
Реферат на тему программирование станков с чпу
Обновлено: 30.06.2024
Вы можете изучить и скачать доклад-презентацию на тему Программирование станков с ЧПУ. Презентация на заданную тему содержит 62 слайдов. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас - поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций в закладки!






























Термины Числовое программное управление (ЧПУ) — компьютеризованная система управления, управляющая приводами технологического оборудования, включая станочную оснастку.
История ЧПУ Изобретателем первого станка с числовым (программным) управлением (англ. Numerical Control, NC) является Джон Пэрсонс (John T. Parsons), работавший инженером в компании своего отца Parsons Inc, выпускавшей в конце Второй мировой войны пропеллеры для вертолетов. Он впервые предложил использовать для обработки пропеллеров станок, работающий по программе, вводимой с перфокарт.
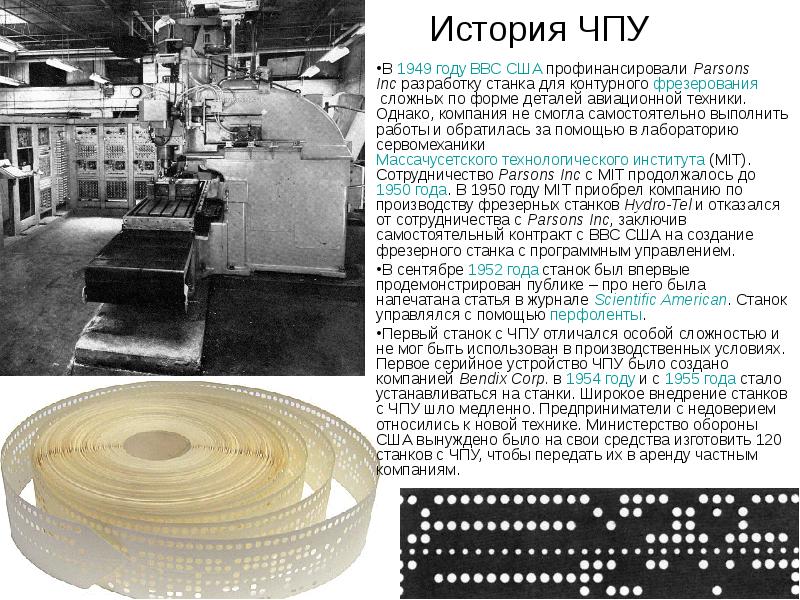
История ЧПУ В 1949 году ВВС США профинансировали Parsons Inc разработку станка для контурного фрезерования сложных по форме деталей авиационной техники. Однако, компания не смогла самостоятельно выполнить работы и обратилась за помощью в лабораторию сервомеханики Массачусетского технологического института (MIT). Сотрудничество Parsons Inc с MIT продолжалось до 1950 года. В 1950 году MIT приобрел компанию по производству фрезерных станков Hydro-Tel и отказался от сотрудничества с Parsons Inc, заключив самостоятельный контракт с ВВС США на создание фрезерного станка с программным управлением. В сентябре 1952 года станок был впервые продемонстрирован публике – про него была напечатана статья в журнале Scientific American. Станок управлялся с помощью перфоленты. Первый станок с ЧПУ отличался особой сложностью и не мог быть использован в производственных условиях. Первое серийное устройство ЧПУ было создано компанией Bendix Corp. в 1954 году и с 1955 года стало устанавливаться на станки. Широкое внедрение станков с ЧПУ шло медленно. Предприниматели с недоверием относились к новой технике. Министерство обороны США вынуждено было на свои средства изготовить 120 станков с ЧПУ, чтобы передать их в аренду частным компаниям.
Оборудование с ЧПУ может быть представлено: станочным парком, например станками (станки, оборудованные числовым программным управлением, называются станками с ЧПУ ): для обработки металлов (например, фрезерные или токарные), дерева, пластмасс, для резки листовых заготовок, для обработки давлением и т.д. приводами асинхронных электродвигателей, использующих векторное управление; характерной системой управления современными промышленными роботами.
Аббревиатура ЧПУ соответствует двум англоязычным — NC и CNC, — отражающим эволюцию развития систем управления оборудованием. Системы типа NC (англ. Numerical control), появившиеся первыми, предусматривали использование жестко заданных схем управления обработкой — например, задание программы с помощью штекеров или переключателей, хранение программ на внешних носителях. Каких-либо устройств оперативного хранения данных, управляющих процессоров не предусматривалось. Более современные системы ЧПУ, называемые CNC (англ. Computer numerical control) — системы управления позволяющие использовать для модификации существующих/написания новых программ программные средства. Базой для построения CNC служат современный (микро)контроллер или (микро)процессор: микроконтроллер, контроллер с программируемой логикой, управляющий компьютер на базе микропроцессора. Возможна реализация модели с централизованным автоматизированным рабочим местом (например, ABB Robot Studio, Microsoft Robotics Developer Studio) с последующей загрузкой программы посредством передачи по промышленной сети
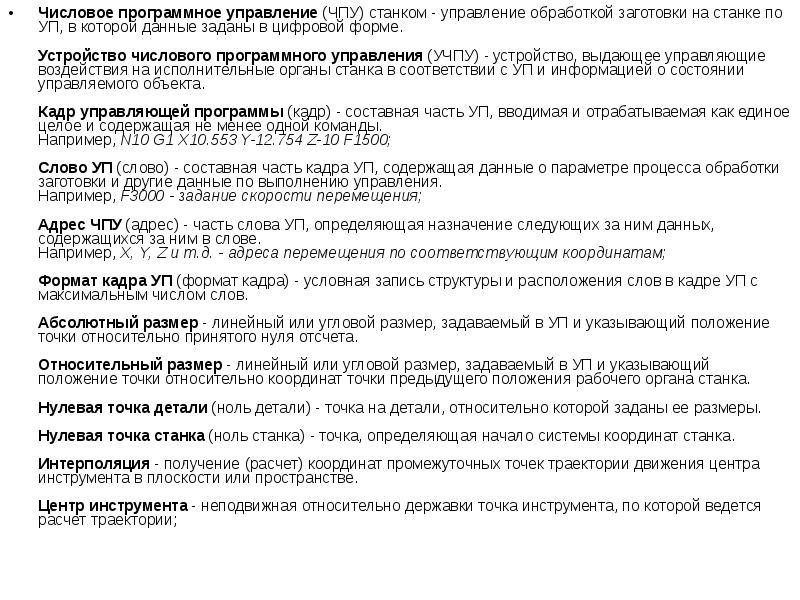
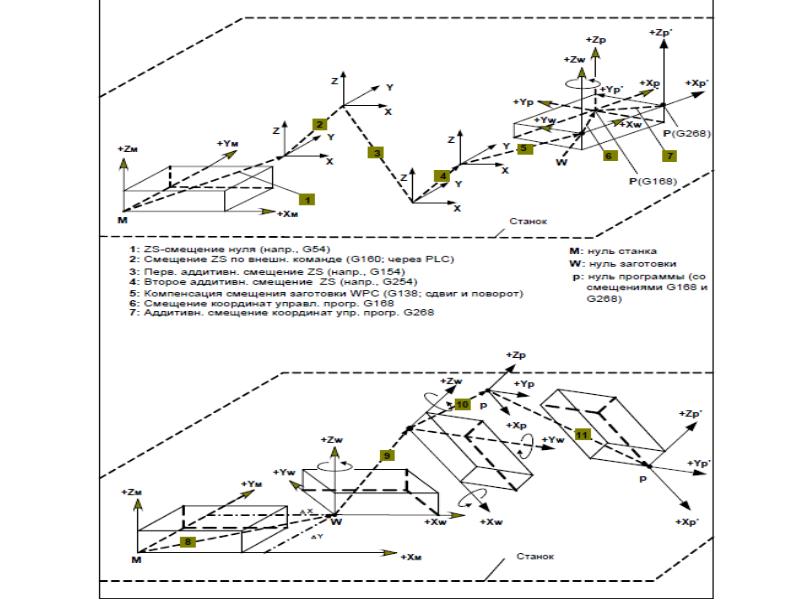
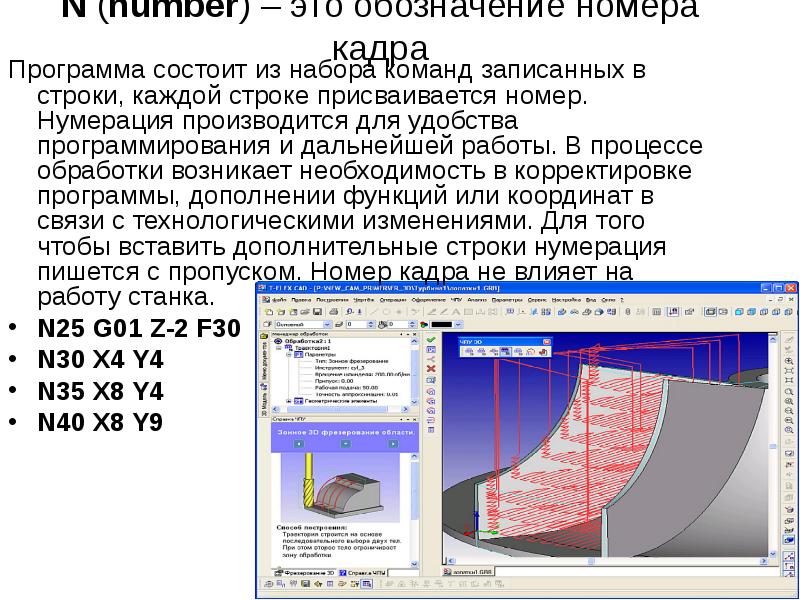
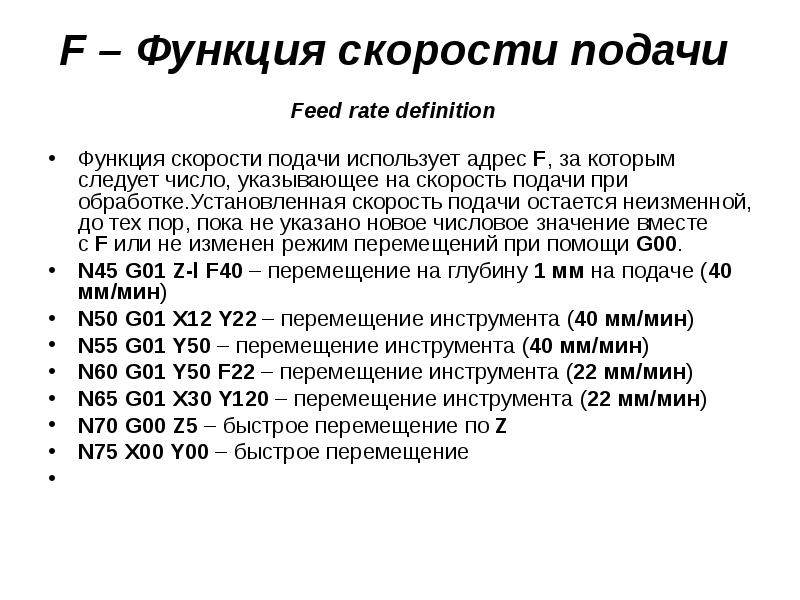
Числовое программное управление (ЧПУ) станком - управление обработкой заготовки на станке по УП, в которой данные заданы в цифровой форме. Устройство числового программного управления (УЧПУ) - устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с УП и информацией о состоянии управляемого объекта. Кадр управляющей программы (кадр) - составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды. Например, N10 G1 X10.553 Y-12.754 Z-10 F1500; Слово УП (слово) - составная часть кадра УП, содержащая данные о параметре процесса обработки заготовки и другие данные по выполнению управления. Например, F3000 - задание скорости перемещения; Адрес ЧПУ (адрес) - часть слова УП, определяющая назначение следующих за ним данных, содержащихся за ним в слове. Например, X, Y, Z и т.д. - адреса перемещения по соответствующим координатам; Формат кадра УП (формат кадра) - условная запись структуры и расположения слов в кадре УП с максимальным числом слов. Абсолютный размер - линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно принятого нуля отсчета. Относительный размер - линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно координат точки предыдущего положения рабочего органа станка. Нулевая точка детали (ноль детали) - точка на детали, относительно которой заданы ее размеры. Нулевая точка станка (ноль станка) - точка, определяющая начало системы координат станка. Интерполяция - получение (расчет) координат промежуточных точек траектории движения центра инструмента в плоскости или пространстве. Центр инструмента - неподвижная относительно державки точка инструмента, по которой ведется расчет траектории; Числовое программное управление (ЧПУ) станком - управление обработкой заготовки на станке по УП, в которой данные заданы в цифровой форме. Устройство числового программного управления (УЧПУ) - устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с УП и информацией о состоянии управляемого объекта. Кадр управляющей программы (кадр) - составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды. Например, N10 G1 X10.553 Y-12.754 Z-10 F1500; Слово УП (слово) - составная часть кадра УП, содержащая данные о параметре процесса обработки заготовки и другие данные по выполнению управления. Например, F3000 - задание скорости перемещения; Адрес ЧПУ (адрес) - часть слова УП, определяющая назначение следующих за ним данных, содержащихся за ним в слове. Например, X, Y, Z и т.д. - адреса перемещения по соответствующим координатам; Формат кадра УП (формат кадра) - условная запись структуры и расположения слов в кадре УП с максимальным числом слов. Абсолютный размер - линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно принятого нуля отсчета. Относительный размер - линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно координат точки предыдущего положения рабочего органа станка. Нулевая точка детали (ноль детали) - точка на детали, относительно которой заданы ее размеры. Нулевая точка станка (ноль станка) - точка, определяющая начало системы координат станка. Интерполяция - получение (расчет) координат промежуточных точек траектории движения центра инструмента в плоскости или пространстве. Центр инструмента - неподвижная относительно державки точка инструмента, по которой ведется расчет траектории;
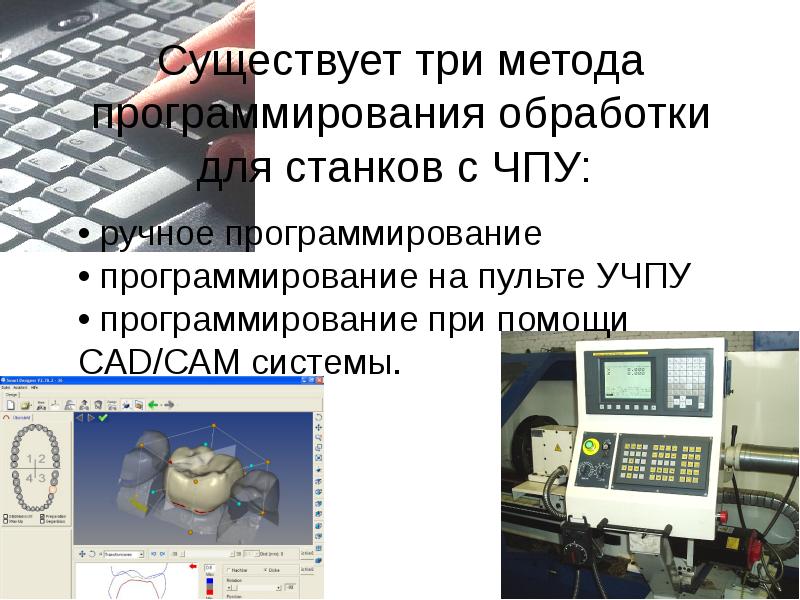
Существует три метода программирования обработки для станков с ЧПУ: • ручное программирование • программирование на пульте УЧПУ • программирование при помощи CAD/САМ системы.
методы программирования обработки для станков с ЧПУ Ручное программирование является довольно утомительным занятием. Однако все технологи-программисты должны иметь хорошее представление о технике ручного программирования независимо от того, как на самом деле они работают. Это как начальные классы в школе, обучение в которых дает нам базу для последующего образования. В нашей стране существует еще немало предприятий, на которых используется метод ручного программирования. Действительно, если завод имеет несколько станков с ЧПУ, а изготавливаемые детали просты, то грамотный программист способен довольно успешно работать и без средств автоматизации собственного труда.
Ручное программирование G-code это условное именование языка для программирования устройств с ЧПУ (CNC)(Числовое программное управление). Был создан компанией Electronic Industries Alliance в начале 1960-х. Финальная доработка была одобрена в феврале 1980-о года как RS274D стандарт. Комитет ИСО утвердил G-code, как стандарт ISO 6983-1:1982, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-code обозначается, как код ИСО-7 бит. Производители систем управления используют G-code в качестве базового подмножества языка программирования, расширяя его по своему усмотрению. Программа, написанная с использованием G-code, имеет жесткую структуру. Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Завершается программа командой M02 или M30.
Читайте также: