
Обработка наружных поверхностей тел вращения реферат
Обновлено: 05.07.2024
Технология машиностроения – наука о производстве машин – изучает технологические процессы, применяемые на машиностроительных предприятиях при изготовлении машин требуемого качества, в установленном программой количестве и при наименьшей себестоимости.
Технология машиностроения рассматривает методы разработки и построения рациональных технологических процессов, выбор способа получения заготовки, технологического оборудования, инструмента и приспособлений, назначение режимов резания и установление технически обоснованных норм времени.
Задачи, решаемые для достижения поставленной цели:
1) Описать в общем виде процесс обработки данного изделия.
2) Дать характеристику обрабатываемому материалу.
3) Дать характеристику токарным резцам.
4) Изучить особенности современных металлообрабатывающих станков.
5). Выбрать металлообрабатывающий инструмент.
1. Процесс обработки изделия в общем виде
1.1 Область применения точения
Тело вращения может обрабатываться следующими методами обработки:
Точение (токарная обработка) - обработка резанием при помощи резцов наружных (обтачивание) и внутренних (растачивание) поверхностей тел вращения (цилиндрических, конических и фасонных), а также спиральных и винтовых поверхностей. Характеризуется вращательным движением заготовки (главное движение) и поступательным движением режущего инструмента (движение подачи) (рис.1).
Для точения цилиндрических поверхностей и поверхностей, прилегающих к ним и ограничивающих их длину (торцы, уступы, канавки, радиусы и т.п.), применяют проходные, подрезные (прямые и отогнутые), отрезные, канавочные и другие резцы с напайными пластинами из быстрорежущей стали или твердых сплавов и композиционных материалов.
Рис.1 Схема обработки заготовки методом точения: 1 – обрабатываемая поверхность; 2 – поверхность резания; 3 – обработанная поверхность (V - скорость резания, Sпр - подача продольная; t - глубина резания).
Подготовка заготовок для обработки на металлорежущих станках. Электрические методы обработки. Обработка наружных поверхностей тел вращения, шпоночных канавок и шлицевых отверстий. Особенности использования токарных многорезцовых и фрезеровальных станков.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 18.07.2015 |
| Размер файла | 1,2 M |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Содержание
-
Предварительная обработка заготовок
- Электрические методы обработки
- Обработка наружных поверхностей тел вращения
- Обработка на токарных многорезцовых станках
- Обработка шпоночных канавок
- Обработка шлицев. Обработка шлицевых отверстий
- Фрезерование шлицев на фрезеровальном станке
- Шлифование шлицев
- Накатывание шлицев
- Протягивание и строгание шлицев
- Обработка шлицевых отверстий
- Нарезание наружной резьбы
- Нарезание внутренней резьбы
- Обработка шлифованием
- Бесцентровое шлифование
- Отделочная обработка цилиндрических поверхностей
Предварительная обработка заготовок
Подготовка заготовок для обработки на металлорежущих станках заключается в том, что заготовкам придается такое состояние или вид, при котором можно производить механическую обработку. Подготовка имеет различный характер в зависимости от рода заготовок и производится в тех же цехах, где изготовляются заготовки.
Отливки после извлечения из форм подвергаются обрубке и очистке. Эти операции выполняются в литейном цехе. Литники, прибыли, заливы и все неровности отливки или срубаются вручную зубилом и зачищаются напильником, или удаляются с помощью пневматических зубил, циркулярных пил и абразивных кругов. Очистка литья от пригоревшего к его поверхности формовочного материала производится различными способами: на дробеметных установках с механической подачей дроби, вращающимися проволочными щетками, вручную проволочными щетками, на абразивных станках, абразивными кругами с гибким валом и т.д.
Электрические методы обработки
Из применяемых в промышленности методов обработки с непосредственным использованием электрической энергии можно указать электрохимический, электротермический, электроэрозионный, электрогидравлический, ультразвуковой и электронной и светолучевой.
Электрохимический метод обработки (электрохимическое полирование металлов и анодно-химическая обработка) основан на явлениях, связанных с прохождением электрического тока через растворы электролитов. Этот метод обработки позволяет очищать поверхности; обрабатываемых материалов от оксидных пленок, ржавчины, жировых пленок и других загрязнений, а также сглаживать, доводить, шлифовать и полировать поверхности заготовки.
Электроэрозионный метод обработки основан на разрушении металла в результате разрядов между поверхностями обрабатываемой заготовки и инструмента. Ультразвуковой метод применяют в настоящее время для обработки твердых и хрупких материалов (например, стекла, рубина, алмаза, керамики и др.), с большим трудом обрабатываемых обычными методами. Использование ультразвуковых колебаний для обработки основано на создании высокой скорости изнашивания обрабатываемого материала при контакте вибрирующего инструмента и абразивов (в виде пасты, водной или масляной суспензии) с местом обработки.
Поверхности тел вращения представляют собой наиболее распространенный вид обрабатываемых поверхностей заготовок, торцы которых подрезают или фрезеруют, а если по технологическому процессу намечена дальнейшая обработка заготовок в центрах, их центрируют.
Для центрования применяют типовые наборы инструмента - спиральные сверла и конические зенковки, а также комбинированные центровочные сверла.
Рис. 1. Зенковка коническая.
Центровые отверстия обрабатывают на токарных, револьверных, сверлильных и двусторонних центровальных станках. Однако наиболее производительным способом является их обработка на фрезерно-центровальном полуавтомате, предназначенном для последовательной обработки заготовки: сначала фрезерование торцов, а затем сверление центровочных отверстий.
Обработка на токарных многорезцовых станках
Принцип концентрации операций при токарной обработке осуществляется при обтачивании одновременно нескольких поверхностей вращения несколькими инструментами - резцами - на многорезцовых станках. Такие станки-полуавтоматы широко применяются в серийном и массовом производстве.
Рис. 2. Токарный многорезцовый станок.
Сквозные и закрытые с одной стороны шпоночные канавки изготовляются фрезерованием дисковыми фрезами. Фрезерование канавки производится за один-два прохода. Этот способ наиболее производителен и обеспечивает достаточную точность ширины канавки.
Этот метод является наиболее рациональным для изготовления шпоночных канавок в серийном и массовом производствах, так как дает вполне точную канавку, обеспечивающую взаимозаменяемость в шпоночном соединении.
Сквозные шпоночные канавки можно обрабатывать на строгальных станках. Канавки на длинных валах, например на ходовом вале токарного станка, строгают на продольно-строгальном станке. Канавки на коротких валах строгают на поперечно-строгальном станке - преимущественно в индивидуальном и мелкосерийном производстве. Шпоночные канавки под сегментные шпонки изготовляются фрезерованием с помощью концевых дисковых фрез.
Шпоночные канавки в отверстиях втулок зубчатых колес, шкивов и других деталей, надевающихся на вал со шпонкой, обрабатываются в индивидуальном и мелкосерийном производствах на долбежных станках, в крупносерийном и массовом-на протяжных станках.
Рис. 3. Фрезерование закрытой шпоночной канавки в валу.
Форма шлицев бывает прямоугольная эвольвентная и треугольная. Технологический процесс изготовления шлицев валов зависит от того, какой принят способ центрирования вала и втулки. Наиболее точным является способ центрирования по внутреннему диаметру шлицев вала; он применяется, например, в станкостроительной и реже в автомобильной промышленности.
Шлицы на валах и других деталях изготовляются различными способами, к числу которых относятся: фрезерование с последующим шлифованием, накатывание (шлиценакатывание), протягивание, строгание (шлицестрогание).
Наиболее распространенным способом изготовления шлицев является фрезерование. А остальные способы получения шлицев целесообразно применять в крупносерийном и массовом производстве.
Фрезерование шлицев на фрезеровальном станке
Шлицы валов небольших диаметров (до 100 мм) обычно фрезеруют за один проход, больших диаметров - за два прохода. Черновое фрезерование шлицев, в особенности больших диаметров, иногда производится фрезами на горизонтально-фрезерных станках, имеющих делительные механизмы.
Чистовое фрезерование шлицев дисковыми фрезами производится только в случае отсутствия специального станка или инструмента, так как оно не дает достаточной точности по шагу и ширине шлицев.
Более точное фрезерование шлицев производится методом обкатки при помощи шлицевой червячной фрезы. Фреза помимо вращательного движения имеет продольное перемещение вдоль оси нарезаемого вала. Этот способ является наиболее точным и наиболее производительным.
Шлифование шлицев
При центрировании шлицевых валов по наружному диаметру шлифуют только наружную цилиндрическую поверхность вала на обычных круглошлифовальных станках.
Если шлицевые валы после чернового фрезерования прошли термическую обработку в виде улучшения или закалки, то после этого они не могут быть профрезерованы начисто; необходимо шлифовать по поверхностям впадины (т.е. по внутреннему диаметру) и боковых сторон шлицев. Наиболее производителен способ шлифования фасонным кругом, но при таком способе шлифовальный круг изнашивается неравномерно ввиду неодинаковой толщины снимаемого слоя у боковых сторон и впадины вала, поэтому требуется частая правка круга.
Для объединения двух операций шлифования в одну применяются станки, на которых шлицы шлифуют одновременно тремя кругами. Один шлифует впадину, а два других боковые поверхности шлицев.
Накатывание шлицев
Накатывание шлицев без нагрева детали осуществляется роликами, имеющими профиль, соответствующий форме поперечного сечения шлицев.
Рис. 4. Холодное импульсное накатывание шлицев.
Протягивание и строгание шлицев
Одним из методов изготовления шлицев на поверхности валов или подобных деталей является протягивание их на горизонтально-протяжных станках с применением специального приспособления.
Для протягивания сквозных шлицев применяется специальная протяжка с ножами, профиль режущей части которых ответствует форме шлица. Каждый шлиц протягивается поочередно с помощью делительного устройства.
Обработка шлицевых отверстий
Обработка шлицевых поверхностей в отверстии втулок, зубчатых колес и др. деталей обычно производится протягиванием. Шлицевые отверстия диаметром до 50 мм. Протягивают одной комбинированной протяжкой. Если втулка или зубчатое колесо подвергается термической обработки, то после этого на внутришлифовальном станке шлифуется цилиндрическая поверхность отверстия, которая сопрягается с дном впадины шлицевого вала.
Наружную резьбу нарезают плашками различных конструкций, резьбонарезными головками (с раздвигающимися плашками), резьбовыми резцами, гребенками, дисковыми и групповыми резьбовыми фрезами, шлифовальными кругами, а также накатыванием. Круглыми плашками нарезают резьбы невысокой точности, так как у этих плашек профиль резьбовой нитки не шлифуют.
Рис. 5. Нарезание наружной резьбы: а - круглая плашка, б - призматическая (раздвижная) плашка, в - нарезание резьбы.
Нарезание внутренней резьбы
Внутреннюю резьбу нарезают в основном метчиками. Используют также резцы, гребенки, резьбовые фрезы, В зависимости от способа нарезания резьбы метчики разделяют на машинные для нарезания резьбы на станках и ручные, или слесарные, применяющиеся при нарезании резьбы вручную.
При нарезании машинными метчиками резьба нарезается за один ход одним метчиком. Лишь в случаях нарезания длинных резьб или резьб в глухих отверстиях применяют два метчика. Точные резьбы после нарезания доводят калибровочным метчиком вручную или на станке. Ручными метчиками резьбу нарезают за два или три рабочих хода в зависимости от размера резьбы соответственно различными метчиками, входящими в комплект. Машинными метчиками резьбу нарезают как в сквозных, так и в глухих отверстиях на резьбонарезных, сверлильных, револьверных станках, токарных автоматах и полуавтоматах.
Рис. 6. Метчики: а - метчик-сверло; б - комбинированный; в - самодельный из болта; г - вилка для извлечения сломанного метчика; д - нарезание червячной шестерни; е - нарезание резьбы с помощью воротка
Шлифование - это вид обработки, осуществляемый с помощью абразивного инструмента, режущим элементом которого являются зерна абразивных материалов. При этом достигаются высокая точность и малая шероховатость обрабатываемых поверхностей. При обработке на шлифовальных станках режущим инструментом являются шлифовальные абразивные круги, которые состоят из мелких зерен абразивных материалов, сцементированных связующим веществом - связкой. Твердость абразивных материалов значительно выше твердости закаленной стали.
Наиболее распространенным является обычное точное шлифование, при котором точность обработки наружных цилиндрических поверхностей достигает 2-го класса, а шероховатость поверхности - 7-9-го классов.
Тонкое шлифование дает возможность получить более высокую степень точности обработки, соответствующую 1-му классу точности, и более высокое качество поверхности, соответствующее 10-11-му классам шероховатости.
Тонкое шлифование осуществляется мягким мелкозернистым шлифовальным кругом при большой скорости его вращения (более 40м/с) при малой скорости вращения обрабатываемой детали (до 10 м/мин) и малой глубине резания (до 5 м/с); шлифование сопровождается усиленным охлаждением обрабатываемой детали.
Шлифование наружных цилиндрических и конических поверхностей (называемое "круглым" шлифованием) производят на кругло-шлифовальных станках, причем обрабатываемая деталь может быть установлена в центрах станка, цанге, патроне или в специальном приспособлении. Скорость вращения детали при шлифовании в зависимости от ее диаметра применяется от 10 до 50 м/мин; скорость шлифовального круга составляет обычно у многих станков 30 м/сек, а при использовании более прочных кругов достигает 50 м/сек. Продольная подача и глубина резания варьируются в зависимости от способов шлифования.
Рис. 7. Тонкое шлифование.
обработка станок многорезцовый фрезеровальный
Бесцентровое шлифование
При бесцентровом шлифовании деталь 2 не закрепляется в центрах, как на кругло-шлифовальных станках, а свободно (без крепления) помещается между двумя шлифовальными кругами, из которых круг большего диаметра является шлифующим, а круг меньшего диаметра - ведущим кругом, который вращает деталь и сообщает ей продольную подачу.
Рис. 8. Бесцентровое шлифование.
Отделочная обработка цилиндрических поверхностей
Для получения тонкой и чистой окончательно отделанной наружной цилиндрической поверхности зависимости от предъявляемых требований и характера детали различные виды чистовой отделочной обработки. К их числу относятся: тонкое (алмазное) точение, шлифование, притирка (доводка), механическая доводка абразивными колеблющимися брусками (суперфиниширование), полирование, обкатывание роликами, обдувка дробью.
Тонкое (алмазное) точение применяется главным образом для отделочной обработки деталей из цветных металлов и сплавов (бронзы, латуни, алюминиевых сплавов и т.п.) и отчасти для деталей из чугуна и стали.
Притирка служит для окончательной отделки предварительно отшлифованных поверхностей деталей. Притирка наружных цилиндрических поверхностей выполняется притиром, изготовляемым из чугуна, бронзы или меди. Для изготовления абразивного порошка используют корунд, окись хрома, окись железа и др.
Механическая доводка абразивными колеблющимися брусками (суперфиниш)
Суперфиниш представляет собой метод особо чистой доводки поверхностей: плоских, круглых, выпуклых, вогнутых, внутренних наружных и пр., применяемый наиболее часто в автомобильной промышленности. Суперфиниш представляет собой обработку поверхности головкой с абразивными колеблющимися брусками, причем осуществляются три, а иногда и более движений: помимо вращения детали и продольного передвижения брусков последние совершают и колебательное движение. Главным рабочим движением является колебательное движение головки с абразивными брусками, направленное вдоль их оси; при этом ход брусков составляет 2-6 мм, а число двойных ходов (колебаний) в минуту 200-1000.
Одна из задач суперфиниша - уничтожить, насколько возможно, риски, оставшиеся на поверхности от предыдущей механической обработки. Шероховатость поверхности, обработанной методом суперфиниша, достигает 14-го класса.
Полирование - это процесс чистовой обработки поверхности мягким кругом с нанесенным на него мелкозернистым абразивным порошком, смешанным со смазкой.
Рис. 9. Сепаратор для доводки цилиндрических н у плоских поверхностей: % 1 - диск; 2-шайба; 3 - втулка; 4 - регулировочный винта 5 - стакан; 6 - гайка.
Подобные документы
Методика выбора оптимальных маршрутов обработки элементарных поверхностей деталей машин: плоскостей и торцев, наружных и внутренних цилиндрических. Выбор маршрутов обработки зубчатых и резьбовых поверхностей, отверстий. Суммарный коэффициент трудоемкости.
методичка [232,5 K], добавлен 21.11.2012
Проектирования технологических процессов обработки деталей. Базирование и точность обработки деталей. Качество поверхностей деталей машин. Определение припусков на механическую обработку. Обработка зубчатых, плоских, резьбовых, шлицевых поверхностей.
курс лекций [7,7 M], добавлен 23.05.2010
Основные понятия и определения токарной обработки. Особенности конструкции токарно-программных станков и особенности их применения. Технологическая оснастка. Образование стружки и сопровождающие его явления. Автоматизация и механизация токарной обработки.
курсовая работа [5,8 M], добавлен 05.12.2009
Применение метода обработки без снятия стружки для деталей с ужесточением эксплуатационных характеристик машин. Данный метод обработки основан на использовании пластических свойств металлов. Обкатывание, раскатывание и алмазное выглаживание поверхностей.
реферат [508,5 K], добавлен 20.08.2010
Токарная обработка и классификация токарных станков. Сущность обработки металлов резанием. Геометрические параметры режущего инструмента. Влияние смазочно-охлаждающей жидкости на процесс резания. Образование стружки и сопровождающие его явления.
Наружные поверхности вращения обрабатываются различными методами: точением, шлифованием, суперфинишированием, полированием, притиркой, отделочно-упрочняющей обработкой, поверхностным пластическим деформированием.
Точение
подразделяется на черновое, получистовое, чистовое и тонкое (алмазное). При черновом точении снимают большую часть общего припуска и напуска с приданием заготовке формы, приближающейся к форме детали.
Черновая обработка характеризуется:
1. наибольшей величиной припуска и его неравномерным расположением по поверхности заготовки;
2. большими значениями глубины срезаемого слоя и подачи и малой скоростью резания;
3. применением станка с достаточной мощностью, а приспособления с большим усилием зажима, т.к. возникают большие силы резания;
4. невысокой точностью обработки 12-14 квалитета и шероховатостью поверхности Ra=12,5 - 6,3 мкм вследствие интенсивного износа режущего инструмента и станка.
При черновом точении ступенчатого вала используют 3 схемы обработки;

АБВ - ступени вала; 1,2,3,4 - номера переходов.
На выбор той или иной схемы влияют величина припусков на отдельных ступенях вала и соотношение размеров ступеней: диаметра и длины. Схема, обеспечивающая наименьшее время обработки, наиболее выгодна.
Получистовое точение позволяет получить точность - 10-12 квалитета, параметр шероховатости Rz=10. 80 мкм.
Чистовая обработка характеризуется:
1. малой величиной припуска и расположением его на отдельных ответственных поверхностях;
2. использованием станка, инструмента и приспособления повышенной точности
3. весьма малыми значениями подачи и глубины резания и большими значениями скорости резания;
Тонкое (алмазное) точение позволяет обеспечить точность 6-7 квалитета и параметр шероховатости Ra=0,1. 0,6 мкм. Тонкое (алмазное) точение, как правило, применяется для отделочной обработки деталей из цветных металлов и сплавов (бронзы, латуни, алюминиевых сплавов и т.п.) и для деталей из высокопрочных чугунов и закаленных сталей. Для повышения производительности труда при точении наружных поверхностей вращения применяется многорезцовая обработка.
В качестве приспособлений для токарных работ используются в основном патроны и центры.
Патроны могут быть кулачковые, поводковые, цанговые.
Центры бывают нормальные, сферические, срезанные и рифленые (Рис 3.5).

Рисунок 3.5 Центры для токарных работ: а) рифленый, б) срезанный
Шлифование
Шлифование осуществляется с помощью абразивного инструмента, режущим элементом которого являются зерна абразивных материалов.
Шлифование наружных поверхностей бывает двух видов:
- круглое наружное центровое;
При круглом наружном центровом шлифовании применяют методы:
1метод - продольной подачи, для обработки длинных деталей. Обработка производится за один (два) хода. Глубина резания 0,03 - 0,1мм; продольная подача предварительного шлифования Sд=(0,5 - 0,8)H; чистового шлифования SД=(0,2 - 0,3)Н, где Н - высота круга.
Основное время для круглого шлифования с продольной подачей определяется по формуле
где L - длина продольного хода стола в мм,
при шлифовании на проход L= Lo-(0.2÷04)Bк;
при шлифовании в упор L= Lo-(0.4÷0,6)Bк
L0 -длина шлифуемой поверхности;
а – припуск насторону в мм;
n- число оборотов детали в минуту;
S - продольная подача в мм на один оборот детали;
Sпоп - поперечная подача круга за один проход (глубина резания) в мм;
Sд- продольная подача в долях высоты круга на один оборот детали;
ВК(Н) -высота круга в мм;
k - коэффициент, учитывающий точность шлифования
при точности шлифования

2 метод- поперечной подачи, используется для обработки деталей, у которых длина обрабатываемой поверхности меньше ширины круга. Глубина резания принимается равной 0,1 - 0,4мм; S0C =l - 6 мм/об
Основное время для круглого наружного шлифования с поперечной подачей определяется по формуле
где Snоп - поперечная подача на один оборот детали (глубина резания) в мм.

3-метод -глубинной подачи применяется для обработки коротких, но жестких деталей. Обработка производится конусными или ступенчатыми кругами с использованием большой поперечной и малой продольной подачи.

При наружном бесцентровом шлифовании применяют также методы продольной и поперечной подачи шлифовального круга. При бесцентровом шлифовании деталь не закрепляется в центрах, а свободно помещается между двумя шлифовальными кругами, один из которых - большего диаметра является шлифующим, а круг меньшего диаметра - ведущим кругом, который вращает деталь и сообщает ей продольную и поперечную подачу. Шлифующий круг вращается с окружной скоростью 30 - 35 м/сек. Ведущий круг имеет скорость 20-30м/мин„ Обрабатываемая деталь поддерживается опорой со скосом, имеющей форму ножа. Благодаря скосу, направленному в сторону ведущего круга, деталь прижимается к этому кругу.
На бесцентрово-шлифовальных станках можно шлифовать детали, имеющие форму тела вращения с цилиндрическими, коническими и фасонными поверхностями.
Шлифование методом продольной подачи применяют для шлифования валов, втулок и других деталей цилиндрической формы (без буртиков); шлифуемая деталь поступает с одной стороны станка, а выходит с другой. Для осуществления этого движения ведущий круг устанавливается под углом наклона α-1÷5° к оси шлифуемого круга. С изменением угла наклона ведущего круга изменяется и величина подачи: чем больше угол, тем величина подачи больше, и шероховатость шлифованной поверхности увеличивается.
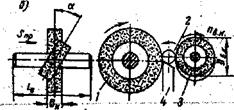
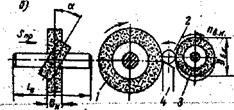
Рисунок 3.9. Схема бесцентрового шлифования с продольной подачей.
1 - шлифовальный круг; 2 - обрабатываемая деталь; 3 - ведущий круг;
Шлифование способом поперечной подачи (врезания) осуществляется поперечной подачей ведущего круга по направлению к шлифующему кругу. Перед этим деталь укладывается на опору сверху или сбоку. По окончании шлифования детали, когда достигнут необходимый размер, ведущий круг отводится, деталь снимается и закладывается новая. При этом способе оси ведущего и шлифующего кругов параллельны. Подача ведущего круга принимается от 0,003 до 0,01 мм на один оборот детали. Шлифование способом врезания применяется главным образом при обработке деталей с буртиком или имеющих форму конуса.

Рисунок 3.10. Схема бесцентрового
шлифования с поперечной подачей.
Круглошлифовальные и бесцентрово-шлифовальные станки легко автоматизируются и встраиваются в автоматические линии.
Бесцентрово-шлифовальные станки обладают рядом преимуществ перед обыкновенными круглошлифовальными станками:
1) более высокая производительность, что является основным
преимуществом. При сквозном шлифовании подача, достижение необходимого размера, удаление детали со станка и другие действия совершаются автоматически; рабочий только закладывает новые детали в станок и наблюдает за ходом процесса шлифования;
2) не требуется центрования деталей, благодаря чему можно назначать меньший припуск под шлифование, т.к. исключаются ошибки, возникающие из-за неправильного центрования;
3) нет необходимости применять люнеты при шлифовании длинных валов (до 6м);
4) не требуется высокой квалификации рабочего;
5) станок легко автоматизируется и встраивается в автоматические линии.
Однако бесцентровое шлифование имеет ряд особенностей, что ограничивает его применение. К этим особенностям относятся:
1) нельзя достигнуть точной концентричности наружной и внутренней цилиндрических поверхностей;
2) у ступенчатых валиков нельзя шлифовать каждую ступень отдельно, т.к. не обеспечивается концентричность окружностей ступеней;
3) настройка и регулировка бесцентрово-шлифовальных станков требуют значительной затраты времени, что целесообразно при крупносерийном и массовом производстве.
Для автоматического обеспечения точности размеров и шероховатости как при точении, так и при шлифовании используют различные адаптивные системы управления процессами обработки. При необходимости улучшения качества наружных поверхностей вращения применяют отделочную обработку.
Отделочная обработка
К ней относятся: суперфиниширование, полирование, притирка, хонингование.
Суперфиниширование
Суперфиниширование (рисунок 3.11)осуществляется мелкозернистыми абразивными или алмазными брусками за счет их осциллирующего движения в сочетании с вращением и продольной подачей детали или брусков. Суперфиниширование, как правило, осуществляется после чистового шлифования и позволяет получить точность 5 квалитета и параметр Rz=0,03. 0,l мкм, уменьшить на 50. 80% овальность, огранку и волнистость.
Полирование,как правило, осуществляется мягкими кругами (войлок, фетр, парусина, кожа), с нанесенными на них мелкозернистыми абразивными или алмазными порошками, смешанными со смазкой Для обработки наружных поверхностей вращения вместо кругов широко используют полировальные ленты. Достигаемый параметр шероховатости Rz=0,05 мкм. Точность и погрешность формы определяется предварительной обработкой.
Для полирования, а иногда и шлифования наружных поверхностей вращения, применяют и магнитно-абразивную обработку.
Притирка наружных цилиндрических поверхностей выполняется притирами, изготовленными из чугуна, бронзы или меди, которые обычно предварительно шаржируются абразивным или алмазным микропорошком с маслом или специальной пастой. Достигаемая точность 4-5 квалитета, параметр шероховатости Rz=0,05..0,l мкм.
Притирку осуществляют как вручную, так и на специальных станках (рис.3.12).

Рисунок 3.12 1- станина; 2,4 - притирочные диски;
3 - сепараторный диск; 5 колонна
Диск 4 имеет одновременно вращательное движение и вертикальное перемещение. Сепараторный диск 3 имеет радиальные гнезда, в которые помещаются обрабатываемые заготовки (схема б). При работе станка заготовки, помещенные между дисками, совершают сложное движение (схема в).
Припуски для притирки поверхностей тел вращения составляет 0,05. 0,1мм на диаметр.

Хонингование. Этот вид обработки чаще используется для отделки отверстий, однако на практике применяется и для отделки наружных поверхностей тел вращения, в частности шеек коленчатых валов.
Для повышения эксплуатационных показателей наружных поверхностей вращения широкое применение имеет отделочно-упрочняющая обработка поверхностным пластическим деформированием (ОУО ППД)(накатывание, выглаживание, вибронакатывание, обработка инструментами центробежно-ударного действия, электромеханическая обработка), нанесение покрытий (мягких, твердых, многослойных) и легирование поверхностей.
Накатываниеможет проводиться роликами или шариками. Оно применяется как для упрочнения поверхностного слоя, так и для уменьшения высотных параметров шероховатости и увеличения ее несущей способности: Ra=0,05 мкм.
Вибронакатываиие может применяться как для отделочно-упрочняющей обработки наружных поверхностей вращения, так и для увеличения маслоемкости опорных поверхностей трения валов, шпинделей. Сущность вибронакатывания заключается в том, что на движение подачи рабочего шарика накладываются его колебательные движения (рис.3.14).
Широкое распространение для повышения сопротивления усталости деталей в авиационной промышленности получила центробежно – ударная обработка (рис. 3.15). В инструментах центробежно-ударного действия рабочие шарики или ролики определенной массы размещают в радиальных пазах диска или сепаратора в определенном порядке. Это позволяет за счет заданных частот вращения инструмента и детали и продольной подачи обеспечить необходимое число ударов, определенной силы на каждый 1 мм 2 обрабатываемой поверхности. Параметр шероховатости поверхности снижается с Ra=l,0. 2,5 мкм до Ra=0,2. 0,8мкм и может достигать Ra=0,05 мкм

Рисунок 3.15 Схема обработки центробежно-ударным инструментом:
1 - обрабатываемая деталь; 2 - инструмент центробежно-ударного действия; 3 - рабочие шарики; 4 - сепаратор
Электромеханическая обработка (ЭМО)позволяет значительно повысить поверхностную твердость, уменьшить параметр исходной шероховатости в 5-15 раз (например, с Ra=l мкм до Ra=0,08 мкм) при незначительных рабочих усилиях. Это обеспечивается нагревом зоны контакта рабочего ролика и обрабатываемой поверхности при пропускании через него тока большой силы (I=200. 1500 А) (рис. 3.16). Для повышения коррозионной стойкости и износостойкости валов и штоков или отдельных их рабочих поверхностей могут применяться различные покрытия или легирование. Как правило, гальванические способы нанесения покрытий (хромирование, кадмирование, свинцевание, никелирование) применяют для защиты от коррозии. Механические, лазерные и ионно-плазменные методы нанесения покрытий и легирования поверхностей служат для повышения износостойкости рабочих шеек валов, штоков, шпинделей.
Рисунок 3.16 1 - обрабатываемая деталь; 2 - рабочий ролик; 3 - трансформатор
3.1.7. Выбор методов обработки.
Методы окончательной обработки всех поверхностей заготовки (вала) и промежуточных операций выбирают исходя из требований, предъявляемых к точности размеров и качеству поверхностей, с учетом характера исходной заготовки, свойств обрабатываемого материала и условий производства.
Для предварительного выбора методов обработки отдельных поверхностей заготовки (вала) используются данные справочных таблиц экономической точности и качества обработки различными методами.
В связи с тем, что одинаковые точность обработки и качество обработанной поверхности могут быть достигнуты различными методами, после предварительного выбора нескольких возможных технологических подходящих методов обработки следует провести их сопоставление по производительности и технологической себестоимости. При назначении метода обработки следует стремиться к тому, чтобы число переходов при обработке каждой поверхности заготовки было минимальным. Желательно, чтобы одним и тем же способом обрабатывалось возможно большее число поверхностей заготовки. Это даст возможность разработать высокопроизводительные концентрированные операции с максимальным совмещением обработки поверхностей, сократить общее число операций и установов, длительность цикла обработки, повысить производительность обработки.
Если выбранный метод окончательной обработки отдельных поверхностей, как правило, не может обеспечить экономичное получение требуемых точности и качества поверхности непосредственно из исходной заготовки, то возникает необходимость создания промежуточных операций или переходов, по мере выполнения которых достигается постепенное повышение точности размеров и качество поверхностей до требуемых значений в соответствии с чертежом детали. Так, например, требуется обработать наружную поверхность вала с точностью по 5-му квалитету и с параметром шероховатости Ra=0,08 мкм, а заготовкой служит прокат. Данная точность размера и шероховатость поверхности в соответствии со справочными данными достигается одним из методов доводки. Однако известно, что доводка экономична лишь при условии снятия припуска 0,01. 0,02 мм на диаметр. Это означает, что предыдущая операция должна дать точность заготовки под доводку в пределах допуска 0,003. 0,005 мм (операционный допуск должен быть в 2-4 раза меньше припуска на последующую операцию) при шероховатости Ra=0,3 мкм. Методом обработки, обеспечивающим достижение такой точности является чистовое шлифование, снимающее припуск порядка 0,05 мм на диаметр.
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Поверхности тел вращения представляют собой наиболее распространенный вид обрабатываемых поверхностей заготовок, торцы которых подрезают или фрезеруют, а если по технологическому процессу намечена дальнейшая обработка заготовок в центрах, их центрируют.
Центровые отверстия являются, как правило, установочными базами, и поэтому от точности их исполнения зависит и точность обработки остальных поверхностей заготовки. Для центрования применяют типовые наборы инструмента — спиральные сверла и конические зенковки, а также комбинированные центровочные сверла.Центровые отверстия обрабатывают на токарных, револьверных, сверлильных и двусторонних центровальных станках. Однако наиболее производительным способом является их обработка на фрезерно-центровальном полуавтомате, предназначенном для последовательной обработки заготовки: сначала фрезерование торцов, а затем сверление центровочных отверстий.
Заготовку устанавливают в приспособление и вместе с ним подают на фрезерные головки. После этого ее останавливают у сверлильных шпинделей для сверления центровочных отверстий. В качестве технологических баз на этой операции используют наружные поверхности заготовки, устанавливаемой в призмы и торец. В полые заготовки после подрезки торца и обработки отверстия с двух сторон вводят пробки или оправки сза центрованными отверстиями или на кромке отверстия снимают конические фаски, используемые в качестве технологических баз с последующим удалением их при отделочной обработке. Технологической базой при черновой обработке наружной поверхности заготовки тела вращения (вала) являются поверхности центровых отверстий. Черновую обработку наружных поверхностей выполняют как на обычных, так и на многорезцовых станках (в зависимости от типа производства).
Уменьшение машинного времени может быть достигнуто в результате применения трех основных технологических приемов: деления Длины обработки, деления длины наибольшей ступени и деления припуска. Так, при обработке наружной поверхности трехступенчатого вала на универсальном токарном станке расчетная длина рабочего хода составит сумму длин этих ступеней плюс длина, необходимая для врезания и перебега резца.
На многорезцовом токарном станке, снабженном соответствующей многорезцовой державкой и несколькими резцами, можно произвести эту же работу с уменьшением длины рабочего хода примерно в три раза, так как каждый резец при этом будет обрабатывать только свою ступень. Это соответственно позволяет уменьшить примерно в три раза основное время обработки. Чем больше частей, на которые разделена длина обработки (в зависимости от количества резцов, одновременно участвующих в работе), тем больше сокращается основное время. Этот метод обработки позволяет сократить и время вспомогательных приемов, так как отпадает необходимость настройки резца на обработку каждой из ступеней вала (резцы устанавливают в многорезцовой державке станка с перепадами, равными разности радиусов цилиндрических поверхностей обтачиваемых ступеней).
Заготовку ступенчатого вала можно обрабатывать по наружной поверхности с большим припуском по условиям, определяемым стойкостью резца и мощностью универсального токарного станка, за несколько рабочих ходов в случае, показанном на рисунке, за три рабочих хода с глубиной резания.
При обработке на том же станке с применением нескольких резцов число рабочих ходов может быть сокращено до одного. Так, в данном примере (рис. 106, г) установка трех резцов дает возможность снять весь припуск за один рабочий ход при весьма незначительном увеличении длины рабочего хода на размер а.
Обработка на токарных многорезцовых станках.
Принцип концентрации операций при токарной обработке осуществляется при обтачивании одновременно нескольких поверхностей вращения несколькими инструментами — резцами — на многорезцовых станках. Такие станки-полуавтоматы широко применяются в серийном и массовом производстве. Обычно на многорезцовых станках имеются два суппорта — передний и задний. Передний суппорт, имеющий продольное (а также и поперечное) движение, служит большей частью для продольного обтачивания заготовок — валов или других деталей (тел вращения). Задний суппорт, имеющий только поперечное движение, предназначен для подрезания торцов, прорезания канавок, фасонного обтачивания. Многоместные суппорты могут быть оснащены большим количеством резцов, доходящим до 20. Многорезцовые станки с большим расстоянием между центрами имеют два передних и два задних суппорта. Движение суппортов автоматизировано; закончив обработку, суппорты возвращаются в исходное положение автоматически. Останавливается станок также автоматически, рабочий только устанавливает и снимает заготовки и пускает станок.
На многорезцовых станках в результате сокращения основного и вспомогательного времени достигается значительное снижение трудоемкости и станкоемкости обработки. Еще большая экономия времени получается при обработке на многорезцовых станках ступенчатых валов, так как одновременно с обтачиванием всех ступеней производится их подрезание или протачивание канавок с помощью заднего суппорта. Настройка резцов производится так, чтобы обработка всех участков вала заканчивалась одновременно. Многорезцовое обтачивание можно выполнить тремя различными способами.

Первый способ — обтачивание с продольной подачей. В этом случае каждый резец установлен на определенный диаметр. По мере продольного движения суппорта резцы последовательно вступают в работу. Длины отдельных ступеней вала, которые надо получить при обтачивании, определяются взаимным расположением резцов. Второй способ — обтачивание с врезанием и последующей продольной подачей. Пои этом способе резцы 1,2 и 3, расположенные, как в предыдущем примере, начинают обработку заготовки одновременно в различных точках, а не с конца вала последовательно один за другим, как при первом способе. Вначале суппорт перемещается в поперечном направлении. Каждая ступень вала обтачивается одним резцом, вследствие чего суппорт передвигается на длину наиболее длинной ступени. Этот способ применим при условии, что весь припуск может быть снят каждым резцом за один проход.
Заготовка обтачивается на шлицевой оправке, которую предварительно запрессовывают в точно обработанное шлицевое отверстие. Оправка устанавливается в центры.
Резцы устанавливают по специально обточенной заготовке или по специальному шаблону. Наладка станка занимает сравнительно немного времени. Так как время обработки одной заготовки на многорезцовом станке значительно меньше, чем на обычном токарном, то партию в 5—10 заготовок уже выгодно обтачивать на многорезцовом станке.
Обработка шлифованием
Шлифование — это вид обработки, осуществляемый с помощью абразивного инструмента, режущим элементом которого являются зерна абразивных материалов. При этом достигаются высокая точность и малая шероховатость обрабатываемых поверхностей. При обработке на шлифовальных станках режущим инструментом являются шлифовальные абразивные круги, которые состоят из мелких зерен абразивных материалов, сцементированных связующим веществом — связкой. Твердость абразивных материалов значительно выше твердости закаленной стали.
Для изготовления абразивного инструмента применяют природные и искусственные материалы. К природным абразивам относятся алмаз, корунд, наждак, гранит, кварц, кремний, полевой шпат, пемза и др., к искусственным — электрокорунд, карбиды кремния, бора, циркония, борсиликарбид, кубический нитрид бора (эльбор), синтетический алмаз и др.
Шлифовальные круги в основном изготовляют из искусственных шлифовальных материалов. Они более однородны и чисты по составу, а также дешевле природных.
Для выпускаемых промышленностью шлифовальных кругов применяют шесть видов связок: керамическую, бакелитовую, вулканито-вую, силикатную, глифталевую и металлическую. В машиностроении наиболее распространена керамическая связка. Ее приготовляют из огнеупорной глины, полевого шпата и кварца.
Бакелитовая (органическая) связка — синтетическая смола. Круги на бакелитовой связке прочны и упруги, но плохо переносят воздействие охлаждающей жидкости. Другой вид органической связки — вулканитовая связка, состоящая из каучука и серы. Круги на вулкани-товой связке прочны и водостойки, позволяют работать с большой скоростью, но сравнительно быстро засаливаются.
Металлическая связка бывает вольфрамокобальтовая, железо-никелевая, медно-оловянная и применяется для алмазных кругов. Круги обладают большой износостойкостью и производительностью и позволяют работать при более высокой температуре.
Важнейшим параметром, определяющим режущие свойства шлифовального круга, является его зернистость, т. е. размером зерен абразивных материалов, из которых состоит круг.
Твердость шлифовального круга характеризуется силой, которую нужно приложить к зерну, чтобы вырвать его из связки. Чем больше эта сила, тем тверже круг. Мягкие круги быстро изнашиваются, а слишком твердые быстро забиваются снимаемой стружкой (засаливаются) и вследствие этого сильно нагревают обрабатываемую заготовку.
По форме абразивные круги бывают плоскими, чашечными коническими, цилиндрическими, тарельчатыми и дисковыми.
Шлифовальные круги подвергают правки для восстановления режущей способности потерянной в результате засаливания и затупления. При правки круга с его поверхности удаляют слой изношенных абразивных зерен.
Шлифовальные станки подразделяют на станки для круглого шлифования (центровые и бесцентровые), плоского шлифования и для доводочно-притирочных работ. Последние в свою очередь подразделяют на три группы в зависимости от применяемых абразивных материалов: работающие шлифовальным кругом, порошком и полировочными пастами.
К станкам для наружного круглого шлифования относятся также фасонно-шлифовальные, заточные станки для режущего инструмента, специальные станки для шлифования шеек распределительных и коленчатых валов.
Шлифование наружных цилиндрических поверхностей. Для обработки наружных цилиндрических поверхностей применяют следующие виды шлифования:
а) обдирочное;
б) точное, которое может быть предварительным и чистовым;
Обдирочное шлифование применяется взамен предварительной обработки резанием лезвийным инструментом.
Наиболее распространенным является обычное точное шлифование, при котором точность обработки наружных цилиндрических поверхностей достигает 2-го класса, а шероховатость поверхности — 7—9-го классов.
Тонкое шлифование дает возможность получить более высокую степень точности обработки, соответствующую 1-му классу точности, и более высокое качество поверхности, соответствующее 10—11-му классам шероховатости.
Тонкое шлифование осуществляется мягким мелкозернистым шлифовальным кругом при большой скорости его вращения (более 40м/с) при малой скорости вращения обрабатываемой детали (до 10 м/мин) и малой глубине резания (до 5 м/с); шлифование сопровождается усиленным охлаждением обрабатываемой детали.
Различают следующие два способа круглого шлифования:
а) шлифование с продольной подачей;
б) шлифование с поперечной подачей (способ врезания).
Первый способ заключается в том, что в процессе шлифования обрабатываемая деталь совершает продольные движения попеременно в обе стороны; поперечная подача шлифовального круга производится по окончании каждого продольного движения (хода). При предварительном шлифовании продольная подача обычно составляет 0,5—0,8 высоты круга на один оборот детали, при окончательном — 0,2—0,5 высоты круга; глубина резания — 0,005—0,02 мм на каждый проход. Этот способ является наиболее распространенным и удобным для шлифования валов.
Второй способ — шлифование с поперечной подачей, или способ врезания. При этом способе шлифование производится широким кругом сразу по всей длине шлифуемой поверхности детали. Шлифовальному кругу сообщается поперечная подача по направлению к центровой линии детали. Высота круга выбирается несколько больше, чем длина шлифуемой поверхности детали. Этот способ наиболее производителен и широко применяется в массовом и крупносерийном производстве. Этот способ позволяет, пользуясь фасонным кругом, получить соответствующую форме круга поверхность детали.
При необходимости шлифования уступа и прилегающей узкой шейки ступенчатого вала применяют станки с поворотной шлифовальной бабкой.
При измерении диаметра шлифуемой шейки вала предельной скобой приходится останавливать станок, что связано со значительной затратой времени. В современной практике широко применяют специальные контрольные устройства, измеряющие диаметр обрабатываемой поверхности в процессе шлифования.
Такие устройства бывают следующих видов: 1) механические (с индикатором); 2) электроконтактные; 3) электроиндуктивные; 4) пневматические; 5) электропневматические; 6) фотоэлектрические и др. Наибольшее распространение имеют механические (с индикатором) и электроконтактные устройства.
Бесцентровое шлифование.
При бесцентровом шлифовании деталь 2 не закрепляется в центрах, как на кругло-шлифовальных станках, а свободно (без крепления) помещается между двумя шлифовальными кругами, из которых круг / — большего диаметра — является шлифующим, а круг 3 — меньшего диаметра — ведущим кругом, который вращает деталь и сообщает ей продольную подачу. Шлифующий круг вращается с окружной скоростью 30— 35 м/сек, ведущий круг имеет скорость 20—30 м/мин. Обрабатываемая деталь поддерживается опорой со скосом, имеющей форму ножа.
Благодаря скосу, направленному в сторону ведущего круга, деталь прижимается к этому кругу.
На бесцентрово-шлифовальных станках можно шлифовать детали, имеющие форму тела вращения с цилиндрическими, коническими и фасонными поверхностями.
Бесцентровое шлифование может производиться двумя способами.
1-й способ — продольной подачи (сквозное шлифование «на проход);
2-й способ — поперечной подачи (врезания).
Шлифование способом продольной подачи применяют для шлифования валов, втулок, поршневых пальцев, поршней и других деталей цилиндрической формы (без буртиков); шлифуемая деталь поступает с одной стороны станка, а выходит — с другой. Для осуществления этого движения (сквозной подачи) ведущий круг устанавливается под углом наклона а = 1-5° к оси шлифующего круга. С изменением угла наклона ведущего круга изменяется величина подачи: чем больше угол, тем величина подачи больше, а класс шероховатости шлифованной поверхности меньше.
Шлифование способом продольной подачи переменяется для шлифования валов, поршней и др. деталей цилиндрической формы без буртиков. Шлифуемая деталь поступает с одной стороны, а выходит с другой.
Шлифование способом поперечной подачи (способом врезания) осуществляется поперечной подачей ведущего круга по направлению к шлифующему кругу. Перед этим деталь укладывается на опору сверху или сбоку. По окончании шлифования детали, когда достигнут необходимый размер, ведущий круг отводится, деталь снимается и закладывается новая.
При этом способе оси ведущего и шлифующего кругов параллельны. Подача ведущего круга принимается от 0,003 до 0,01 мм на один оборот детали.
Шлифование способом врезания применяется главным образом при обработке деталей с буртиком или имеющих форму конуса. Для шлифования конусных деталей ведущий круг заправляют на конус, при этом опору (нож) устанавливают наклонно (под углом).
Кругло-шлифовальные и бесцентрово-шлифовальные станки легко автоматизируются и встраиваются в автоматические линии.
Точение является основным способом обработки поверхностей тел вращения.
Детали, имеющие наружные поверхности вращения (цилиндрические, конические) обрабатывают на различных станках: токарной группы (токарно-винторезные, токарно-карусельные, токарно-револьверные, одношпиндельные и многошпиндельные полуавтоматы и автоматы, станки для тонкого точения и др.); шлифовальной группы (круглошлифовальные, бесцентровошлифовальные, притирочные полировальные и т.п.). Станки этих групп применяют как обычные, так и с числовым программным управлением (ЧПУ).
Процесс резания (рис. 2) осуществляется на токарных станках при вращении обрабатываемой заготовки (главное движение) и перемещении резца (движение подачи).
 |
| 1 – обрабатываемая поверхность; 2 – поверхность резания; 3 – обработанная поверхность; Dr – главное движение; DSпр – движение подачи (продольное) Рисунок 2 – Схема обработки заготовок точением |
При установке и обработке длинных заготовок валов, осей, стержней и т.п. в качестве дополнительной опоры, повышающей жесткость технологической системы, применяют люнеты (подвижные и неподвижные).
Для точения цилиндрических поверхностей и поверхностей, прилегающих к ним и ограничивающих их длину (торцы, уступы, канавки, радиусы и т.п.), применяют проходные, подрезные (прямые и отогнутые), отрезные, канавочные и другие резцы с напайными пластинами из быстрорежущей стали или твердых сплавов и композиционных материалов.
В зависимости от требований, предъявляемых к точности обработки и шероховатости обработанной поверхности детали, различают следующие виды обработки точением: черновое обтачивание, получистовое и чистовое точение и тонкое (алмазное) точение.
Черновое обтачивание применяют для предварительной обработки (точность обработки при этом не превышает 12-13го квалитета, а шероховатость обработанной поверхности Rа=20..80 мкм).
При получистовом обтачивании припуск на обработку составляет
3-6 мм на диаметр, точность обработки не превышает 11-го квалитета, а
Rа = 5-10 мкм.
Чистовое обтачивание обеспечивает точность размеров до 6-го квалитета и Rа = 2.5-5 мкм.
Тонкое (алмазное) обтачивание производится после чистовой обработки с незначительной глубиной резания (t = 0,05…0,01 мм), малыми подачами (S = 0.1…0.02 мм/об), но большими скоростями резания
(v = 50…300 мм/мин). После обработки точность до 5-го квалитета и
Rа = 0,63-2,5 мкм.
Обработка наружных поверхностей тел вращения с помощью резцов называется обтачиванием (рис. 3), обработка торцевых поверхностей деталей тел вращения – подрезание (рис.4), обработка канавок – протачивание (рис. 5), разрезание заготовки на части – отрезание (рис. 6).
Читайте также: