
Литье в гипсовые формы реферат
Обновлено: 04.07.2024
Уже в течение нескольких веков литье в гипсовые формы используется в художественных ремеслах. За последнее двадцатилетие развитие этого способа литья достигло промышленных масштабов.
Для изготовления форм сухой гипс смешивается с добавочными материалами, такими как тальк, песок, асбест, жидкое стекло. В эту смесь добавляется соответствующее количество воды. Полученную массу заливают в опоку, на плиту с моделями, поверхности которых предварительно покрывают материалом, препятствующим приставанию массы. Полужидкая масса хорошо заполняет опоку и дает в форме точные отпечатки моделей. После упрочнения массы модели удаляют и форму сушат в методической печи. Затем в форме устанавливают стержни, обе половинки соединяют и форму заливают металлом. После остывания разбивают форму и удаляют из нее отливку.
Большим преимуществом этого способа является возможность изменения теплопроводности формовочной смеси в зависимости от содержания в ней гипса. Отливки, полученные с помощью гипсовых форм, имеют о?ень гладкую поверхность, малые внутренние напряжения, не имеют газовых пузырей и отличаются точными размерами. Применение заливки в гипсовые формы ограничивается нежелезными сплавами с температурой плавления не выше 1050-1200° С. Чаще всего формовка производится в опоках размерами 300х450 мм, и вес отливки не превышает 5-8 кГ. Наименьшая толщина стенок отливки при этом способе составляет 1-1,5 мм. Допускаемые отклонения размеров для небольших отливок колеблются в пределах 0,1-0,3 мм в зависимости от того, получается ли данный размер в одной или в двух половинках формы.
Литье в гипсовые формы применяется в небольшом объеме, преимущественно для получения деталей из алюминиевых и, реже, из медных сплавов и чугуна. Формы должны подвергаться сушке в течение 12-20 час. при температуре 450-600°. В результате медленного охлаждения металла в гипсовых формах его механические свойства могут оказаться пониженными по сравнению с литьем в обычные песчаные формы. Точность отливок, полученных в гипсовых формах, составляет ±0,5 мм на каждые 100 мм в плоскости разъема формы и ±1 мм в плоскости, перпендикулярной разъему формы. Наибольший вес отливок достигает 50 кГ.
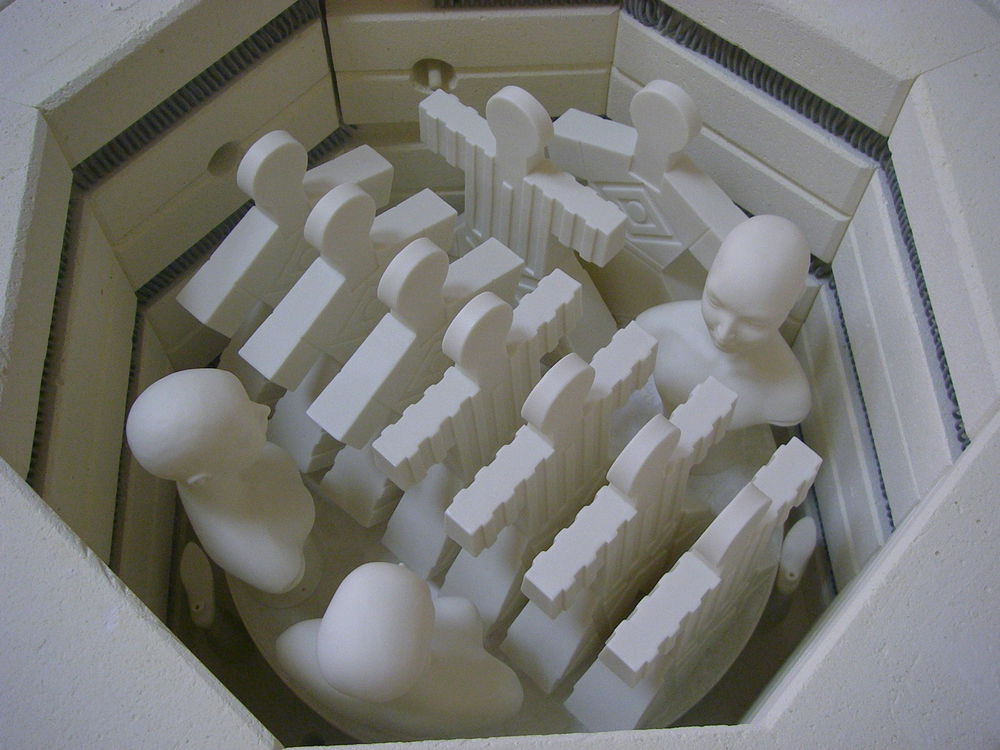
На рис. 1 представлены отливки, изготовленные в гипсовых формах.

Фиг. 1. Отливки, изготовленные в гипсовых формах.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Литье в гипсовые формы применяют в тех случаях, когда к отливкам предъявляются повышенные требования по точности, чистоте поверхности и воспроизведению мельчайших деталей рельефа. По сравнению с песчаными, гипсовые формы обладают более высокой прочностью, точностью размеров, лучше противостоят воздействию высоких температур, позволяют получать отливки сложной конфигурации с толщиной стенок 1, 5 мм по 5—6-му классу точности. Формы изготавливают по восковым или металлическим (латунь, сталь) хромированным моделям. Модельные плиты выполняют из алюминиевых сплавов. Для облегчения удаления моделей из форм поверхность их покрывают тонким слоем керосиново-стеариновой смазки.
Мелкие и средние формы для сложных тонкостенных отливок изготавливают из смеси, состоящей из 80% гипса, 20% кварцевого песка или асбеста и 60—70% воды (от массы сухой смеси). Состав смеси для средних и крупных форм: 30 % гипса, 60 % песка, 10% асбеста, 40—50 % воды. Для замедления схватывания в смесь вводят 1—2 % гашеной извести. Необходимая прочность форм достигается за счет гидратации безводного или полуводного гипса. Для снижения прочности и увеличения газопроницаемости сырые гипсовые формы подвергают гидротермической обработке — выдерживают в автоклаве в течение 6—10 ч под давлением водяного пара 0, 13—0, 14 МПа, а затем в течение суток на воздухе. После этого формы подвергают ступенчатой сушке при 350-500 °С.
Особенностью гипсовых форм является их низкая теплопроводность. Это обстоятельство затрудняет получение плотных отливок из алюминиевых сплавов с широким интервалом кристаллизации. Поэтому основной задачей при разработке литниково-прибыльной системы для гипсовых форм является предотвращение образования усадочных раковин, рыхлот, оксидных плен, горячих трещин и недоливов тонких стенок. Это достигается применением расширяющихся литниковых систем, обеспечивающих низкую скорость движения расплавов в полости формы, направленным затвердеванием тепловых узлов в сторону прибылей с помощью холодильников, увеличением податливости форм за счет повышения содержания кварцевого песка в смеси. Заливку тонкостенных отливок ведут в нагретые до 100—200°С формы методом вакуумного всасывания, что позволяет заполнять полости толщиной до 0, 2 мм. Толстостенные (более 10 мм) отливки получают заливкой форм в автоклавах. Кристаллизация металла в этом случае ведется под давлением 0, 4—0, 5 МПа.
5.3. Литье в оболочковые формы
Литье в оболочковые формы целесообразно применять при серийном и крупносерийном производстве отливок ограниченных размеров с повышенной чистотой поверхности, большей размерной точностью и меньшим объемом механической обработки, чем при литье в песчаные формы.
Оболочковые формы изготавливают по горячей (250—300 °С) металлической (сталь, чугун) оснастке бункерным способом. Модельную оснастку выполняют по 4—5-му классам точности с формовочными уклонами от 0, 5 до 1, 5 %. Оболочки делают двухслойными: первый слой из смеси с 6—10 % термореактивной смолы, второй из смеси с 2 % смолы. Для лучшего съема оболочки модельную плиту перед засыпкой формовочной смеси покрывают тонким слоем разделительной эмульсии (5 % силиконовой жидкости № 5; 3 % хозяйственного мыла; 92 % воды).
Для изготовления оболочковых форм применяют мелкозернистые кварцевые пески, содержащие не менее 96 % кремнезема. Соединение полуформ осуществляют склеиванием на специальных штыревых прессах. Состав клея: 40 % смолы МФ17; 60 % маршалита и 1, 5 % хлористого алюминия (катализатор твердения). Заливку собранных форм производят в контейнерах. При литье в оболочковые формы применяют такие же литниковые системы и температурные режимы, как и при литье в песчаные формы.
Малая скорость кристаллизации металла в оболочковых формах и меньшие возможности для создания направленной кристаллизации обусловливают получение отливок с более низкими свойствами, чем при литье в сырые песчаные формы.
5.4. Литье по выплавляемым моделям
Литье по выплавляемым моделям применяют для изготовления отливок повышенной точности (3—5-ый класс) и чистоты поверхности (4—6-й класс шероховатости), для которых этот способ является единственно возможным или оптимальным.
Модели в большинстве случаев изготавливают из пастообразных парафиностеариновых (1: 1) составов запрессовкой в металлические пресс-формы (литые и сборные) на стационарных или карусельных установках. При изготовлении сложных отливок размерами более 200 мм во избежание деформации моделей в состав модельной массы вводят вещества, повышающие температуру их размягчения (оплавления).
В качестве огнеупорного покрытия при изготовлении керамических форм используют суспензию из гидролизованного этилсиликата (30—-40 %) и пылевидного кварца (70—60 %). Обсыпку модельных блоков ведут прокаленным песком 1КО16А или 1К025А. Каждый слой покрытия сушат на воздухе в течение 10—12 ч или в атмосфере, содержащей пары аммиака. Необходимая прочность керамической формы достигается при толщине оболочки 4—6 мм (4—6 слоев огнеупорного покрытия). Для обеспечения спокойного заполнения формы применяют расширяющиеся литниковые системы с подводом металла к толстым сечениям и массивным узлам. Питание отливок осуществляют обычно от массивного стояка через утолщенные литники (питатели). Для сложных отливок допускается применение массивных прибылей для питания верхних массивных узлов с обязательным заполнением их из стояка.
Выплавление моделей из форм осуществляют в горячей (85-90°С) воде, подкисленной соляной кислотой (0, 5—1 см3 на литр воды) для предотвращения омыления стеарина. После выплавления моделей керамические формы просушивают при 150—170 °С в течение 1—2 ч, устанавливают в контейнеры, засыпают сухим наполнителем и прокаливают при 600—700 °С в течение 5—8ч. Заливку ведут в холодные и нагретые формы. Температура нагрева (50-300 °С) форм определяется толщиной стенок отливки. Заполнение форм металлом осуществляют обычным способом, а также с использованием вакуума или центробежной силы. Большинство алюминиевых сплавов перед заливкой нагревают до 720—750 °С.
Раздел: Промышленность, производство
Количество знаков с пробелами: 50979
Количество таблиц: 1
Количество изображений: 0
Один из методов литья керамической посуды в гипсовые формы - шликерное литье. Последовательность литейного процесса и его технология. Отмучивание глины, приготовление шликерной массы, технологические этапы шликерного литья, необходимое оборудование.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 30.05.2009 |
| Размер файла | 2,1 M |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Министерство образования РФ
Рыбинская государственная авиационная технологическая академия
им. П.А. Соловьева
Реферат на тему
Выделку керамической посуды мы привыкли связывать с гончарным кругом, а изготовление глиняных фигурок -- с обычной лепкой. Но есть и другие способы, и среди них -- шликерное литье. Оно дает возможность с большой точностью передавать тончайшие детали, особенно когда нужно изготовить несколько совершенно одинаковых тонкостенных сосудов или небольших скульптур.
Шликер -- это глина, разведенная водой до состояния, напоминающего густые сливки. Гипсовая форма, в которую наливают шликер, вбирает в себя воду. При этом слой глинистой массы равномерно оседает на внутренних поверхностях формы, образуя стенки будущего изделия. Излишек шликера сливается из формы. После высыхания полое глиняное изделие извлекают из формы, досушивают, а потом обжигают. Такова в общих чертах схема шликерного литья.
Но прежде чем вы приступите непосредственно к литью, вам придется проделать подготовительную работу: выполнить эскиз, изготовить по нему модель будущего изделия, а затем отлить разъемную литейную форму.
К разработке эскиза следует приступать только после того, как вы четко представите себе назначение изделия. Форма, пропорции, величина, декоративная отделка всегда тесно связаны с назначением. Но учтите, что каким бы удачным ни был эскиз, при изготовлении по нему объемной вещи возникает, как правило, необходимость внести какие-то поправки. Работа над объемной моделью может подсказать решения, которые не всегда удается предусмотреть в эскизе.
Модель можно выполнить из дерева или гипса. Если вы изберете дерево, воспользуйтесь токарным станком, столярными и резчицкими инструментами. Выточенные и вырезанные детали соединяются в единое целое гвоздями, шурупами и водостойким клеем, например БФ или эпоксидным. Поверхность готовой модели несколько раз пропитывают горячей олифой и высушивают.
Модели из гипса вытачивают на простом самодельном станке, который показан на рисунке. По правую и левую стороны от рабочей части станка расположены две ступенчатые подпорки. Во время точения на ступеньки подпорок укладывают деревянную рейку -- правилку. На правилку опирается стержень резца во время вытачивания модели. На диск, насаженный на вертикально расположенный вал, прибивают несколько коротких планок, по периметру диска привязывают бечевками опалубку из водостойкого картона, пропитанного олифой или парафином, и заливают опалубку гипсом. После затвердения гипса и снятия опалубки на диске образуется массивная цилиндрическая болванка -- головка станка. Головка располагается так, чтобы во время работы размещенная на ней заготовка модели находилась примерно на уровне глаз. Привод от электромотора нужно подобрать так, чтобы диск вращался против часовой стрелки со скоростью 300-350 оборотов в минуту.
1. Станок для вытачивания модели: а -- правилка; б -- ступенчатая подпорка; в -- гипсовая головка.
2. Инструменты: кронциркуль, проволока и клюшки-резцы.
3. Отливка гипсовой заготовки и вытачивание модели; основные элементы модели сосуда: а -- шейка; б -- плечо; в -- тулово; г -- основание.
По принципу действия станок напоминает токарный: с вращающейся гипсовой заготовки резцами постепенно снимается стружка до тех пор, пока не будет получена нужная модель. Но в отличие от токарного станка ось вращения заготовки расположена не горизонтально, а вертикально. Благодаря этому заготовку удобно отливать непосредственно на головке станка, к тому же вы будете видеть ее в естественном положении, то есть так, как если бы она стояла на столе. В процессе поиска формы это очень важно.
Резцы для вытачивания гипсовой модели называются клюшками. Основа клюшки -- стальной пруток. В торце прутка ножовкой по металлу пропиливают паз, в который вставляется стальная пластинка и для прочности приваривается или припаивается. Каждая клюшка имеет пластинку определенной формы -- чем разнообразнее клюшки, тем удобнее ими работать. На рисунке даны четыре разных резца, но вы можете сделать клюшки и другой формы. Так как обрабатываемый материал достаточно мягок, нет необходимости закалять режущие части клюшек. Некоторые мелкие резцы можно изготовить из толстой проволоки, конец которой изгибают крючком, расплющивают и затачивают. Необходимо также заготовить прочную стальную проволоку длиной 400-500 мм для срезания гипсовой модели с головки точильного станка. Чтобы проволоку было удобно держать в руках, укрепите на ее концах две круглые деревянные ручки. Для обмера модели в процессе вытачивания применяют кронциркуль, изготовить который можно из двух стальных полосок.
Подготовив станок и все необходимые инструменты, установите на гипсовой головке станка опалубку в виде цилиндра, свернутого из плотного, пропитанного олифой или парафином картона или из нескольких слоев рулонного толя. Цилиндр в местах наложения одного края картона на другой скрепите проволокой или сшейте толстыми нитками. Для большей прочности опалубку можно обмотать бечевкой. Чтобы при заливке жидкого гипса раствор не просачивался в щели, в местах соприкосновения опалубки с головкой проложите тонкий валик из мягкого гипса. Высота обечайки должна соответствовать высоте вытачиваемой модели, а диаметр -- наибольшему диаметру модели с припуском в 10-15 мм.
Последовательность отливки литейной формы:
1. заливка нижней половины формы;
2. вырезание замкового фальца;
3. заливка верхней половины формы;
4. готовая литейная форма.
Определяя размеры модели, а следовательно, и заготовки, нужно учитывать, что глиняная отливка после сушки, а затем после обжига уменьшится на 10-15%. Чтобы керамическое изделие имело после сушки и обжига ранее запланированные на эскизе размеры, модель нужно делать крупнее, с учетом точного процента усадки, который определяется опытным путем. Если вы постоянно будете иметь дело с одной и той же глиной, то и усадка всегда будет постоянной. В этих случаях при определении размеров модели можно воспользоваться двойным кронциркулем, кончики которого подгибаются, как показано на рисунке. Циркуль с одной стороны раздвигают до размера будущей глиняной отливки, на другой стороне расстояние между кончиками показывает размер, который необходимо взять на модели. Это своеобразный масштабный циркуль, настроенный на определенную пропорцию.
Последовательность литейного процесса:
1. заливка шликера в форму;
2. сливание лишнего шликера;
3. отделение изделия от стенок в процессе подсыхания;
4. готовая керамическая отливка.
Добившись нужной конфигурации модели, срежьте ее у основания стальной проволокой, а затем просушите при комнатной температуре в течение 2-3 суток. Мелкие модели хорошо просыхают в течение суток. Поверхность высушенной модели пропитайте несколько раз олифой. Чтобы модель просохла, потребуется еще не менее суток.
Модель служит основой для изготовления литейной гипсовой формы. Простейшая форма состоит из двух половин. Для наглядности на рисунках гипсовый раствор для заливки нижней половины формы окрашен в розовый цвет, а для верхней -- в желтый. Прежде чем приступить к отливке формы, со стороны донышка в основании модели сделайте неглубокий полусферический вырез. Это нужно для устойчивости будущей отливки.
Установите опалубку из картона или толя, предварительно смазав разъединительной смазкой внутренние стенки опалубки и поверхности модели. Разъединительную смазку готовят из двух частей парафина и пяти частей керосина, сплавленных на водяной бане. Водяная баня -- это два сосуда (скажем, две жестяные консервные банки), один больше другого. В этот большой сосуд наливается вода, а внутрь помещается малый сосуд. Таким образом, содержимое малого сосуда разогревается кипящей водой, а не прямым огнем. Но и в этом случае все равно будьте осторожны.
Налейте в опалубку слой гипса толщиной 10-15 мм. Как только гипс схватится, но не потеряет пластичности (это произойдет через полторы-две минуты), установите внутрь опалубки модель и вдавите в мягкий гипс ее основание. Затем долейте гипс с таким расчетом, чтобы раствор оказался на уровне самых выпуклых участков тулова модели. Помните, что если уровень гипсового раствора будет поднят выше, модель невозможно будет извлечь из нижней части формы.
Сняв опалубку, вырежьте ножом вдоль всего периметра фальц, который в дальнейшем станет частью замкового соединения двух половин формы. Плоскости срезов смажьте разъединительной смазкой и снова установите опалубку, которую теперь уже нужно залить гипсовым раствором доверху. После затвердевания гипса снимите опалубку и на боковой поверхности формы нанесите риску, идущую вдоль оси формы и пересекающую обе половины формы. Это необходимо для того, чтобы при сборке формы, совместив две половины риски, можно было легко и точно соединить верхнюю часть формы с нижней. После нанесения риски затвердевшие части формы разъедините и извлеките из нее модель. Форму нужно досушить уже без модели в течение нескольких суток при комнатной температуре. Форма высохнет быстрее, если ее сушить около печи или у батареи центрального отопления.
Формы по моделям, где тела вращения сочетаются с другими геометрическими телами, отливаются в той же последовательности, в подходящей опалубке. Например, форма для декоративной прямоугольной вазы отливается в опалубке, сбитой из четырех досок. Замковое соединение получают вырезанием в нижней половине формы, рядом с углами, конических углублений, которые смазывают разъединительной смазкой. После заливки второй половины формы гипс заполняет эти углубления. При этом образуются выступы, точно соответствующие углублениям. При сборке формы выступы входят в углубления, обеспечивая точность соединения обеих половин.
Теперь нужно приготовить глину. Обычно в любой глине содержится песок, мелкие камушки, щебень, щепки, засохшие травинки. Поэтому глину необходимо отмутить и очистить от примесей. Наложите глину в ведро примерно до половины и долейте доверху водой. Как только глина размякнет, тщательно размешайте ее палкой. Затем дайте раствору отстояться. Щепки и травинки всплывут, а песок и камушки осядут на дно. Как только вода станет достаточно прозрачной, осторожно слейте ее. Вместе с водой будет удален всплывший мусор. Затем черпаком осторожно вычерпайте жидкую глину в приготовленную чистую посудину. При этом не нужно трогать нижний слой, который содержит осевший песок и камушки. Жидкой глине дайте еще раз отстояться и слейте лишнюю воду. При необходимости отмучивание можно повторить в той же последовательности. Как только жидкая глина приобретет консистенцию густых сливок, шликер готов.
Как только будет получена необходимая толщина черепка, лишний шликер нужно слить. На стенках гипсовой формы останется тестообразный слой глины. Через некоторое время этот слой начнет подсыхать. Одновременно начнется и усадка: отливка будет уменьшаться, ее стенки постепенно отделятся от поверхностей гипсовой формы. Убедившись, что отливка достаточно хорошо подсохла и отвердела, а ее стенки отделились от формы, осторожно снимите верхнюю половину формы и так же осторожно извлеките отливку из нижней половины.
После просушки гипсовой формы ее гигроскопичность (способность к поглощению влаги) полностью восстанавливается и в ней можно отливать следующее изделие, которое будет точной копией первого.
Пока изделие еще не совсем высохло, нужно срезать ножом швы, образовавшиеся на стыках формы, заделать мягкой глиной всевозможные вмятины, углубления и царапины, после чего поверхность загладить губкой. Если отливка пересохла, неровности устраняются наждачной бумагой. После этого изделие ставят на полку и сушат при комнатной температуре пять-шесть дней.
Чтобы изделие стало прочным и влагостойким, его нужно обжечь в муфельной печи при температуре 900°С. Хорошо просушенное изделие помещают в печь и постепенно доводят температуру до 900°С. Обжиг длится четыре часа. Затем печь выключают, и обожженное изделие остывает вместе с печью. Если вынуть изделие раньше полного охлаждения, на нем могут появиться трещины.
Подобные документы
Виды керамики, характеристика материалов, используемых для формования керамических изделий. Приготовление керамической массы. Полусухое и гидростатическое прессование. Различные варианты вибрационного формования. Специфика применения шликерного литья.
реферат [678,6 K], добавлен 13.12.2015
Общие сведения о процессе литья. Классификация способов литья. Физическая сущность процесса литья. Виды литья: в песчаные формы, в кокиль, в оболочковые формы, шликерное в гипсовой форме, центробежное, намораживанием, под низким давлением.
реферат [2,5 M], добавлен 17.06.2004
Основы технологии литья под давлением. Виды брака и методы его устранения. Описание технологического процесса литья при низком давлении. Литье тонкостенных изделий, микролитье пластмасс. Литье крупногабаритных корпусных деталей с тонкостенными решетками.
реферат [2,7 M], добавлен 16.04.2011
Общая характеристика видов литья. Знакомство с основными недостатками литья под давлением. Литье в оболочковой форме как передовой технологический способ литья, позволяющий изготовлять наиболее точные отливки с минимальной механической обработкой.
презентация [489,3 K], добавлен 21.05.2014
Описание техники литья зубопротезных деталей по выплавляемым моделям из моделировочного воска в формах из огнеупорного материала по моделям. Борьба с усадкой сплавов и восковых композиций. Технология изготовления форм. Операции по обработке отливок.
презентация [747,6 K], добавлен 16.04.2016
Исследование технологических возможностей и сущности кокильного литья. Характеристика основных методов устранения отбела в отливках. Обзор способов литья под регулируемым давлением. Назначение центробежного литья. Анализ конструкции створчатого кокиля.
презентация [168,0 K], добавлен 18.10.2013
Характеристика, сущность и типы литейного производства. Способы литья: в песчаные и оболочковые формы, по выплавляемым моделям, в кокиль, под давлением. Элементы литейной формы и литейные сплавы, требования к сплавам и их эксплуатационным свойствам.
Современное общество заинтересовано в воспитании самостоятельной творческой личности, имеющей целостный взгляд на мир, стремящейся к самообразованию и инновационной деятельности. Дисциплины художественного цикла обладают огромным потенциалом в этом направлении. В частности, занятия лепкой и скульптурой позволяют затронуть широкий круг вопросов: историю мировой культуры, многообразие художественных материалов, способов их обработки и путей применения в современной жизни и искусстве, способствуют созданию условий для формирования компетенций учащихся.
Таким образом, перед педагогом открываются большие возможности для формирования профессиональной компетентности учащихся как совокупности интеллектуальных, навыковых составляющих и личностных качеств.
Цель работы: познакомить с методикой создания рельефного панно из гипса на занятиях скульптурой.
Задачи:
- познакомить с технологией отливки гипсового рельефа;
- дать методические рекомендации по организации занятий.
Раздел I . ТЕХНОЛОГИЯ ОТЛИВКИ РЕЛЬЕФА ИЗ ГИПСА
1.1 Инструменты и материалы
Процесс отливки гипсового рельефа состоит из несколькоих этапов, на каждом из которых используются определенные инструменты и материалы. В зависимости от конкретных условий (школа искусств, мастерская, производство) может применяться различное оборудование. При выборе инструментов и материалов мы будем исходить из наибольшей их доступности и безопасности использования в работе с детьми.
Поэтапно требования к материалам и инструментам:
1. Создание эскиза
- бумага (для рисунка, акварели и т.п.);
- графические материалы (карандаш, акварель и т.п.);
- ластик.
2. Изготовление модели
- скульптурный пластилин или глина. При использовании глины необходимо поддерживать ее во влажном состоянии до отливки. Мы будем рассматривать процесс создания модели из пластилина.
- деревянные, пластиковые или металлические стеки.
3. Снятие гипсовой формы с модели и отливка
- гипс (марка Г6 – Г16);
- емкость для затворения гипса;
- толстый картон для создания опалубки;
- скотч для закрепления опалубки;
- линейка;
- ножницы;
- нож, резак или скальпель;
- вазелин или смазка (мыльная эмульсия с добавлением машинного масла);
- кисть синтетическая мягкая для промазывания формы.
4. Окончательная отделка изделия
- нож или скальпель;
- наждачная бумага (тонкозернистая);
- перчатки резиновые;
- краски (акриловые, аэрозольные и т.п.);
- кисти синтетические;
- губка или мягкая ткань.
Рабочее место должно быть застелено клеенкой для удобства последующей уборки. Учащимся рекомендуется также иметь фартуки.
1.2 Этапы отливки рельефа
Отливка рельефа является наиболее простым видом отливки, т.к. требует изготовления только одной формы.
1. Разработка эскиза является важным этапом, т.к. уже здесь определяется художественный образ будущего изделия. Необходимо разработать несколько вариантов решения темы, стараясь добиться наибольшей выразительности силуэта, остроты характера. Наиболее удачный эскиз прорабатывается в натуральную величину. Для дальнейшего перенесения эскиза на пластилин требуется четкость контуров, поэтому эскиз желательно выполнять карандашом.

2. Создание модели. Модель для отливки будущего слепка выполняем из скульптурного пластилина.
Сначала необходимо изготовить основу – пласт толщиной 1-1,5 см и размером, соответствующим эскизу. Стороны пласта ровно обрезаем ножом. Затем контур эскиза переносим на основу.
Далее набираем объем, постепенно уточняя контур и высоту частей рельефа друг относительно друга. Работу ведем от общего к частному, детали прорабатываем стеками.
Изображение в месте его соприкосновения с фоном не должно иметь так называемых поднутрений, т.е. должно соединяться с фоном без щелей и закругления внутрь. Следует также избегать деталей, нависающих над фоном. Иначе при изготовлении отливки гипс, попав в поднутрения и схватившись, не позволит извлечь слепок без потерь.

3. Изготовление гипсовой формы. Для снятия гипсовой формы с модели вокруг пластилинового пласта делается опалубка. Для этой цели можно использовать плотный картон (например, гофрированный), закрепив его края скотчем. При этом надо следить, чтобы опалубка плотно прилегала к пласту со всех торцов во избежание вытекания гипса на стол. Высота опалубки должна быть примерно в два раза больше, чем высота пластилиновой модели.
Затем поверхность рельефа и внутренние стенки опалубки с помощью кисти смазываем тонким слоем вазелина или смазки для облегчения снятия формы.
Для приготовления гипсового раствора гипс следует насыпать в холодную воду (в горячей гипс схватывается быстрее), подождать, когда он пропитается, и только затем перемешивать. На 7 частей воды рекомендуется брать 10 частей гипса. На этом этапе начнется реакция между водой и гипсом с выделением пузырьков.
Подождав 2-5 минут, заливаем гипс в опалубку. Сначала гипс наливаем не торопясь, можно пройтись кистью по поверхности, слегка постучать по опалубке, чтобы гипс заполнил все полости, и пузырьки воздуха поднялись на поверхность. Толщина гипсового слоя должна возвышаться над рельефом не менее, чем на 0,5 см.

Примерно через 20 мин. гипсовый раствор нагреется, это результат реакции гипса с водой. Когда он вновь остынет, можно убрать опалубку и аккуратно разъединить пластилиновую модель и гипсовую форму.

Отлитую форму следует осмотреть, при необходимости выровнять случайные неровности, проработать детали. Особое внимание следует обратить на поднутрения и при их наличии подкорректировать форму. Пока гипс влажный, он легко поддается обработке ножом или стеком.
Этап 4. Отливка гипсового слепка.После того как форма просохнет, можно приступать к снятию гипсового слепка. Гипсовая форма снова помещается в опалубку и закрепляется скотчем.
Далее повторяется технология, описанная выше (этап 3):
- поверхность гипса и внутренние стенки опалубки промазываются вазелином или смазкой;

- гипс затворяется водой;
- гипсовый раствор заливается в опалубку;

- примерно через 30 мин. форма и слепок осторожно разъединяются.
Если технология изготовления отливки соблюдена, слепок должен извлечься легко, без сколов на форме и на самом слепке. Это позволит использовать форму многократно.

Если слепок не извлекается, можно слегка постучать по форме резиновым молоточком, также можно вставить лезвие ножа в щель между формой и слепком и легко постучать по лезвию. В крайнем случае форму придется отбить по частям, чтобы освободить слепок.
1.3 Окончательная отделка изделия
Заключительный этап работы над изделием подразумевает окончательную пластическую и цветовую отделку поверхности.
1. До полного высыхания гипса поверхность, если необходимо, дорабатывается ножом или стеком согласно эскизу.
2. После полного высыхания гипса поверхность можно обработать наждачной бумагой, где это необходимо.
3. Слепок можно оставить белым или тонировать. Для тонирования гипса можно использовать акриловые краски, морилку, аэрозольные баллончики и др.

Раздел II. МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
Задачи:
- формирование навыков работы с инструментами;
- знакомство с методами и техническими приемами работы с твердым материалом (гипсом), его особенностями и возможностями;
- формирование умения реализовывать творческую идею;
- знакомство с мировыми образцами искусства.
- развитие творческих способностей;
- развитие художественно-образного и пространственного мышления, трехмерного восприятия объемной формы, понимания связи между моделью и формой для отливки;
- развитие умения прогнозировать результат своих действий;
- развитие глазомера, моторики рук;
- развитие чувства красоты, гармонии, эмоциональной отзывчивости.
- воспитание трудолюбия, целеустремленности;
- воспитание самостоятельности, ответственности за результат;
- формирование умения действовать в нестандартной ситуации;
- воспитание умения работать в коллективе.
Целевая аудитория: ввиду достаточной сложности предлагаемых заданий, учитывая возрастные особенности детей, изучение данной темы рассчитано на работу с учащимися 12-16 лет, желательно в группах до 5-7 человек.
Объем учебного времени, предусмотренный на изучение темы, зависит от сложности работы, он может быть уменьшен или увеличен в зависимости от конкретных условий.
Примерный тематический план
Отливка рельефа из гипса
Создание модели из пластилина
Изготовление гипсовой формы
Отливка гипсового слепка
Окончательная отделка изделия
Ориентация на формирование самостоятельной творческой личности учащихся включает в себя и реализацию компетентностного подхода на занятиях скульптурой. Поэтому построение занятия должно быть направлено не только на развитие у учащихся определенных качеств личности (знаний, умений, навыков, способов деятельности), но и способствовать формированию компетентности, т.е. умения применять эти знания в конкретных ситуациях.
Исходя из собственного опыта, считаю, что освоение данной темы целесообразно организовать в форме проектной деятельности.
1. Знакомство с темой желательно начать с ознакомления учащихся с материалом (его характеристиками, особенностями, правилами техники безопасности), познакомить с образцами художественных изделий из гипса, историей применения в художественном творчестве, объяснить правила подготовки и уборки рабочего места.
Рабочее место должно быть хорошо освещено, учащиеся должны иметь свободный доступ к воде. Кабинет необходимо оборудовать шкафами и стеллажами для хранения материалов и инструментов, а также работ учащихся.
2. Учащиеся ставятся в ситуацию, требующую самостоятельной творческой активности на каждом этапе. Задание может быть как ограниченным какими-либо рамками (форматом, тематикой, стилем), так и более свободным. Но в любом случае оно должно быть ориентировано на личностное отношение учащегося, его эмоциональное восприятие, самостоятельный выбор. Педагог при этом направляет, мотивирует деятельность учащихся. Зная способности каждого ребенка, преподаватель может помочь определиться с размером изделия, предложить работу над сложным панно или коллективную работу.
3. Работа над эскизами предполагает самостоятельный поиск учащимися художественного образа, поэтому целесообразно познакомить детей с темой занятия заранее, чтобы они имели возможность обдумать и самостоятельно собрать необходимый материал, используя различные источники информации (натурные, печатные, электронные). Учащиеся разрабатывают несколько вариантов решения темы, ищут наиболее выразительный, характерный образ, после чего представляют эскизы на утверждение преподавателю.
5. Непосредственно работа с гипсом имеет элемент новизны, заставляет творчески подойти к делу. Здесь самостоятельность в работе должна сочетаться с ответственностью за результат, внимательным отношением к рекомендациям преподавателя, касающимся технологии. Разумеется, преподаватель может вмешиваться в творческий процесс, не подавляя самостоятельности, но, имея опыт отливки и учитывая возрастные особенности учащихся, объяснять, почему тот или иной путь решения проблемы будет предпочтительнее.
6. Отдельные приемы работы (характер обработки краев, соединение форм, способы работы инструментом и т.д.) необходимо показывать практически, т.к. они лучше усвоятся при непосредственном наблюдении за работой мастера.
7. В конце каждого занятия рекомендуется проводить просмотры работ, к обсуждению необходимо привлекать самих учащихся.
8. По завершении работы над темой рекомендуется организовать выставку работ или защиту творческих проектов.
Таким образом, на всех этапах работы необходимо мотивировать учащихся не просто на овладение умениями и навыками, но на достижение хорошего результата, создание изделия достойного художественного уровня. Необходимо, чтобы работа велась вдумчиво, чтобы ребенок научился планировать и прогнозировать результат своей деятельности.
Техника безопасности
Правила техники безопасности при изучении данной темы состоят в следующем:
- Во время работы быть внимательным и аккуратным.
- При работе с гипсом, наждачной бумагой, красками использовать фартук и нарукавники (или другую рабочую одежду).
- При работе с наждачной бумагой использовать перчатки.
- Быть осторожным при работе с режущим инструментом (резаком, скальпелем), по возможности держать лезвием от себя. Передавать инструмент ручкой вперед.
ЗАКЛЮЧЕНИЕ
В данной методической разработке на основании собранного и обобщенного доступного материала, а также личного опыта пошагово описана технология отливки рельефа, рассмотрены возможности применения гипса как скульптурного материала в учебном процессе, даны методические рекомендации. Предлагаемая тема может использоваться педагогами дополнительного образования при внедрении инновационных технологий в процесс обучения, в частности, при реализации компетентностного подхода, т.к. работа с гипсом для учащихся интересна, имеет значительный элемент новизны, заставляет решать множество нестандартных задач.
Таким образом, данная тема не только способствует формированию у учащихся образно-пластического мышления и более полного представления о способах работы со скульптурными материалами, но и содействует воспитанию творческой самостоятельной личности, способной эффективно осуществлять сложные виды деятельности, нести ответственность за результат работы, стремиться к постоянному творческому совершенствованию. Это имеет большое значение как для общеэстетического развития, так и для профессиональной ориентации учащихся.
Для тех, кто решил заниматься фарфором, встреча с гипсом практически неизбежна. Исключение составляют те, кто лепит из массы. Шликерные работы подразумевают взаимодействие с гипсовыми формами.

За многолетнюю практику преподавания фарфора мы заметили, что гипсовые работы куда менее популярны, нежели работы непосредственно с фарфором. Это можно понять — гипсовые работы пыльноваты, грязноваты.
Однако, не научившись формовке, самостоятельным фарфористом не стать, и гипсовую науку, хочешь не хочешь, приходится осваивать. И здесь мы готовы помочь.

Приёмы работы с гипсом, как любой фокус, можно разоблачить и объяснить, но трудно повторить с первого подхода, нужна практика.
Для гипсовых форм не подходит гипс с ближайшего строительного рынка. Мы используем два вида — скульптурный Г 16 и пешеланский № 5-6 для формовочных работ. От того, в каких пропорциях их смешивать, зависит многое или практически всё.
Если форма нужна долгоиграющая, рассчитанная максимум на 1-2 отливки в день, рекомендуем следующий состав: 50-70% пешеланского, остальное скульптурный гипс. Такая форма при аккуратном обращении и правильном хранении может служить годами. Со временем нужно менять резинки, которыми (минимум 2-3) форму фиксируем. Более прочная за счёт меньшей пористости, такая форма для срочных тиражных работ не подходит, а для спокойных и медитативных — в самый раз.

В отдельных случаях можно обойтись только скульптурным гипсом, но это потребует специальных навыков. Гипс в этом случаем затворяем не круто (1:1), а пожиже (1:1,5), чтоб на поверхности рабочего ведра оставалась немного воды. Гипс получается более пористый, требует более тщательного вымешивания, чтоб избежать пузырей. Он схватывается в 2 раза дольше, поэтому такой способ потребует времени и терпения.
Не забудьте перед размешиванием смеси гипсов проткнуть массу венчиком, чтоб убедиться, что весь воздух вышел и в толще не осталось сухих комков. После этого можно большой ложкой или рукой, кто как любит, перемешивать гипсовую смесь.


Всегда начинаем сыпать в воду тот гипс, который дольше схватывается, в нашем случае это Г16, — иначе пузыри гарантированы.
Опыт, как известно, сын ошибок трудных. Но — гипсовая наука стоит того, чтобы её освоить. Когда в один прекрасный момент ты понимаешь, что можешь расформовать любую, даже самую сложную модель, — это по-настоящему круто.
Читайте также: