
Литейные свойства сплавов реферат
Обновлено: 02.07.2024
Литейные сплавы получают сплавлением двух или нескольких металлов и неметаллов. Такие сплавы должны обладать хорошей жидкотекучестью и теплопроводностью, повышенной пластичностью и др. Практическое значение литейных сплавов определяет то, что они по некоторым свойствам (прочности, твердости, способности воспроизводить очертания литейных форм, обрабатываемости режущим инструментом и др.) превосходят чистые металлы.
Важное место в литейном производстве занимают сплавы с особыми физическими свойствами (например, электропроводностью, магнитной проницаемостью и др.).
Сплавы в зависимости от химического состава отличаются друг от друга температурой плавления, химической активностью, вязкостью в расплавленном состоянии, прочностью, пластичностью и другими свойствами. Для производства фасонных отливок применяют серые, высокопрочные, ковкие и другие чугуны, углеродистые и легированные стали, сплавы алюминия, магния, меди, титана и др.
Не все сплавы в одинаковой степени пригодны для изготовления фасонных отливок. Из одних сплавов (серого чугуна, силумина) можно легко изготовить отливку сложной конфигурации, а из других (титановых сплавов, легированных сталей и др.) получение отливок сопряжено с определенными трудностями. Получение качественных отливок без раковин, трещин и других дефектов зависит от литейных свойств сплавов. К основным литейным свойствам сплавов относят жидкотекучесть, усадку сплавов, склонность к образованию трещин, газопоглощение и ликвацию.
Жидкотекучесть — способность расплавленного металла течь по каналам литейной формы, заполнять ее полости и четко воспроизводить контуры отливки. При высокой жидкотекучести литейные сплавы заполняют все элементы литейной формы, при низкой — полость формы заполняется частично, в узких сечениях образуются недоливы. Жидкотекучесть сплавов определяют по специальным пробам. За меру жидкотекучести принимают длину заполненной спирали в литейной форме, и она зависит от многих факторов. Например, повышение температуры заливки увеличивает жидкотекучесть всех сплавов. Чем выше теплопроводность материала формы, тем быстрее отводится тепло от залитого металла, тем ниже жидкотекучесть.
Неметаллические включения снижают жидкотекучесть сплавов. На жидкотекучесть влияет химический состав сплавов: с увеличением в исходном материале содержания серы, кислорода и хрома жидкотекучесть снижается, а с повышением содержания фосфора, кремния, алюминия, углерода - увеличивается.
В зависимости от жидкотекучести сплава выбирают минимальную толщину стенок отливок. Например, при изготовлении мелких отливок из серого чугуна в песчаных формах минимальная толщина стенок составляет 3-4 мм, для средних — 8—10 мм, в для крупных — 12—15 мм; для стальных отливок, соответственно, 5—7, 10—12, 15—20 мм.
Усадка — процесс уменьшения объема отливки при охлаждении, начиная с некоторой температуры жидкого металла в литейной форме до температуры окружающей среды. Усадка протекает в жидком состоянии, при затвердевании в процессе кристаллизации и в твердом состоянии. Различают линейную и объемную усадки, которые определяют в процентах. Величина усадки сплавов зависит от их химического состава, температуры заливки, конфигурации отливки и других факторов. Наименьшую линейную усадку имеет серый чугун (0,9—1,3 %) и алюминиевые сплавы — силумины (0,9—1,3 %). Стали и некоторые сплавы цветных металлов имеют усадку от 1,8 до 2,5 %. Изготовлять отливки из сплавов с повышенной усадкой сложно, так как в массивных частях отливки образуются усадочные раковины и усадочная пористость. Для предупреждения образования усадочных раковин предусматривают установку прибылей — дополнительных резервуаров с расплавленным металлом для питания отливок в процессе их затвердевания.
Напряжения в отливках возникают вследствие неравномерного их охлаждения и механического торможения усадки. Они характерны для отливок с различной толщиной стенок. При затвердевании температура отливки в массивных частях выше, чем снаружи или в тонких сечениях. Поэтому усадка в отдельных местах по величине различна, но так как части одной и той же отливки не могут изменять свои размеры независимо друг от друга, то в ней возникают напряжения, которые могут вызывать образование трещин или коробление. Для предупреждения образования больших напряжений и трещин необходимо в конструкции литой детали предусматривать равномерную толщину стенок, плавные переходы и устранять элементы, затрудняющие усадку сплава, а также использовать литейные формы и стержни повышенной податливости. Трещины довольно часто образуются в отливках из углеродистых и легированных сталей, сплавов магния и многих алюминиевых сплавов (подробнее о дефектах см. раздел 5).
Газопоглощение—способность литейных сплавов в расплавленном состоянии растворять водород, азот, кислород и другие газы. Степень растворимости газов зависит от состояния сплава: с повышением температуры твердого сплава она увеличивается незначительно, несколько возрастает при плавлении и резко повышается при перегреве расплава. При затвердевании и последующем охлаждении растворимость газов уменьшается, и в результате их выделения в отливке могут образоваться газовые раковины и поры.
Растворимость газов зависит от химического состава сплава, температуры заливки, вязкости сплава и свойств литейной формы. Для уменьшения газонасыщенности сплавов применяют плавление в вакууме или в среде инертных газов и другие методы.
Ликвация — неоднородность химического состава в различных частях отливки. Различают ликвации зональную и дендритную (внутризеренную).
Зональная ликвация — это в объеме всей затвердевшей литой детали. Дендритная химическая неоднородность - ликвация — химическая неоднородность в пределах одного зерна (дендрита) сплава. Ликвация зависит от химического состава сплава, конфигурации отливки, скорости охлаждения и других факторов.
В зависимости от метода переработки в заготовки металлические сплавы разделяют на литейные (используемые при изготовлении фасонных отливок) и деформируемые, получаемые вначале в виде слитков, а затем перерабатываемые ковкой, прокаткой, волочением, штамповкой. Различия в методах переработки оказывают существенное влияние на требования к свойствам, а следовательно, и на требования к составам литейных и деформируемых сплавов.
Содержание работы
1. Классификация литейных сплавов…………………………………..3
2. Требования к литейным сплавам……………………………………6
3. Литейные свойства сплавов………………………………………….8
4. Основные литейные сплавы………………………………………. 13
Список используемой литературы……
Содержимое работы - 1 файл
работа.doc
1. Классификация литейных сплавов…………………………………..3
2. Требования к литейным сплавам… …………………………………6
3. Литейные свойства сплавов…………… …………………………….8
4. Основные литейные сплавы……………… ………………………. 13
Список используемой литературы……………………………………15
1. Классификация литейных сплавов
В зависимости от метода переработки в заготовки металлические сплавы разделяют на литейные (используемые при изготовлении фасонных отливок) и деформируемые, получаемые вначале в виде слитков, а затем перерабатываемые ковкой, прокаткой, волочением, штамповкой. Различия в методах переработки оказывают существенное влияние на требования к свойствам, а следовательно, и на требования к составам литейных и деформируемых сплавов.
Литейные сплавы классифицируются в зависимости от их состава, свойств, назначения. Сплавы на основе железа называют черными. К ним относят все разновидности чугунов и сталей. Остальные литейные сплавы на основе алюминия, магния, цинка, олова, свинца, меди, титана, молибдена, никеля, кобальта, бериллия и других металлов, в том числе и благородных (серебра, золота, платины), называют цветными.
Для обеспечения требуемых эксплуатационных свойств литых деталей, например прочности, твердости, износостойкости, в сплавы в определенном количестве вводят специальные добавки, так называемые легирующие компоненты. По содержанию их сплавы делят на низколегированные (менее 2,5% легирующих компонентов по массе), среднелегированные (от 2,5 до 10%) и высоколегированные (свыше 10%).
Помимо специально вводимых в литейные сплавы компонентов в них обычно присутствуют постоянные примеси, наличие которых связано с особенностями металлургических процессов приготовления сплава и составом исходных металлургических материалов (руд, топлива, флюсов). Часто эти примеси (например, сера и фосфор в сталях) являются вредными и содержание их ограничивают.
Литейные сплавы либо приготовляют из исходных компонентов (шихтовых материалов) непосредственно в литейном цехе, либо сплавы поступают с металлургических комбинатов в готовом виде и их только переплавляют перед заливкой в литейные формы. Как в первом, так и во втором случае отдельные элементы в процессе плавки, входящие в состав литейного сплава, могут окисляться (угарать), улетучиваться при повышенных температурах (возгоняться), вступать в химическое взаимодействие с другими компонентами или с футеровкой печи и переходить в шлак. Для восстановления требуемого состава сплава потери отдельных элементов в нем компенсируют, вводя в расплав специальные добавки (лигатуры, ферросплавы), приготовляемые на металлургических предприятиях. Лигатуры представляют собой вспомогательные сплавы, используемые как для введения в расплав основного литейного сплава легирующих элементов, так и для компенсации их угара. Лигатуры содержат помимо легирующего элемента также и основной металл сплава, поэтому они легче и полнее усваиваются расплавом, чем чистый легирующий элемент. Применение лигатур становится особенно необходимым, если температуры плавления основного литейного сплава и легирующего элемента имеют значительную разницу. Наиболее широко применяют лигатуры из цветных металлов, например: медь — никель (15— 33% Ni), медь — алюминий (50% Al), медь — олово (50% Sn), алюминий—магний (до 10% Mg). При литье черных сплавов широко используют ферросплавы: ферросилиций (сплав железа с 13% и более кремния), ферромарганец, феррохром, ферровольфрам, ферромолибден и др. для введения легирующих элементов, а также для раскисления расплава. Используют также ферросплавы, состоящие из трех компонентов и более. К ферросплавам условно относят и некоторые сплавы, железо в которых содержится только в виде примеси, например силикоалюминий и силикокальций.
Раскисление, для которого часто используют ферросплавы, представляет собой процесс удаления из сплава кислорода, содержащегося в виде растворенных в металле оксидов (например, закиси железа FeO в стали). В процессе раскисления элементы, содержащиеся в ферросплавах, выполняют роль восстановителей:
они соединяются с кислородом оксида, растворенного в расплаве, восстанавливают металл, а сами, окислившись, переходят в шлак. Так, раскисление стали кремнием, содержащимся в ферросилиции, происходит по реакции 2FeO+Si→2Fe+SiO2.
Очищение (рафинирование) расплава раскислением способствует значительному улучшению качества металла отливки, повышению его прочности и пластичности.
Ряд сплавов, так же как и металлов либо неметаллических материалов (солей и др.), используют в качестве модификаторов, которые при введении в литейный сплав в небольших количествах существенно влияют на его структуру и свойства, например измельчают зерно и способствуют повышению прочности металла. Так, для получения высокопрочного чугуна широко используют модифицирование магнием.
В настоящее время 95% всех производимых отливок (по массе) составляют чугунные и стальные. Следует однако учитывать, что из черных сплавов изготовляют большое количество крупных отливок, масса которых доходит до нескольких десятков и даже сотен тонн, а из сплавов цветных металлов отливают в основном мелкие и средние детали массой от нескольких граммов до нескольких десятков и редко — до нескольких сотен килограммов. Поэтому, несмотря на то что в общем выпуске масса отливок из цветных сплавов составляет около 5%. номенклатура их, так же как и методы литья, весьма разнообразна, а количество значительно.
2. Требования к литейным сплавам
Требования к каждому литейному сплаву специфичны, однако существует и ряд общих требований:
- состав сплава должен обеспечивать получение заданных свойств отливки (физических, химических, физико-химических, механических и др.);
- сплав должен обладать хорошими литейными свойствами: высокой жидкотекучестью, несклонностью к насыщению газами и к образованию неметаллических включений, малой и стабильной усадкой при затвердевании и охлаждении, несклонностью к ликвации и образованию внутренних напряжений и трещин в отливках;
- состав, свойства и структура сплава как в исходном состоянии, так и в готовой литой детали должны быть постоянными и не изменяться в процессе ее эксплуатации;
- сплав должен быть по возможности простым по составу, легко приготовляться, не содержать токсичных компонентов, не выделять при плавке и заливке сильно загрязняющих окружающую среду продуктов;
- потери сплава при его приготовлении и в процессе литья должны быть минимальными;
- сплав должен быть технологичным не только в изготовлении отливок, но и на всех последующих операциях получения готовых деталей (при обработке резанием, сварке, пайке, термической, гальванической и других видах окончательной обработки);
- сплав должен быть экономичным: содержать по возможности меньшее количество дорогостоящих компонентов (быть экономно легированным), иметь минимальные потери при переработке его отходов (литников, брака, сплесков).
Выполнить все перечисленные требования в большинстве случаев практически невозможно, поэтому для решения определенных технических задач используют сплавы, свойства которых отвечают какому-нибудь одному (основному) требованию, а остальные требования приобретают подчиненное ему значение. Так, для изготовления рабочих лопаток газотурбинного авиационного двигателя применяют сплавы на никелевой основе, обладающие хорошей прочностью при высоких температурах (800—1200°С), т. е. жаропрочные. Однако эти сплавы не отвечают многим другим требованиям: они плохо обрабатываются резанием, образуют оксидные плены, что вызывает необходимость ведения плавки и заливки форм в вакууме, имеют сложный состав (содержат до 10 легирующих компонентов), весьма дороги.
Необходимо отметить, что при выборе существующих или при создании новых литейных сплавов наряду с эксплуатационными свойствами большое значение приобретают литейные, обеспечивающие возможность получения качественных отливок при минимальных затратах труда, материальных средств, энергии, металла и вспомогательных материалов.
3. Литейные свойства сплавов
Литейными называют ряд свойств металлов и сплавов, определяющих их технологичность в литейных процессах, т. е. пригодность для получения из них отливок необходимой конфигурации, с высокими эксплуатационными свойствами, заданной размерной точностью и требуемым качеством поверхности. Литейные свойства проявляются как в расплавах, так и на всех стадиях их затвердевания и охлаждения. Важнейшими литейными свойствами сплавов являются жидкотекучесть, усадка, склонность к образованию неметаллических включений, к поглощению газов, ликвации, склонность к образованию внутренних напряжений и трещин.
Жидкотекучесть
Жидкотекучесть — способность металлов и сплавов в расплавленном состоянии заполнять литейную форму, четко воспроизводя контуры ее и поверхность. При низкой жидкотекучести движение расплава в форме может прекратиться раньше, чем она будет заполнена. Это наиболее вероятно при изготовлении крупных тонкостенных отливок, особенно если сплав в форме быстро охлаждается (например, при литье в металлические или сырые песчаные формы). Жидкотекучесть сказывается на заполняемости формы расплавом, четкости воспроизведения рельефа полости формы. На жидкотекучесть оказывают влияние многие факторы, связанные со свойствами, состоянием и строением расплава (его природа, температура при заливке, фазовый состав, вязкость, поверхностное натяжение, теплоемкость и теплопроводность, наличие включений, газонасыщенность, степень окисленности, интервал кристаллизации), а также с состоянием и свойствами формы (например, ее температура, теплофизические свойства, состояние поверхности, газотворность и газопроницаемость) и условиями заливки (конструкция и размеры литниковой системы, напор расплава, скорость заливки, характер движения потока и т. д.).
Для определения жидкотекучести предложены различные пробы, отливаемые в формах специальной конструкции. Наиболее распространены различные разновидности спиральных проб. Формы для отливки таких проб имеют протяженный спиральный канал, расположенный в горизонтальной плоскости. Поперечное сечение канала постоянно по всей длине и имеет обычно форму трапеции высотой 8 мм, шириной вверху 8 мм и внизу 7 мм. Одна из конструкций спиральной пробы представлена на рис. 5.1. Жидкотекучесть оценивается в миллиметрах по длине отлитой спирали. Для удобства замеров в верхней части канала сделаны выступы, расстояния между которыми 50 мм.
Рис. 1. Проба на жидкотекучесть
Усадка
Усадка — свойство металлов и сплавов уменьшать объем при охлаждении в расплавленном состоянии, в процессе затвердевания и в затвердевшем состоянии при охлаждении до температуры окружающей среды. Различают объемную и линейную усадки, выражаемые обычно в процентах.
Результатом объемной усадки являются усадочные раковины и поры в отливке, для предупреждения образования которых используют различные технологические приемы: применяют прибыли и холодильники (см. гл. 1), направленное затвердевание, суспензионное литье, кристаллизацию под поршневым давлением и др. При суспензионном литье в поток расплава, заполняющего литейную форму, вводят металлический порошок. Замешанные в расплав твердые металлические частицы выравнивают температуру в наружных и внутренних слоях отливки, уменьшают усадку, являются многочисленными центрами зарождения кристаллов при затвердевании расплава, что приводит к получению отливок с равномерной по сечению мелкокристаллической структурой. Однако суспензионный метод из-за значительного снижения жидкотекучести расплава малопригоден для изготовления тонкостенных, сложных отливок при заливке форм под действием гравитационных сил (без дополнительного давления).
Линейная усадка является одним из важнейших литейных свойств сплавов, учитываемых при проектировании технологического процесса литья, так как величиной ее во многом определяется размерная точность получаемых отливок. Следует учитывать, что в реальных отливках линейная усадка может протекать свободно и затрудненно. Если свободная линейная усадка для сплава определенного состава и конкретных условий заливки его является величиной достаточно постоянной, то затрудненная усадка может изменяться в весьма широких пределах в зависимости как от факторов, определяющих величину свободной усадки, так и от многих других, прежде всего от конструкции той части отливки, где находится контролируемый размер, и податливости литейной формы. Так, обмерами сложной по конфигурации стальной отливки, изготовленной из углеродистой конструкционной стали, было установлено, что в местах, где линейная усадка была сильно затруднена, величина ее на ряде размеров была близка к нулю, но в других частях, где она протекала свободно, достигала 2,5%.
При высоких требованиях к размерной точности отливок, особенно в условиях крупносерийного и массового производства, вначале по наиболее дешевой деревянной модельной оснастке изготовляют опытные партии отливок, обмерами их определяют линейную усадку для каждого из контролируемых размеров, после чего производят доводку модельной оснастки либо изготовляют новую, более точную (например, металлическую) для выпуска промышленных партий деталей. Это позволяет за счет повышения размерной точности отливок уменьшить припуски на их механическую обработку, сократить расход металла и трудоемкость изготовления деталей. При изготовлении штучных отливок или при выпуске их небольшими партиями оснастку изготовляют с учетом средних значений линейной усадки сплава, а неточности контролируемых размеров отливки компенсируют припуском на ее механическую обработку.
Газопоглощение
Газопоглощение – способность литейных сплавов в расплавленном состоянии растворять водород, азот, кислород и другие газы. Степень растворимости газов зависит от состояния сплава: с повышением температуры твердого сплава увеличивается незначительно; возрастает при плавлении; резко повышается при перегреве расплава. При затвердевании и последующем охлаждении растворимость газов уменьшается, в результате их выделения в отливке могут образоваться газовые раковины и поры.
Растворимость газов зависит от химического состава сплава, температуры заливки, вязкости сплава и свойств литейной формы.
Заполнение литейных форм является сложным гидродинамическим и физико-химическим процессом. Главным фактором, определяющим уровень жидкотекучести, являются свойства сплава в жидком состоянии: теплофизические свойства, особенности кристаллизации, вязкость, окисляемость.
Прикрепленные файлы: 1 файл
Литейные свойства сплавов.doc
Литейные свойства сплавов.
Жидкотекучесть. Это- способность металлов и сплавов течь по каналам формы и заполнять ее.
Заполнение литейных форм является сложным гидродинамическим и физико-химическим процессом. Главным фактором, определяющим уровень жидкотекучести, являются свойства сплава в жидком состоянии: теплофизические свойства, особенности кристаллизации, вязкость, окисляемость.
Влияние литейной формы связано главным образом с ее теплофизическими свойствами, со смачиваемостью жидким металлом, с условиями физико-химического воздействия "металл - форма".
На жидкотекучесть влияют также условия плавки и заливки, перегрев металла, насыщение металла посторонними включениями, условия подвода металла к форме.
Количественные значения жидкотекучести определяют по длине заполнения канала литейной формы с определенной площадью поперечного сечения. Наибольшее распространения получали технологические спиральные пробы.
При теоретическом анализе характеристики жидкотекучести основным является определение условий остановки движущегося потока. Высказано несколько точек зрения на механизм остановки потока : выделение 20 % твердой фазы, образование на конце потока прочной твердой корочки, рост в канале литейной формы дендритов (древовидных кристаллов), препятствующих движению потока, накопление твердых кристаллов на конце потока.
Течение металла в литейной форме сопровождается кристаллизацией. Поэтому движущийся поток рассматривают как гетерогенную жидкость. Из гидравлики известно, что движение таких жидкостей начинается только после того, как касательное напряжение становится больше определенного значения σ0, называемого предельным напряжением сдвига.
При поступлении металла в канал литейной формы на стенках канала и образуется твердая корочка из-за высокой интенсивности охлаждения металла в начальные моменты. С течением времени, по мере прогревания формы, интенсивность теплоотвода уменьшается. Но перенос теплоты к корочке за счет поступления новых порций металла остается постоянным, и она начинает оплавлятся. Уменьшению размеров корочки способствует также смывание части кристаллов движущимися потоками. Накопление обломков кристаллов на конце потока приводит к постоянному нарастанию сил внутреннего трения. Условия течения металла заметно ухудшаются. Наконец в определенный момент количество накопившихся обломков становится несколько большим, а сопротивление внутреннему трению настолько значительным, что поток останавливается.
Изменение жидкотекучести сплавов тесно связано сих диаграммами состояния. Академик А.А. Босвар показал, что сплавы сохраняют основные свойства жидкого тела, в том числе способность к макроперемещениям, не во всем интервале температур между ликвидусом и солидусом, а только в той части, где кристаллы не образуют связанного каркаса, а движутся вместе с жидкостью. Профессор Ю.А. Нехендзи назвал температуру, при которой поток перестает течь, температурой нулевой жидкотекучести.
С увеличением температурного интервала кристаллизации жидкотекучесть снижается. При этом большое значение имеют размеры и форма первичных кристаллов.
Если первичные кристаллы растут в виде сильно разветвленных дендритов, граница нулевой жидкотекучести находится вблизи границы ликвидус. Примером могут служить доэвтектические сплавы с широким интервалом кристаллизации и дендритной формой первичных кристаллов.
Если же первичные кристалл имеют компактные формы и небольшие размеры, граница нулевой жидкотекучести тяготеет к линии солидус. Несмотря на то что выделяется значительная часть твердой фазы, металл продолжает течь, поскольку выделившиеся первичные кристаллы не связаны между собой. В качестве примера можно привести заэвтектические чугуны.
Заполняемость. Она характеризует способность металлов и сплавов воспроизводить контур отливок в особо тонких сечениях, где в значительной степени проявляется действие капиллярных сил.
Заполнение тонких сечений отливок - это процесс взаимодействия металла и формы. иногда этот процесс называют формовоспроизведением или формозаполнением. Эти термины следует признать менее удачными, поскольку заполнение острых кромок и тонких сечений в большей степени зависит от свойств металла.
Заполняемость обусловлена рядом факторов:
1. поверхностным натяжением сплава и смачиваемостью формы;
2. вязкостью сплава, связанной с его теплофизическими свойствами;
3. температурным интервалом кристаллизации;
4. формой и размерами первичных кристаллов;
5. склонностью сплава к пленообразованию;
6. теплофизическими свойствами формы;
7. способом заливки металла (стационарный или центробежный);
8. конструктивными особенностями литниковой системы;
9. наличием газов в форме и условиями ее вентиляции.
На примере титана модно оценить влияние смачивания формы металлом на заполняемость. Угол смачивания титаном электрокорунды составляет 120 oС, а в магнезите - 107 oС. заполняемость корундовой формы для изготовления пластины толщиной 9 мм значительно хуже, чем магнезитовой.
При заполнении каналов с малой площадью поперечного сечения потку производится преодолеть значительное давление, обусловленное действием капиллярных сил. При незначительном удалении таких элементов от оси вращения необходима большая скорость вращения центробежного стола.
Характер затвердевания. Характер затвердевания металлов и сплавов определяет особенность перехода металла из жидкого состояния в твердое.
В процессе затвердевания реальной отливки в сплаве, кристаллизующемся в интервале температур, всегда так называемая область затвердевания. Эта область ограничена изотермами ликвидус и солидус, которые в процессе охлаждения отливки последовательно перемещаются от ее поверхности к термическому центру.
Область затвердевания делиться на две части - жидко-твердую и твердо-жидкую.
Жидко-тверда часть примыкает к изотерме ликвидус, твердо-жидкая - к изотерме солидус. Граница между ними носит несколько названий: выливаемости, нулевой жидкотекучести, начала линейной усадки. Положение этой граници связано с формой и размерами первичных кристаллов. При сильной развитой дендритной форме мелких кристаллов - к границе солидус.
Твердо-жидкая часть области затвердевания делится на две зоны границей питания. Между границей выливаемости и границей питания сросшиеся дендриты не препятствуют макроперемещениям жидкости. Между границами питания и солидус каркас дендритов образует изолированные области, внутри которых возможно только микроскопическое перемещение жидкости.
Параметры области затвердевания во многом определяют качество отливок, которое оценивается по заполнению линейной формы, развитию усадочных дефектов, по вероятности появления трещин, по формированию литой поверхности. Последнее особенно важно для художественного литья.
Затвердевание металла является прежде всего тепловым процессом. Его развитие определяется в основном тем количеством теплоты, в которое освобождается при переходе металла из жидкого состояния в твердое и условиями отвода теплоты из области затвердевания, что от совокупности теплофизических свойств металла и форм.
Теплофизические свойства сплавов определяются теплотой затвердевания, теплоемкостью, теплопроводностью и плотностью. Причем для процесса затвердевания наиболее значима теплота затвердевания.Критерием интенсивности теплоотвода служит коэффициент теплоаккумулирующей способности формы.
где, λ - теплопроводность; с - удельная теплоемкость; р - плотность.
Большое значение для развития процесса затвердевания имеет зазор, образующийся между отливкой и формой, так как он является звеном, передающим теплоту от отливки к форме.
Характер формирования литой поверхности. Под характером формирования литой поверхности металлов и сплавов подразумевают их способность воспроизводить профиль поверхности формы (шероховатость, механический пригар), склонность к образованию макронеровностей (спаи), склонность к химическому взаимодействию с формой (химический пригар).
Формирование литой поверхности определяется условиями взаимодействия расплава с материалом литейной формы. эти условия зависят от целого комплекса факторов: от теплофизических свойств металла и формы, их химического состава, гидродинамики потока во время заполнения форм, от изменения физико-химических свойств металла и формы с изменением температуры.
Качество поверхности художественной отливки во многом определяет эстетическую ценность изделия. Важное значение имеет отражательная способность поверхности, обрабатываемость (шлифуемость и полируемость), взаимодействие с различными реагентами при патинировании.
Немаловажна и себестоимость изделия. Приходится искать технологические решения, позволяющие сочетать умеренные затраты на изготовление отливки с высоким качеством поверхности.
В машиностроении к качеству литой поверхности предъявляются другие требования, обеспечивающие высокие механические свойства, химическую стойкость, низкие гидравлические потери, обрабатываемость литой детали и др.
Шероховатость поверхности характеризуется средним арифметическим отклонением измеренного профиля от его средний линии Ra и высотой неровностей Rz определяемой как расстояние между пятью высшими точками и пятью низшими точками, находящимися в пределах базовой длины (ГОСТ 2789-73).
Шероховатость отливки непосредственно зависит от шероховатости поверхности формы. Чем крупнее зерна формовочного материала, тем больше шероховатость поверхности отливки.
Формирование профиля литой поверхности определяется двумя факторами - смачиваемостью формы металлом и условиями теплоотвода на границе "металл-форма" в начальный период затвердевания отливки. Смачиваемость оценивают по краевому углу смачивания, интенсивность теплоотвода - по температуропроводности (м2/с) формовочного материала а = λ / (срр).
Литейная форма является пористым телом. Ее пористость колеблется в пределах от 15 до 45%. Причем основная часть пор относится к капилярным, т.е. таким, в которых форма поверхности жидкости зависит от поверхности сил и мало искажена силой тяжести.
Проникновению жидкого металла в поры формы происходит при условии, если давление металла рм на границе "металл-форма" превышает капиллярное противодавление формы рz.
где, Н - гидростатический напор металла (высота столба); q - укорение силы тяжести; р - плотность жидкого металла.
рк = (2 σ cos θ) / r
где σ - поверхностное напряжение; θ - краевой угол смачивания формы металлом; r - радиус поры формы.
Таким образом, чтобы уменьшить проникновение металла в поры формы, следует идти по пути уменьшения r за счет применения мелкозернистого песка и увеличения σ, cos θ, зависящих от физических свойств металла и состава формовочной смеси. Так, краевой угол смачивания песчано-глинистой формы зависит от содержания кислорода и сере в стали.
Если металл не смачивает материал формы, то он может проникать в ее поры только под действием металлостатического давления.
Глубину проникновения металла h в поры формы можно определить по формуле
H = H - (2 σ cos θ) / p q r.
из приведено формулы следует, что пока капиллярные силы превышают металлостатическое давление, механический пригар не образуется.
На смачиваемость формовочных материалов расплавленным металлом влияет газовая атмосфера литейной формы. например, при изготовлении стальных отливок и окислительной атмосфере ширина зоны взаимодействия металла с формой увеличивается в 1,5 - 2 раза по сравнению с изготовлением в воздушной атмосфере.
Механизм взаимодействия жидкой стали с формой, определяющей качество поверхности отливок, можно представить следующим образом. Если при заполнении формы жидкий металл проникает в поры формовочной смеси, происходит образование механического пригара. Эта стадия заканчивается формированием твердой корочки металла на поверхности отливки. Далее при взаимодействии металла с кислородом окружающей газовой атмосферы образуются жидкие оксиды, проникающие в формовочную смесь и вступающие с ней в химическое взаимодействие.
Основными составляющими песчано-глинистых смесей являются кварцевый песок, состоящий преимущественно из зерен кварца SiO2,, и огнеупорная глина (каолинит) Al2O3 * 2SiO2 * 2H2О. при температуре 100 oС и выше удаляется гироскопическая влага. При температуре 450-600 oС происходит распад каолинита на метакаолин и воду:
Al2O3 * 2SiO2 * 2H2О.= Al2O3 * 2SiO2 + 2H2О.
Из анализа изменения изобарно-изотермического потенциала представленных выше четырех реакций вытекает, что преимущественное развитие получают реакции (1) и (4). Таким образом, с термодинамической точки зрения для уменьшения химического пригара на стальном литье желательно в форме создать восстановительную или же нейтральную атмосферу.
Объемная усадка. Объемная усадка металлов и сплавов характеризует изменение объема металла при понижении температуры в жидком состоянии, в процессе затвердевания и при охлаждении твердого металла.
Согласно схеме, предложенной А.А. Бочваром, полная объемная усадка распределяется между объемом концентрированной усадочной раковины и объемом усадочной пористости. Чем больше эффективная часть температурного интервала кристаллизации (разница температур начала усадки и солидуса), тем большая доля объемной усадки проявляется в виде усадочных пор. В сплавах, кристаллизирующихся при постоянной температуре (чистые металлы, сплавы эвтектического состава), усадочная пористость практически не образуется.
К основным литейным свойствам сплавов относятся жидкотекучесть и усадка.
Под жидкотекучестью понимают способность сплава заполнять формы, воспроизводить полностью ее очертания. Жидкотекучесть зависит от большого количества факторов, которые можно объединить в три основные группы:
- факторы, связанные со свойствами сплава ( вязкость, поверхностное натяжение, теплота и интервал кристаллизации, теплопроводность, теплоемкость и др. );
- факторы, связанные о свойствами заполняемой формы ( шероховатость стенок формы, теплопроводность, газопроницаемость );
- факторы, зависящие от условий заполнения формы ( металлостатический напор, избыточное внешнее давление на расплав, перегрев расплава, температура литейной формы, конструкция литниковой системы).
Различают истинную, условно-истинную и практическую жидкотекучесть сплава.
Истинная жидкотекучесть сплавов определяется при одинаковом перегреве их выше температуры нулевой жидкотекучести, при которой сплав теряет подвижность. Нулевая жидкотекучесть наступает при температуре , лежащей между ликвидусом и солидусом сплава, при определенном количестве твердой фазы. В практических условиях трудно определить температуру нулевой жидкотекучести, поэтому определяют не истинную, а условно-истинную жидкотекучесть сплавов при одинаковом перегреве их выше температуры ликвидуса. Под практической понимают жидкотекучесть сплавов при постоянной температуре заливки. В этом случае перегрев выше температуры ликвидуса и нулевой жидкотекучести для различных сплавов не одинакова.
Жидкотекучесть определяют экспериментально по специальным технологическим пробам, которые можно разделить на три группы:
- пробы постоянного сечения ( спиральная, прутковая, U-образная и др. );
- пробы переменного сечения ( клиновая, шариковая );
Пробы постоянного сечения.
Мерой жидкотекучести в пробах постоянного сечения является длина полученного прутка для выбранных условий заливки и охлаждения сплава.
Спиральная проба состоит из чаши 1, фильтра 2, стояка 3, металлоприемника 4 и спирального канала 5трапецеидального сечения с небольшими выступами 6. О величине жидкотекучести судят по пути, пройденному металлом до затвердевания, т.е. длине прутка. Небольшие выступы 6, нанесены через 50 мм, облегчают измерение спирали.
U -образная проба имеет вертикальное расположение канала постоянного сечения. Высота подъема металла в канале пробы является количественной характеристикой жидкотекучести. Эта проба позволяет одновременно оценить усадку сплава и склонность к образованию трещин.
Прутковая проба имеет обычно цилиндрический канал диаметром 5 мм, выполненный в песчано-глинистой форме. Металл поступает в канал из буферного резервуара, заполняемого из литниковой воронки. Заполнение воронки и вхождение металла в канал значительно зависят от условий заливки. Проба должна устанавливаться точно по уровню. Воспроизводимость определения жидкотекучести в этой пробе низкая ( отклонения до 15% ).
Пробы переменного сечения.
Наибольшее распространение получили клиновая и шариковая пробы.
В клиновой пробе полость формы переменного сечения в виде клина заполняется жидким металлом, который проникает в зависимости от жидкотекучести сплава на определенное расстояние. Показателем жидкотекучести является зазор, образующийся между вершиной конуса и вершиной затвердевшего металла: чем меньше это расстояние, тем жидкотекучесть больше.
Металлическая шариковая проба имеет вертикальный разъем вставки 3, соприкасающейся с шариком 2 диаметром 20 мм, вмонтированным в одну из половинок металлической формы. Металл подводится в нижнюю часть формы через воронку 4 и литниковый канал 5. Он подтекает в пространство между планкой 3 и шариком 2, но не заполняет всего пространства, оставляя отверстие. Жидкотекучесть характеризуется площадью отверстия или его диаметром, чем меньше эти величины, тем больше жидкотекучесть.
Наибольшей жидкотекучестью обладают эвтектические сплавы, чистые металлы и интерметаллиды, кристаллизующиеся при постоянной температуре. По мере увеличения интервала кристаллизации жидкотекучесть уменьшается.
Усадкой называется уменьшение объема и линейных размеров отливки в период между заполнением формы расплавом и охлаждением отливки до температуры окружающей среды. Следует различать три периода усадки:
- период в жидком состоянии до наступления температуры кристаллизации;
- при затвердевании в процессе кристаллизации ( в интервале температур ликвидус-солидус );
- в твердом состоянии.
Различают линейную и объемную усадку.
По мере подачи тепла в окружающую среду температура затвердевшей корки, или скелета кристаллов, понижается, в результате чего происходит сокращение линейных размеров отливки. Некоторые металлы и сплавы кристаллизуются с увеличением объема и линейных размеров отливки. Такое увеличение размеров называют предусадочным расширением.
Величина линейной усадки или расширения определяется изменением температуры, коэффициентом линейного расширения и коэффициентом термического сжатия.
Различают линейную и литейную усадку. Линейной усадкой принято называть сокращение линейных размеров, определяемое только свойствами сплава, протекающее без торможения со стороны формы. Литейной усадкой называют разницу между линейными размерами модели и отливки.
Литейная усадка отличается от линейной, так как она зависит не только от свойст и состояния металла, но и от конструкции отливки, конструкции формы.
Вывод: изучили литейные свойства сплавов.
Похожие страницы:
Литейные свойства сплавов (1)
Литейные свойства сплавов. Жидкотекучесть. Это- способность металлов и сплавов течь по каналам формы и . являются свойства сплава в жидком состоянии: теплофизические свойства, особенности кристаллизации, вязкость, окисляемость. Влияние литейной формы .
Сущность литейного производства
. отливок без дефектов предопределяется литейными свойствами сплавов. Наиболее важные литейные свойства сплавов: жидкотекучесть, усадка (линейная и объемная .
Свойства металлов
. (от 6 до 13% ). Эти сплавы обладают хорошими литейными свойствами (высокой жидкотекучестью и малой усадкой . ), большой плотностью и повышенными механическими свойствами по .
Литейный участок для получения слитков из алюминиевого деформируемого сплава АМГ3
. 1.1 Состав, свойства, применение сплава. Алюминиевомагниевые сплавы относятся к группе термически, неупрочняемых алюминиевых деформируемых сплавов. В настоящее . заклепочную и сварочную. Таблица 1 – Химический состав сплава АМг3 Вид хим. состава Обозначение .
Литейные сплавы
Простота изготовления фасонной отливки зависит от литейных свойств сплавов. Например, получить отливку сложной конфигурации и заданных свойств из серого чугуна значительно проще, чем из легированной стали и из некоторых сплавов цветных металлов.
Литейные свойства сплавов — это такие технологические свойства, которые непосредственно влияют наоплучение качественных отливок с хорошими эксплуатационными показателями. Основными литейными свойствами, которые влияют на выбор сплава в качестве литейного материала, являются: жидкотекучесть, усадка, ликвация, склонность к газопоглощению и трещинообразованию.
Жидкотекучесть — способность расплава свободно течь в литейной форме, заполняя и точно воспроизводя все ее контуры.
Жидкотекучесть сплавов зависит от следующих параметров:
1. Температурного интервала кристаллизации
где Тл и Тс — температуры ликвидуса и солидуса соответственно.
Чем меньше ΔТ, тем больше жидкотекучесть. Лучшей жидкотекучестью обладают чистые металлы и эвтектические сплавы, у которых ΔТ = 0. Худшая жидкотекучесть у сплавов, образующих твердые растворы, поскольку в процессе их заливки и охлаждения в литейной форме возникает дополнительное трение образующихся твердых кристаллов о ее стенки.
2. Вязкости и поверхностного натяжения расплава (чем они меньше, тем больше жидкотекучесть).
3. Температуры заливаемого металла и температуры формы
(чем они выше, тем выше жидкотекучесть).
4. Свойств литейной формы (чем больше ее теплопроводность, теплоемкость и влажность, тем меньше жидкотекучесть).
Жидкотекучесть литейных сплавов определяют с помощью различных методов и технологических проб. Технологические пробы на жидкотекучесть поводят в специальных литейных формах с полостью в виде каналов, характер заполнения которых жидким металлом определяет его жидкотекучесть. Из разнообразных конструкций технологических проб наибольшее распространение получила спираль Керри — проба спиральной формы (рис. 1.24).
Жидкотекучесть определяют по длине пути, пройденному жидким металлом до его затвердевания, т. е. по длине прутка. Небольшие выступы, нанесенные через 50 мм, облегчают измерение длины спирали (прутка). Спиральный канал позволяет получить длинные прутки в сравнительно небольших формах.
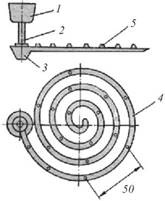
Рис. 1.24. Технологическая спиральная проба (спираль Керри): 1 — чаша; 2 — стояк;
3 — металлоприемник; 4 — спиральный канал; 5 — выступы
Усадка — свойство металлов и сплавов уменьшать свой объем при затвердевании и охлаждении. Она приводит к уменьшению размеров отливки. Различают объемную и линейную усадки.
На усадку влияют следующие факторы:
1. Химический состав сплава (усадка серого чугуна уменьшается с увеличением содержания углерода С и кремния Si и увеличивается с повышением содержания фосфора Р и серы S; усадка алюминиевых сплавов уменьшается с повышением содержания кремния Si).
2. Температура заливаемого металла Тмет (чем меньше Тмет, тем меньше усадка).
3. Скорость охлаждения металла в форме или теплопроводность формы (чем больше скорость охлаждения, тем больше усадка).
4. Конструкция отливки и литейной формы (с увеличением толщины стенок чугунной отливки усадка уменьшается).
Линейная усадка для различных сплавов составляет: для серого чугуна — 0,9. 1,5 %; для углеродистых сталей — 2. 2,4 %; для алюминиевых сплавов — 0,9. 1,5 %; для медных сплавов — 1,4. 2,3 %.
Усадка в отливках проявляется в виде усадочных раковин и усадочной пористости.
Усадочные раковины — сравнительно крупные полости, расположенные в частях отливки, затвердевающих в последнюю очередь. Усадочные раковины образуются при изготовлении отливок из чистых металлов, сплавов эвтектического состава и сплавов с узким интервалом кристаллизации (низкоуглеродистые стали, безоловянистые бронзы и др.). Как правило, усадочные раковины из отливок стремятся сместить в литниковую систему (выпор или прибыль), где металл затвердевает в последнюю очередь.
Усадочная пористость — скопление мелких пустот, образовавшихся в обширной зоне отливки в результате усадки в тех местах, которые затвердевали последними без доступа к ним расплавленного металла. Усадочная пористость располагается по границам зерен металла.
Для получения отливок без усадочных раковин и пористости необходимо обеспечить, во-первых, непрерывный подвод расплавленного металла в форму в процессе его кристаллизации и, вовторых, движение фронта кристаллизации таким образом, чтобы последними кристаллизовались части отливки, граничащие с поверхностью формы или расположенные в литниковой системе. Первое достигается размещением в литейной форме прибылей, второе — наружных и внутренних холодильников.
Ликвация — неоднородность химического состава отливки в различных ее точках, возникающая при кристаллизации. На процесс развития ликвации (кроме химического состава сплава) влияют технологические факторы (конфигурация отливки, скорость охлаждения и др.). Различают три вида ликвации: зональную, дендритную и ликвацию по плотности.
Зональная ликвация наблюдается во всем объеме отливки из-за различия температур кристаллизации отдельных компонентов сплава. По мере кристаллизации металл слитка будет все более обогащаться легкоплавкими примесями, поэтому его химический состав по объему будет различным. Так, наружные участки и тонкие стенки стальных отливок, кристаллизующиеся в первую очередь, содержат ликвирующих более легкоплавких примесей (S, P) меньше, чем более массивные части, которые кристаллизуются позже.
Дендритная (внутрикристаллическая) ликвация наблюдается в объеме одного зерна. Чем больше температурный интервал между началом и концом кристаллизации, тем больше будут отличаться по составу отдельные участки внутри зерен. В дендритах оси первого порядка обогащены более тугоплавким компонентом и в них содержание примесей бывает минимальным. Кристаллизующиеся в последнюю очередь междендритные пространства содержат наибольшее количество более легкоплавких компонентов и примесей.
Ликвация по плотности наблюдается при сплавлении металлов значительно различающихся по плотности. Так, в сплавах системы
Обычно ликвация является нежелательным явлением, поскольку в результате неоднородности химического состава свойства металла на различных участках отливкитбуду отличаться друг от друга.
Склонность к газопоглощению. В расплавленном состоянии металлы и сплавы способны активно поглощать водород, кислород, азот и другие газы из оксидов и влаги шихтовых материалов при их плавке, а также сгорании топлива, из окружающей среды при заливке металла в форму и т. д. Как правило, растворимость в металлах газов с понижением температуры уменьшается, что вызывает их выделение в процессе кристаллизации. В результате этого в отливке могут образовываться газовые раковины и газовая пористость, которые ухудшают механические свойства и герметичность отливок. Для уменьшения газовых раковин и пористости плавку сплава проводят под слоем флюса, в среде защитных газов, с использованием просушенных шихтовых материалов. При этом перед заливкой расплавленный металл подвергают дегазации вакуумированием или продувкой инертными газами.
Для устранения газонасыщенности отливок следует увеличивать газопроницаемость литейных форм и стержней, снижать влажность формовочных смесей, подсушивать формы и т. д. (например, выплавка стали в вакуумных печах устраняет газонасыщенность).
Склонность к образованию трещин и короблению. В результате неравномерного затвердевания металла в тонких и толстых частях отливки, а также из-за торможения усадки формой при ее охлаждении возникают внутренние напряжения. Эти напряжения тем выше, чем меньше податливость формы и стержней. Если величина внутренних напряжений превысит предел прочности сплава в данном месте, то в нем образуются горячие или холодные трещины.
Горячие трещины — как правило, хорошо видимые разрывы поверхности отливки, распространяющиеся по границам зерен и имеющие неровную окисленную поверхность, на которой при увеличении видно дендритное строение сплава. Эти трещины образуются при застывании расплава в форме. Характерными признаками горячих трещин являются их неровные (рваные) края и значительная ширина.
Холодные трещины — очень тонкие разрывы поверхности отливки, имеющие обычно чистую, светлую (с цветами побежалости) зернистую поверхность. Они образуются из-за внутренних напряжений или механического воздействия при температуре ниже температуры свечения отливки. В отличие от горячих трещин холодные распространяются непосредственно по зернам, а не по их границам, и располагаются преимущественно в острых углах и других местах с высокой концентрацией напряжений.
Холодные трещины, чаще всего, образуются в тонкостенных отливках сложной конфигурации. Вероятность их образования тем выше, чем больше упругие свойства сплава, чем значительнее его усадка (особенно при пониженных температурах) и чем ниже теплопроводность сплава. Вероятность образования холодных трещин в отливках также возрастает при наличии в сплаве вредных примесей (например, фосфора в сталях).
Для предупреждения образования трещин необходимо осуществлять равномерное охлаждение отливок (во всех сечениях), применять сплавы, обладающие повышенной пластичностью, проводить дополнительный отжиг отливок и т. п.
Внутренние напряжения, возникающие при охлаждении отливок, могут привести к их короблению (изменению формы и размеров отливок). Вероятность коробления отливки увеличивается при усложнении ее конфигурации и повышении скорости охлаждения, вызывающие неравномерное охлаждение отдельных частей отливки и, как следствие, различную усадку. Коробление отливки также может быть вызвано сопротивлением формы усадке отдельных частей отливки. Для предупреждения коробления отливки необходимо увеличивать податливость формы, создавать рациональную конструкцию отливки и т. д.
3.2. Производство отливок из чугуна
При выборе материала для литья детали следует учитывать условия, в которых она работает, физико-механические свойства сплава, литейные свойства, условия кристаллизации в форме, а также стоимость сплава.
Если принять среднюю стоимость отливки из серого чугуна за 100 %, то стоимость отливок из других сплавов составит: ковкий ч1у30гу%н ,—сталь — 160 %, цветные сплавы — 300. 600 %.
Литейные чугуны. Чугун является самым распространенным сплавом в литейном производстве. Так, около 80 % общего мирового выпуска отливок приходится на долю чугуна. В связи с улучшением его свойств и появлением высокопрочного чугуна с шаровидным графитом, чугуна с вермикулярным графитом и легированных чугунов специального назначения область применения очудогулнжа ептр расширяться.
В машиностроении для производства деталей используют следующие чугуны: серые, с вермикулярным графитом, высокопрочные, ковкие и специального назначения, характеризующиеся наличием в их структуре свободного углерода в виде графита. Белые чугуны, в структуре которых углерод находится только в связанном состоянии в виде цементита, в машиностроении применяются редко из-за их высокой твердости, затрудняющей механическую обработку, и хрупкости. Эти чугуны применяются только для ограниченной номенклатуры отливок, подвергающихся в условиях эксплуатации сильному износу от трения при высоких удельных нагрузках (валки прокатных станов, щеки камнедробилок и т. п.).
Широкое применение чугунов обусловлено следующим:
1) высокими литейными свойствами этих сплавов, что позволяет изготавливать из них отливки сложной конфигурации, с тонкими стенками, а также производить механическую обработку этих отливок;
2) большей, чем у стальных деталей, способностью гасить вибрации;
3) меньшим, чем у сталей, влиянием концентраторов напряжений (риски, задиры, переходыогот одн на конструкционную прочность деталей;
сечения к другому)
4) высокими антифрикционными свойствами, обусловленными наличием в структуре чугуна свободного графита, являющегося естественной смазкой;
5) невысокой стоимостью отливок по сравнению со стоимостью отливок из стали и цветных сплавов.
Серый чугун — чугун с пластинчатой формой графитовых включений. Металлической основой серого чугуна является феррит, феррит – перлит или перлит (рис. 1.25). Он является наиболее распространенным литейным сплавом. Отливки из этого чугуна составляют до 80 % от общего объема чугунного литья.
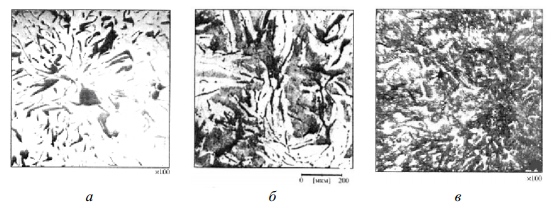
Рис. 1.25. Микроструктура серого чугуна: а — ферритный чугун; б — феррито-перлитный; в — перлитный
Структура металлической основы практически не влияет на низкую пластичность серого чугуна (δ = 0,2. 0,5 %), но оказывает влияние на его прочность и твердость (σв = 100. 450 МПа; НВ = 143. 289). Он обычно содержит 2,9. 3,7 % С, 0,5. 1,1 % Мn, 1,2. 2,6 % Si, до 0,3 % Р, до 0,15 % S.
Маркируется серый чугун буквами СЧ (серый чугун) и двумя цифрами, обозначающими предел прочности при растяжении (кгс/мм 2 ). Согласно ГОСТ 1412-85 имеются следующие марки серого чугуна: СЧ10, СЧ15, СЧ20, СЧ25, СЧ30, СЧ35, СЧ40 и СЧ45.
Кроме того, по требованию потребителя допускаются марки серого чугуна СЧ18, СЧ21 и СЧ24.
Для изготовления малоответственных деталей, испытывающих небольшие нагрузки в работе, используют чугуны марок СЧ10 и СЧ15, а для изготовления более ответственных деталей применяют чугуны остальных марок.
Следует отметить, что чугуны СЧ30, СЧ35, СЧ40 и СЧ45 относятся к группе модифицированных серых чугунов, которые получают добавлением в жидкий чугун перед его разливкой специальных добавок — графитизирующих модификаторов (ферросилиция, силикокальция, графита и др.) в виде кусков размером 1. 5 мм. Это позволяет получать в модифицированных чугунных отливках перлитную основу с вкраплениями небольшого количества изолированных пластинок графита средней величины, что повышает их механические свойства.
Высокие литейные свойства серого чугуна позволяют получать самые разнообразные детали. Области применения серых чугунов представлены в таблице 1.2.
Читайте также: