
Ковка и горячая объемная штамповка реферат
Обновлено: 05.07.2024
Такие операции, как пробивка, осадка, высадка, прошивка, протяжка, охарактеризованные при рассмотрении ковки, используются также и при объемной штамповке. Кроме них она включает в себя следующие технологические операции: Недостатком метода является применение специального инструмента — штампа для изготовления одного конкретного типа поковок: штамп сложнее и дороже, чем универсальный инструмент… Читать ещё >
Объемная штамповка. Технологические процессы в машиностроении ( реферат , курсовая , диплом , контрольная )
Объемная штамповка представляет собой процесс изготовления поковок в штампах, имеющих полость, заполняемую металлом в горячем или холодном состоянии. Возможности объемной штамповки приведены в табл. 9.1.
Технологические возможности объемной штамповки
Достижимая точность размеров, квалитет*.
Шероховатость поверхности, мкм.
Масса поковок, кг.
Возможности образования формы.
По возможности тела вращения.
Главным образом тела вращения.
Порог рентабельности, шт. при массе 1 кг.
Стойкость штампа, шт.
* См. Примеч, к табл. 10.2.
Горячая объемная штамповка
Метод позволяет получать поковки сложной формы (более сложной, чем при ковке) с более высокой точностью и более высокими показателями механических свойств. Ее ведут на кривошипных горячештамповочных прессах и винтовых прессах двойного действия. Эффективно применение многоплунжерных прессов с продольным разъемом инструмента для штамповки поковок типа крестовин, тройников, угольников.
Недостатком метода является применение специального инструмента — штампа для изготовления одного конкретного типа поковок: штамп сложнее и дороже, чем универсальный инструмент. Примеры поковок показаны на рис. 9.75.

Рис. 9.75. Внешний вид поковок:
а — алюминиевая; б — магниевая; в — стальные.
Холодная объемная штамповка
Это один из самых экономичных процессов получения высокоточных и прочных заготовок с благоприятным расположением волокон и очень хорошей поверхностью. Большая экономия металла и сокращение последующей механической обработки делают выгодным изготовление даже небольших партий деталей.
Холодная объемная штамповка по сравнению с горячей имеет ряд преимуществ: нет операций нагрева металла, операций, необходимых для удаления окалины, обезуглероживания поверхностного слоя металла и др. Ее широко применяют для изготовления различных стандартных, нормализованных деталей, например болтов, винтов, заклепок, шариков, роликов, колец подшипников качения, поршневых пальцев и т. д. , а также оригинальных деталей ["https://referat.bookap.info", 12].
Детали, изготовляемые холодной объемной штамповкой, нередко доделывают резанием: подрезают торцы, прорезают узкие пазы, сверлят отверстия малых диаметров и др.
Для проведения процесса используют прессы с механическим и гидравлическим приводом с рабочим усилием 40−150 т. На рис. 9.76 показан гидравлический пресс, имеющий ползун с восемью направляющими поверхностями.

Рис. 9.76. Пресс гидравлический для холодной объемной штамповки.
Детали можно получать прямым и обратным выдавливанием, редуцированием, высадкой и другими процессами. Пример изготовления шарового пальца методом холодной штамповки в четыре перехода показан на рис. 9.77.
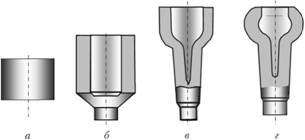
Рис. 9.77. Переходы при штамповке шарового пальца с пустотелой головкой и стержнем:
а — комбинированное выдавливание; б — обжим стержня; в — обжим головки; г — готовая летать.
Технологические операции объемной штамповки
Такие операции, как пробивка, осадка, высадка, прошивка, протяжка, охарактеризованные при рассмотрении ковки, используются также и при объемной штамповке. Кроме них она включает в себя следующие технологические операции:
При производстве металлических изделий широко применяют обработку
металлов давлением как в горячем, так и в холодном состоянии. Основными
способами обработки металлов давлением являются прокатка, волочение,
прессование, ковка и штамповка.
Содержание работы
1. Сущность метода горячей объёмной штамповки. Преимущества и
недостатки ---------------------------------------------------------3
3. Расчёт поковки. Назначение припусков, допусков и кузнечных
напусков ------------------------------------------------------------6
4. Разработка технологии изготовления поковки
4.1 Описание технологического процесса горячей объёмной
штамповки ------------------------------------------------9
4.2 Штамповка на ковочных вальцах---------------------------11
4.3 Устройство и принцип работы деформирующего оборудования и
штамповой оснастки -------------------------------------------------12
5. Дефекты в поковках. Способы их предотвращения и устранения --------13
Заключение-------------------------------------------------------16
Список используемой литературы-------------------------------------17
Содержимое работы - 1 файл
техн.машиностроения.docx
1. Сущность метода горячей объёмной штамповки. Преимущества и
2. Характеристика материала поковки и технические требования к приёмке
3. Расчёт поковки. Назначение припусков, допусков и кузнечных
4. Разработка технологии изготовления поковки
4.1 Описание технологического процесса горячей объёмной
4.2 Штамповка на ковочных вальцах----------------------- ----11
4.3 Устройство и принцип работы деформирующего оборудования и
5. Дефекты в поковках. Способы их предотвращения и устранения --------13
При производстве металлических изделий широко применяют обработку
металлов давлением как в горячем, так и в холодном состоянии. Основными
способами обработки металлов давлением являются прокатка, волочение,
прессование, ковка и штамповка.
Прокатка – один из важнейших способов обработки давлением,
которым обрабатывается 75-80% выплавляемой стали.
Горячая объёмная штамповка поковок осуществляется в штампах.
Штамп состоит из двух разъёмных частей, внутренние полости которых в
собранном виде образуют ручьи. Течение металла при деформации
ограничивается формой и размерами внутренней полости штампа. Получаемые
поковки отличаются высокой точностью размеров, большей сложностью
конфигурации, хорошим качеством поверхности и меньшими допусками.
Следовательно, штамповка обеспечивает значительную экономию металла,
снижает трудоёмкость обработки в кузнечном цехе и при последующей
механической обработке, повышает коэффициент использования металла и
увеличивает производительность оборудования.
Горячую объёмную штамповку широко применяют в автомобильной,
тракторной, транспортной, авиационной и других отраслях промышленности.
1. Сущность метода горячей объёмной штамповки.
Преимущества и недостатки.
Масса слитков составляет от 200 кг до 350т. Наибольшее
распространение имеют слитки массой более 1 т. Для ковки
применяются слитки многогранные (чаще всего шести восьмигранные)
По способу изготовления поковок различают свободную ковку и
горячую объёмную штамповку.
Горячая объёмная штамповка – это вид обработки материалов
давлением, при котором формообразование поковки из нагретой заготовки
осуществляют с помощью специального инструмента – штампа. Течение металла
ограничивается поверхностями плоскостей, изготовленных в отдельных частях
штампа, так что в конечный момент штамповки они образуют единую замкнутую
плоскость (ручей) по конфигурации поковки.
В качестве заготовок для горячей штамповки в подавляющем
большинстве случаев применяют прокат круглого квадратного, прямоугольного
профилей, а также периодический. При этом прутки разрезают на отдельные
заготовки, хотя иногда штампуют и от прутка с последующем отделением
поковки непосредственно на штамповочной машине. Заготовки отрезают от
прутка различными способами: на кривошипных пресс-ножницах, газовой резкой
По сравнению с ковкой штамповка имеет ряд преимуществ. Горячей
объёмной штамповкой можно получать без напусков поковки сложной
конфигурации, которые ковкой изготовить без напусков нельзя, при этом
допуски на штамповочную поковку в 3 – 4 раза меньше, чем на кованную. В
следствии этого значительно сокращается объём последующей механической
обработки, штамповочные поковки обрабатывают только в местах сопряжения с
другими деталями, и эта обработка может сводиться только к шлифованию.
Производительность штамповки значительно выше – составляет десятки
и сотни штамповок в час.
В то же время штамповочный инструмент штамп – дорогостоящий
инструмент и является пригодным только для изготовления какой то одной,
конкретной поковки. В связи с этим штамповка экономически целесообразна
лишь при изготовлении достаточно больших партий одинаковых поковок.
Кроме того, для объёмной штамповке поковок требуется гораздо
больше усилий деформирования, чем для ковки таких же поковок. Поковки
массой в несколько сот килограммов для штамповки считается крупными. В
основном штампуют поковки массой 20 – 30 килограмм. Но благодаря созданию
мощных машин в отдельных случаях штампуют поковки массой до трёх тонн.
Горячей объёмной штамповкой изготовляют заготовки для
ответственных деталей автомобилей, тракторов, сельскохозяйственных машин,
самолётов, железнодорожных вагонов, станков и так далее.
Конфигурация поковок чрезвычайно разнообразна, в зависимости от
неё поковки обычно разделяются на группы. Например, штампованные поковки,
можно разделить на 2 группы: удлинённой формы, характеризующиеся большим
отношением длинны к ширине, и круглые или квадратные в плане.
Наличие большого разнообразия форм и размеров штампованных
поковок, а также сплавов, из которых их штампуют, обуславливает
существование различных способов штамповки.
Так как характер течения металла в процессе штамповки определяется
типом штампа, то этот признак можно признать основным для классификации
способов штамповки. В зависимости от типа штампа выделяют штамповку в
открытых штампах и в закрытых штампах.
Штамповка в открытых штампах характеризуется переменным зазором
между подвижным и неподвижным частями штампа. В этот зазор вытекает
заусенец (облой), который закрывает выход из полости штампа и заставляет
металл целиком заполнить всю полость. В конечный момент формирования
заусенец выжимаются излишки металла, находящийся в плоскости, что позволяет
не предъявлять особо высоких требований к точности заготовок по массе.
Заусенец затем обрезается в специальных штампах. Штамповкой в открытых
штампах получают поковки всех типов.
Штамповка в закрытых штампах характеризуется тем, что полость
штампа в процессе деформирования остаётся закрытой. Зазор между подвижной и
не подвижной частями штампа при этом постоянный и большой, так что
образование заусенца в нём не предусматривается. Устройство таких штампов
зависит от типа машины, на которых штампуют. Закрытый штамп может быть с
одной или двумя взаимно перпендикулярными плоскостями разъёма, то есть
состоять из трёх частей.
При штамповке в закрытых штампах надо строго соблюдать равенство
объёмов заготовки и поковки, иначе при недостатке металла не заполняются
углы полости штампа, а при избытке размер поковки по высоте будет больше
нужного. Значит процесс получения заготовки усложняется, поскольку отрезка
заготовок должна сопровождаться высокой точностью. Существенным
преимуществом штамповки в закрытых штампах является уменьшение расхода
металла, поскольку нет отхода заусениц. Поковки полученные в закрытых
штампах имеют более благоприятную микроструктуру, так как волокна обтекают
контур поковки, а не прорезаются в месте выхода металла заусениц. При
штамповке в закрытых штампах металл деформируется в условиях всестороннего
неравномерного сжатия при больших зажимающих напряжениях, чем в открытых
штампах. Это позволяет получить большие степени деформации и штамповать
К закрытой штамповке можно отнести штамповку выдавливанием и
прошивкой, так как штамп в этих случаях выполняют по типу закрытого и
отхода металла заусениц не предусматривает. Деформирование металла при
горячей штамповке вдавливанием и прошивкой происходит так же, как при
холодном прямом и обратном выдавливании.
2. Характеристика материала заготовки и технические требования.
Введение
Ковка — это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и его сплавы), нагретых до ковочной температуры. Для каждого металла существует своя ковочная температура,зависящая от физических (температура плавления, кристаллизация) и химических (наличия легирующих элементов) свойств.
Ковка является одним из экономичных способов получения заготовок деталей. В массовом и крупносерийном производствах преимущественное применение имеет ковка в штампах, а в мелкосерийном и единичном — свободная ковка.
Штамповка — процесс пластической деформации материала с изменением формыи размеров тела. Существуют два основных вида штамповки — листовая и объёмная. Для процесса штамповки используются прессы — устройства, позволяющие деформировать материалы с помощью механического воздействия. Штамповка выполняется за 1 раз.
Историческая справка
Ковка была одним из основных способов обработки металла:
Человеку давно были известны простейшие кузнечные инструменты дляковки: молот, клещи и наковальня, а также и простейшее нагревательное оборудование — горн.
Первая механизация процессов ковки относится к XVI веку, когда стали применять механические рычажные, вододействующие молоты, приводимые энергией водяного потока.
В Средние века кузнечное дело достигло высокого уровня: вручную отковывались ручное и огнестрельное оружие, инструменты, детали сельскохозяйственных орудий,дверей и сундуков, решетки, светильники, замки, часы и другие изделия всевозможных форм и размеров, часто с тончайшими деталями; кованые изделия украшались насечкой, просечным или рельефным узором, расплющенными в тончайший слой листами сусального золота и бронзовой потали.
В XIX в. ручная художественная ковка была вытеснена штамповкой и литьём, интерес к ней возродился в XX в.
С наступлением эпохиперсональных компьютеров производство сложных и уникальных кованых изделий, как правило, сопровождается компьютерным трёхмерным имитационным моделированием. Эта точная и относительно быстрая технология позволяет накопить все необходимые знания, оборудование и полуфабрикаты для будущего кованого изделия до начала производства.
Процесс
Для изготовления предметов путём ковки берётся отлитая стальная болванка. Её необходимо сперва нагреть. Для этого вблизи.
Горячая объемная штамповка – это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа. Течение металла ограничивается поверхностями полостей (а так же выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единственную замкнутую полость (ручей) по конфигурации поковки.
В качестве заготовок для горячей штамповки в подавляющем большинстве случаев применяют прокат круглого, квадратного, прямоугольного профилей, а так же периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине. Мерные заготовки отрезают от прутка различными способами: на кривошипных пресс-ножницах, механическими пилами, газовой резкой и т.д.
Плюсами горячей объемной штамповки перед ковкой являются: высокая производительность, более высокая точность изготовления детали (допуски на штампованные поковки в 3-4 раза меньше чем на кованную).
Минусами является то, что штамп дорогостоящий инструмент и пригоден для изготовления только одной , конкретной поковки. Кроме того, для объемной горячей штамповки поковок требуются гораздо большие усилия деформирования, чем для ковки таких же поковок. Поковки массой в несколько сот килограммов для штамповки считаются крупными. В основном штампуют поковки массой 20 – 30 кг и только в отдельных случаях – массой до 3 т.
Горячей объемной штамповкой изготовляют заготовки для ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, самолетов, железнодорожных вагонов, станков и т.д.
Способы горячей объемной штамповки
1) Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает заусенец (облой), который закрывает выход из полости штампа и заставляет металл целиком заполнить всю полость. В конечный момент деформирования в заусенец выжимаются излишки металла, находящегося в полости, что позволяет не предъявлять слишком высоких требований к точности по массе. Заусенец затем обрезается в специальных штампах. Штамповкой в открытых штампах получают заготовки всех типов.
2) Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя часть штампа может иметь полость, а верхняя выступ (на прессах), или наоборот (на молотах) Закрытый штамп может иметь не одну, а две, взаимно перпендикулярные плоскости разъема, т.е. состоять из трех частей.
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Следовательно в этом случае процесс получения заготовки усложняется, поскольку отрезка заготовок должна обеспечивать высокую точность.
Существенное преимущество – уменьшение расхода металла, поскольку нет отхода в заусенец.
Поковки, полученные в закрытых штампах Поковки, полученные в закрытых штампах, имеют более благоприятную макроструктуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в заусенец. При штамповке в закрытых штампах металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, чем в открытых штампах. Это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
4. Оборудование для горячей объемной штамповки
Для горячей объемной штамповки применяют молоты, кривошипные горячештамповочные прессы, горизонтально-ковочные машины, гидравлические прессы, винтовые прессы и машины для специализированных процессов штамповки. Процессы штамповки на этих машинах имеют сои особенности, обусловленные устройством и принципом их действия.
Основным видом штамповочных молотов являются паровоздушные штамповочные молоты. Их строят с массой падающих частей 630 – 25000 кг.
На молотах штампуют поковки разнообразных форм преимущественно в многоручьевых открытых штампах. Поскольку ход молота нежесткий, штамп конструируют так, чтобы при последнем ударе его половинки сомкнулись по плоскости соударения. На молоте обычно штампуют за несколько (3-5) ударов. После каждого удара баба молота уходит вверх, и в процессе деформирования наступает перерыв. Это приводит к тому, что нижняя часть заготовки охлаждается более интенсивно, так как постоянно соприкасается с нижней частью штампа. Течение металла так же облегчается благодаря тому, что после каждого удара молота окалина отваливается от поверхности заготовки и сдувается сжатым воздухом из штампа.
У бесшаботных паровоздушных молотов шабот заменен нижней подвижной бабой, соединенной с верхней бабой механической или гидравлической связью. При ударе соударении верхней и нижней баб развивается значительная энергия (до 1 МДж), что позволяет штамповать на тих молотах крупные поковки преимущественно в одноручьевых штампах (ввиду подвижности обоих штампов многоручьевая штамповка на них затруднена).
Кинематическая схема Кривошипного горячештамповочного пресса приведена на рис. 3. Электродвигатель 4 передает движение клиновидным ремням на шкив 3, сидящий на приемном (промежуточном) валу 5, на другом конце которого закреплено малое зубчатое колесо 6. Это колесо находится в зацеплении с большим зубчатым колесом 7, свободно вращающемся на кривошипном валу 9. С помощью пневматической фрикционной муфты 8 зубчатое колесо 7 может быть сцеплено с кривошипным валом 9; тогда последний придет во вращение. Посредством шатуна 10 вращение кривошипного вала преобразуется в возвратно-поступательное движение ползуна 1.
Для остановки вращения кривошипного вала после выключения муфты служит тормоз 2. Стол пресса 11, установленный на наклонной поверхности, может перемещаться клином 12 и тем самым в незначительных пределах регулировать высоту штамповочного пространства. Для облегчения удаления поковки из штампа прессы имеют выталкиватели в столе и ползуне. Выталкиватели срабатывают при ходе ползуна вверх.

Ввиду худшего заполнения полостей при штамповке сложных поковок на прессах применяют большее число ручьев, чем в молотовых штампах. Штампы на прессах не должны смыкаться на величину, равную толщине заусенца, поэтому полость для него делается открытой, в отличие от молотовых штампов.
Определение усилия, требуемого для штамповки на кривошипном горячештамповочном прессе, имеет важно, так как при недостаточном усилии пресса может произойти его поломка. Существуют аналитические экспериментально проверенные формулы для определения усилия штамповки с достаточной степенью точности.
Благодаря наличию выталкивателей в прессах удобно штамповать в закрытых штампах выдавливанием и прошивкой. Кривошипные горячештамповочные прессы строят с усилием 6,3 – 100 МН; такие прессы успешно заменяют штамповочные молоты с массой падающих частей 0,63 – 10т.
Горизонтально ковочные машины имеют штампы, состоящие из трех частей (рис. 4): неподвижной матрицы 3. подвижной матрицы 5 и пуансона 1, размыкающихся в двух взаимно перпендикулярных плоскостях. Приток 4 с нагретым участком на его конце закладывают в неподвижную матрицу 3. Положение конца прутка определяется упором 2. При включении машины подвижная матрица 5 прижимает приток к неподвижной матрице, упор 2 автоматически отходит в сторону, и только после этого, пуансон 1 соприкасается с выступающей частью прутка и деформирует ее. Металл при этом заполняет формующую полость в матрицах, расположенную впереди зажимной части. Формующая полость может находиться не только в матрице, но и совместно в матрице и пуансоне, а так же только в одном пуансоне.
Кинематическая схема горизонтально-штаповочной машины представлена на рис. 5. Главный ползун 7, несущий пуансон, приводится в движение от кривошипного вала 6 с помощью шатуна 5. подвижная щека 1 приводится от бокового ползуна 3 системой рычагов 2; боковой ползун, в свою очередь, - кулачками 4, сидящими на конце кривошипного вала машины. Горизонтально-штамповочные машины способны создавать усилие на главном ползуне до 31,5 МН.
Основные операции при штамповке на горизонтально- ковочных машинах – высадка (рис.4 а, б), прошивка (рис.4 в), и пробивка (рис.4 г).
рис.4
Гидравлические штамповочные прессы по своему устройству принципиально не отличаются от ковочных. Усилие современных гидравлических штамповочных прессов достигает 750 МН.
На гидравлических прессах штампуют поковки типа дисков, коленчатых валов, различного рода рычагов, кронштейнов, сферических днищ, цилиндрических стаканов. Особое значение имеет штамповка на гидравлических прессах крупногабаритных панелей и рам из легких сплавов в самолетостроении. Исходной заготовкой является прокат (в том числе и листовой) и полуфабрикат ковки. Перед закладкой в штамп нагретая заготовка должна быть очищена от окалины.
Штампуют в открытых и закрытых штампах (с одной и двумя плоскостями разъема), как правило, в одном ручье.
Читайте также: