
Многооперационные станки обрабатывающие центры реферат
Обновлено: 02.07.2024
Сверлильные станки с ЧПУ для производительной координатной обработки деталей без предварительной разметки и применения кондукторов. Основные компоновочные варианты фрезерных станков с ЧПУ. Горизонтальные многоцелевые (многооперационные) станки с ЧПУ.
| Рубрика | Коммуникации, связь, цифровые приборы и радиоэлектроника |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 22.05.2010 |
| Размер файла | 1,9 M |
Соглашение об использовании материалов сайта
Просим использовать работы, опубликованные на сайте, исключительно в личных целях. Публикация материалов на других сайтах запрещена.
Данная работа (и все другие) доступна для скачивания совершенно бесплатно. Мысленно можете поблагодарить ее автора и коллектив сайта.
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Подобные документы
Токарно-карусельные станки для обработки крупногабаритных деталей типа тел вращения с большим отношением диаметра к высоте заготовки. Общий вид обрабатывающих центров и габариты рабочей зоны. Токарные автоматы и полуавтоматы с ЧПУ, многоцелевые станки.
контрольная работа [972,2 K], добавлен 22.05.2010
Технологический процесс механической обработки оптических деталей. Сущность процессов обработки оптических деталей. Шлифование свободным абразивом и закрепленным абразивом. Полирование оптических деталей. Припуски операционные. Понятие о припуске.
реферат [1,2 M], добавлен 25.11.2008
Рассмотрение конструкторско-технологической характеристики и типового технологического процесса (литье под давлением, зачистка отливки от облоя, фрезерная обработка) корпусных деталей, обрабатываемых в гибких производственных линиях модели АЛП-3-2.
контрольная работа [82,7 K], добавлен 23.05.2010
Заготовки оптических деталей из оптического стекла. Глубина залегания дефектов на поверхности прессованной заготовки. Процесс обработки оптических деталей. Шлифование свободным абразивом. Шлифование закрепленным абразивом. Полирование. Припуски операционн
реферат [1,2 M], добавлен 29.11.2008
Механические напряжения в материале при гибке. Технологичность деталей, получаемых вытяжкой, основные требования. Материалы для штампованных деталей. Экранирование проводов, кабелей. Фильтрующие цепи. Устранение паразитной взаимоиндукции между дросселями.
реферат [127,4 K], добавлен 21.11.2008
Алгоритмы, учитывающие систему визуального восприятия человека. Мультиразмерная ошибка. Мера качества видео на основе дискретного косинусного преобразования. Модификация алгоритмов оценки качества изображения с применением предварительной обработки.
реферат [62,6 K], добавлен 19.11.2008
Компоненты узлов оптических систем и их соединение. Сборка и юстировка оптических приборов. Материалы, применяемые для соединения. Оптические клеи и бальзамы. Технология соединения оптических деталей. Подготовка, сортировка и комплектация деталей.
Сверлильные станки с ЧПУ предназначены для производительной координатной обработки деталей (типа крышек, фланцев, панелей, трубных досок) без предварительной разметки и применения кондукторов. Для них характерны операции сверления, зенкерования, развертывания, нарезания резьбы; наличие крестового стола; последовательная работа несколькими инструментами, установленными в револьверных головках; применение многоинструментальных головок; автоматизация позиционирования и работы вдоль оси Z.
Для обработки крепежных отверстий в корпусных деталях, а также в деталях типа фланцев, крышек, плит, рычагов, кронштейнов, в условиях мелкосерийного и серийного производств предназначен вертикально-сверлильный станок с ЧПУ мод.2Р135Ф2 (рис.1,4). Он оснащен крестовым столом и шестипозиционной револьверной головкой, которые значительно расширяют его технологические возможности.
Расточные станки применяют для обработки корпусных деталей при сверлении, зенкеровании, развертывании, фрезеровании и нарезании резьбы.
Координатно-расточный многоинструментальный станок с ЧПУ 243ВМФ2 (рис.2) широко применяется в мелкосерийном и серийном производствах при изготовлении сложных корпусных деталей.
Для обработки корпусных деталей массой до 600 кг применяется станок 2Е450АМФ4, имеющий класс точности Л, позволяющий производить также фрезерование поверхностей торцевыми и концевыми фрезами с линейной и круговой интерполяцией.
Для обработки корпусных деталей массой до 16000 кг предназначен горизонтально-расточный станок повышенной точности 2П637МФ4, позволяющий обрабатывать соосные отверстия консольным инструментом с поворотом стола.
Для сверления, рассверливания, зенкерования, подрезания торцов, нарезания резьбы, протачивания кольцевых канавок и вырезания отверстий, прямоугольного и контурного фрезерования применяют сверлильно-фрезерные станки с ЧПУ мод.2348ПМФ2 (рис.3), 21103Н7Ф4, 21104Н7Ф4, 21105Н7Ф4. Эти станки обладают широкими технологическими возможностями, что позволяет использовать их в составе автоматизированных участков.
Из зарубежных станков сверлильно-расточной группы представляют интерес многоинструментальные сверлильные центры фирмы "СТАМА" МС012 и МС112. Станки содержат 9-ти или 12-ти позиционные головки с осью вращения, параллельной оси инструмента. Смена инструмента занимает от 0,8 до 3 секунд. Для обработки деталей различной конфигурации и размеров, а также их крепления в различных положениях (при обработке по маятниковому циклу) рабочая площадь может быть увеличена перестановкой головки или стола по оси Z.

Рис.1 - Вертикально-сверлильный станок с ЧПУ2Р135Ф2

Рис.2 - Координатно-расточный станок 243ВМФ2

Рис.3 - Сверлильно-фрезерный станок 2348ПМФ2
Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ могут быть выполнены в различных компоновочных вариантах: вертикально-фрезерных, горизонтально-фрезерных и продольно-фрезерных.
Консольный вертикально-фрезерный станок с ЧПУ мод.6Р13ФЗ (4) предназначен для обработки концевыми и радиусными фрезами плоских и пространственных деталей сложного профиля (штампов, пресс-форм, кулачков) из черных, цветных металлов и других материалов в мелкосерийном и серийном производстве. Пространственная обработка достигается сочетанием перемещения стола станка с деталью в горизонтальной плоскости по двум координатам и вертикального перемещения шпиндельной головки с режущим инструментом.
Основные движения в станке.
Главное движение - вращение шпинделя; движение подачи - перемещение салазок в поперечном, стола в продольном и шпиндельной головки в вертикальном направлениях; вспомогательные движения - установочные перемещения узлов станка.
Механизм главного движения станка представляет обычную коробку скоростей, в которой 18 различных частот вращений шпинделя (в диапазоне 40. 2000 мин-1) получается за счет переключения двух тройных (z = 19-22-16 и z = 37-46-26) и одного двойного (z = 82-19) блоков зубчатых колес. Источником мощности служит электродвигатель М, (N= 7,5 кВт, п = 1450 мин"1).
Специализированный вертикально-фрезерный станок 6М1ЗСН с ЧПУ предназначен для изготовления деталей типа балки, у которой концевой фрезой обрабатывается наружный контур, плоскость проушины, внутренние контуры колодцев и дно колодцев.
Станки с ЧПУ 65А80Ф4, 65А80ПМФ4 и 65А90Ф4 составляют гамму вертикальных фрезерных станков с крестовым столом с различной степенью автоматизации. Перемещение стола, салазок и бабки осуществляется от отдельных безредукторных приводов подач с высокомоментными электродвигателями постоянного тока через шарико-винтовые передачи. Инструментальный магазин и устройство автоматической смены инструмента обеспечивает выбор и смену инструмента для выполнения операций фрезерования, сверления, растачивания и нарезания резьбы.
Вертикально-фрезерный станок с ЧПУ 6520ФЗ-36 (рис.5) предназначен для фрезерования разнообразных деталей сложной формы торцевыми, концевыми, угловыми и фасонными фрезами. Обработка может производиться по трем координатам одновременно. Кроме фрезерования на станке можно выполнять сверление, растачивание, зенкерование и развертывание отверстий.
Специализированный вертикально-фрезерный станок мод. МА655АЗ (Рис.6) предназначен для обработки деталей сложной криволинейной формы типа дисков, плит, рычагов и корпусных деталей из сталей, титановых и легких сплавов. Станок оснащен системой ЧПУ и устройством для автоматической смены инструмента. На станке выполняют фрезерование плоскостей и пазов, сверление, зенкерование, развертывание и предварительное растачивание отверстий. Обработка осуществляется по трем координатам по программе.
Для объемной обработки ковочных, вытяжных и вырубных штампов, литейных моделей и кокилей, пресс-форм и плоских сложных контуров применяют горизонтально-фрезерные станки с ЧПУ мод.6В443ФЗ и 6В444ФЗ (рис.7). Широкий диапазон изменения скорости вращения шпинделя и оснащение станка ускорительной съемной головкой позволяют вести наиболее производительную обработку. Применение съемной двухшпиндельной головки дает возможность обрабатывать одновременно две детали. Программа работы станка записывается на программоносителе и вводится непосредственно с пульта устройства ЧПУ, которое вычисляет траекторию движения режущего инструмента и скорость его перемещения по трем координатам. Фактическое положение подвижных узлов контролируется датчиками обратной связи. Не меняя программы, на станке можно изготовить пуансон и матрицу, зеркальное изделие, а также изделие в масштабе (1: 2, 1: 5, 1: 10), установить инструмент другой длины и диаметра, изменить припуск на последующую обработку.
На базе станков ФП-27НЗ и ФП-27С разработана модификация четырехкоординатного фрезерного станка с ЧПУ и автоматической сменой инструмента ФП-27-4С. На станке возможна обработка торцевыми и концевыми фрезами плоскостей, прямолинейных и криволинейных наружных и внутренних поверхностей с постоянными и с изменяющимися углами наклона. Станок может выполнять сверление, зенкерование, растачивание и развертывание отверстий, а также нарезание резьбы специальными оправками с метчиком или резьбовой головкой

Рис.4 - Вертикально-фрезерный станок 6Р13ФЗ

Рис.5 - Вертикально-фрезерный станок с ЧПУ 6520ФЗ-36

Рис.6 Специализированный вертикально-фрезерный станок МА655АЗ

Рис.7 Станок 6В444ФЗ
Сверлильно-фрезерно-расточные станки выпускаются в вертикальном и горизонтальном исполнениях. Вертикальные станки выполняются с подвижной вертикали перемещающейся шпиндельной бабкой и крестовым столом.
Многооперационный станок с ЧПУ модели 21104П7Ф4 (рис.8) предназначены для высокопроизводительной обработки малогабаритных деталей сложной конфигурации. На станке можно выполни сверление, зенкерование, развертывание растачивание, фрезерование по контуру; нарезание резьб метчиками. Станок оснащен автоматическим устройством столов-спутников на две позиции. Загрузка заготовки происходит во время работы станка. Для односторонней комплексной обработки плоских деталей средних размеров, по заданной программе применяют вертикальный сверлильно-фрезерно-расточной станок с ЧПУ модели 2256ВМФ4 (рис.9).
На станке можно производить получистовое и чистовое фрезерование плоскостей, пазов и криволинейных поверхностей фрезами различных типов, а также растачивание, сверление, зенкерование, развертывание, нарезание резьб метчиками в деталях из чугуна, стали, цветных металлов и пластмасс.
Вертикальный фрезерно-сверлильно-расточный полуавтомат с ЧПУ модели 65А60МФ4-01 предназначен для обработки по программе деталей сложной конфигурации типа кулачков, копиров, штампов, а также корпусных деталей из чугуна, стали я цветных металлов. Полуавтомат имеет 24-местный инструментальный магазин и устройство автоматической смены инструмента, оснащен крестовым столом. В полуавтомате предусмотрены бесступенчатое регулирование приводов подач с электродвигателями постоянного тока, система блокировки и предохранительных устройств, обеспечивающих высокую надежность работы. Отклонение от плоскостности обработанной поверхности на длине 300 мм составляет 12 мкм, отклонение от заданного контура обработанной детали - 40 мкм.
Сверлильно-фрезерно-расточные станки горизонтальной компоновки преобладали в парке многоцелевых станков. Около 80% этих станков оснащены поворотными столами с приспособлениями-спутниками для автоматической смены заготовок, что позволяет обрабатывать детали в автоматическом режиме с четырех-пяти сторон. Горизонтальные станки обычно имеют неподвижную стойку и крестовый стол с поворотной частью, либо поперечно-подвижную стойку и продольно-подвижный поворотный стол. Инструментальные магазины барабанного типа размещаются на стойте, а магазины цепного типа - рядом со станком или на стойке сбоку. Магазины задают, как правило, емкостью на 16. 90 инструментов, что в большинстве случаев достаточно для обработки сложных корпусных деталей.
Различают горизонтальные станки со встроенными и вынесенными инструментальными магазинами.


Рис.10 станок ИР320ПМФ4


Рис.11 Постоянные технологические циклы обработки, используемые на станке модели ИР320МПФ4: 1 - обратная цековка с ориентацией шпинделя; 2 - растачивание ступенчатых отверстий; 3 - глубокое сверление; 4 - фрезерование наружного контура; 5 - цековка фрезерованием по контуру; 6 - фрезерование по контуру внутренних торцов; 7- растачивание отверстия с использованием специальной оправки; 8 - сверление; 9 - фрезерование торцевой фрезой; 10 - цековка отверстий, направляющих инструмент; 11 - фрезерование внутренних каналов; 12 - нарезание резьбы (до Ml 6); 13 - обработка поверхностей типа тел вращения
Для высокопроизводительной обработки малогабаритных деталей сложной конфигурации применяют многоцелевой станок модели ИР320ПМФ4 (рис.10). Станок имеет вертикально-подвижную шпиндельную бабку, продольно-подвижный шпиндель, стол с вертикальным расположением рабочей поверхности. Инструментальный магазин емкостью 36 инструментов расположен на торце стойки. Выбор инструментов осуществляется в любой последовательности (безманипуляторный). Смена обрабатываемых деталей происходит при помощи автоматического устройства накопителя столов-спутников на 4 позиции. СОЖ подается в зону резания до 150 л/мин, и обеспечивает не только охлаждение детали и инструмента, но и удаление стружки. Широкий диапазон частот вращения шпинделя и скоростей подач позволяют выбирать оптимальные режимы резания при обработке деталей из конструкционных материалов (от легких цветных сплавов до высокопрочных, легированных, вязких и жаропрочных сталей). Постоянные технологические циклы обработки, используемые на станке ИР320ПМФ4, показаны на рисунке 11, кинематическая схема станка изображена на рисунке 12.
Многооперационные станки ИР500ПМФ4 (рис.13) и ИР800ПМФ4 (рис.14) предназначены для высокопроизводительной обработки корпусных деталей из различных конструкционных материалов. Наибольшая масса обрабатываемых деталей на станке ИР500ПМФ4 составляет 700 кг, на станке ИР800ПМФ4 - 1500 кг. Поворотный индексируемый стол перемещается на отдельной станине, которая крепится на общем основании. Станки оснащены устройством автоматической смены столов-спутников с двухместным накопителем, что может обеспечить автономную работу станков в течение нескольких часов. Инструментальный магазин емкостью 30 инструментов расположен на верхнем торце станков вне рабочей зоны. Смена инструмента производится автоматически по программе. Для сохранения точности станков предусмотрено устройство обдува шпинделя. Шпиндель имеет две механические ступени и прямое программирование частоты вращения через 1 мин. Станки оборудованы устройством автоматической уборки стружки, ограждением зоны резания, индексируемыми столами или столами с круговой подачей.
Устройство автоматической смены инструмента расположено вне рабочей зоны и состоит из вращающегося инструментального магазина барабанного типа с кодированными гнездами емкостью на 30 инструментов и манипулятора. Предусмотри возможность увеличения емкости инструментального магазина за счет установки! столе-спутнике инструментального барабана.
Горизонтальные многоцелевые станки 2204ВМФ4, 2204ВМ1Ф4 (рис.15) и 6Б76ПМФ4 (рис.16) содержат вынесенные инструментальные магазины. Станки производят получистовое и чистовое фрезерование плоскостей, пазов и криволинейных поверхностей концевыми, торцевыми и дисковыми фрезами, а также растачивание, сверление, зенкерование, развертывание, нарезание резьбы метчиками. Установка инструментального магазина на отдельной опоре возле станка позволяет свести к минимуму изменение его точностных параметров, увеличить жесткость станков и повысить его виброустойчивость.
Для комплексной обработки деталей повышенной сложности применяют горизонтальные сверлильно-фрезерно-расточные станки 2206ВМ1Ф4 и ЛФ400ПМФ4.
Для консольной обработки деталей предназначены горизонтальные сверлильно-фрезерно-расточные станки 2623ПМФ4, 22912Н7Ф4 и 2А622Ф4-1, изготовленные в Санкт-Петербурге (Станкостроительное объединение). Станки оснащены устройством автоматической смены столов-спутников с изделием, а также встроенными поворотными столами, что позволяет значительно расширить их технологические возможности.
Многоцелевой станок с ЧПУ мод. ОС-1000МФ4 применяют для обработки деталей типа корпусов, плит, трубных досок, рам, балок в индивидуальном и мелкосерийном производствах при частых переналадках.
Позиционирование инструмента при неподвижной детали позволяет уменьшить производственную площадь по сравнению с применением станков традиционной компоновки с подвижным столом. Протяженность установочной плиты (стола) позволяет производить обработку деталей по маятниковому циклу, то есть совмещать во времени установку очередной заготовки с обработкой предыдущей деталей.
Смену инструмента производят поворотом и фиксацией магазина (число инструментов - 24) относительно шпинделя, что позволяет обеспечить высокую надежность и точность.
Координатные сверлильно-фрезерно-расточные станки 24К60АФ4 и 24К70АФ4 предназначены для обработки отверстий с точным расположением осей методом растачивания, контурного фрезерования, сверления, зенкерования и резьбо-нарезания.
На станках можно выполнять чистовое и получистовое фрезерование плоскостей, подрезку торцов, разметку и точные измерения. Подвижные органы (стол и головка) установлены с высокой точностью, что позволяет использовать эти станки в качестве измерительных машин.
Для повышения точности обработки изделий большой массы в станках применяют адаптивную систему компенсации деформации станины. Станки оснащен автоматизированной системой определения положения базовых поверхностей изделия, что значительно упрощает и ускоряет их установку на стол станка.
ГПМ на базе многооперационных станков
В состав типового ГПМ для механообработки корпусных заготовок входят; многоцелевой сверлильно-фрезерно-расточный станок с ЧПУ; накопитель столов-спутников с заготовками, устройство для их автоматической загрузки и разгрузки со стола станка; механизм автоматической смены режущего инструмента с инструментальным магазином; устройства для выполнения контрольно-измерительных операций на станке; механизмы уборки стружки и другие вспомогательные устройства
Схема компоновки ГПМ ИР320ПМФ4 (рис.16) включает одноименный станок с горизонтальным шпинделем, установленным в вертикально-подвижной шпиндельной коробке (ось Y) с продольно перемещающимся по оси Z ползуном. На верхнем торце стойки расположен 36-позиционный инструментальный магазин барабанного типа с наклонной осью вращения, обеспечивающий автоматическую смену инструмента в шпинделе без применения манипулятора. Поперечно-подвижный (ось Х) и поворотный (движение А) стол с вертикальным расположением рабочей поверхности с размерами 320x320 мм позволяет устанавливать и закреплять унифицированный стол-спутник с заготовкой, которая может быть обработана с четырех сторон за одну установку. Смена столов-спутников производится автоматически с накопителя, установленного перед станком и имеющего четыре (исполнение 1) или двенадцать (исполнение 2) позиций. Загрузка и разгрузка столов-спутников может осуществляться как вдоль продольной оси Z станка (с противоположной по отношению к шпинделю стороны), так и вдоль поперечной оси Х (перпендикулярно к оси шпинделя).


1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. - К.: ИД "Профессионал", 2004. - 304 с.
2. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, - Л.: Машиностроение, 1990. - 592 с.
Раздел: Коммуникации и связь
Количество знаков с пробелами: 18526
Количество таблиц: 0
Количество изображений: 12
Для комплексной обработки деталей сложной пространственной формы и корпусных деталей инструментами различных видов разработаны многооперационные станки, получившие название обрабатывающие центры. По конструктивным признакам такие станки с ЧПУ делят на станки с горизонтальным шпинделем и поворотным столом для обработки корпусных деталей, с вертикальным шпинделем для обработки плоских деталей, с продольным столом и несколькими шпинделями для обработки крупногабаритных деталей.
Современный технический уровень выдвигает повышенные требования к технологическим возможностям станков с ЧПУ за счёт увеличения жёсткости станка, повышения мощности главного привода и верхнего предела частоты вращения главного привода, повышения скоростей рабочих подач и быстрых ходов, снижения потерь времени на смену инструмента, применения механизированной загрузки заготовок. В таких станках применяются контурные системы ЧПУ на больших интегральных микросхемах, высокомоментные электродвигатели постоянного тока, электронная автоматика в цепях управления. Многооперационные станки с ЧПУ строятся на базе фрезерных, расточных и сверлильных станков, а так же разрабатываются специальные конструкции станков.
Многооперационный вертикальный сверлильно-фрезерно-расточной станок модели 21104П7Ф4 разработан на базе вертикально-расточного станка и предназначен для комплексной обработки деталей за одну установку. На нём выполняются все виды сверлильных операций, фрезерные и расточные работы. Основной базовой деталью станка является чугунная литая колонна с накладными калёными направляющими, по которым перемещаются вертикальные салазки с установленной шпиндельной бабкой. Внутри колонны располагается грузовой противовес, уравновешивающий шпиндельную бабку. Привод главного движения состоит из регулируемого привода постоянного тока, передающего вращение шпинделю через двухступенчатую коробку передач. В полом шпинделе расположено устройство для закрепления инструментальной оправки. Зажим оправки осуществляется тарельчатыми пружинами, а разжим при помощи гидравлики от гидросистемы станка.
На основании станины расположен крестовый стол, который обеспечивает перемещение заготовки в продольном и поперечном направлениях по координатам соответственно X и Y. Плоские направляющие скольжения стола покрыты плёнкой из наполненного фторопласта марки Ф4К15М5. Покрытие обеспечивает малый коэффициент трения, движение на малых скоростях без скачков и к тому же обладает способностью к гашению вибраций, требует меньшей мощности привода. В кинематических звеньях, обеспечивающих поступательное перемещение узлов, установлены шариковые винтовые пары. Станок оснащён централизованной смазочной системой, обеспечивающей смазку всех трущихся поверхностей направляющих, гаек винтовых передач, шпиндельной бабки.
Система автоматической смены инструмента состоит из инструментального магазина на 16 инструментов, подпружиненной руки и манипулятора. Вся конструкция устанавливается на отдельном фундаменте рядом со станком. Подпружиненная рука имеет два захватных устройства и закреплена на вертикальном валу манипулятора. Манипулятор совершает перемещения от магазина инструментов к шпиндельной бабке и обратно. Замена инструмента выполняется подпружиненной рукой за 10 секунд.
Станок может оснащаться двухпозиционным устройством для автоматической смены обрабатываемых заготовок, которое устанавливается на стол станка. Устройство имеет две позиции – загрузочную и рабочую. После окончания цикла обработки в рабочей позиции деталь поворачивается в горизонтальной плоскости на 180° и попадает в разгрузочную позицию, а заготовка перемещается в рабочую зону на обработку. Управление всеми циклами выполняется системой числового программного управления типа 2У32 или 2С42.
Обрабатывающие центры серии ИР – это современные станки моделей ИР 200АМФ4, ИР 320ПМФ4, ИР 500МФ4, предназначенные для комплексной обработки сложных корпусных деталей различных типоразмеров. На станках кроме традиционных видов обработки можно производить шлифование, в том числе и контурное. Станки имеют развитую систему диагностики и контроля, обладают высоким уровнем автоматизации. Это позволяет использовать их для работы в условиях безлюдной технологии в составе гибких производственных систем.
Эти станки имеют горизонтально расположенный шпиндель и кроме габаритов различаются некоторыми оригинальными техническими решениями, направленными на улучшение эксплуатационных характеристик.
Станок модели ИР 320ПФМ4 имеет стол с вертикальным расположением рабочей поверхности, что облегчает удаление стружки, вертикальное перемещение шпиндельной бабки и продольное горизонтальное перемещение шпинделя. Все подвижные узлы установлены на направляющие качения. инструментальный магазин на 36 инструментов располагается на торце стойки, выбор инструмента производится в любой последовательности. Перед станком монтируется автоматическое устройство накопителя столов-спутников на четыре позиции, смена заготовок производится автоматически. Для охлаждения инструмента и удаления стружки в зону обработки через восемь отверстий в корпусе шпинделя подаётся смазочно-охлаждающая жидкость с расходом до 150 л/мин.
Станок работает в комплекте с системой числового программного управления класса CNC.
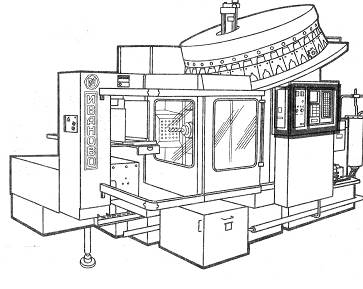
Рис 12.10 Обрабатывающий центр ИР 320 ПМФ4.
Станок оснащён поворотным столом, который может работать в трёх различных режимах:
1) режим позиционирования – поворот стола на любой угол с точностью ±5 угловых секунд;
2) режим непрерывной подачи для кругового фрезерования с частотой вращения стола до 10 об/мин;
3) режим токарной обработки с регулируемой частотой вращения стола до 200 об/мин.
Отличительной особенностью станка модели ИР 500МФ4 служит схема установки шпиндельной бабки 4. Она установлена не сбоку колонны, а в проёме стойки 7 и перемещается по направляющим, охватывающим её с двух боковых сторон. Такая конструкция обеспечивает высокую жёсткость шпиндельного узла и высокую точность линейных перемещений.
На станке имеется двухпозиционный поворотный стол 1, на которые устанавливаются приспособления-спутники 2 Поворотный стол позволяет обрабатывать заготовки массой до 7 тонн с четырёх сторон. Как и у всех станков этой группы имеются регулируемые привода, инструментальный магазин 6 с манипулятором 5, датчики обратной связи.
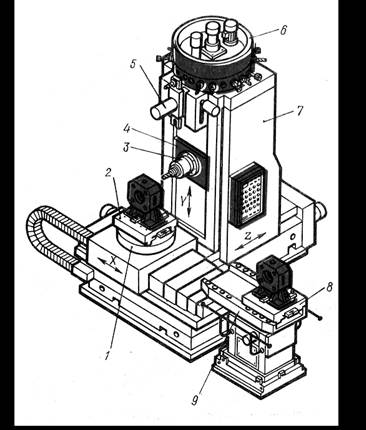 |
Рис. 12.11 Станок ИР 500ПФ4
Модификации станков ИР 500ПФ4 снабжаются многоместными круговыми накопителями столов-спутников с числом позиций до восьми, что позволяет встраивать такие станки в гибкие производственные системы.

Рис. 12.12 Приспособления-спутники на столе станка.
Особенностью вертикального обрабатывающего центра VMC-1890A является наличие четырёх призматических направляющих специальной конструкции с двойным конусом, обеспечивающими повышенную жёсткость и точность перемещения.
Станок оснащён магазином на 32 инструмента и манипулятором для автоматической его смены. Высокоскоростной шпиндельный узел (частота вращения до 6000об/мин) позволяет вести обработку современными инструментальными материалами на больших скоростях резания.

Рис. 12.13 Вертикальный обрабатывающий центр VMC-1890A
Многооперационный продольно-фрезерно-расточной станок модели 6М610МФ4 и его модификации 6М612МФ4 и 6М616МФ4 предназначены для обработки пяти поверхностей тяжёлых крупногабаритных деталей. Станки различаются размерами рабочего стола – ширина 1000, 1200 и 1600 мм. соответственно.
Продольно-подвижный стол устанавливается на жёсткой литой станине и перемещается на гидростатических направляющих при помощи червячно-реечной передачи. Такая конструкция позволяет наращивать длину стола, так как рейка комплектуется из отдельных секций. На стойках, расположенных по бокам станины, укреплён неподвижный портал. По закаленным направляющим на танкетках перемещается каретка с закреплённой шпиндельной бабкой ползункового типа. Каретка перемещается поперёк стола, вертикальное перемещение выполняется перемещением ползуна со шпинделем.
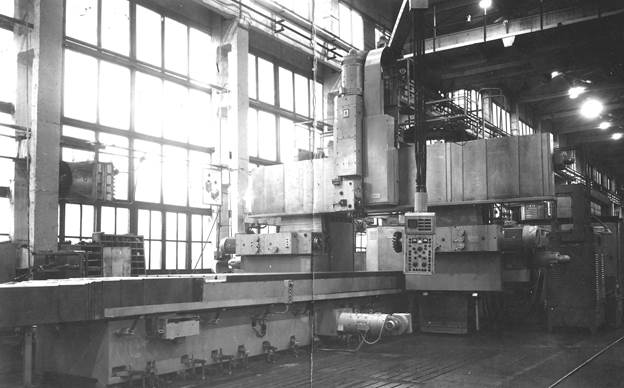
Рис 12.14 Продольно-фрезерный станок 6М616-Ф1.1
На колоннах размещаются ещё две фрезерные головки с горизонтальными шпинделями, обеспечивающие обработку боковых поверхностей корпусной детали. Станок комплектуется специальной поворотной головкой, которая может устанавливаться на вертикальную шпиндельную головку. Это позволяет выполнять дополнительную обработку поверхностей, расположенных под углом к основным поверхностям.
Станок имеет устройство автоматической смены инструмента, расположенное у левой колонны станка на отдельном фундаменте. Устройство состоит из цепного вертикального магазина и манипулятора с рукой для смены инструмента в основном шпинделе и накладной головке. Головка манипулятора с рукой может поворачиваться на 90°, чтобы устанавливать инструмент в вертикальный или горизонтальный шпиндель. Инструмент в шпинделе закрепляется электромеханической зажимной головкой с тянущим приводом.
Привод главного движения состоит из регулируемого двигателя постоянного тока, работающего совместно с четырёхступенчатой коробкой скоростей. Переключение скоростей производится дистанционно при помощи гидравлических толкателей. Движения подач осуществляются регулируемыми приводами постоянного тока через двухступенчатые редуктора. Датчики обратной связи устанавливаются непосредственно на перемещаемых элементах, что устраняет погрешности передаточных устройств.
Для наружного шлифования гладких и прерывистых цилиндрических, конкретных и торцевых поверхностей ступенчатых валов типа шпиндель в серийном производстве предназначены круглошлифовальные станки с ЧПУ ЗМ15Ф2 и ЗМ16ЭФ2Н11).
Шлифовальная бабка перемещается со скоростью подвода 180 мм/мин, пои датчик положения ее не войдет в зацепление со следующим упором и не замедли скорость в 2 раза. Включается вращение заготовки и подача СОЖ. За 2…3 мм до достижения заданного размера скорость движения бабки замедляется до 6 мм/мин
Изменение скорости перемещения шлифовальной бабки с форсированной и обдирочную происходит по команде реле касания круга с заготовкой или от датчик! положения бабки при припуске на заготовку меньше 0,2 мм. Переключение шлифовальной бабки с форсированной подачи на обдирочную осуществляется по команде датчика положения. При переключении ее на чистовую подачу губки измерительной скобы смыкаются на заготовке и осуществляется переход на доводочную подачу и окончание обработки. При шлифовании прерывистых поверхностей окончательную обработку осуществляют по команде датчика.
После шлифования одной ступени стол перемещается и обрабатывается очередная ступень. После шлифования последней ступени бабка отходит в крайнее положение и отводится измерительный прибор. Цикл шлифования вала окончен.
Внутришлифовальные полуавтоматы с ЧПУ
Для обработки внутренних и прилегающих к ним торцевых поверхностей применяются внутришлифовальные полуавтоматы с ЧПУ.
Станок ЗМ225БФ2 применяется для одновременного шлифования отверстия и наружного торца деталей типа втулок и шестерен.
Для обеспечения стабильности режущих свойств шлифовальных кругов в течение всего цикла в зависимости от величины припусков и марки обрабатываемого материала предусмотрено до четырех правок шлифовального круга. Контроль раз мера диаметра отверстия в процессе шлифования осуществляется автоматически! прибором активного контроля. Для встраивания полуавтомата в ТИС достаточно автоматизировать загрузку деталей и предусмотреть стыковку системы ЧПУ с другими станками системы.
Внутришлифовальные полуавтоматы с ЧПУ мод. ЗМ225ВФ2 и ЗМ225АФ2 предназначены для шлифования цилиндрических, конических, сквозных и глухих отверстий с углом конуса при вершине 90°. Станки снабжены торце-шлифовальным устройством, позволяющим шлифовать наружный торец изделия за одну установку со шлифованием отверстия. Станки имеют класс точности В или А по ГОСТ 25–80.
На внутришлифовальных полуавтоматах с ЧПУ мод. ЗМ227ВМФ2 и ЗМ227АФ2 одновременно с отверстием обрабатывается торец. Работа в автоматическом режиме с настройкой цикла управления декадными переключателями программного устройства не требует свойственного станкам с ЧПУ математического обеспечения, позволяет применять многостаночное обслуживание, а также упростить процесс адаптации станка при работе в составе ГПС.
Плоскошлифовальные станки с ЧПУ
Для обработки плоских и ступенчатых деталей предназначены плоскошлифовальные полуавтоматы с ЧПУ ЗЕ711ВФ2 (рис. 1), ЗЕ721ВФЗ-1 и ЗЛ722ВФ2.
Детали закрепляются на крестовом столе или на магнитной плите. На станке ЗЕ721ВФЗ-1 производится обработка детали в прямоугольной или полярной системе координат.
В прямоугольной системе координат обработка может осуществляться профильным кругом методом врезания или методом обхода контура кругом, заправленным по ранее заданной схеме.
Правку шлифовального круга и обработку деталей, закрепленных на столе, производят автоматически от системы ЧПУ. Пыль и шлам смываются СОЖ, а затем отделяются магнитным сепаратором и сбрасываются в лоток.
При автоматизации загрузочно-разгрузочных операций эти станки могут быть строены в ГПС.
Шлифовальные ГПМ
Для наружного шлифования гладких и прерывистых цилиндрических и конических поверхностей валов в автоматическом цикле предназначен шлифовальный [М ХШК-001 (рис. 2), выпускаемый харьковским станкостроительным заводом СВ. Косиора.
Он состоит из станка ЗК151ВФ20 2, промышленного робота ХШР-001 1, накопительного устройства 3, палеты 4. Цилиндрические, торцевые и конические поверхности обрабатывают по программе. Для шлифования конических поверхностей верхний стол поворачивается на заданный угол. Робот напольного типа с пятью степенями подвижности берет заготовку из кассеты-накопителя, выставляет ее на линии центров станка, вводит в широкодиапазонный патрон, производит переустановку и снятие готовой детали. Робот оснащен тремя широкодиапазонными быстросъемными самоцентрирующими захватами, которые обеспечивают зажим валов диаметром 25…200 мм. Время смены захватов составляет не более 1 минуты. При соответствующем программном обеспечении они могут заменяться автоматически. Си ком и роботом управляют от устройства ЧПУ на базе микро-ЭВМ. Станок оснащен УЧПУ мод. 2М32, робот – УЧПУ мод. 2Р32. кассета-накопитель имеет четыре. съемных приспособления-спутника вместимостью 8…20 деталей каждое, что позволяет обеспечить автономную работу ГПМ в течение 8 часов. Робот может оба живать два станка.
Наличие загрузочно-разгрузочных устройств портального типа для смены обрабатываемых деталей, а также наличие магазина и системы автоматической смены шлифовальных шпинделей с кругом позволяет встраивать ГПМ в автоматичен кую линию или ГПС, причем, с возможностью опознавания поступающих деталей.
Один из вариантов использования ГПМ предусматривает наличие переносного загрузочного устройства с двумя салазками и питанием при помощи спутников-поддонов. Измерение параметров обрабатываемых изделий производится на станции (post-process).



2.Автоматизированная подготовка программ для станков с ЧПУ, (Справочник)/ Р.Э. Сафраган, Г.Б. Евгенев, А.Л. Дерябин и др.; Под общей ред. Р.Э. Сафрагана. – К.: Техника, 1986. – 191 с.
3.Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с ЧПУ. Справочник, – Л.: Машиностроение, 1990. – 592 с.
Читайте также: