
Реферат по технологии 7 класс для мальчиков 9 параграф
Обновлено: 05.07.2024
В предыдущих параграфах вы ознакомились с соединением столярных изделий шипами, которые составляют одно целое с бруском. На практике часто используют и соединение вставными шипами (рис. 31, а), которое является более простым, но менее прочным. Цилиндрический вставной шип называется шкантом.
Диаметр шканта должен составлять 0,4 толщины соединяемых деталей. Под шканты сверлят отверстия сверлами того же диаметра, что и диаметр шканта, на глубину 0,5 длины шканта плюс 2. 3 мм.
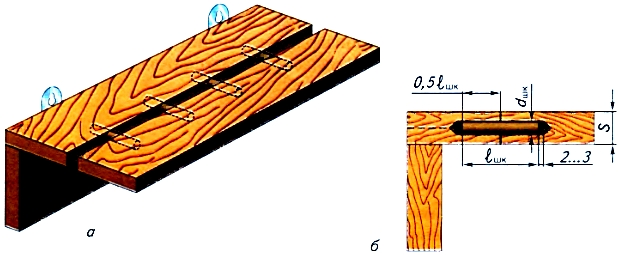
Рис. 31. Соединение деталей шкантами (1) и разрез по шканту (б)
Расстояние от ребра детали до центра отверстия под шкант должно быть не менее двух диаметров шканта (рис. 31, б).
На рисунке 32 представлена последовательность соединения деталей шкантами со склеиванием.
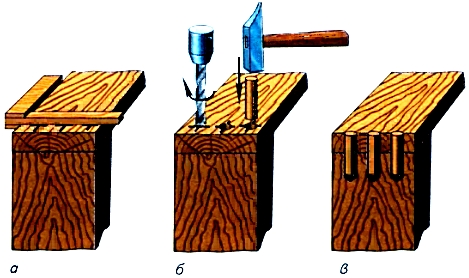
Рис. 32. Последовательность соединения деталей шкантами: а — разметка; б — высверливание отверстий и соединение деталей; в — разрез по шкантам
Центры отверстий под шканты обычно размечают с помощью линейки и столярного угольника.
Отверстия под шканты в двух соединяемых деталях должны быть просверлены точно друг напротив друга, т. е. без смещения. Такое требование называется соосность.
Чтобы отверстия совпадали, их сверлят в двух деталях в сборе (в одной детали сквозные) или каждую деталь по кондуктору. Кондуктор может быть выполнен в виде плиты с упорами для заготовки и отверстиями, расположенными на нужном расстоянии.
Вначале детали пригоняют и соединяют без склеивания. Для окончательного соединения деталей шканты и отверстия намазывают клеем, выдерживают, шканты вставляют и забивают в отверстия, детали прижимают на время склеивания, например клиньями на крышке верстака или в зажиме.
Так как при угловом соединении деталей шурупы ввинчиваются в торец бруска вдоль волокон, соединение получается непрочным. Чтобы прочно прикрепить шурупами деталь к торцу деревянного бруска, около торца в бруске просверливают отверстие и забивают в него нагель (круглый деревянный шип), намазанный клеем (рис. 33). При этом шурупы ввинчиваются в нагель поперек волокон и прочно удерживаются.
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам

Описание презентации по отдельным слайдам:

К столярным соединениям деталей из древесины, кроме шипового соединения, относится соединение с помощью шкантов, которое очень часто применяется при соединении деталей современной мебели.

Рассмотрим технологию соединения деталей с помощью шкантов на примере полочки для ванной комнаты (рис. ). Полочка 2 крепится к основанию 1 двумя шкантами, кронштейн 3 — двумя. Кроме того, кронштейн и полочка соединены между собой двумя шкантами. Полочка для ванной комнаты: 1 — основание; 2 — полочка; 3 — кронштейн

Первоначально в соединяемых деталях выполняют разметку осей отверстий под шканты (рис.). Диаметр шканта должен составлять 0,4. 0,5 толщины соединяемых деталей S. Для толщины S = 16 мм подойдут готовые промышленные деревянные шканты ᴓ 8 мм, длиной Lшк= 30 мм. а б в Рис. Разметка: а — основания; б — полочки; в — кронштейна

Диаметр шканта должен составлять 0,4 толщины соединяемых деталей. Под шканты сверлят отверстия сверлами того же диаметра, что и диаметр шканта, на глубину 0,5 длины шканта плюс 2. 3 мм. Расстояние от ребра детали до центра отверстия под шкант должно быть не менее двух диаметров шканта (рис. б). Соединение деталей шкантами (а) и разрез по шканту (б)

На рисунке представлена последовательность соединения деталей шкантами со склеиванием. Последовательность соединения деталей шкантами: а — разметка; 6— высверливание отверстий и соединение деталей; в— разрез по шкантам


При большей глубине доска может расколоться при забивании шканта. Для толщины 16 мм глубина глухого отверстия составит примерно 10 мм. Для получения отверстия необходимой глубины на сверло надевают ограничитель — резиновую втулку (рис. б, в). Глубина продольного отверстия под шкант должна равняться длине той части шканта, которая устанавливается в отверстие, плюс 2. 3 мм (см. рис. в). Четыре шканта смазывают клеем и забивают в кронштейн несильными ударами молотка или киянки (см. рис. 24, в). При этом следят, чтобы шкан-ты не раскололись. После этого забивают два шканта в кромку полочки

Сборку изделия начинают с соединения полочки и кронштейна (рис.). Для этого полочку с отверстиями, смазанными клеем, сажают на шканты кронштейна, нанося лёгкие удары по вспомогательному бруску. Если не применять брусок, то шканты могут расколоть полочку. Собранную полочку с кронштейном соединяют с основанием, предварительно смазав соединяемые отверстия и шканты клеем. Рис. Соединение на шкантах: 1 — полочка; 2 — кронштейн; 3 — шкант; 4 — брусок

После сверления двух отверстий ᴓ 20 мм в основании полочки и установки в них с помощью клея подвесок для полотенец всё изделие зачищают шлифовальной шкуркой и покрывают лаком. В 5 классе при изучении соединения деталей шурупами и саморезами вы узнали, что соединение получается более прочным, если шуруп входит в основную деталь поперёк волокон, и менее прочным — если вдоль волокон. Однако часто приходится ввинчивать шурупы в торец бруска вдоль волокон.

Рис. Соединение брусков шурупами в нагель: 1 — нагель; 2 — бруски; 3 — шурупы Чтобы повысить прочность такого соединения деталей, вблизи торца сверлят отверстие и забивают в него смазанный клеем нагель — деревянный цилиндрический шип (рис.). После этого шурупы ввинчивают в нагель поперек его волокон, что повышает прочность соединения.
Уроки по технологии для мальчиков 7 класс и другие полезные материалы для учителя технологии мальчики, которые вы можете выбрать и скачать бесплатно в этом разделе.

Классификация металлов. Технология обработки металлов.
Уроки ![]()

Цель урока: Формировать знания учащихся о металлургическом производстве, классификации и термической обработке сталей. Задачи: - познакомиться с историей возникновения сталей -.
Изготовление заделки. Вставка заделки на клею
Уроки ![]()

Данный урок учит учащихся выявлять дефекты древесины. Развивает навыки работы ручным столярным инструментом. Развивает моторику рук при работе с киянкой. Воспитывает.
Урок технологии в 7 классе.Тема: "Заточка деревообрабатывающего инструмента"
Уроки ![]()
Формировать у учащихся знания о последовательности, правилах настройки и заточки деревообрабатывающих инструментов; умение выполнять заточку, доводку и правку лезвий инструментов.
Мозаика на изделиях из древесины
Уроки ![]()
Уроки ![]()
Санитарно-гигиенические и эстетические требования к интерьеру жилых помещений. Технологии домашнего хозяйства
Уроки ![]()
Санитарно-гигиенические и эстетические требования к интерьеру жилых помещений. Технологии домашнего хозяйства
Доклад на заседании методического объединения учителей трудового обучения по теме: «Коррекция двигательных навыков .
Уроки ![]()
Одним из важнейших направлений в процессе профессионально-трудового обучения учащихся с недостатками психофизического и интеллектуального развития является механизм формирования.
"Сталь , её виды и свойства"
Уроки ![]()
1.Ознакомить учащихся с видами и свойствами сталей 2. Научить распознавать маркировку сталей. 3.Воспитывать у учащихся бережное отношение к материалам и.
Технологическая карта урока "Движение по линии с п- регулятором"
Уроки ![]()
Уроки ![]()
Цели занятия: Образовательная. Обобщить и закрепить теоретические и практические знания и умения по изготовлению творческого проекта. Научить последовательно выполнять творческую.

Получайте новое первыми










Лицензия на право ведения образовательной деятельности №5251 от 25.08.2017 г.

Цели: познакомить учащихся с заточкой дереворежущих инструментов и настройкой рубанков, фуганков, шерхебелей; прививать бережное отношение к инструментам; способствовать развитию технического мышления.
Тип урока: комбинированный (освоение новых знаний, обобщение и систематизация изученного).
Методы обучения: рассказ, демонстрация наглядных пособий.
Наглядные пособия: рисунки в учебнике, плакаты, стенды.
I. Организационно-подготовительная часть.
II. Теоретическая часть.
Повторение пройденного материала: решение тестовых заданий (контроль усвоения изученного материала).
Изложение нового материала.
План рассказа учителя:
1. Заточка дереворежущего инструмента.
2. Настройка рубанков, фуганков и шерхебелей.
1. Заточка дереворежущего инструмента.
В процессе работы режущая кромка инструмента затупляется. Инструмент уже не перерезает волокна древесины, а сминает и разрывает их. В результате качество обработанной поверхности снижается. Поэтому режущие инструменты периодически затачивают.
Ножи рубанков, лезвия долот и стамесок затачивают с помощью точила - шлифовального круга, насаженного на вал. Вращают вручную с помощью рукоятки или от электродвигателя (рис.7).
При заточке инструмент держат двумя руками. Угол наклона инструмента зависит от требуемого угла заострения и устанавливается на глаз. На инструмент слегка нажимают левой рукой и перемещают его по линии параллельно оси шлифовального круга. Полукруглую стамеску и нож шерхебеля при заточке двигают не только вправо-влево, но и дугообразно в одну и другую сторону так, чтобы шлифовальный круг касался всей поверхности фаски. Косую стамеску для чистового точения затачивают с двух сторон. Некоторые точила снабжены приспособлениями для установки угла наклона инструмента при точении.
В результате заточки лезвие и фаска ножа рубанка, долота, стамески должны быть прямолинейными и расположены под прямым углом к боковым граням. Это проверяют с помощью угольника, а правильность угла заострения - специальными шаблонами. Затачивают инструмент на точиле до образования по всему лезвию тонкой и ровной кромки заусенцев. Затем заусенцы снимают, т. е. доводят инструмент на мелкозернистом бруске со строго прямолинейной поверхностью. Для удобства работы брусок закрепляют на верстаке или специальной подставке. При доводке инструмент накладывают фаской на брусок, плотно прижимают к нему и перемещают прямыми и круговыми движениями. При этом надо следить, чтобы фаска всей своей плоскостью прилегала к бруску.
Чтобы получить нужную остроту лезвия, инструмент после заточки и доводки правят, т. е. шлифуют на бруске с очень мелким зерном (рис. 8). Такой брусок называется оселком. Его смачивают водой, прикладывают к нему инструмент фаской и перемещают круговыми движениями. Затем инструмент переворачивают, кладут на оселок всей плоскостью и правят такими же движениями. Этот прием повторяют несколько раз до снятия очень мелких заусенцев. После правки с оселка смывают грязь и вытирают его досуха.
Стамеску и долото затачивают так же, как и ножи рубанков, - на точиле. Лезвие полукруглой стамески и крючка перемещают при заточке не только вправо-влево, но и дугообразно в обе стороны. Надо следить, чтобы при заточке, правке и доводке фаска прижималась к абразивному кругу (бруску) всей своей поверхностью (рис.7). Косая стамеска для чистового точения затачивается по всей поверхности фаски с двух сторон.
Кромка лезвия после заточки, доводки и правки должна быть ровной, без закруглений, фаска - без перекоса в одну или другую сторону.
Заточка, доводка и правка инструмента являются видами процесса резания, так как острые грани зерен шлифовальных кругов и брусков имеют форму клина (резца) и снимают очень мелкую стружку.
Для школьных мастерских промышленность выпускает электрические точила, которые не имеют передаточного механизма, так как шлифовальный круг посажен непосредственно на рабочий орган - вал электродвигателя. Абразивные зерна срезают мелкую стружку, и получается нужный угол заострения инструмента.
На производстве режущий инструмент затачивают на заточных станках, подбирают шлифовальные круги, определяют режим заточки, выполняют весь комплекс работ по заточке, доводке и правке инструмента, с помощью контрольно-измерительных инструментов проверяют правильность заточки.
Для заточки ножовки сначала выравнивают зубья по высоте (фугуют). Ножовку закрепляют в специальных деревянных тисках или между двумя брусками в слесарных тисках (зажиме столярного верстака).
Обработку ведут трехгранным или плоским напильником с помощью приспособления для фугования пил (рис.9). Приспособление представляет собой деревянный брусок с прорезью для прохождения полотна пилы и отверстием для напильника. Напильником, зажатым в бруске, проводят по зубьям. Сточенные вершины отдельных зубьев затем заостряют.
Разводка (рис.13) - стальная пластина толщиной 3. 5 мм с прорезями шириной 0,6. 1,5 мм служит для развода пил разной толщины. Разводку поочередно надевают прорезью на зубья и отгибают их: нечетные зубья - в одну сторону, четные - в противоположную. Общая ширина развода зубьев не должна превышать двух толщин полотна пилы. Равномерность развода проверяют по шаблону, который продвигают вдоль полотна пилы. Неправильно (чрезмерно или недостаточно) отогнутые зубья исправляют и прорезают впадины между ними.
полотно поворачивают на 180°, зажимают и повторяют работу в той же последовательности. Каждый зуб затачивают до образования режущей грани — ровной, прямой, острой, без заусенцев.
На деревообрабатывающих предприятиях рамные, ленточные и дисковые пилы затачивают на заточных станках и автоматах. Ремонтируют пилы, делают штамповку, разводку, плющение и формовку зубьев пил; ножеточки затачивают и правят столярные инструменты (фрезы, сверла) и др., производят наладку и регулировку заточного оборудования.
2. Настройка рубанков, фуганков и шерхебелей.
Перед строганием производят настройку струга: рубанка, фуганка или шерхебеля. Для этого струг (рис.14) переворачивают подошвой 4 вверх и с передней стороны (по стрелке А) смотрят, на какую величину и без перекоса ли выставлена режущая кромка 5 ножа.
У рубанка и фуганка режущая кромка должна располагаться над подошвой без перекоса (параллельно плоскости подошвы) на величину 0,3. 0,5 мм, а у шерхебеля - до 3 мм. Высоту расположения режущей кромки над подошвой рубанка ориентировочно можно измерить линейкой 6, как показано на рисунке (рис.14). Более точно расположение режущей кромки измеряют с помощью специального индикаторного приспособления. Чтобы правильно установить и закрепить нож, струг разбирают.
Струги с деревянными колодками и с креплением ножа клином разбирают так. Левой рукой берут струг за колодку (рис.15, а), а правой рукой наносят легкие удары киянкой или молотком (рис.15, б) по задней стороне колодки (по стрелке), пока не выбьется клин. Нож выставляют на нужную величину (рис.15, в) и слегка заклинивают клином. Затем забивают клин молотком (рис.15, г) и проверяют, правильно ли выставлен нож.
Следует иметь в виду, что при заклинивании нож немного перемещается с клином. А поэтому режущую кромку предварительно выставляют на меньшую величину.
Перекос режущей кромки устраняют ударами молотка с боков ножа.
У стругов с металлической колодкой нож зажимается винтом, ввинчиваемым в металлический клин, который одновременно
является стружколомателем. Стружколоматель (стружколом) служит для надлома стружки, чтобы она не откалывалась от обрабатываемой поверхности. Наличие стружколомателя уменьшает неровности на обработанной поверхности.
У ножей со стружколомателем расстояние от режущей кромки ножа до кромки стружколомателя должно быть 1,0. 4,0 мм в зависимости от толщины стружки и твердости древесины.
Засорившийся леток (отверстие на подошве) очищают, вытягивая стружку вверх или проталкивая ее тонкой щепкой. При невозможности прочистить леток разбирают струг, прочищают леток и вновь собирают.
III. Практическая часть.
Организация рабочего места: учащиеся выполняют задание - каждый на своем рабочем месте. Для выполнения работы понадобятся: пила, напильник, напильник в колодке, разводка для заточки и развода зубьев пил, лезвия ножей для стругов, стамесок и долот, рубанок, фуганок, шерхебель, киянка.
Вводный инструктаж.
Примечание. Выполнение приемов заточки, правки и доводки дереворежущих инструментов очень опасно. Не все учащиеся смогут выполнить задания самостоятельно и правильно, поэтому практическую работу можно заменить наблюдением учащихся за выполнением работ учителем.
1) По разрешению учителя и под его руководством и наблюдением произведите прифуговку и заточку зубьев пилы; проконтролируйте правильность заточки; настройте разводку и разведите зубья пилы;
2) заточите лезвия дереворежущих инструментов, выданных учителем;
3) подберите необходимые бруски и оселки для правки и доводки лезвий; произведите правку и доводку лезвия; проконтролируйте остроту режущей кромки;
4) разберите один из видов стругов (шерхебель, рубанок, фуганок); настройте режущую кромку ножа на нужную высоту по заданию учителя и закрепите нож; проверьте правильность и высоту расположения режущей кромки ножа.
Правила техники безопасности:
1) Все виды работ проводить только с разрешения учителя и строго под его надзором!
2) При пользовании электрическим точилом следует работать только в защитных очках и с опущенным защитным экраном.
3) При заточке нельзя близко наклоняться к шлифовальному кругу.
4) Во время заточки, доводки и правки долота и стамески нельзя держать пальцы близко к лезвию.
5) Нельзя касаться пальцами шлифовального круга при его вращении, а также лезвий заточенных инструментов.
6) Нельзя допускать заклинивания круга затачиваемым инструментом, так как раскалывание круга приводит к выбросу кусков с большой скоростью.
7) Затачиваемый инструмент следует подводить к заточному кругу плавно и держать так, чтобы его не выбросило кругом.
8) При заточке на торце круга нужно остерегаться попадания инструмента на зажимные шайбы.
9) При заточке и разводе зубьев пил нужно остерегаться ранения рук.
10) Незатачиваемые зубья пил необходимо закрывать специальными защитными чехлами.
11) При настройке стругов нельзя выталкивать засорившуюся стружку со стороны режущей кромки. Это может привести к порезу руки.
Текущий инструктаж. Текущие наблюдения учителя, контроль за соблюдением правил техники безопасности, ответы на возникающие вопросы в процессе работы, проверка правильности выполнения заданий.
Заключительный инструктаж. Оценка результатов работы учащихся, выбор лучших работ учащихся, разбор допущенных ошибок и анализ причин, их вызвавших, разъяснение возможностей применения полученных знаний, умений и навыков в общественно полезном труде.
IV. Итоговая часть.
Установка на следующий урок. На следующем уроке продолжится знакомство с технологией обработки древесины. Учащиеся получат представление о шиповых столярных соединениях.
Читайте также: