
Реферат на тему базирование заготовок
Обновлено: 05.07.2024
Термины и определения основных понятий базирования и баз регламентируются ГОСТ 21495-76.
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.
Твердое тело может быть неподвижным, т.е. занимать постоянное неизменное положение в данной системе координат, или может передвигаться, изменять свое положение относительно определенной системы координат. Постоянное положение или движение тела достигается наложением геометрических или кинематических связей.
Условие, ограничивающее перемещение, называется геометрической связью.
Условие, ограничивающее скорость перемещения, называется кинематической связью.
Геометрические связи бывают односторонние и двусторонние.
В качестве примера двусторонней связи рассмотрим шар, находящийся между двумя параллельными плоскостями, расстояние между которыми равно диаметру шара. Плоскости ограничивают перемещение шара вдоль оси, проходящей перпендикулярно к этим плоскостям. Двустороннюю связь можно выразить уравнением:
ZC = r, или ZC – r = 0;
где ZC – координата центра шара;
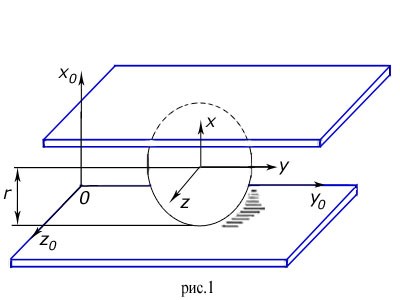
При односторонней геометрической связи движение шара в направлении координатной оси не ограничивается плоскостью, и его положение не определяется однозначно. Одностороннюю связь можно выразить неравенством:
ZC ≥ r, или ZC – r ≥ 0
Однозначная область положения шара по оси может определяться двумя параллельными плоскостями, удаленными друг от друга на расстояние 2r + а. Тогда геометрические связи наложенные на шар выражаются двумя неравенствами:
r ≤ ZC ≤ (r + a);
т.е. двумя односторонними геометрическими связями. Если в этом выражении соблюдается знак равенства, то односторонняя связь исключает движение шара по нормали к плоскости.
Положение механической системы с наложенными геометрическими и кинематическими связями в пространстве определяется обобщенными координатами системы.
Обобщенными координатами называются независимые параметры, определяющие положение или движение механической системы в пространстве.
Координата ZC по оси Z является обобщенной координатой шара. Числом обобщенных координат выражается число степеней свободы механической системы.
Свободное твердое тело (не имеющее геометрических и кинематических связей) обладает шестью степенями свободы. Оно может перемещаться вдоль координатных осей и вращаться вокруг этих осей.
С точки зрения теоретической механики базирование заключается в придании телу определенного положения путем конечного перемещения его из произвольного положения в положение заданное двусторонними геометрическими связями, выраженными размерами или координатами.
Для полной определенности положения твердого тела в пространстве необходимо и достаточно наложить на точки тела шесть двусторонних геометрических связей и тем самым лишить его шести степеней свободы.
Опорная точка – точка, символизирующая одну из связей заготовки или изделия с выбранной системой координат.
При базировании заготовки или изделия в выбранной системе координат, чтобы лишить тело степеней свободы на него необходимо наложить двусторонние геометрические связи. Необходимое и достаточное условие для базирования твердого тела наложение на него не более шести двусторонних связей.
Правило шести точек – создание шести опорных точек при базировании.
Если по служебному назначению изделие имеет определенное число степеней свободы, то соответствующее количество связей не накладывается. Если требуется обеспечить движение, то накладываются соответствующие кинематические связи.
Для формирования системы координат необходим комплект баз.
Комплект баз – совокупность трех баз, образующих систему координат заготовки или изделия.
На базах комплекта обозначаются опорные точки, символизирующие связи с выбранной системой координат, таким образом создается схема базирования.
Схема базирования – схема расположения опорных точек на базах.
Опорные точки на схеме базирования изображают условными значками и пронумеровывают порядковыми номерами, начиная с базы имеющей наибольшее количество опорных точек. Если в какой либо проекции одна опорная точка накладывается на другую, изображается одна точка, и проставляются номера совмещенных точек. Число проекций на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек. Схема базирования для твердого тела рис. 4 представлена на рис. 5.
Кроме баз, заготовки и изделия имеют множество других конструктивных элементов, положения этих элементов могут быть заданы в различных системах координат базируемых тел. Соответственно положение точек, линий и поверхностей, заданных в различных системах координат базируемого тела, определяют расчетом размерных цепей. Если в системе координат базируемого тела заданы координаты его формообразующих точек, линий и поверхностей, то положение этих элементов относительно внешней системы координат необходимо определять суммированием координат, которые образуют размерную цепь конструктивных элементов базируемой заготовки или изделия.
В процессе базирования необходимо наложить требуемые двусторонние связи. Их можно обеспечить геометрическим замыканием (базирование вала в отверстии), либо закреплением.
Закрепление – приложение сил и пар сил к заготовке или изделию, для обеспечения постоянного их положения, достигнутого при базировании.
В производственной практике часто выполняется закрепление без базирования, без придания требуемого положения.
Понятие установки определяет отличие процесса базирования и закрепления заготовок от закрепления без базирования.
Установка – базирование и закрепление заготовки или изделия.
Базирование и закрепление могут осуществляться отдельно или одновременно, например с использованием самоцентрирующих зажимов (патроны, цанги, разжимные оправки).
В технологической документации на операционных эскизах изображаются схемы установки с использованием соответствующих обозначений опор, зажимов и установочных устройств по ГОСТ 3.1107-81.
В следующей статье рассмотрим класификацию баз.
Если у Вас есть вопросы можно задать их ЗДЕСЬ.
Список последних статей.
Автор: Саляхутдинов Роман
"БОСК 8.0"
Познай Все Cекреты КОМПАС-3D
- Более 100 наглядных видеоуроков;
- Возможность быстрее стать опытным специалистом КОМПАС-3D;
- Умение проектировать 3D изделия (деталей и сборок) любой степени сложности;
- Гарантии доставки и возврата.
Автор: Саляхутдинов Роман
"БОСК 5.0"
Новый Видеокурс. "Твердотельное и Поверхностное Моделирование в КОМПАС-3D"
- Большая свобода в обращении с поверхностями;
- Возможность формирования таких форм, которые при твердотельном моделировании представить невозможно;
- Новый уровень моделирования;
- Гарантии доставки и возврата.
Автор: Саляхутдинов Роман
"Эффективная работа в SolidWorks"
Видеокурс. "Эффективная работа в SolidWorks" поможет Вам:
Навыками в исследовании размерных связей, проявляющихся в технологических процессах изготовления деталей машин; Основы выбора технологических баз и разработки рациональных схем базирования и установки; Выбирать технологические базы на первой и последующих операциях механической обработки; Основные закономерности образования погрешностей базирования и способы их уменьшения; Навыками составления… Читать ещё >
Базирование заготовок при механической обработке ( реферат , курсовая , диплом , контрольная )
После изучения данной главы студент должен:
знать
- • теорию базирования как средство обеспечения качества изделий машиностроения;
- • основные термины и определения, используемые в теории базирования;
- • классификацию баз;
- • схемы базирования;
- • основные закономерности образования погрешностей базирования и способы их уменьшения;
- • основы выбора технологических баз и разработки рациональных схем базирования и установки;
уметь
- • разрабатывать рациональные схемы базирования и схемы установки заготовок;
- • рассчитывать погрешности базирования;
- • выбирать технологические базы на первой и последующих операциях механической обработки;
владеть
- • навыками в исследовании размерных связей, проявляющихся в технологических процессах изготовления деталей машин;
- • методикой расчета погрешностей базирования;
- • навыками составления схем базирования и рационального выбора технологических баз.
Под базированием в машиностроении понимается придание изделию (сборочной единице, детали или заготовке) требуемого положения относительно выбранной системы координат, т. е. вполне определенного положения относительно других изделий (сборочных единиц, деталей, режущего и измерительного инструмента, приспособления или стола станка, на котором обрабатываются заготовки).
Вопросы базирования в машиностроении и приборостроении являются основополагающими, потому что в конечном счете определяют точность относительного положения деталей в машинах, приборах, механизмах, заготовок деталей при их изготовлении, измерении и сборке.
Название работы: Базирование заготовки
Предметная область: Производство и промышленные технологии
Описание: Базирование заготовки основывается на правиле 6 точек: чтобы предать заготовке вполне определенное положение в приспособлении надо и достаточно иметь 6 опорных точек лишающих заготовку всех 6 степеней свободы. Больше 6 точек использовать не допустимо изза лишних опрных точек заготовку не удаётся установить в приспособлении или после закрепления положение при базировании нарушится. Количество опорных точек определяется условием выполнения операции и в первую очередь числом выдерживаемых на ней исходных параметров и схемой их расположения по.
Дата добавления: 2013-11-18
Размер файла: 20.76 KB
Работу скачали: 16 чел.
86 . Базирование заготовки основывается на правиле 6 точек: чтобы предать заготовке вполне определенное положение в приспособлении надо и достаточно иметь 6 опорных точек, лишающих заготовку всех 6 степеней свободы.
Больше 6 точек использовать не допустимо из-за лишних опрных точек заготовку не удаётся установить в приспособлении или после закрепления положение при базировании нарушится.

Количество опорных точек определяется условием выполнения операции и в первую очередь числом выдерживаемых на ней исходных параметров и схемой их расположения по отношению х осям координат.
Перед выбором способа базирования определяется последовательность базирования при использовании 2 или 3 баз, т.к значимость баз на данной операции не одинакова. Для этого надо среди 2 или 3 баз выбрать одну в качестве главной. В качестве главной следует выбирать базу, которой поставленная в приспособлении заготовка получает почти полную ориентировку, лишаясь 3 или 4 или 5 степеней свободы. Главную базу надо выбирать, потому что способ базирования принципиально отличается от способов базирования остальных баз
Служебное назначение приспособления. Классификация технологической оснастки. Обзор схемы базирования и закрепления заготовок. Определение направления действия сил и моментов резания при механической обработке деталей. Изучение видов опорных элементов.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 01.01.2015 |
| Размер файла | 239,5 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
1. Разработка схемы базирования заготовки. Выбор установочных элементов
1.1 Анализ исходных данных и формулирование служе бного назначения приспособления
В качестве исходных данных конструктор приспособления должен иметь: чертеж заготовки и детали с техническими требованиями их приемки; операционные чертежи на предшествующую и выполняемую операции; операционные карты технологического процесса обработки данной детали.
В результате анализа исходных данных выявляют: последовательность и содержание операций; принятое базирование; используемое оборудование и инструмент; режимы резания; запроектированную производительность с учетом времени на установку, закрепление и снятие обработанной детали; размеры, допуски, шероховатость обрабатываемых поверхностей деталей; марку и вид термической обработки материала. Служебное назначение приспособления - это максимально уточненная и четко сформулированная задача, для решения которой оно предназначено. При формулировании служебного назначения необходимо учитывать данные о закрепляемой детали (количество, форма, размеры, качество поверхностей, материал, вид термообработки), точности изготовления, производительности, характеристике привода, окружающей среде, о внешнем виде, технике безопасности, степени автоматизации и т.д.
1.2 Классификация технологической оснастки
По целевому назначению приспособления делят на следующие группы:
1. Станочные для установки и закрепления обрабатываемых заготовок. Эти приспособления подразделяют на сверлильные, фрезерные, расточные, токарные и др. (по группам станков).
2. Станочные для установки и закрепления рабочего инструмента. К ним относятся патроны для сверл, разверток, метчиков, многошпиндельные сверлильные и фрезерные головки, инструментальные державки для токарно-револьверных станков и автоматов и другие устройства. Эти приспособления называются вспомогательным инструментом.
3. Сборочные, используемые для соединения деталей в изделия. Применяют следующие типы приспособлений: а) для крепления базовых деталей собираемого изделия; б) для обеспечения правильной установки соединяемых элементов изделия; в) для предварительного деформирования устанавливаемых упругих элементов (пружин, разрезных колец); г) для запрессовки, клепки, развальцовывания и других операций, когда при сборке требуются большие силы.
4. Контрольные, применяемые для проверки заготовок при промежуточном и окончательном контроле деталей, а также при сборке машин.
5. Приспособления для захвата, перемещения и перевертывания заготовок, деталей и собираемых изделий.
По степени специализации станочные приспособления делят на следующие группы: универсально-безналадочные (УБП), универсально-наладочные (УНП), универсально-сборные (УСП), сборно-разборные (СРП), неразборные специальные (НСП), специализированные наладочные (СНП).
К группе УБП относятся универсальные приспособления общего назначения: центры, поводковые устройства, оправки, токарные патроны, цанговые приспособления, плиты магнитные и электромагнитные, столы и т.д. Они изготовляются как принадлежность к станку заводом изготовителем станков или специализированными предприятиями. УБН применяют в единичном и мелкосерийном производстве; на станках с ЧПУ - в мелкосерийном производстве.
Группа УНП включает приспособления, состоящие из постоянной части и сменных наладок. Постоянная часть во всех случаях остается неизменной, а сменная наладка заменяется в зависимости от конкретной обрабатываемой детали. Постоянная часть включает в себя корпус и зажимное устройство с приводом (чаще пневматическим). Иногда в нее встраивают делительное устройство и другие элементы, кроме опорных и направляющих. Постоянная часть изготавливается заранее и применяется многократно. Перед очередным использованием УНП требуется произвести лишь смену наладки или некоторую дополнительную обработку. Наладка представляет собой сменные опорные и направляющие элементы. Каждый комплект наладки предназначен только для данной детали и конкретной операции ее обработки и в этом случае является специальным. С помощью УНП заготовка устанавливается с такой же точностью и быстротой, как и при использовании дорогостоящего специального приспособления. Универсальность УНП несколько ограничена определенными размерами постоянной части, которая обычно нормализуется в пределах предприятия или отрасли. К числу нормализованных приспособлений, на базе которых собирают УНП, относятся машинные тиски, скальчатые кондукторы, пневматические патроны со сменным кулачками, планшайбы с переставными угольниками для растачивания на токарном станке деталей сложной формы и т.д. УНП применяют в серийном производстве; на станках с ЧПУ - в мелкосерийном производстве.
УСП включают приспособления, компонуемые из нормализованных деталей и узлов. Каждая компоновка УСП обладает всеми основными свойствами специального приспособления: предназначена для обработки конкретной детали на определенной операции и обеспечивает базирование заготовки без выверки и требуемую точность. По истечении надобности в таком приспособлении оно разбирается на составные детали и узлы, которые могут быть многократно использованы для компоновки других приспособлений. Отличительной особенностью УСП является крестообразное взаимно-перпендикулярное расположение на сопрягаемых поверхностях Т-образных и шпоночных пазов. Основные детали и сборочные единицы, из которых компонуются УСП условно подразделяются на семь групп: 1) базовые детали (плиты прямоугольные и круглые, угольники); 2) корпусные детали (опоры, призмы, подкладки и т.д.); 3) установочные детали (шпонки, штыри, пальцы и т.д.); 4) прижимные детали (прихваты, планки); 5) крепежные детали (болты, шпильки, винты и т.д.); 6) разные детали (ушки, вилки, хомутики, оси, рукоятки и т.д.); 7) сборочные единицы (поворотные головки, кронштейны, центровые бабки и др.).
В приборостроении и машиностроении используют комплекты УСП-8 с шириной пазов 8 мм и диаметром крепежных элементов (8 мм для обработки малогабаритных заготовок (220(120(100 мм). УСП-12 предназначены для обработки заготовок размерами 700(400(200 мм, а УСП-16 для заготовки размерами 2500(2500(1000 мм.
УСП применяют в единичном и мелкосерийном производстве. При использовании вместо ручных зажимов гидро- или пневмозажимов УСП можно применять и в крупносерийном производстве. На станках с ЧПУ УСП применяются в единичном и мелкосерийном производстве.
Система СРП является разновидностью системы УСП. В компоновках СРП в отличие от УСП количество сборочных единиц преобладает над деталями. Приспособления переналаживаются посредством перекомпоновки, регулирования положения базирующих и зажимных элементов или замены сменных наладок. СРП обычно собирают на период выпуска определенного изделия. После обработки партии деталей приспособление снимают со станка и хранят до запуска в обработку новой партии. Разбирают СРП только при смене объекта производства. Компоновки СРП собирают из стандартных деталей и сборочных единиц, фиксируемых относительно друг друга системой палец-отверстие. Для этой цели в базовых деталях имеются сетки точных координатно-фиксирующих отверстий. К столу станка детали и сборочные единицы СРП крепятся посредством Т-образных пазов. СРП применяются в единичном и мелкосерийном производстве, а на станках с ЧПУ - в мелкосерийном производстве.
Приспособления группы НСП служат для обработки только определенной детали на одной конкретной операции. Специальные приспособления обладают большими преимуществами - позволяют без выверки придать заготовке требуемое положение относительно станка и режущего инструмента и благодаря этому при одной настройке обработать всю партию заготовок. К НСП относятся патроны для токарных автоматов и полуавтоматов, мембранные патроны, гидропластмассовые приспособления и др. НСП применяются в крупносерийном и массовом производствах. На станках с ЧПУ такие приспособления можно применять лишь как исключение, если нельзя применить ни одну из переналаживаемых систем.
К группе СНП относятся специальные приспособления, обладающие определенной универсальностью вследствие введения в их конструкцию элементов, допускающих наладку приспособления путем регулировки. Благодаря этому, одно и тоже приспособление можно применять для обработки ряда деталей одной конструкторско-технологической группы. К СНП относятся переналаживаемые планшайбы, патроны, оправки, кондукторы, и т.д. СНП применяют в серийном и крупносерийном производствах; на станках с ЧПУ - в серийном производстве.
Кроме вышеперечисленных групп приспособлений на станках с ЧПУ и обрабатывающих центрах используются и другие группы приспособлений: механизированные универсально-сборные (УСПМ) и универсально-сборные переналаживаемые (УСПО).
1.3 Разработка схемы базирования заготовки
Каждое приспособление должно обеспечивать выполнение всех функций, обусловленных операцией. Среди них главной является базирование заготовки, то есть придание ей требуемого положения в приспособлении. После базирования заготовку необходимо закрепить, чтобы она сохранила при обработке неподвижность относительно приспособления.
Базирование и закрепление - это два разных элемента установки заготовки. Они выполняются последовательно. Базирование нельзя заменить закреплением. Если из шести опорных точек отсутствует одна или несколько, то у заготовки остается одна или несколько степеней свободы. Это значит, что в направлении отсутствующих опорных точек положение заготовки не определено и заменить отсутствующие опорные точки закреплением с целью базирования нельзя. В табл. 1.1 приведены схемы базирования заготовок для различных случаев механической обработки.
Читайте также: