
Разборные и неразборные контактные соединения при монтаже электропроводок реферат
Обновлено: 06.07.2024
Приложение 10 Перечень опрессовка аппаратных и ответвительных зажимов пороховым прессом в инструкции.
Приложение 11 Термоиндикаторы и термокраска
Приложение 12 Перечень нормативных документов, используемых в инструкции
РАЗРАБОТЧИКИ: В.А. Книгель, Г.Ю. Авраменко, М.В. Пономарев, О.В. Пономарева
ВЗАМЕН: ВСН 164-82
Настоящая инструкция разработана в развитие основных положений ГОСТ 10434, ГОСТ 17441, Правил устройства электроустановок ( ПУЭ) и строительных норм и правил.
Инструкция распространяется на разборные и неразборные контактные соединения шин толщиной до 15 мм, гибких шин и профилей (швеллерного, корветного, двутаврового и др.) из алюминия, твердого алюминиевого сплава АД31Т и меди, а также на соединение шин с выводами электротехнических устройств.
Для контактных соединений стальных проводников требования Инструкции являются рекомендуемыми.
Инструкция предназначена для научно-исследовательских, проектных и монтажных организаций.
1.1. Требования Инструкция распространяется на разборные и неразборные контактные соединения шин толщиной до 15 мм, гибких шин и профилей (швеллерного, корветного, двутаврового и др.) из алюминия, твердого алюминиевого сплава АД31Т и меди, а также на соединение шин с выводами электротехнических устройств.
Для контактных соединений стальных проводников требования Инструкции являются рекомендуемыми.
Инструкция устанавливает требования к персоналу, выполняющему проектирование и монтажные работы, определяют организационные и технические мероприятия, обеспечивающие качество электромонтажных работ и их безопасность.
Термины, упомянутые в Инструкции
Документ, устанавливающий термин
Способ лужения с одновременным удалением с поверхности металла окисной пленки при трении твердыми металлическими или неметаллическими частицами
Проводник, соединяющий заземляемые части с заземлителем
Контактный узел, образующий неразмыкаемый контакт
Линейное контактное соединение
Контактное соединение двух и более проводников токопроводов, кабелей, воздушных линий электропередачи, внешних цепей управления, сигнализации, защиты и др.
Лужение погружением в расплавленный припой
Начальное электрическое сопротивление контактного соединения
Сопротивление контактного соединения, измеренное непосредственно после сборки (до испытаний)
Неразборное контактное соединение
Контактное соединение, которое не может быть разомкнуто без его разрушения. Например, сварное, паяное, клепаное и др.
Нулевой защитный проводник
Проводник, соединяющий зануляемые части с нейтралью электроустановки
Материалы, номинальные электрохимические потенциалы которых близки по значению
Токоведущая деталь, предназначенная для соединения токоведущих шин из разнородных материалов и присоединения токоведущих шин из одного материала к выводам электротехнических устройств из другого материала
Пластина из алюминиевого сплава
Переходная пластина из твердого алюминиевого сплава
Переходная пластина, состоящая из медной и алюминиевой частей
Разборное контактное соединение
Контактное соединение, которое может быть разомкнуто без его разрушения. Например, винтовое, болтовое и др.
Твердый алюминиевый сплав
Алюминиевый сплав с временным сопротивлением разрыву не менее 130 МПа (13 кГс/мм 2 )
Штучный электрод (электрод покрытый)
Электрод, покрытый смесью веществ, нанесенных на электрод, для усиления ионизации, защиты от вредного воздействия среды и металлургической обработки сварочной ванны
Устройство, в котором при работе его в соответствии с назначением производится, преобразуется, передается, распределяется или потребляется электрическая энергия.
3.1. Виды контактных соединений
3.1. 1. Соединение между собой шин из однородных металлов, ответвления от этих шин и соединения алюминиевых шин и шин из алюминиевого сплава с выводами из алюминия и из алюминиевых сплавов выполняются разборными или неразборными. Соединения шин из разнородных материалов и в тех случаях, когда по условиям эксплуатации необходима периодическая разборка соединений, должны выполняться, как правило, разборными.
3.1.2. Контактные соединения в зависимости от технических требований, предъявляемых к ним ГОСТ 10434 , подразделяются на классы 1, 2 и 3.
Класс контактных соединений в зависимости от области их применения приведен в табл. 3.1.
Класс контактных соединений в зависимости от области применения
Рекомендуемый класс контактного соединения
1. Контактные соединения цепей, сечения проводников которых выбраны по допустимым длительным токовым нагрузкам (силовые электрические цепи, линии электропередачи и т.п.)
2. Контактные соединения цепей, сечения проводников которых выбраны по стойкости к сквозным токам, потере и отклонению напряжения, механической прочности, защите от перегрузки. Контактные соединения в цепях заземляющих защитных проводников из стали.
3. Контактные соединения цепей с электротехническими устройствами, работа которых связана с выделением большого количества тепла (нагревательные элементы, резисторы)
Линейные контактные соединения силовых цепей следует относить к первому классу.
3.1.3. В зависимости от климатического исполнения и категории размещения электротехнических устройств по ГОСТ 15150 контактные соединения в соответствии с ГОСТ 10434 подразделяются на группы А и Б:
Климатическое исполнение и категория размещения электротехнического устройства
Группа контактного соединения
l . Все климатические исполнения для категории размещения 4.1 при атмосфере типов II и I .
Климатические исполнения У, УХЛ, ТС для категории размещения УХЛ, ТС для категории размещения 4 при атмосфере типов II и I
2. Любые сочетания климатического исполнения и категории размещения, кроме указанных выше при атмосфере типов II и I . Любые сочетания климатического исполнения и категории размещения при атмосфере типов III и IV
Примечание: в таблице приведены категории размещений изделий
I - для эксплуатации на открытом воздухе;
II - для эксплуатации под навесом или в помещениях, где отсутствует прямое воздействие солнечного излучения и атмосферных осадков;
III - для эксплуатации в закрытых помещениях с естественной вентиляцией без искусственно регулируемых климатических условий;
IV - для эксплуатации в помещениях с искусственно регулируемыми климатическими условиями.
3.1.4. Контактные соединения должны выполняться в соответствии с требованиями ГОСТ 10434, ГОСТ 17441, стандартов, технических условий на конкретные виды электротехнических устройств, СНиП 3.05.06-85, настоящей инструкции по рабочим чертежам, утвержденным в установленном порядке.
3.2. Требования к неразборным контактным соединениям
3.2.1. Неразборные контактные соединения выполняются сваркой, пайкой, опрессовкой 1 или другими методами, указанными в действующих НТД.
1 Неразборные соединения, выполненные методами опрессовки или обжатия, описаны в главе 7.
3.2.2. Конструктивные элементы и размеры сварных контактных соединений шин следует выбирать в соответствии с рекомендациями ГОСТ 23792.
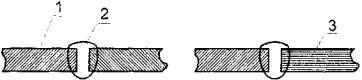
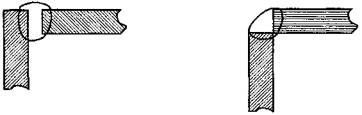
3.2.3. Основными типами сварных соединений ошиновок являются: стыковые, угловые, нахлесточные, тавровые и торцовые (табл. 3.2). Определение типов сварных соединений - по ГОСТ 2601.
Основные типы сварных соединений и шин


Способы сварки шин из различных материалов указаны в табл. 3.3.
Способы сварки шин
алюминиевый сплав АД31
штучным стальным электродом
неплавящимся вольфрамовым электродом в среде аргона
Полуавтоматическая и автоматическая плавящимся электродом в среде аргона
1) Сварка сплава АД31 угольным электродом не рекомендуется
2) В качестве защитного газа применяются: CO 2 или его смеси
При выборе способа сварки следует иметь в виду:
1) Для сварки угольным электродом не требуется специального сварочного оборудования, в то время как для сварки в среде защитного газа (аргона) плавящимся электродом необходимо приобретение специального сварочного полуавтомата, либо установка для ручной аргонодуговой сварки. В силу своих особенностей сварка угольным электродом возможна только в нижнем положении; сварка в аргоне (ручная, и полуавтоматическая) может выполняться во всех пространственных положениях. При сварке угольным электродом основными факторами, оказывающими вредное воздействие на организм сварщика и окружающую среду, являются ультрафиолетовое излучение и выделение большого количества сварочного аэрозоля и пыли, состоящей из паров металла, его окислов и продуктов сгорания флюса. Эти выделения необходимо удалять непосредственно от места сварки и отфильтровывать перед выбросом в окружающую среду.
2) Ручная аргонодуговая сварка вольфрамовым электродом эффективна при толщине шин до 6 мм. При больших толщинах производительность этого способа резко снижается, особенно при низкой температуре воздуха, что приводит к резкому увеличению энергозатрат на сварку. Сварка в аргоне (ручная дуговая неплавящимся и плавящимся электродом) обеспечивает более высокое качество сварных соединений по сравнению со сваркой угольным электродом. При сварке в аргоне основу вредных выделений составляет озон, который также необходимо удалять от места выполнения сварки.
3) Этот вид сварки рекомендуется для шин толщиной от 3 до 6 мм и следует применять для соединения шин из алюминия и его сплавов толщиной 6 мм и более. Основным преимуществом полуавтоматической сварки плавящимся электродом в инертном газе - аргоне является хорошее качество, высокая производительность и возможность выполнения сварки в любом пространственном положении.
4) Ручная дуговая сварка покрытыми электродами допускается к применению для соединения шин из алюминия при нижнем положении шва после согласования с Заказчиком или разработчиком проекта.
3.2.4. Поверхность швов сварных соединений должна быть равномерно-чешуйчатой без наплывов. Швы не должны иметь трещин, прожогов, непроваров длиной более 10 % длины шва (но не более 30 мм), незаплавленных кратеров и подрезов глубиной 0,1 толщины шины (но не более 3 мм). Сварные соединения компенсаторов не должны иметь подрезов и непроваров на лентах основного пакета.
3.2.5. Соединения, выполненные опрессовкой, не должны иметь трещин хвостовика наконечника, гильзы, зажимов в месте опрессовки; лунки должны быть расположены симметрично и соосно, геометрические размеры спрессованной части соединения должны соответствовать требованиям стандартов, ТУ, технологических документов.
3.2.6. Сварные и опрессованные соединения, не работающие на растяжение, должны выдерживать напряжения, возникающие от воздействия статических осевых нагрузок, не менее 30 % временного сопротивления разрыву целой гибкой шины; работающие на растяжение - не менее 90 % временного сопротивления разрыву целой гибкой шины.
3.2.7. Отношение начального (после сварки) сопротивления контактных соединений к сопротивлению контрольного участка шины длиной, равной длине контактного соединения, должно быть: для класса 1 - не более 1 (если иное не указано в стандартах и ТУ на конкретные виды электротехнических устройств); для класса 2 - не более 2; для класса 3 - не более 6.
В контактных соединениях шин различной проводимости сравнение следует производить с шиной меньшей проводимости.
3.2.8. Электрическое сопротивление сварных соединений, прошедших испытания или находящихся в эксплуатации, должно оставаться неизменным; для соединений, выполненных опрессовкой, электрическое сопротивление после испытаний не должно превышать начальное значение более, чем в 1,5 раза.
3.2.9. При протекании номинального тока температура нагрева неразборных контактных соединений (классов 1 и 2) не должна превышать значений, указанных в табл. 3.4. Температура нагрева контактных соединений класса 3 устанавливается стандартами и ТУ на конкретные виды электротехнических устройств.
По ГОСТ 10434-82, в зависимости от области применения, контактные соединения подразделяются на 3 класса. К 1 классу относятся соединения цепей, сечение которых выбирается по длительным токовым нагрузкам - это силовые электроцепи, линии электропередач (т.е. цепи, относящиеся к МКС).
В зависимости от климатического исполнения и категории размещения электротехнических устройств соединения подразделяются на группы А и Б. Климатические исполнения У, УХЛ для категории размещения 3 (что соответствует условиям МКС) относятся к группе А.
Таким образом, все требования ГОСТ 10434-82 к контактным соединениям применительно к МКС должны соответствовать классу 1 и группе А.
По конструктивному исполнению контактные соединения подразделяются на:
- неразборные, выполняемые сваркой, пайкой или опрессовкой (соединения сборных шин между и ответвления от них рекомендуется выполнять сваркой)
- разборные (болтовые), применяемые для соединения шин с выводами электротехнических устройств. В зависимости от материала соединяемых элементов разборные соединения, в свою очередь, подразделяются на:
- не требующие применения средств стабилизации электрического сопротивления в месте контакта
- требующие применения средств стабилизации
Соединение плоских контактных поверхностей (шин прямоугольного сечения или наконечников с плоскими выводами электротехнических устройств), выполненных из меди и ее сплавов или из твердых алюминиевых сплавов, не требуют применения средств стабилизации и выполняются при помощи стальных крепежных изделий, защищенных от коррозии. Допускается применение вороненых стальных болтов, гаек и шайб.
Соединение алюминиевых шин между собой или с плоскими выводами электротехнических устройств, а также с другими проводниками, выполненными из меди и ее сплавов или из твердых алюминиевых сплавов, должно выполняться с применением средств стабилизации, одного из ниже перечисленных:
- крепежных изделий из цветных металлов с коэффициентом линейного расширения от 18*10-6 до 21*10-6 1/°С (латунь);
- тарельчатых пружин;
- металлических покрытий рабочих поверхностей алюминиевых проводников;
- переходных медно-алюминиевых пластин (медно-алюминиевых наконечников) или переходных пластин и наконечников из твердого алюминиевого сплава.
Пластины из алюминиевого сплава и алюминиевые части медно-алюминиевых пластин соединяются с алюминиевыми шипами сваркой.
При применении средств стабилизации по пунктам 2,3,4 контактные соединения также выполняются при помощи стальных крепежных изделий, защищенных от коррозии.
К штыревым выводам, выполненным из меди или латуни, присоединение проводников из меди или из твердых алюминиевых сплавов выполняется без средств стабилизации, а алюминиевых проводников - с применением средств стабилизации: при токах до 630 А - с использованием крепежных деталей из латуни, а при токах более 630 А - с использованием металлических покрытий (п.З) или переходных пластин (п.4).
Температура нагрева контактных соединений не должна превышать значений, указанных в таблице
Материал шин (вывода)
Макс. допустимая
температура нагрева
в установках, °С
до 1000 В
свыше 1000 В
Медь, алюминий и его сплавы без защитных покрытий
То же, но с защитными покрытиями неблагородными металлами
Медь с покрытием серебром
Примеры разборных соединений проводников с плоскими контактными поверхностями
I. Выполняемые без средств стабилизации
с контргайкой (слева) и с пружинной шайбой (справа)
![Разборные соединения проводников с плоскими контактными поверхностями - с контргайкой (слева) и с пружинной шайбой (справа)]()
1,2 - соединяемые проводники (шины, выводы устройств, наконечники), выполненные из меди или из твердых алюминиевых сплавов, 3,4,5 - стальные шайбы, болты, гайки, 6 - пружинная шайба
II. Выполняемые со средствами стабилизации соединения алюминиевых шин между собой или с другими проводниками из меди или из твердых алюминиевых сплавов
с контргайкой (слева) и с пружинной шайбой (справа)
![Разборные соединения проводников с плоскими контактными поверхностями со средствами стабилизации - с контргайкой (слева) и с пружинной шайбой (справа)]()
1,2 - соединяемые проводники (шины, выводы устройств, наконечники), выполненные из меди или из твердых алюминиевых сплавов, 3,4,5 - стальные шайбы, болты, гайки, 6 - пружинная шайба
с тарельчатой пружиной (слева) и с металлическим покрытием алюминиевых шин (справа)
![Разборные соединения проводников с плоскими контактными поверхностями со средствами стабилизации - с тарельчатой пружиной (слева) и с металлическим покрытием алюминиевых шин (справа)]()
7,8,11 - стальные гайки, болты, шайбы, 9 - тарельчатая пружина, 10 - увеличенная стальная шайба, 12,13 - металлическое покрытие
соединение через медно-алюминиевую пластину (слева) и соединение через переходную пластинку из твердого алюминиевого сплава (справа)
![Разборные соединения проводников с плоскими контактными поверхностями со средствами стабилизации - Соединение через медно-алюминиевую пластину (слева) и соединение через переходную пластинку из твердого алюминиевого сплава (справа)]()
14 - медно-алюминиевая пластина, 15 - пластинка из твердого алюминиевого сплава
Примеры соединений со штыревыми выводами
а) без средств стабилизации, б,в,г,д) со средствами стабилизации
![Соединения со штыревыми выводами - а) без средств стабилизации, б,в,г,д) со средствами стабилизации]()
1 - штыревой вывод (медь, латунь); 2 - гайка (ст); 3 - шина (медь, сталь, алюминиевый сплав); 4 - гайка (медь, латунь); 5 - шина (алюминиевая); 6 - алюминиевая шина с металлопокрытием; 7 - пластина переходная медно-алюминиевая; 8 - пластина из алюминиевого сплава.
Упорные гайки (4) во всех случаях из цветного металла.Монтаж электропроводок в доме (или в квартире) подразумевает не только прокладку проводов (слова провод и кабель будем считать словами синонимами), но и их соединение, как между собой, так и к конечным электрическим приборам (розеткам, выключателям, концевым клеммным колодкам).
Раз речь идёт о проводах, то с них и начнём.
Провода для стационарной электропроводки
Для групповой прокладки кабельных линий, для электропроводок в жилых и общественных зданиях, правильным будет применить медные кабели типа ВВГнг-LS (пониженной пожарной опасности с пониженным дымо- и газовыделением).
Провода в таком кабеле одножильные (моножила).
Кабели с многожильными медными проводниками для стационарной электропроводки лучше не применять:
- Во первых, у таких кабелей совсем небольшой срок службы (Срок службы кабеля ВВГ – 30лет , срок службы ПВС провода ГОСТ отмеряет 6 годами).
- Во вторых, многожильные медные проводники сложнее соединять как между собой, так и присоединять их конечным электрическим приборам.
Виды контактных соединений
Для домашней электропроводки основными видами соединений являются такие, как соединения проводов внутри распределительных коробок и присоединение проводников к электрическим приборам (розеткам, выключателям, концевым клеммным колодкам).
В соединительных коробках соединения должны быть неразъёмными.
Неразъемные соединения в распределительных коробках
Это соединения двух или нескольких проводов, которые нельзя разъединить без их разрушения или без разрушения связывающих их элементов.
Такие соединения не требуют обслуживания (соединил и забыл).
В распределительных коробках к такому типу соединений относится скрутка проводов, с последующей их пайкой, сваркой или опрессовкой.
Причём, при таком соединении провода должны быть выполнены из одного металла ( напрямую соединять медь и алюминий категорически запрещено! Они по своим электрохимическим свойствам абсолютно не совместимы, соединение будет подвержено окислению и разрушению ).
Разборные контактные соединения
К разъемным соединениям относятся те, которые могут быть разобраны и вновь собраны без повреждения деталей и ухудшения качества соединения.
Такие соединения применяются для присоединения проводов к конечным электрическим приборам (розеткам, выключателям).
Разборные контактные соединения многопроволочных жил
Если для стационарной электропроводки применяются одно-проволочные провода (моножила), то для присоединения бытовых электроприборов к сети применяются многопроволочные (гибкие) провода и шнуры. Они присоединяются (с одной стороны) к электроприбору, с другой стороны - к электрической вилке или к клеммной колодке.
Многопроволочные (гибкие) провода удобно применять и для соединений между собой установочных аппаратов внутри электрических щитов.
Разборные контактные соединения многопроволочных жил проводов и кабелей с плоскими или штыревыми выводами должны выполняться после оконцевания их наконечниками (например НШВИ - Наконечник штыревой втулочный изолированный) или путем формирования их в кольцо (или без него) с предохранением в обоих случаях от выдавливания фасонными шайбами.
Самый лучший способ (если под рукой нет пресс клещей или таких наконечников) концы провода облудить.
На рисунке выше провод для подключения электрического щитка к главной заземляющей шине с одной стороны оконцован наконечником кабельным медным луженым ТМЛ, с другой стороны провода применено лужение (наконечника НШВИ нужного размера под рукой не оказалось).
Переходное сопротивление контактов
По проводам и контактам начинает протекать электрический ток. Чем выше ток в групповой линии, тем сильнее греются провода, и места их соединений.
В домашней электропроводке ток в проводах течёт не постоянно, а периодически. Значит, провода периодически нагреваются и остывают. Нагреваться и остывать будут и контактные соединения.
Переходным электрическим сопротивлением называется сопротивление, возникающее в местах перехода тока с одного провода на другой или с провода на какой-либо электрический аппарат.
В какой-то момент контакт такого соединения может пропасть совсем, тогда возникнет неисправность – пропал свет.
Для того, что бы такие неисправности не возникали, соединения проводов в распределительных коробках должны быть выполнены максимально-качественно, а разборные контактные соединения должны периодически протягиваться.
Способы соединения электрических проводов и кабелей при электромонтажных работах
Неразборные и разборные электрические контактные соединения проводов или кабелей из меди, алюминия и его сплавов, стали, алюмомедных проводов с выводами электротехнических устройств, а также контактные соединения проводников электрических сетей между собой на токи от 2,5 А и менее к контактным выводам электрооборудования, установочным изделиям должны удовлетворять требованиям ГОСТ 10434-82.
Выводы электротехнических устройств, для контактных соединений, должны соответствовать требованиям ГОСТ 24753-81.
Качество электромонтажных работ находиться в прямой зависимости от правильного выбора и качественного исполнения соединения, ответвления и оконцевания токопроводящих жил проводов и кабелей.
Некачественные контакты доставляют много хлопот при эксплуатации электрической проводки, а их поиск затруднён.
В местах плохого контакта токопроводящие жилы нагреваются, из-за увеличения сопротивления в месте контакта, в результате этого может произойти отгорание жилы и воспламенение изоляции (рис.1).
Поэтому при монтаже электропроводки НЕ РЕКОМЕНДУЕТСЯ применение соединений скруткой (особенно алюминиевых проводов), а скручивание медных проводов с алюминиевыми проводами (без сварки или пайки) допускается только при наличии защитного покрытия контакта.
![соединение скруткой]()
![Защитное покрытие скрутки токопроводящих жил]()
1- зачищенные концы жил перед скруткой смазывают вазелином и облуживают.
В местах присоединения жил проводов и кабелей следует предусматривать запас провода или кабеля, обеспечивающий возможность повторного их присоединения. Места соединений и ответвлений должны быть доступны для осмотра и ремонта.
В случае применения скрутки (рис.3), зачищенные концы жил перед скруткой смазывают вазелином (для сохранения от оксида), а место скрутки периодически облуживают.
![Способы выполнения скрутки токопроводящих жил]()
1- жилы, подготовленные к скрутке; 2- начало скрутки; 3- окончание скрутки стального провода; 4- облуживание жил; 5- слой изоляции.
Изоляция соединений и ответвлений должна быть равноценна изоляции жил соединяемых проводов и кабелей. В местах соединений и ответвлений провода и кабели не должны испытывать механических усилий.
Все соединения и ответвления установочных проводов должны быть выполнены сваркой, опрессовкой в гильзах или с помощью зажимов в ответвительных коробках.
Металлические ответвительные коробки в местах ввода в них проводов должны иметь втулки из изолирующих материалов. Допускается вместо втулок применять отрезки поливинилхлоридной трубки.
Основные требования при соединении проводов — обеспечить надёжный контакт в электрической цепи с сопротивлением, не превышающим сопротивление участка целого проводника. А для соединений проводов, работающих в условиях, не исключающих случайное их растяжение, обеспечить также и механическую прочность не ниже прочности проводника.
Присоединение токоведущих жил к приборам и оборудованию
Токоведущие жилы проводов и кабелей присоединяют к штыревым и гнездовым выводам электрических приборов винтовыми зажимами.
К электрическому оборудованию и силовым шкафам применяют переходные контактные зажимы (наборные, винтовые, люстровые зажимы).
Зажимы могут иметь плоские, штыревые, гнездовые, штифтовые, лепестковые и желобчатые выводы, к которым присоединяют жилы проводов и кабелей непосредственно или после оконцевания их соответствующими наконечниками.
К лепестковым, штифтовым и желобчатым зажимам присоединяют только медные жилы проводов и кабелей.
Для выполнения ответвления от неразрезанных магистралей применяют винтовые зажимы, которые являются основным видом контактного присоединения, как к медным, так и к алюминиевым жилам, к электрическим машинам, приборам и оборудованию.
По конструктивному исполнению контактные соединения подразделяются на неразборные и разборные.
Неразборные контактные соединения (рис.4) выполняются пайкой, сваркой или опрессовкой.
![Неразборные соединения]()
1- провод (кабель); 2- кабельный наконечник.
Разборные контактные соединения (рис.5) (не путать с разъёмными соединениями) — не требующие применения средств стабилизации (т.е. неподвижного крепления) — выполняются стягиванием при помощи болтов, винтовых зажимов или штыревых выводов.
![]()
1- провод (кабель); 2- фасонная шайба (шайба-звёздочка); 3- пружинная шайба; 4- винт.
Все крепежные изделия должны иметь антикоррозионное покрытие (оцинкование, пассивирование).
В местах болтовых и шарнирных соединений должны быть обеспечены меры по предотвращению самоотвинчивания (шплинты, контргайки — стопорные, тарельчатые или пружинные шайбы).
Присоединение светильников к групповой сети должно быть выполнено с помощью клеммных колодок, обеспечивающих присоединение как медных, так и алюминиевых (алюмомедных) проводов сечением до 4 мм 2 .
В жилых зданиях одиночные патроны (например, в кухнях и передних) должны быть присоединены к проводам групповой сети с помощью клеммных колодок (рис.6).
![сжимы и клеммы]()
1- люстровый зажим; 2- клеммные колодки; 3- сжимы в пластмассовых корпусах; 4- сжимы в металлических корпусах.
Конструкция изделия обычно исключает возможность неправильного присоединения его сочленяемых токоведущих частей при монтаже изделий у потребителя.
Концы проводов, присоединяемых к светильникам, счетчикам, автоматам, щиткам и электроустановочным аппаратам, должны иметь запас по длине, достаточный для повторного подсоединения в случае их обрыва.
Наибольшие трудности при соединениях вызывают алюминиевые жилы, на поверхности которых всегда имеется плохо проводящая твердая и тугоплавкая оксидная пленка:
- После зачистки поверхности алюминия она образуется вновь.
- При пайке эта пленка препятствует сцеплению с припоем.
- При сварке — образует в расплаве нежелательные включения.
При креплении в винтовых зажимах алюминий проявляет другой недостаток — низкий предел текучести, в результате чего алюминий имеет способность выскальзывать из-под зажима, ослабляя контакт.
Места соединений и ответвлений проводов должны быть надёжно изолированы.
Присоединение проводов в электропроводке
Контактные зажимы в силу простоты и удобства широко применяют для присоединения проводов к розеткам, выключателям, к токоведущим элементам электроприборов, для соединения и ответвления проводов в электропроводке.
Разборные контактные зажимы должны выполняться при помощи стальных крепежных изделий, защищенных от коррозии. Разборные контактные зажимы разделяются: на винтовые (рис.7) и безвинтовые (пружинные).
3.1. Винтовые контактные зажимы.
Винтовые зажимы снабжаются:
- для однопроволочных медных жил фасонной шайбой и шайбой-звездочкой, препятствующей выдавливанию жилы из-под крепления,
- а алюминиевые жилы — разрезной пружинной шайбой, обеспечивающей постоянное давление на жилу.
Стальные детали, а также детали для соединения с алюминиевыми проводами должны иметь антикоррозийное гальваническое покрытие.
![Винтовые зажимы]()
1- корпус контактного зажима; 2- винт зажима; 3- проводник.
С конца провода, подготавливаемого для изгибания в кольцо, срезают изоляцию на длине, равной трём диаметрам винта плюс 2-3 мм. Чтобы отдельные проволочки многопроволочной жилы не расходились, их связывают в проволочный жгутик.
Жилы зачищают мелкой наждачной бумагой. Подготовленный конец жилы пассатижами изгибают в кольцо с диаметром отверстия, соответствующим винту. Изгиб кольца на винтовом зажиме должен быть направлен по часовой стрелке.
Зажимной винт или гайку затягивают до полного сжатия пружинной шайбой и дожимают ещё примерно на половину оборота.
3.2. Безвинтовые (пружинные) зажимы
Большинство унифицированных электроприборов рассчитано на винтовое соединение (рис.8), при котором прямой конец жилы вводится в зажим без формирования кольца.
![Безвинтовые зажимы]()
1- корпус зажима; 2- упругая пружина зажима; 3- проводник.
В светильниках с люминесцентными лампами соединения проводов с патронами ламп и стартеров выполнены в виде безвинтовых зажимов — пружинящих пластин из высококачественной бронзы.
Попытка вытянуть провод из такого зажима может привести к поломке зажима.
Для освобождения провода следует вставить в зажим тонкую отвертку или стальную спицу, которая сможет отжать пружину и освободить провод.
В резьбовых патронах для ламп накаливания в патронах для люминесцентных ламп и стартеров, в проходных и встроенных выключателях контактные зажимы рассчитаны на присоединение только медных проводов.
Соединение проводов пайкой и сваркой
Подобное соединение обеспечивает долговременный контакт с отличной проводимостью. Кроме проводов, пайка применяется для соединения выводов электроэлементов в электробытовых приборах и особенно широко — в радиоэлектронной аппаратуре.
Для соединений, подвергающихся механическим воздействиям или нагреву, пайка не применяется.
4.1. Соединение проводов пайкой.
Для пайки обычно применяют олово (температура плавления олова 250°С) или припои ПОС-61 и ПОС-61М. В качестве флюса для пайки и лужения применяется канифоль. Чаще всего для удобства обращения применяют 20%-ный спиртовой раствор канифоли. Флюс удобно наносить на жилы кисточкой.
Перед пайкой, жилы проводов следует зачистить наждачной бумагой до блеска, облужить и закрепить между собой (рис.9). Вид соединения выбирается в зависимости от материала жил, их сечения и пр.
![соединение многопроволочных проводов]()
При пайке алюминиевых жил лучше всего использовать скрутку желобком, в котором слоем расплавленного припоя легче защищать жилы от оксидной плёнки.
Бандажная скрутка (рис.10) удобна для жил больших сечений, которые трудно свить между собой. В последнем случае удобнее применять совмещение бандажной скрутки с формованием желобка.
![Ответвление жил больших сечений бандажной скруткой]()
1- бандажный желоб провода; 2- медная скрутка желоба; 3- ответвление линии под прямым углом; 4- слой припоя вокруг скрутки.
Для бандажа (рис.10 поз.2) берётся медная проволока диаметром 0,6-1,5 мм, но не больше диаметра паяемых жил. Бандажная проволока облуживается, как и каждая подготовленная для пайки жила, в отдельности. Для пайки рекомендуется припой ПОС-61М.
На пайку одной скрутки потребуется больше припоя, чем спокойно может донести жало паяльника. Поэтому кончик палочки припоя подносят непосредственно к жалу паяльника, прогревающему скрутку, чтобы припой, расплавляясь, затекал в скрутку.
Количество припоя будет достаточно, если он обволакивает скрутку так, что витки бандажа или скрутки просматриваются из-под слоя припоя.
После пайки остатки канифоли надо удалить тампоном, смоченным в спирте.
Оксидную плёнку, препятствующую пайке алюминиевых жил, необходимо разрушать в процессе пайки.
Предварительное обслуживание облегчает пайку алюминиевых жил. Его проводят расплавленным припоем под слоем швейного масла или расплавленной канифоли с добавлением в расплав стальных опилок. Опилки под нажимом жала паяльника разрушают плёнку, обеспечивая хорошее лужение.
Следует также предварительно перед обслуживанием зачистить жилы наждачной бумагой. После зачистки жилы надо смазать вазелином, который изолирует зачищенные места от воздействия воздуха.
Пайку облуженной жилы следует вести аналогично пайке медных проводов.
4.2. Соединение проводов сваркой
Наиболее простым способом сварки алюминиевых жил является контактный разогрев их концов угольным электродом до образования расплавленного шарика. Нагрев происходит в точке соприкосновения электрода и жилы.
Концы свариваемых жил и электрод — следует подключить к вторичной обмотке трансформатора мощностью не менее 0,5 кВт и с выходным напряжением 6-10 В. Для сварки обычно применяется лабораторный девятиамперный автотрансформатор.
Необходимо снять с него ползунок, регулирующий напряжение, и намотав поверх сетевой обмотки вторичную обмотку, которую следует изолировать от сетевой несколькими слоями бумаги, и намотать поверх вторичной обмотки несколько слоёв изоляционной ленты с хлопчатобумажной основой.
Для электрода подойдёт угольная щётка от коллекторного электродвигателя или графитовый вкладыш от троллейбусной штанги. На рабочей поверхности электрода следует вырезать небольшую лунку. В эту лунку необходимо засыпать флюс. Потом в лунке можно будет формовать расплавленные шарики (короче большая головная боль).
С проводов, подлежащих сварке, следует срезать изоляцию на длине 40-50 мм, зачистить провода наждачной бумагой и скрутить.
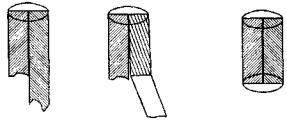
Основные виды соединений проводов под пайку и сварку приведены ниже (рис.11).
![соединений проводов под пайку и сварку]()
Для защиты расплава от воздействия кислорода из окружающего воздуха — следует применять флюс, состоящий из взятых в пропорции (5:3:2 частях по массе):
- из хлористого калия,
- хлористого натрия и криолита.
Этот флюс можно заменить обычной бурой (тетраборатом натрия), которая продаётся в аптеках.
Перед сваркой в лунку угольного электрода (изготовленного по указаниям выше) насыпают флюс и опускают скрутку проводов, прижимая их к электроду. После этого включают трансформатор. Под слоем расплавившегося флюса концы жил оплавляются и сливаются в шарик.
Следует помнить, что отводить жилы от электрода можно только после остывания (затвердения) спая.
При этом очень важно, чтобы за процессом сварки наблюдали только через специальную маску электросварщика. В противном случае рискуете потерять зрение.
Чтобы уменьшить потери напряжения, трансформатор надо размещать как можно ближе к месту сварки.
Хотя сварка проходить без брызг и капель расплавленного металла, для безопасности работу следует выполнять в перчатках.
На пол необходимо положить лист асбеста или фанеры — для защиты от земли (заземления).
Полезно предварительно освоить технологию сварки на отрезках ненужных проводов.
Таблица 1: Расход материалов на 10 присоединений контактной электропроводки
п/п Наимено-вание материала Ед. изм. Способ присоединения проводов с напайкой наконечников с заготовкой кольца с опрессовкой наконечников площадь сечения провода, мм 2 10 16 25 35 50 70 2,5-10 16-25 35-70 10 16 25 35 50 70 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 1 Наконечник шт 10 10 10 10 10 10 — — — 10 10 10 10 10 10 2 Припой кг 0,03 0,0465 0,0615 0,0836 0,127 0,168 0,02 0,03 0,04 — — — — — — Поверхности контактных деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
К данной работе допускается только опытный сварщик.
Читайте также:















