Эти поверхности часто называют стыками, к которым предъявляются различные требования пс созданию необходимой плотности сопряжения.
Стыки пригоняют механической обработкой, в частности строганием, шлифованием и др., а также припиливанием, шабрением и притиркой. В ряде случаев, где требуется герметичность (например, картеры, содержащие смазку), стыки уплотняются соответствующей прокладкой. В качестве прокладок используют картон, клингерит, бумагу, резину, свинец и др. Чем точнее выполненное сопряжение стыков, тем выше жесткость соединения.
При менее точной подгонке стыков между ними появляются неравномерные зазоры, при скреплении соединения болтами образуются вредные напряжения, вызывающие упругую деформацию скрепленных детелей.
Читайте также: