
Реферат на тему диаграмма парето
Обновлено: 05.07.2024
Диаграмма Парето - это столбчатая диаграмма, на которой интервалы (столбики) упорядочены по нисходящей линии. На такой диаграмме интервалы могут представлять виды дефектов, их локализацию, ошибки и пр. А высота интервалов (высота столбиков) - частоту возникновения дефектов, их процентное соотношение, стоимость, время и пр.
Диаграмма Парето является графическим отображением правила Парето. В менеджменте качества применение этого правила показывает, что значительное число несоответствий и дефектов возникает из-за ограниченного числа причин. Коротко правило Парето формулируется как 80 на 20. Например, если применить это правило по отношению к дефектам, то окажется, что 80 процентов дефектов возникает из-за 20 процентов причин.
Используется диаграмма Парето при выявлении наиболее значимых и существенных факторов, влияющих на возникновение несоответствий или брака. Это дает возможность установить приоритет действиям, необходимым для решения проблемы. Кроме того, диаграмма Парето и правило Парето позволяют отделить важные факторы от малозначимых и несущественных.
Строится диаграмма Парето в следующем порядке:
1. Определяется проблема, которую необходимо решить (например, дефектные изделия, стоимость потерь от брака и т.п.) и выбирается временной интервал для изучения проблемы.
2. Выбирается тип данных (фактор) для анализа, который наиболее полно сможет охарактеризовать проблему (например, дефекты, их локализация, объем потерь, затраты и пр.). Выбранный тип данных должен быть разбит на подтипы. Например, если в качестве типа данных выбраны дефекты, то подтипом будут являться виды дефектов – деформация, царапины, трещины и пр.
3. Определяется единица измерений, соответствующая типу данных (например, количество дефектов, их частота, процент затрат и т.п.).
4. Собираются статистические данные, и выполняется их систематизация. Для сбора и регистрации данных можно применять другие инструменты качества, например контрольный листок. Систематизацию статистических данных лучше представить в виде таблицы.
5. Выполняется подсчет и упорядочивание данных по убыванию.
6. При необходимости назначаются веса для каждого из подтипов данных. Установление весов может оказать существенное влияние на результат, который покажет диаграмма Парето. Веса перемножаются на подсчитанные значения по каждому из подтипов данных, что приводит к изменению соотношения их значимости.
7. Строится столбчатая диаграмма, на которой отмечаются подтипы данных и их величина. В прямоугольной системе координат по горизонтали откладываются равные отрезки, соответствующие подтипам данных, а по вертикали отмечается величина этих данных в порядке по убыванию.
8. Вычисляется и отображается на диаграмме линия суммарных значений (например, накопленных процентов).
9. Выполняется анализ полученных результатов для разработки необходимых действий по решению проблемы.
ПРИМЕР
Исследуется проблема дефектных изделий – печатных плат. В качестве типа данных для анализа выбраны дефекты, которые детализированы по видам. Единица измерений дефектов – процент от общего числа дефектов.
| Вид дефектов на печатной плате | Процент от общего числа дефектов |
| Недостаток припоя | |
| Трещины | |
| Царапины | |
| Пятна припоя | |
| Тепловая деформация | |
| Расслоение платы | |
| Прочее | |
| Итого: |
Основное преимущество, которое дает диаграмма Парето это возможность сфокусировать усилия и ресурсы на устранении наиболее значимых проблем. Также как и другие инструменты качества, она легка для применения и понимания персоналом организации.
Недостатком этого инструмента является возможность ввести в заблуждение относительно значимости проблем, особенно если не учитывается стоимость последствий возникающих несоответствий и дефектов.
· Построение диаграммы Парето состоит из следующих этапов.
Этап 1. Сначала следует решить:
1. Какие проблемы необходимо исследовать (например, дефектные изделия, потери в деньгах, несчастные случаи);
3. Определить метод и период сбора данных.
Этап 2. Разработка контрольного листка для регистрации данных с перечнем видов собираемой информации.
Этап 3. Заполнение листка регистрации данных и подсчет итогов.
Этап 4. Разработка таблицы для проверок данных с графами для итогов по каждому проверяемому признаку в отдельности, накопленной суммы числа дефектов, процентов к общему итогу и накопленных процентов (табл. 1).
Этап 5. Расположение данных, полученных по каждому проверяемому признаку, в порядке значимости и заполнение таблицы (см. табл. 1).
Таблица 1. Результаты регистрации данных по типам дефектов для построения диаграммы Парето.
| Типы дефектов | Число дефектов | Накопленная сумма числа дефектов | Процент числа дефектов по каждому признаку к общей сумме | Накопленный процент |
| Деформация | ||||
| Царапины | ||||
| Раковины | ||||
| Трещины | ||||
| Пятна | ||||
| Разрыв | ||||
| Прочие | ||||
| Итого | — |
Этап 6. Нанесение горизонтальной и вертикальной осей.
Вертикальная ось содержит проценты, а горизонтальная — интервалы в соответствии с числом контролируемых признаков.
Горизонтальную ось разбивают на интервалы в соответствии с количеством контролируемых признаков.
Этап 7. Построение столбиковой диаграммы (рис. 1).
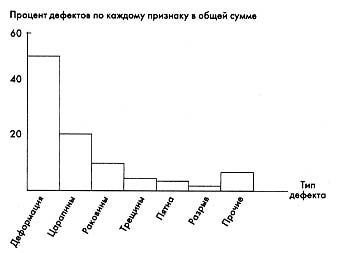
Рисунок 1. Диаграмма Парето
Этап 8. Проведение на диаграмме кумулятивной кривой (кривой Парето) (рис. 2).
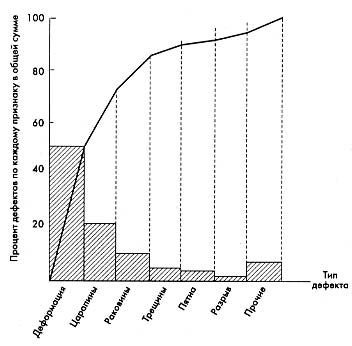
Рисунок 2. Кумулятивная кривая на диаграмме Парето
Этап 9. Нанесение на диаграмму всех обозначений и надписей, касающихся диаграммы (название, разметка числовых значений на осях, наименование контролируемого изделия, имя составителя диаграммы), и данных (период сбора информации, объект исследования и место его проведения, общее число объектов контроля).
В отношении построения и использования диаграммы Парето можно порекомендовать следующее:
· желательно использовать разные классификации и составлять много диаграмм Парето. Суть проблемы можно уловить, наблюдая явление с разных точек зрения, поэтому важно опробовать различные пути классификации данных, пока не будут определены немногочисленные существенно важные факторы, что, собственно, и является целью анализа Парето;
· если данные можно представить в денежном выражении, лучше всего показать это на вертикальных осях диаграммы Парето. Если существующую проблему нельзя оценить в денежном выражении, само исследование может оказаться неэффективным, поскольку затраты — важный критерий измерений в управлении;
· если нежелательный фактор можно устранить с помощью простого решения, это надо сделать незамедлительно, каким бы незначительным он ни был. Поскольку диаграмма Парето расценивается как эффективное средство решения проблем, следует рассматривать только немногочисленные существенно важные причины. Однако устранение относительно неважной причины простым путем может послужить примером эффективного решения проблемы, а приобретенный опыт, информация и моральное удовлетворение — оказать благотворное воздействие на дальнейшую процедуру решения проблем;
· не следует упускать возможности составить диаграмму Парето по причинам.
После выявления проблемы путем построения диаграммы Парето по результатам важно определить причины ее возникновения. Это необходимо для ее решения. При использовании диаграммы Парето для выявления результатов деятельности и причин наиболее распространенным методом является АВС-анализ.
Сущность АВС-анализа в данном контексте заключается в определении трех групп, имеющих три уровня важности для управления качеством:
1. Группа А — наиболее важные, существенные проблемы, причины, дефекты. Относительный процент группы А в общем количестве дефектов (причин) обычно составляет от 60 до 80%. Соответственно устранение причин группы Л имеет большой приоритет, а связанные с этим мероприятия — самую высокую эффективность;
2. Группа В — причины, которые в сумме имеют не более 20%;
3. Группа С — самые многочисленные, но при этом наименее значимые причины и проблемы.
Пример использования АВС-анализа в рамках диаграммы Парето приведен на рисунке 3.
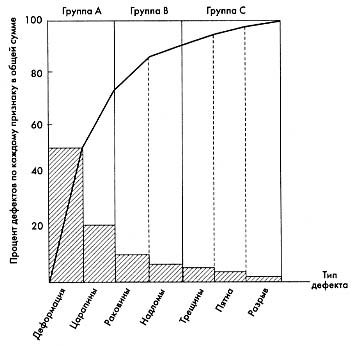
АВС-анализ позволяет обоснованно определять приоритеты работ по управлению качеством проекта.
Контрольная карта (карта Шухарта) это линейчатый график, построенный на основании данных измерений показателей процесса (или продукта) в различные периоды времени. Он позволяет отразить динамику изменений показателя и за счет этого контролировать процесс.
От обычных линейчатых графиков контрольные карты отличаются только дополнительно нанесенными горизонтальными линиями. Эти линии обозначают верхнюю и нижнюю контрольную границу статистически допустимых изменений измеряемой величины и среднее значение всех измерений.
Точки, которые наносятся на контрольные карты, могут быть как результатом прямых измерений отдельного показателя процесса, так и суммарным (комплексным) значением группы показателей, полученных в один момент времени. Комплексный показатель может включать, например, среднее значение по группе измерений, среднее значение отклонений, процент дефектов, среднее число дефектов на единицу и т.п.
Контрольные границы определяют предел ожидаемых изменений процесса, когда действуют только наиболее типичные для этого процесса факторы. Наносятся контрольные границы, как правило, на расстоянии трех стандартных отклонений случайной величины от линии средних значений.
Применение контрольных карт для отображения изменений показателей во времени дает возможность точно определить, когда и как изменился процесс и тем самым обеспечить базу для управления им. Например, если контрольная карта отображает единичный случай выхода показателя за контрольные границы, то нет необходимости предпринимать какие-либо действия по корректировке процесса. Если же, например, контрольная карта показывает асимметричное смещение контролируемого показателя (в течение длительного интервала времени) относительно линии средних значений, то процесс требует вмешательства и принятия корректирующих действий.
Для управления процессами разработаны и применяются различные контрольные карты. Например, существуют такие контрольные карты как - средних значений, медиан, средних квадратических отклонений, размахов, числа дефектных единиц продукции, доли дефектных единиц продукции, числа дефектов, числа дефектов на единицу продукции и пр. Их выбор зависит от целей управления и вида контролируемых данных (количественный признак или альтернативный признак). Если необходимо определять фактические значения контролируемого параметра, то такой вид контроля называется контролем по количественному признаку. Если нет необходимости знать фактическое значение контролируемого параметра, а просто достаточно установить соответствие или несоответствие этого параметра установленным требованиям, то такой вид контроля называется контролем по альтернативному признаку. Исходя из этих условий выбираются соответствующие контрольные карты.
Несмотря на то, что существуют различные контрольные карты, порядок их построения один и тот же:
1. Определяются показатели процесса или продукции, которые необходимо измерять. Показатели могут иметь количественные или качественные значения.
2. Определяются точки контроля показателя. По возможности, точки контроля необходимо устанавливать на наиболее ранней стадии процесса, где выбранный показатель может быть измерен.
3. На основании вида контролируемых показателей (контроль по количественному или альтернативному признаку) выбирается соответствующая контрольная карта.
4. Когда применяется контроль по количественному или альтернативному признаку часть последовательных во времени измерений (примерно от 3 до 5) может иметь близкие значения. Эти измерения формируются в подгруппу. Количество измерений, вошедших в подгруппу, называется размером подгруппы. Необходимо установить размер подгруппы.
5. Проводятся измерения выбранного показателя процесса или продукта.
6. На контрольной карте отображаются результаты измерений (для контроля по количественному признаку) или суммарные (комплексные) значения (для контроля по альтернативному признаку) показателей.
7. Точки графика соединяются между собой.
8. Рассчитывается линия средних значений, и вычисляются контрольные границы. В зависимости от того, какие контрольные карты применяются, формулы расчета контрольных границ и их количество может изменяться (например, для карты размаха достаточно рассчитать только верхнюю контрольную границу).
9. Линия средних значений и контрольные границы отображаются на контрольной карте.
10. Определяются все точки, выходящие за пределы контрольных границ.
11. Проводится анализ причин выхода значений контролируемых показателей за пределы контрольных границ и направления смещения подгрупп относительно линии средних значений. При необходимости предпринимаются корректирующие действия.
Для того чтобы контрольная карта являлась эффективным средством управления процессом сбор результатов измерений контролируемых показателей и их регистрация в контрольной карте должны осуществляться в режиме реального времени.
Контрольные карты обладают рядом достоинств. В частности, они дают возможность визуально определить момент изменения процесса, создают основу для улучшения процесса, выявляют различия между случайными и системными нарушениями в процессе, снижают потери от брака за счет предотвращения появления дефектов. К недостаткам контрольных карт можно отнести более высокие требования к подготовке персонала и необходимость работы в реальном времени.
Анализ Парето получил свое название по имени итальянского экономиста Вилфредо Парето, который показал, большая часть капитала (80%) находится в руках незначительного количества людей (20%). Парето разработал логарифмические математические модели, описывающие это неоднородное распределение, а математик М.Оа. Лоренц представил графические иллюстрации.
Правило Парето - "универсальный" принцип, который применим во множестве ситуаций, и без сомнения - в решении проблем качества. Джозеф Джуран отметил "универсальное" применение принципа Парето к любой группе причин, вызывающих то или иное последствие, причем большая часть последствий вызвана малым количеством причин. Анализ Парето ранжирует отдельные области по значимости или важности и призывает выявить и в первую очередь устранить те причины, которые вызывают наибольшее количество проблем (несоответствий).
Анализ Парето как правило иллюстрируется диаграммой Парето, на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания вызванных ими проблем, а по оси ординат - в количественном выражении сами проблемы, причем как в численном, так и в накопленном (кумулятивном) процентном выражении.
На диаграмме отчетливо видна область принятия первоочередных мер, очерчивающая те причины, которые вызывают наибольшее количество ошибок. Таким образом, в первую очередь, предупредительные мероприятия должны быть направлены на решение проблем именно этих проблем (рис. 3).

Рис. 3 - Диаграмма Парето
2.4 Метод стратификации
В основном, стратификация - процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков
Мы можем классифицировать массив данных в различные группы (или категории) с общими характеристиками, называемыми переменной стратификации. Важно установить, которые переменные будут использоваться для сортировки.
Стратификация - основа для других инструментов, таких как анализ Парето или диаграммы рассеивания. Такое сочетание инструментов делает их более мощными (рис. 4).

Рис. 4 - Стратификация данных
2.5 Диаграмма разброса
Диаграмма (график) разброса - показывает характер взаимоотношений между двумя переменными. Закономерности взаимосвязи могут как проявляться, так и отсутствовать вообще. Необработанные данные изображаются как функция двух переменных, между которыми затем может обнаружиться взаимосвязь. Например, существует ли зависимость между температурой окружающей среды и числом простудных заболеваний? Если падает температура, растет ли число заболеваний? Чем ближе точки располагаются к диагональной линии, тем более четко существует прямая зависимость двух указанных параметров. Взаимосвязь может быть положительной, отрицательной, либо отсутствовать вообще.
Если взаимосвязь будет установлена, то это облегчит определение сути проблемы (рис. 5).

Рис. 5 - Диаграмма разброса: имеется прямая взаимосвязь между показателями качества
2.6 Диаграмма Исикавы

Рис. 6 - Пример диаграммы Исикавы
2.7 Контрольная карта
Контрольные карты - специальный вид диаграммы, впервые предложенный В. Шухартом в 1925 г. Контрольные карты имеют вид, представленный на рис. 7. Они отображают характер изменения показателя качества во времени.

Рис. 7 - Общий вид контрольной карты
Контрольные карты по количественным признакам - это как правило сдвоенные карты, одна из которых изображает изменение среднего значения процесса, а 2-я - разброса процесса. Разброс может вычисляться или на основе размаха процесса R (разницы между наибольшим и наименьшим значением), или на основе среднеквадратического отклонения процесса S. В настоящее время обычно используются x - S карты, x - R карты используются реже.
Контрольные карты по качественным признакам (рис. 8):
Карта для доли дефектных изделий (p-карта). В p-карте подсчитывается доля дефектных изделий в выборке. Она применяется, когда объем выборки - переменный.
Карта для числа дефектных изделий (np-карта). В np-карте подсчитывается число дефектных изделий в выборке. Она применяется, когда объем выборки - постоянный.
Карта для числа дефектов в выборке (с-карта). В с-карте подсчитывается число дефектов в выборке.
Карта для числа дефектов на одно изделие (u-карта). В u-карте подсчитывается число дефектов на одно изделие в выборке.

Рис. 8 - Бланк контрольной карты
Рассмотренные семь инструментов контроля качества – простые и надежные средства для систематического решения большего количества (до 95%) проблем, касающихся контроля качества в самых разных областях.
При осуществлении контроля качества производится обязательный сбор данных, а затем их обработка с помощью статистических инструментов контроля качества. Овладеть ими обязан каждый менеджер по качеству, и пользоваться ими после соответствующей подготовки могут все участники процесса.
Методы применяются как непосредственно в производстве, так и на различных стадиях жизненного цикла продукции. Причем необязательно в процессе решения задачи должны использоваться все семь методов. Каждый метод может находить свое самостоятельное применение в самых различных случаях.
Достоинство метода - наглядность, простота освоения и применения.
Недостаток метода - низкая эффективность при проведении анализа сложных процессов.
Раздел: Менеджмент
Количество знаков с пробелами: 14232
Количество таблиц: 0
Количество изображений: 8
Актуальность темы курсовой работы. Продукцию высокого качества можно выпустить только при соблюдении всех технологических режимов производства и оперативном исправлении всех возможных отклонений. Для такого оперативного исправления возможных отклонений от оптимального технологического режима нужна постоянная оперативная информация о ходе технологического процесса. Такую информацию дает контроль и управление технологическим режимом на основе систематических анализов и показаний контрольно-измерительных приборов.
С этой целью повышения качества проводится анализ производства, который включает в себя разработку сети процессов, выявление контрольных точек, разработку стандартов предприятия. Использование инструментов качества позволит сделать вывод о несоответствиях и их причинах. Все это вместе взятое актуализирует выбранную тему курсовой работы.
Целью курсовой работы является рассмотрение системы управления качеством на конкретном предприятии при помощи контрольных карт Шухарта, схемы Исикава, диаграммы Парето.
В связи с поставленной целью в качестве основных были определенны следующие задачи:
Глава 1. Теоретические аспекты проблемы управление качеством продукции в современном менеджменте
1.1 Понятие качества продукции управление качеством продукции
Некачественная продукция – это продукция, которая не соответствует установленным (оговорённым или документированным способом) требованиям к ней или ожиданиям (невысказанным пожеланиям) потребителя. Несоответствие – это симптом неблагополучия, т.к. всегда представляет собой расхождение между тем, что есть или может быть, и тем, что должно быть. Исходя из этого, различают существующие и потенциальные несоответствия [3] .
Существующие несоответствия могут быть обнаруженными, т.е. доказанным фактором конкретного невыполнения требования, и скрытым, т.е. не обнаруженным. В отличие от существующего потенциальное несоответствие - это несоответствие, которого ещё нет, но вероятность появления, которого в будущем может быть спрогнозирована с определённой степенью точности (примером потенциального несоответствия может служить приближение значения контролируемого параметра к границе доступа). Поэтому вопрос учета и управления качеством продукции является весьма важным в рамках общей политики качества на любом крупном производственном предприятии.
В целом, организация системы качества продукции предусматривает закрепление всех процессов и принятых решений, направленных на создание качественной продукции, соответствующей системой документов, которую принято называть документацией системы менеджмента качества или управлением качеством всеобщий характер [4] .
В развитых странах фирмы, участвуя в жесткой конкурентной борьбе, вынуждены постоянно повышать качество своей продукции и совершенствовать формы и методы своей деятельности, обеспечивающие уверенность себе и потребителям в устойчивых возможностях поставлять продукцию высокого качества. Высокоэффективные системы качества в фирмах становятся своеобразным гарантом надежности этих фирм, а требование к надежности фирмы-поставщика диктуется характером современного продукта и производства [5] .
Предприятия, как правило, разрабатывают процессы, обеспечивающие проведение анализа несоответствий определёнными лицами в организации. Такие процессы могут утверждаться на различных уровнях в зависимости от характера решения, принимаемого по действиям, обеспечивающим устранения несоответствия [6] .
В итоге предприятие может распорядиться некачественной продукцией материалом различными способами. Он может быть утилизирован, отремонтирован, переделан, его ранг может быть снижен или если этот материал закуплен, он может быть возвращён поставщику. Когда некачественная продукция исправлена, она должна быть подвергнута повторной верификации для подтверждения соответствия первоначальным требованиям [7] .
Организация зачастую не исправляет бракованную продукцию. Продукция, отвечающая функциональным требованиям, часто используется в произведённом виде без принятия действий, обеспечивающих полное соответствие продукции всем установленным требования, особенно когда такое решение не повлияет на соответствия требованиям к конечной продукции, поставленной потребителю.
Корректирующие действия - это действия, предпринятое для устранения причин обнаруженного несоответствия или другой нежелательной ситуации. Корректирующее действие предпринимается для предотвращения повторного наступления события (несоответствия или нежелательной ситуации) [8] .
В специальной литературе и в практике главное внимание обращается на случаи, когда основанием для корректирующих действий выступает повторное несоответствие, и крайне редко, когда это касается повторных нежелательных ситуаций [9] .
Примерами нежелательной ситуации могут быть жалобы потребителей, претензии одного подразделения организации к другому, низкая результативность процесса, разрешённые отступления или отклонение и др. При корректирующих действиях не просто устраняется существующее или потенциальное несоответствие, как это имеет место при коррекции, а его причина. Совершенно очевидно, что корректирующее действие является более сложным, чем коррекция. Любое корректирующее действие требует проведения специальных работ по выявлению причин несоответствия и разработке мер по её устранению. Выявление причин несоответствия проводится путём сбора необходимой информации и её тщательного анализа. Причиной несоответствия может быть и неудачное проведение коррекции. Предупреждающие действия - это действия, предпринятое для устранения причины потенциального несоответствия или другой потенциальной нежелательной ситуации [10] .
В отличие от корректирующих действий, предпринимаемого для предотвращения повторного возникновения несоответствия, предупреждающие действия предпринимается для того, чтобы потенциальное несоответствие не стало реальностью.
К вариантам брака в производстве не относятся [11] :
- материалы и полуфабрикаты, расходуемые при испытаниях и исследовании их качества;
- детали, оставшиеся неиспользованными в производстве в связи с частичным изменением конструкций изделий и не используемые при производстве других изделий;
- детали, материалы, испорченные учениками профессионально
- технических училищ во время их производственной практики;
- порча материалов, полуфабрикатов, происшедшая по вновь осваиваемым технологическим процессам в пределах технологических норм;
- материалы и детали, используемые при настройке и наладке оборудования (в пределах технологических норм на эти цели). Т.о., многие виды современной продукции представляют собой сложные технические агрегаты и комплексы.
У потребителя особые требования к надежности такой продукции, и, если продукция отказывает, то это может негативно повлиять на последующие или текущие продажи предприятия [12] .
Многие виды производства носят крупносерийный или мастный характер. В целях сокращения издержек производства изготовители, минимизирую производственные запасы, часто принимают схему, когда комплектующие изделия запускаются в производство сразу же после поступления на предприятие. В целом, любое предприятие должно стремиться сократить долю брака в своем общем выпуске продукции. В соответствии с требованиями ГОСТ ISO 9001 должны быть разработаны на каждом предприятии документированные процедуры, по дробно описывающие процессы управления и однозначно устанавливающие лиц, ответственных за работу с некачественной продукцией [13] .

Рис 1. Действия по снижению проблем с качеством продукции
Отметим, что задачами учета и анализа качества продукции и поиска брака являются:
- объективный анализ причин несоответствий и установление вида (выпуск ;предупреждающее действие; корректирующее действие; разрешение на отклонение; разрешение на отступление; коррекция; утилизация бракованной продукции; ремонт; снижение градации; переделка; дефект; требования; несоответствие показателям качества продукции; соответствие несоответствия и виновников.)
- возможность анализа их причин по производственным подразделениям, заказам предприятия;
- определение потерь от выявленных несоответствий и возмещение ущерба в пределах, установленных законом.
На предприятиях устанавливаются конкретные требования для записей некачественной продукции. Организации должны поддерживать в рабочем состоянии записи о несоответствиях, действиях по их исправлению, а также любых требуемых внутренних или внешних их подтверждениях. Требуется документированная процедура, чтобы быть уверенным, что продукция, которая не отвечает требованиям, идентифицируется и управляется с целью предупреждения её непреднамеренного использования.
Организация также должна рассмотреть подготовку документированной процедуры, обеспечивающей решение проблем, возникших в результате выявления некачественной продукции после поставки или использованием потребителем.
И, наконец, документированные процедуры должны описывать связи с потребителями и, если необходимо, обстоятельства, вызвавшие необходимость рассмотрения предложения по исправлению некачественной продукции. Такая документация может быть представлена как отдельные процедуры или часть комплексной процедуры по решению проблем несоответствия.
Важным моментом в доказательстве поставщиком способности к качеству является документация системы качества [15] .
В процессе изучения и управления качеством продукции необходимо обеспечить средства для сбора данных:
- нужны средства для предоставления данных;
- необходимо применение статистических методов обработки данных;
- необходимы знания теории общего менеджмента;
- применение теории мотивации и межличностных отношений;
- нужны расчеты экономистов;
- необходимо системно анализировать процесс производства;
- необходимо планировать и управлять в соответствии с планом.
Результаты такого анализа могут быть использованы для улучшения качества по следующим направлениям:
- удовлетворенности других заинтересованных сторон;
- успешного достижения целей по улучшению деятельности;
- сравнимости своей деятельности с лучшими достижениями;
Анализ данных по качеству продукции и контролю за ним вводится на этапах жизненного цикла продукции:
- при входном контроле;
- на стадиях изготовления продукции;
Таким образом, Для результативной оценки руководством деятельности организации в целом необходимо обобщить и проанализировать данные и информацию, полученные от всех подразделений организации.
1.2. Использование контрольных карт в процессе управления качеством продукции
Измерения (контроль) по любому признаку производят на выборке (выборках), т.е. на ряде изделий, взятых случайным образом за рассматриваемый промежуток времени. В каждом конкретном случае процесс взятия выборки должен быть установлен в технологической документации, при этом следует избегать явно неслучайного характера выборок. Для получения данных о статической управляемости процесса производства и о нахождении показателя в пределах заданных параметров используют контрольную карту Шухарта [16] . Контрольные карты - это представление полученных в ходе технологического процесса данных в виде точек (или графика) в порядке их поступления во времени. Они позволяют контролировать текущие рабочие характеристики процесса, показывают отклонения этих характеристик от целевого или среднего значения, а также уровень статистической стабильности (устойчивости, управляемости) процесса в течение определенного времени. Их можно использовать для изучения возможностей процесса, чтобы помочь определить достижимые цели качества и выявить изменения средних характеристик и изменчивость процесса, которые требуют корректирующих или предупреждающих действий [17] . Контрольные карты впервые были предложены в 1924 г. У. Шухартом с намерением исключить необычные вариации, т.е. отделять вариации, которые обусловлены определенными причинами, от тех, что вызваны случайными причинами [18] . Контрольные карты основываются на четырех положениях [19] :
- все процессы с течением времени отклоняются от заданных характеристик;
- небольшие отклонения отдельных точек являются непрогнозируемыми;
- стабильный процесс изменяется случайным образом, но так, что группы точек этого процесса имеют тенденцию находиться в прогнозируемых границах;
- нестабильный процесс отклоняется в силу неслучайных факторов, и неслучайными обычно считаются те отклонения, которые находятся за пределами прогнозируемых границ [20] .
Результаты измерений характеристики процесса в течение определенного времени сравниваются с требованиями к процессу для установления того, что контролируемая характеристика процесса [21] :
- выходит за установленные границы поля допуска, но размах R (разброс параметров) процесса не превышает ширины поля допуска, что сохраняет возможность удовлетворить требования потребителя путем наладки или настройки процесса, например, за счет совмещения среднего арифметического значения характеристики процесса с серединой поля допуска CL;
- выходит за установленные границы поля допуска, причем среднее значение близко к середине поля допуска CL, а размах R (разброс параметров) процесса превышает ширину поля допуска, что не позволяет удовлетворить требования потребителя (необходимо улучшение процесса, а именно: уменьшение размаха R за счет использования более точного станка или уменьшение влияния внешних факторов, вызывающих повышенную изменчивость процесса) [22] ;
- среднее значение характеристики процесса далеко от середины поля допуска CL и величина размаха R превышает ширину поля допуска (для улучшения качества процесса требуется как его настройка/наладка, так и уменьшение размаха (разброса) характеристики процесса) [23] .
Карта Шухарта имеет две статистические определяемые контрольные границы относительно центральной линии, которые называются верхней контрольной границей (UCL) и нижней контрольной границей (LCL) [24] .
Количественные данные представляют собой наблюдения, полученные с помощью измерения и записи значений некоторой характеристики для каждой единицы, рассматриваемой в подгруппе. Карты для количественных данных, и особенно простейшие из них ( - и R-карты),- это классические карты, применяемые для управления процессами.
Для контрольных карт, использующих количественные данные, предполагается нормальное (гауссово) распределение для вариаций внутри выборок, причем отклонения от этого предположения влияют на эффективность карт. Коэффициенты для вычисления контрольных границ выведены при условии нормальности. Поскольку контрольные границы используются только как эмпирические критерии при принятии решений, целесообразно пренебрегать малыми отклонениями от нормальности. Согласно центральной предельной теореме выборочные средние при n≥4 имеют распределение, приближающееся к нормальному с ростом объема выборки, даже когда отдельные наблюдения не подчиняются нормальному закону [25] .
Это обосновывает возможность предположения о нормальности для X -карт даже при объемах выборок, столь малых как 4 или 5 единиц, взятых для проведения контроля. Если используют отдельные наблюдения для изучения возможностей процесса, истинное распределение важно.
Построение начинают с того, что к центральной горизонтальной стрелке, изображающей объект анализа, подводят большие первичные стрелки, обозначающие главные факторы (группы факторов), влияющие на объект анализа. Далее к каждой первичной стрелке подводят стрелки второго порядка, к которым в свою очередь подводят стрелки третьего порядка и т.д. до тех пор, пока на диаграмму не будут нанесены все стрелки, обозначающие факторы, оказывающие заметное влияние на объект анализа в конкретной ситуации [27] .
Каждая из стрелок, нанесенная на схему, представляет собой, в зависимости от ее положения, либо причину, либо следствие: предыдущая стрелка по отношению к последующей всегда выступает как причина, а последующая – как следствие [28] .
Главное при построении схемы заключается в том, чтобы обеспечить правильную соподчиненность и взаимозависимость факторов, а также четко оформить схему, чтобы она хорошо смотрелась и легко читалась.
Карты для количественных данных отражают состояние процесса через разброс (изменчивость от единицы к единице) и через расположение центра (среднее процесса). Поэтому контрольные карты для количественных данных почти всегда применяют и анализируют парами — одна карта для расположения и одна — для разброса. Наиболее часто используют пару - и R-карту. Диаграмма Парето – разновидность столбиковой диаграммы. Эта диаграмма позволяет точно определить основные виды причин брака.
2.1 Построение причинно –следственной диаграммы (Схемы Исикава)

Необходимо произвести статистический контроль СО на вдохе на данных этапах производства для этого воспользуемся контрольными картами Шухарта по количественному признаку.

В таблице 1 приведены результаты измерений содержания СО на вдохе. Каждые смену делалось 4 измерений, всего взято 40 выборок. Средние и размахи также приведены в таблице. Установлены предельные значения содержания СО2 на вдохе: 1 – 3 %. Установлены предельно допустимые нижний и верхние пределы отклонений Xmin=1% и Xmax=3%, Т=2.
Цель – определение показателей процесса и управление им по настройке и разбросу так, чтобы он соответствовал установленным требованиям.
Диаграмма Парето — это упорядоченная нисходящая гистограмма, отображающая виды производственных дефектов, а также частоту их возникновения. Диаграмма Парето позволяет распределить усилия для решения проблем и выявить основные причины, с которых нужно начинать действовать. Является графическим отображением правила Парето — 80/20 (например, 80% брака изделий вызвано 20% всех причин).
Столбцы гистограммы обычно представляют виды дефектов, их локализацию, ошибки и прочее, а высота столбцов — частоту возникновения дефектов, их процентное соотношение, стоимость, время.
Диаграмма Парето
Экономист В. Парето (1845-1923 гг.) в 1897 году предложил формулу, показывающую, что блага распределяются неравномерно. Эта же теория была проиллюстрирована американским экономистом Лоренцом в 1907 году на диаграмме. Оба ученых показали, что в большинстве случаев наибольшая доля доходов или благ принадлежит небольшому числу людей.
Доктор Джуран применил диаграмму Лоренца в сфере контроля качества для классификации проблем качества на немногочисленные, но существенно важные и многочисленные, но несущественные и назвал этот метод анализом Парето. Он указал, что в большинстве случаев подавляющее число дефектов и связанных с ними потерь возникают из-за относительно небольшого числа причин. При этом он иллюстрировал это с помощью диаграммы, которая получила название диаграммы Парето.
Типы диаграммы Парето
Диаграмма Парето по результатам деятельности
Эта тип диаграммы предназначен для выявления главной проблемы и отражает следующие нежелательные результаты деятельности:
- качество: дефекты, поломки, ошибки, отказы, рекламации, ремонты, возвраты продукции;
- себестоимость: объем потерь, затраты;
- сроки поставок: нехватка запасов, ошибки в составлении счетов, срыв сроков поставок;
- безопасность: несчастные случаи, трагические ошибки, аварии.
Диаграмма Парето по причинам
Эта тип диаграммы отражает причины проблем, возникающих в ходе производства, и используется для выявления главной из них:
- исполнитель работы: смена, бригада, возраст, опыт работы, квалификация, индивидуальные характеристики;
- оборудование: станки, агрегаты, инструменты, оснастка, организация использования, модели, штампы;
- сырье: изготовитель, вид сырья, завод-поставщик, партия;
- метод работы: условия производства, заказы-наряды, приемы работы, последовательность операций;
- измерения: точность (указаний, чтения, приборная), верность и повторяемость (умение дать одинаковое указание в последующих измерениях одного и того же значения), стабильность (повторяемость в течение длительного периода), совместная точность, т. е. вместе с приборной точностью и тарированием прибора, тип измерительного прибора (аналоговый или цифровой).
Построение диаграммы Парето
Построение диаграммы Парето. Шаг 1
Предполагается, что на данном этапе мы уже обладаем информацией о результатах всех предыдущих шагов по решению проблем:
- проблемы сформулированы,
- проблемы проанализированы,
- контрольные листы заполнены по проблемам.
Для построения диаграммы Парето необходимо разработать шаблон таблицы, содержащей следующие данные:
- типы (признаки) случаев, фактов (данные лучше всего располагать в убывающем порядке — в начале таблицы тип события, имеющий наибольшее количество повторений, в конце таблицы — наименьший);
- количество появлений (повторений) каждого типа;
- накопленная сумма числа каждого типа (с нарастающим итогом: к числу предыдущего типа прибавляется следующее);
- процент числа по каждому признаку в общей сумме;
- накопленный процент (с нарастающим итогом). В таблице следует подсчитать общую сумму количества случаев по всем типам (признакам).
Таблицу необходимо заполнить актуальными данными.
Построение диаграммы Парето. Шаг 2
Дальнейшим шагом необходимо начертить одну горизонтальную и две вертикальные оси.
- Вертикальные оси:
- левая ось с интервалами от 0 до общей суммы количества выявленных случаев;
- правая ось с интервалами от 0 до 100.
- Горизонтальная ось. Интервалы на ней должны быть одинаковыми и соответствовать числу типов (признаков), указанных в таблице.
Построение диаграммы Парето. Шаг 3
Затем строится столбиковая диаграмма по значениям типов (признаков) случаев и кумулятивная кривая (кривая Парето). На вертикалях, соответствующих правым концам каждого интервала на горизонтальной оси, наносятся точки накопленных сумм (результатов или процентов) и соединяются между собой отрезками прямых. На диаграмме располагаются все обозначения и надписи.
Построение диаграммы Парето. Шаг 4
- Надписи, касающиеся диаграммы (название, разметка числовых значений на осях, наименование контролируемого изделия (события), имя составителя диаграммы).
- Надписи, касающиеся данных (период сбора информации, объект исследования и место его проведения, общее число объектов контроля).
Построение диаграммы Парето. Советы и рекомендации
Пример построения диаграммы Парето
Для лучшего понимания того, как следует строить и использовать диаграмму Парето, мы рассмотрим реальный пример из практики работы компании, которая пыталась установить, какие из стоящих перед ее производственным подразделением проблем являются наиболее важными и требуют решения в первую очередь.
Пример построения диаграммы Парето. Шаг 1
В результате предварительного обследования рабочей группы были определены типы проблем, по причине которых компания несла убытки. В течение некоторого времени были собраны данные, необходимые для проведения анализа причин. Все собранные данные были внесены в таблицу в порядке убывания их значений.
На основании данных из таблицы строим гистограмму, наглядно иллюстрирующую количество случаев, возникающих по различным причинам. При этом все проблемы с долей возникновения менее 5% объединяем в группу Другие. Для этого по горизонтальной оси были отложены сами проблемы, по вертикальной оси — количество случаев, соответствующих каждой проблеме. Отдельно выделили множество незначительных проблем (неправильный выбор бумаги, проблемы с типографской краской, повреждения при перевозке и др.).

Пример построения диаграммы Парето. Шаг 2
Для построения диаграммы Парето (а строится она по накопленным значениям причин) добавим колонки в таблицу — накопленную сумма значений (нарастающий итог количества случаев) и накопленный процент.
Пример построения диаграммы Парето. Шаг 3
На этом шаге по данным таблицы выше строим кумулятивную кривую — диаграмму Парето. Для этого используем 3 оси для построения графика:
- Горизонтальная ось — для самих проблем,
- Вертикальная ось слева предназначена для количества случаев каждого типа проблем
- Вертикальная ось справа — для обозначения процентов, показывающих долю в общей сумме накопленных значений. Данная ось послужит для обеспечения интерпретации диаграммы с помощью процентных соотношений.

Как видно из законченной диаграммы, первые две проблемы возникли примерно в 76 % случаях. Диаграмма Парето в данном формате высвечивает ключевые области и помогает группам установить приоритеты в своей деятельности.
Пример построения диаграммы Парето. Шаг 4

Затем на основании новых данных построим кумулятивную кривую (диаграмму Парето).

Этот пример еще раз подтверждает необходимость тщательного исследования всех полученных данных. Диаграмма Парето — это простой и наглядный способ выполнения таких работ, который имеется в арсенале методов решения проблем.
Читайте также: