
Операция раздача пустотелых цилиндрических заготовок реферат
Обновлено: 07.07.2024
1. Возможность изготовления горловины в плоской заготовке с предварительно выполненным в ней отверстием определяется предельным коэффициентом отбортовки.
2. В процессе отбортовки происходит утонение стенки у краевой части горловины за счет действия в этой зоне растягивающих напряжений . Превышение предельных значений этих напряжений приводит к появлению трещин по краю борта, что соответствует предельному коэффициенту отбортовки.
3. Вероятность разрушения в процессе отбортовки уменьшается при использовании более пластичных материалов, заготовок с большей относительной толщиной (Soldo),с более качественной поверхностью отверстия (сверленые и развернутые по сравнению с пробитыми) ,с увеличением коэффициента отбортовки.
4. Усилие отбортовки тем больше, чем меньше коэффициент отбортовки, толще материал, вышепредел текучести материала и меньше радиус скругления матрицы.
Лабораторная работа № 5
Исследование операции обжима
5.1 Основные сведения об операции обжима
Операция обжима трубной заготовки заключается в пластическом деформировании концевой части заготовки конической матрицей, в результате чего происходит уменьшение поперечных размеров заготовки. При этом ее концевая часть получает форму конуса или конуса, переходящего в цилиндр, диаметр которого меньше диаметра исходной заготовки (рис. 5.1).
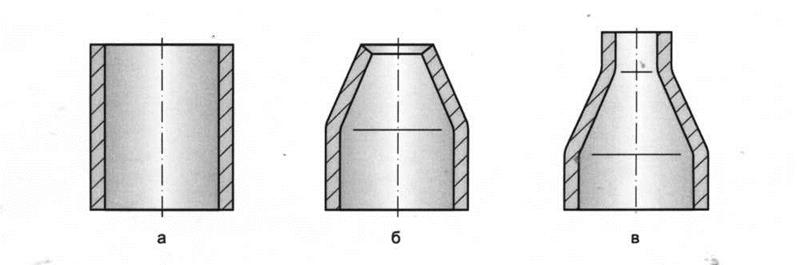
Рис.5.1 а- заготовка, б- обжим на конус, в- обжим на цилиндр
При обжиме заготовка заталкивается в матрицу силой Р, перемещаясь относительно нее в осевом направлении. Напряженное состояние в деформируемой части заготовки и обозначения размеров, принятых при расчете операции, показано на рис. 5.2.
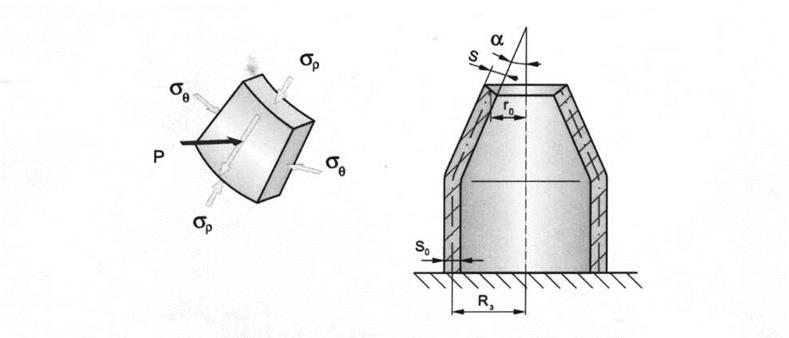
Рис.5.2 Напряженное состояние в деформируемой части заготовки при обжиме.
Так как размеры стенки заготовки при деформировании уменьшаются, то меридиальные напряжения σρ и тангенциальные напряжения σθ будут сжимающими. Кроме того, на поверхности контакта с матрицей действуют силы трения μP, направленные против движения (μ - коэффициент трения).
Под действием этих сжимающих напряжений толщина стенки конусной части увеличивается по сравнению с толщиной стенки заготовки, начиная от входа в конусную часть и достигая у свободного края максимального значения:
Операция раздачи предназначена для увеличения диаметра краевой части полой цилиндрической заготовки или трубы и осуществляется с помощью конического пуансона. Раздачей, в частности, производится закатка краев в штампе. [1]
Операция раздачи ( также и обжима) может быть осуществлена и с подогревом заготовки; коэффициент раздачи / Сразд может быть на 20 - 30 % меньше, чем при раздаче без подогрева. Раздача заготовок в штампах может производиться на механических и гидравлических прессах. [2]
Операция раздачи в отличие от обжима предназначена для увеличения диаметра краевой части полой цилиндрической заготовки или трубы и осуществляется с помощью конического пуансона. Поэтому и стойкость штампов для раздачи будет примерно такая же, как и для отбортовочных внутреннего отверстия. [3]
Операцию раздачи выполняют термопластическим способом на установке термопластической раздачи конструкции В НПО Ремдеталь. При раздаче происходит увеличение диаметра пальца, достаточное для компенсации износа и создания припуска на ошлифование. [4]
Благодаря совмещению операций раздачи и обжима в одном штампе повышается степень деформации и процесс осуществляется при коэффициентах обжима на 10 - 12 % ниже предельных. Штамповка в последовательности раздача-обжим требует на 30 % меньше усилий по сравнению с обжимом. [5]
Благодаря совмещению операций раздачи и обжима в одном штампе повышается степень деформации и процесс осуществляется при коэффициентах обжима на 10 - 12 % ниже предельных. Штамповка в последовательности раздача - обжим требует на 30 % меньше усилий по сравнению с обжимом. [7]
Если для поковки окажется невозможным провести операции раздачи и подсадки стенок трубы в один переход, то сначала производят утолщение стенок, а затем раздачу. [9]
Принципиальным отличием данного технологического процесса является исключение операции вытяжки конической или цилиндрической чашечки, которая заменяется операцией раздачи и обжима цилиндрической трубы ( или сваркой) заготовки. Отсутствие операции вытяжки дает возможность применять электросварные трубы с невысоким качеством отделки поверхности, что позволяет снизить стоимость исходного металла. Повышение коэффициента использования металла обеспечивается здесь технологически в связи с отсутствием боковых отходов и центральной высечки. [10]
После прошивки, осуществляемой коническим прошивнем, необходима калибровка отверстия для устранения его конусности, наличие которой неблагоприятно сказывается при выполнении операции раздачи на оправке. [12]
Дйть сжатие цанги и готовая труба свободно Снимается с ее Поверхности. Операция раздачи конца трубы с меньшего диаметра на больший методом холодной штамповки на штампе данной конструкции может производиться на гидравлических и кривошипных прессах. [13]
Диаграмма построена для бойка шириной 100 - 150 мм. На диаграмме имеются две кривые: / - для толстостенных поковок и для операций небольшой раздачи ; / / - для тонкостенных поковок. [14]
Степень деформации при раздаче определяется отношением диаметра полой заготовки ( трубы) d к диаметру растянутой краевой ее части D или коэффициентом раздачи / Сразд d / D; при этом по краю изделия должны отсутствовать трещины. Коэффициент раздачи зависит от механических свойств материала, состояния кромок заготовки, от относительной толщины полой заготовки ( s / d) 100 ( s - толщина трубы) и от способа проведения операции раздачи . [15]

Лекции
Лабораторные
Справочники
Эссе
Вопросы
Стандарты
Программы
Дипломные
Курсовые
Помогалки
Графические
Доступные файлы (1):
3.5Раздача
Операция раздачи предназначена для увеличения диаметра краевой или средней части полой цилиндрической заготовки или трубы. Раздача краевой части осуществляется с помощью конического пуансон
Рисунок 3.59 – Разновидности раздачи: а) краевой части;
б) срединной части и в) закатка края
а (рисунок 3.28а), а раздача срединной части выполняется в штампах с разъемными матрицами, эластичными средами и другими способами (рисунок 3.28б). В частности, раздачей производится закатка краев в штампе (рисунок 3.28в).
При раздаче со сжатием, осуществляемой коническим пуансоном, схема деформированного состояния зоны пластической деформации объемная: в радиальном (перпендикулярном образующей) и меридиональном направлениях происходит сжатие, в окружном – растяжение. Напряженное состояние является плоским: сжатие в меридиональном и растяжение в окружном направлениях. В радиальном направлении напряжения отсутствуют, так как внешняя поверхность заготовки не нагружена.
Раздача с растяжением производится путем протягивания пуансона через полую заготовку, удерживаемую с помощью предварительно полученного фланца. При таком способе меридиональные напряжения, как и окружные, также являются растягивающими. В листовой штамповке наибольшее распространение получила раздача со сжатием.
Степень деформации при раздаче определяется отношением диаметра полой заготовки d к диаметру растянутой части D, или коэффициентом раздачи kраз:
kраз = d/D. | (3.54) |
Коэффициент раздачи зависит от механических свойств материала, состояния кромок заготовки, относительной толщины полой заготовки и способа проведения операции.
Для алюминиевых сплавов коэффициент раздачи составляет 0,75–0,85, а для мягкой стали можно принимать следующие значения коэффициента раздачи:
s/d: | 0,04 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 |
kраз: | 0,68 | 0,66 | 0,65 | 0,63 | 0,62 | 0,60 |
Наименьшая толщина у края заготовки составляет:
. | (3.55) |
Предельным коэффициентом раздачи kраз пр считают такой, при котором начинается потеря устойчивости недеформированной части заготовки и образование на кромке продольных трещин. Обычно kраз пр = (0,85…0,90)kраз. Более точно определить предельный коэффициент раздачи коническим пуансоном можно по зависимости:
, | (3.56) |
где – угол наклона образующей конического пуансона к его оси.
Оптимальный угол конического пуансона в случае раздачи краевой части заготовки находится в пределах = 10…30°.
Размеры заготовки для раздачи определяют исходя из равенства площадей заготовки и детали без учета изменения толщины материала.
Усилие раздачи можно определить по аналитической формуле с некоторыми допущениями:
. | (3.57) |
Усилие раздачи Рраз можно также определить и по упрощенной зависимости:
Рраз = cdsв, | (3.58) |
где с – коэффициент, зависящий от коэффициента раздачи; с = 1,0…0,4 при kраз = 0,70…0,90.
3.6Формовка
Формовка – это операция, с помощью которой получают местные углубления и выпуклости в листовых и пространственных заготовках за счет уменьшения толщины заготовки при неизменных ее наружных размерах. В большинстве случаев формовка используется д
Рисунок 3.60 – Формовка : жестким (а) и эластичным (б) инструментом
ля получения ребер жесткости различной конфигурации, рельефных деталей и мембран различного профиля. Формовка может осуществляться как жестким инструментом (рисунок 3.29а), так и подвижными средами, например, эластичной средой (рисунок 3.29б).
При формовке очаг деформации в основном охватывает часть заготовки, расположенную над отверстием матрицы. Схема напряженного состояния близка к схеме двухосного растяжения и формообразование происходит за счет утонения материала заготовки. Высота получаемого углубления (рифта) h ограничивается возможностью разрушения заготовки в местах наибольшего утонения и существенно зависит от механических характеристик материала заготовки. Высота рифта h зависит от размерных характеристик рабочего инструмента, формы углубления в плане, толщины материала и коэффициента трения. Высота увеличивается с увеличением радиуса закругления кромки пуансона и максимальна, когда торец пуансона имеет сферическую форму (для осесимметричных рифтов). Некоторое влияние на высоту рифта оказывает радиус закругления рабочей кромки матрицы. С увеличением этого радиуса возрастает ширина зоны пластической деформации и облегчается перетекание материала из плоских участков заготовки. Большие значения высоты можно получать для овальной или прямолинейной (в плане) форм углублений.
Контактное трение оказывает влияние также на расположение зоны наибольшего утонения и распределение толщины материала вдоль образующей. С уменьшением коэффициента трения участок с наибольшим утонением смещается к вершине углубления (например, при формовке гидростатическим давлением наименьшая толщина будет на вершине сферообразного углубления).
Расчет технологического процесса необходимо начинать с оценки предельной штампуемости материала заготовки, что определяет возможность получения данного рифта за одну операцию.
При формовке рифтов необходимо знать их геометрические размеры (рисунок 3.30). Формовка такого рифта возможна при условиях:
r ≥ 1,5s; r1 ≥ 3s; R ≥ 2s; R1 ≥ 5s. | (3.59) |
Давление для формовки ребра жесткости круглого сечения эластичным инструментом оценивается по формуле
, | (3.60) |
где ^ L – единичная длина рельефа, L = 1 мм.
Давление формовки ребра жесткости прямоугольного, треугольного или трапецеидального сечения определяется:
, | (3.61) |
где Rэ – радиус эквивалентного круга (рисунок 3.30).
При формовке пространственных заготовок необходимое давление эластичного инструмента приближенно можно оценить, исходя из формулы Лапласа (приняв = = в):
, | (3.62) |
где ^ R – радиус получаемой детали в осевом сечении,
R – радиус детали в сечении, перпендикулярном осевой линии.
Усилие формовки ребер жесткости жестким инструментом определяется по формуле
Рф = kLsв, | (3.63) |
где ^ L – длина формуемых ребер;
k
Рисунок 3.61 – Основные размеры штампуемых рифтов
– коэффициент, зависящий от ширины и глубины рифта, k = 0,7…1,0.
Изобретение относится к машиностроению и предназначено для изготовления холодным радиальным обжатием пустотелых, с переменным профилем наружной поверхности, трубных поковок высокой точности. Способ изготовления пустотелых изделий с переменным профилем наружной поверхности включает изготовление исходной заготовки, ее механическую обработку с получением пустотелой заготовки, закрепление пустотелой заготовки между подпорным и поводковым устройствами радиально обжимной машины, деформирование пустотелой заготовки путем радиального обжатия на оправке, установленной в отверстии пустотелой заготовки при продольной подаче последней, и окончательную механическую обработку деформированной поковки. Радиальное обжатие осуществляют по всей длине за две операции, первую из которых осуществляют с получением полуфабриката с недеформированным участком. После первой операции радиального обжатия полученный полуфабрикат поворачивают на 180°, располагают недеформированным участком к подпорному устройству и производят вторую операцию радиального обжатия. Обеспечивается высокая точность изделий. 1 з.п. ф-лы, 3 ил.
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении холодным радиальным обжатием пустотелых, с переменным профилем наружной поверхности, трубных поковок высокой точности.
Известен способ изготовления нарезного ступенчатого ствола (RU № 2060083, МПК B21D 41/00, опубл. 20.05.96, бюл. № 14), принятый за прототип. Способ включает изготовление исходной заготовки, ее механическую обработку с получением пустотелой заготовки, закрепление пустотелой заготовки между подпорным и поводковым устройствами радиально обжимной машины, деформирование пустотелой заготовки путем радиального обжатия на оправке, установленной в отверстии пустотелой заготовки при продольной подаче последней, и окончательную механическую обработку деформированной поковки.
1. Поводковая часть заготовки радиальному обжатию не подвергается, металл не упрочняется пластической деформацией.
2. Для пустотелых изделий со ступенчатой цилиндроконической формой наружной поверхности, у которых ступень с максимальным диаметром расположена ближе к середине изделия по его длине, отрезок поковки от поводкового участка до ступени с максимальным диаметром изготавливается также с максимальным диаметром.
Предлагаемым изобретением решается задача: снижение материальных, трудовых и энергетических затрат при изготовлении пустотелых изделий.
Технический результат, получаемый при осуществлении изобретения, заключается в создании способа изготовления холодным радиальным обжатием трубных поковок высокой точности для изделий с переменным (ступенчатым) профилем наружной поверхности и отношением длины изделия к диаметру отверстия L 10, обеспечивающего пластическую деформацию заготовки по всей длине.
Указанный технический результат достигается тем, что в способе изготовления пустотелых изделий с переменным профилем наружной поверхности, включающем изготовление исходной заготовки, ее механическую обработку с получением пустотелой заготовки, закрепление пустотелой заготовки между подпорным и поводковым устройствами радиально обжимной машины, деформирование пустотелой заготовки путем радиального обжатия на оправке, установленной в отверстии пустотелой заготовки при продольной подаче последней, и окончательную механическую обработку деформированной поковки, новым является то, что радиальное обжатие пустотелой заготовки осуществляют по всей ее длине за две операции, первую из которых осуществляют с получением полуфабриката с недеформированным участком, после первой операции радиального обжатия полученный полуфабрикат поворачивают на 180°, располагая недеформированным участком к подпорному устройству, и производят вторую операцию радиального обжатия, диаметр отверстия деформированной поковки меньше диаметра полуфабриката.
Деформация заготовки по всей длине за две операции радиального обжатия с поворотом ее после первой операции радиального обжатия на 180° позволяет изготавливать холодным радиальным обжатием пустотелые с переменным (ступенчатым цилиндро-коническим) профилем наружной поверхности трубные поковки высокой точности (с допусками на диаметры наружной поверхности 12…14 квалитета и с допуском на отверстие 6…8 квалитета по ГОСТ 25347-84), для изделий с отношением длины (L) к диаметру (d) отверстия L/d>10 и шероховатостью не грубее Rz 20.
На основании вышеизложенного можно сделать вывод о том, что предлагаемое изобретение обладает "новизной" и "изобретательским уровнем".
Сущность изобретения поясняется чертежами, где на
фиг.1 - пустотелая заготовка под радиальное обжатие, полученная механической обработкой, включающей глубокое сверление сквозного отверстия в исходной заготовке и обработку наружных поверхностей и базовых элементов,
фиг.2 - полуфабрикат после первой операции холодного радиального обжатия,
фиг.3 - поковка после второй операции радиального обжатия с размещенной в ней оправкой.
d0; D0; L0 - соответственно диаметр отверстия, наружный диаметр и длина заготовки под радиальное обжатие,
d1; D1; D'1, l1; l'1; L1, lк - соответственно диаметр отверстия, диаметры 1-й, 2-й ступеней, длина 1-й, 2-й ступеней, длина полуфабриката, длина конического участка полуфабриката после первой операции холодного радиального обжатия,
lп - длина недеформируемого участка,
d2; D2; l2; l2; l'2 - соответственно диаметр отверстия, диаметр ступени, длины 1-й и 2-й ступеней, длина поковки после второй операции холодного радиального обжатия,
dmax - максимальный диаметр оправки;
4 - подпорное устройство;
5 - поводковое устройство;
Способ реализуется следующим образом. Исходя из геометрических параметров ступенчатого профиля наружной поверхности изделия проектируют поковку 3 с формой наружной поверхности, максимально приближенной к форме наружной поверхности изделия с минимальными припусками на окончательную механическую обработку, которую необходимо получить после второй операции холодного радиального обжатия; затем проектируют полуфабрикат 2, который необходимо получить после первой операции холодного радиального обжатия.
С учетом допустимой степени деформации, удовлетворяющей условию 0≤ε Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей со ступенчатой полостью, имеющей полость малого диаметра с переходным уступом и дном с плоской площадкой.

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей на холодновысадочном автомате. .

Изобретение относится к обработке металлов давлением и может быть использовано при получении деталей типа втулок. .

Изобретение относится к обработке металлов давлением и может быть использовано при штамповке деталей типа корпусов арматуры газотурбинных двигателей. .

Изобретение относится к машиностроению и может быть использовано в арматуростроении при изготовлении деталей корпусной арматуры. .

Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей с конической полостью обратным выдавливанием. .

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых фланцевых поковок объемной штамповкой. .

Изобретение относится к области обработки металлов давлением и может быть использовано, например, при изготовлении стволов оружия и пороховых монтажных инструментов.

Изобретение относится к обработке металлов давлением и предназначено для изготовления коллекторов электрических машин. .

Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения в случае формования из полуфабрикатов, имеющих форму трубы, деталей различной конечной формы или деталей, предназначенных для дополнительной обработки, например обработки резанием.


Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении ступенчатых поковок с осевым отверстием

Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении деталей типа стакана с фланцем

Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении ступенчатых полых деталей

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении осесимметричных штампованных заготовок типа стаканов и чаш из высокопрочного алюминиевого сплава системы Al-Zn-Mg-Cu, легированного скандием и цирконием. Нагретую литую цилиндрическую заготовку устанавливают в матрицу и деформируют пуансоном в два этапа. На одном этапе осуществляют осадку заготовки. На следующем этапе формируют стенки изделия с заданным профилем и дно. Оба этапа осуществляют за одну операцию локальным приложением нагрузки. Внешнюю поверхность дна изделия формируют пуансоном, расположенным под углом 5° к вертикальной оси матрицы. Пуансон вращают со скоростью 200 об/мин. Стенку и внутреннюю поверхность дна формируют посредством матрицы с выталкивателем при их вращении со скоростью, равной скорости вращения пуансона. Матрицу перемещают навстречу пуансону со скоростью, которая изменяется от 15 до 1 мм/сек. В результате обеспечивается повышение коэффициента использования материала и повышение качества полученных изделий. 1 з.п. ф-лы, 2 ил., 2 табл., 1 пр.

Группа изобретений относится к области обработки металлов давлением и может быть использована при изготовлении корпусных деталей трубопроводной арматуры, в частности цельноштампованного полукорпуса шарового крана, имеющего фланец. Исходную трубную заготовку размещают в матрице первого штампа и производят формирование полуфабриката, содержащего цилиндрическую часть, горловину и прилегающий к ней фланец, путем обратного и радиального выдавливания. Толщину стенки исходной заготовки выбирают в зависимости от толщины стенки цилиндрической части полуфабриката. Полученный полуфабрикат подвергают локальному нагреву до температуры 1150-1100°C в цилиндрической части. Затем формуют сферическую часть полукорпуса раздачей нагретой до указанной температуры части полуфабриката во втором штампе на сферическом пуансоне. В результате обеспечивается повышение прочностных характеристик полученного изделия. 2 н. и 3 з.п. ф-лы, 2 ил.

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок с фланцем и глухой полостью, открытой со стороны фланца. Исходную заготовку нагревают и пластически деформируют на прессе за две операции. На первой операции получают поковку-полуфабрикат высотой менее 0,5 хода ползуна пресса. Указанная поковка имеет фланец и глухую полость. Для этого в закрытом штампе производят совмещенные осадку исходной заготовки, прошивку полости и формовку фланца. На второй операции обратным выдавливанием в открытом штампе окончательно формуют полость и дно поковки. В результате обеспечивается возможность получения на чеканочных прессах поковок высотой более 0,65 хода ползуна пресса. 2 з.п. ф-лы, 2 ил.

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении цельных труб сложной формы и переменного сечения, например, для теплообменных аппаратов. Заготовку в виде длинномерной цельной трубы грейфером устанавливают на ось ковки и фиксируют захватом зажимной головки манипулятора. Трубу свободным концом вводят в ковочный блок до достижения головкой манипулятора крайнего ближнего положения относительно блока. Затем трубе придают поступательно-вращательное движение и производят ее ротационное обжатие бойками. Рабочую поверхность бойков профилируют таким образом, что при обжатии сначала формируют диффузорную часть трубы, а затем - конфузорную. Ротационную ковку производят в холодном режиме протягивания без перехвата длинномерной трубы при ее вращении со скоростью, составляющей 15-17 об/мин. Скорость протягивания трубы составляет 0,6-0,8 м/мин, частота хода бойков - 800-810 уд./мин, усилие ковки - 5000 кгс. В результате обеспечивается получение длинномерных витых труб с заданной чистотой наружной и внутренней поверхностей, не требующих дополнительной обработки. 1 з.п. ф-лы, 2 ил.

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крупногабаритных стальных поковок полукорпусов шаровых кранов и изделий подобной конфигурации, имеющих массу свыше одной тонны. Исходную стальную заготовку в виде обечайки нагревают в интервале температур горячей штамповки до температуры, переменной по высоте обечайки. Затем одновременно формируют днище и горловину полукорпуса шарового крана. Горловину получают путем горячего обжима и высадки обечайки. При этом температуру нагрева обечайки на соответствующей высоте определяют по приведенным зависимостям. В результате обеспечивается повышение качества поверхности поковки, минимизация окалинообразования и, как следствие, увеличение стойкости инструмента, сокращение металлоемкости за счет приближения формы и размеров поковки к детали. 1 з.п. ф-лы, 2 ил., 1 табл.

Изобретение относится к обработке металлов давлением и может быть использовано для получения цилиндрических деталей с конической частью, в том числе тонкостенных. Осуществляют изготовление цилиндрической заготовки с дном, ее установку в матрицу с конической полостью и штамповку за один ход в два этапа. Причем на первом этапе осуществляют обжим заготовки путем воздействия пуансоном с конической частью на внутреннюю поверхность заготовки до касания вершины его конической части донной части заготовки, а на втором этапе одновременно с обжимом осуществляют вытяжку донной части заготовки. При этом используют пуансон, диаметр которого превышает внутренний диаметр заготовки, а высота конусной части меньше высоты заготовки. Повышается качество изготавливаемых деталей. 3 ил.
Изобретение относится к машиностроению и предназначено для изготовления холодным радиальным обжатием пустотелых, с переменным профилем наружной поверхности, трубных поковок высокой точности
Читайте также: