
Инструментальные легированные стали реферат
Обновлено: 02.07.2024
Твердые сплавы - материалы с высокой твердостью, прочностью, режущими и другими свойствами, сохраняющимися при нагреве до высоких температур. Различают литые и спеченные (порошковые) твердые сплавы.
Инструментальные стали предназначены для изготовления режущего и измерительного инструмента, штампов холодного и горячего деформирования, а также ряда деталей точных механизмов и приборов: пружин, подшипников качения, шестерен и др. Часто из таких сталей изготавливают только рабочую (режущую) часть инструмента, а крепежные части выполняют из конструкционных сталей.
Основными потребительскими требованиями к инструментальным сталям являются высокие твердость, износостойкостъ и прочность при высокой (500. 800°С) теплостойкости. Кроме эксплуатационных свойств, для инструментальных сталей большое значение имеют технологические свойства: прокаливаемость, малые объемные изменения при закалке, обрабатываемость давлением, резанием, шлифуемостъ.
Необходимые свойства инструментальным сталям придают карбидные фазы, так как именно их присутствие обуславливает высокие прочностные показатели и твердость (рис. 4).
Рис. 4. Влияние содержания хрома и типа карбидов в хромистых сталях на твердость НВ и износостойкостъ при трении по абразиву. Штриховые линии - сплавы, содержащие 0,4% С; сплошные линии - сплавы, содержащие 1% С; 1 - Fe , C ; 2 - Cr 7 C 3 ; 3 - Cr 23 C 6
Для обеспечения необходимых свойств применяют специальное легирование и термическую обработку. Так обеспечение теплостойкости достигается легированием стали вольфрамом, молибденом, ванадием, а легирование хромом и марганцем повышают ее прокаливаемость.
Термическая обработка инструментальных сталей, как правило, включает закалку и низкий отпуск. В результате такой обработки достигаются твердость стали 60. 65 HRC и предел прочности при изгибе s = 250. 350 МПа. Режимы термической обработки в зависимости от химического состава сталей и требований к их твердости и прочности установлены ГОСТ 5950-73 и ГОСТ 19265-73.
Инструментальные стали классифицируются (ГОСТ 1435-74 и ГОСТ 5950-73) по основному потребительскому свойству на стали высокой твердости, стали повышенной вязкости и теплостойкие стали. Стали высокой твердости и повышенной вязкости используются как нетеплостойкие.
Инструментальные стали высокой твердости по химическому составу могут быть высокоуглеродистыми (0,68. 1,35% С) и низколегированными (Mn, Si, Cr и др.). Структура после термообработки - мартенсит и перлит. Температура эксплуатации для изделий из таких сталей до 190. 225°С; при этом их твердость - 60. 68 HRC.
Инструментальные стали высокой твердости (У10. У13, У10А. У13А, 13Х, ХВСГ, 9ХФ, 7ХГ2ВМ и др.) классифицируются по прокаливаемости на стали небольшой, повышенной и высокой прокаливаемости. Величина прокаливаемости определяет размер изделия. Так инструментальные стали небольшой прокаливаемости используют для изготовления тонкого инструмента диаметром менее 12. 15 мм, а стали высокой прокаливаемости - для массивного инструмента и инструмента сложной формы.
Стали повышенной вязкости по химическому составу - среднеуглеродистые (0,60. 0,74% С), среднелегированные (Mn, Si, Cr и др.). Для изделий из этих сталей Температура эксплуатации, как правило, менее 200°С, а их твердость - 62 HRC. Стали повышенной вязкости (У7, У7А, 7ХФ, 6ХС) используются для изготовления инструментов для обработки древесины (пилы, ножи и др.).
Инструментальные теплостойкие стали по температуре эксплуатации в свою очередь делят на собственно теплостойкие (500. 800°С) и полутеплостойкие (до 500°С). По химическому составу эти стали являются углеродистыми (0,22. 1,65% С), высоколегированными (Мп, Si, Cr, W, Мо и др.).
Теплостойкие стали высокой твердости объединяют в группу так называемых быстрорежущих сталей, маркируемых по ГОСТ 19265-73, буквой Р (режущие). После буквы Р в марке следует цифра, указывающая среднее содержание в процентах вольфрама - главного легирующего элемента этих сталей (буква В - его условное обозначение - пропускается): затем указываются принятыми для обозначения как и в остальных сталях буквами другие легирующие элементы с цифрами, указывающими их содержания в процентах, если это содержание больше 1. 2%. В состав всех быстрорежущих сталей непременно входят углерод (0,8. 1,25%), хром (около 4%) и ванадий (1. 2%), содержание которых в марке не указывается.
Фазовый состав быстрорежущих сталей в отожженном состоянии представлен легированным ферритом и карбидами МбС, МззСб, МС, МзС. Основным карбидом является М6С. Количество карбидной фазы в стали Р18 достигает 25. 30%, а в стали Р6М5 - 22%.
Обработка быстрорежущих сталей включает горячую ковку литых заготовок, отжиг,. закалку и многократный (чаще трехкратный) отпуск. Структура после закалки - мартенсит + карбиды + остаточный аустенит. Отпуск вызывает превращение остаточного аустенита в мартенсит и дисперсионное твердение. Это сопровождается увеличением до % HRC 64 твердости (вторичная твердость) за счет выделения частиц цементита. Для улучшения режущих свойств и повышения износостойкости некоторые виды инструментов подвергают низкотемпературному (540. 570°С) цианированию, в результате которого на поверхности стали образуется тонкий слой высокой твердости (1000. 1100 HV).
Полутеплостойкие (Х12М, 5ХНМ) и теплостойкие (Р12, Р6М5, Р18; Р12ФЗ, Р13Ф4К5, Р9М4К8, Bl 1 M 7 K 23, 4Х5МФС, 4Х5В2ФС, 4Х4ВМФС, 45ХЗВЗМФС, 2Х8В8М2К8) стали используются для изготовления режущих инструментов (например, фрезы, сверла) и штампов, пуансонов. Для инструментальных сталей при температуре эксплуатации до б50°С твердость должна быть 60. 62 HRC , a для штамповых - 45. 52 HRC до 700°С.
Инструментальные стали для измерительного инструмента (плиток, калибров, шаблонов) помимо твердости и износостойкости должны сохранять постоянство размеров и хорошо шлифоваться. Обычно применяют стали У8. У12, X, ХВГ, Х12Ф1. Необходимые требования обеспечивают применением обработки холодом до - 60°С (нередко многократной) и отпуска при 120. 130°С непосредственно после закалки.
Измерительные скобы, шкалы, линейки и другие плоские и длинные инструменты изготовляют из листовых сталей 15, 15Х. Для получения рабочей поверхности с высокой твердостью и износостойкостью инструменты подвергают цементации и закалке.
Элементы, специально вводимые в сталь в определенных концентрациях с целью изменения ее строения и свойств, называются легирующими элементами.
В конструкционных сталях легирование осуществляется с целью улучшения механических свойств (прочности, пластичности). Кроме того меняются физические, химические, эксплуатационные свойства.
Легирующие элементы повышают стоимость стали, поэтому их использование должно быть строго обоснованно.
Сталь, содержащая один или несколько легирующих элементов, вводимых для придания изделию определенных физико-механических свойств, называется легированной. Содержание некоторых элементов, когда они не являются легирующими, не должно превышать: кремния (Si) - 0,5%; марганца (Мп) - 0,8%; хрома (Сг) 0,3%; никеля (Ni) - 0,3%; меди (Си) -0,3%
Элементы, специально вводимые в сталь в определенных концентрациях с целью изменения ее строения и свойств, называются легирующими элементами, а стали - легированными. Легирующие элементы изменяют механические (прочность, пластичность), физические, эксплуатационные и химические свойства стали. В конструкционных сталях, которые мы будем рассматривать далее, легирование осуществляют с целью улучшения механических свойств - прочности, пластичности и т.д. Нужный комплекс свойств достигается не только легированием, но и рациональной термической обработкой, в результате которой получается необходимая структура.
Как правило, легирующие элементы существенно повышают стоимость стали, а некоторые из них к тому же являются дефицитными металлами, поэтому добавление их в сталь должно быть строго обосновано.
Легирующие элементы в стали по-разному взаимодействуют с железом и углеродом. Они образуют с железом как γ-, так и α - твердые растворы различной концентрации, то есть они могут входить в состав аустенита и феррита, упрочняя их. При этом легирующие элементы оказывают различное влияние на устойчивость аустенита: одни расширяют этот интервал (например, никель) и при достаточном содержании делают аустенит устойчивым даже при комнатной температуре. Такие стали называют аустенитными. Другие (например, хром), наоборот уменьшают устойчивость γ-железа и могут совсем устранить аустенитное превращение; при достаточном содержании таких элементов(например более 13% хрома), γ -железа не существует при всех температурах, вплоть до плавления, и сталь остается ферритной. Аустенитные и ферритные стали закалки не принимают, так как они не имеют практически фазовых превращений в твердом состоянии.
По отношению к углероду легирующие элементы разделяются на две группы: ) элементы, образующие с углеродом устойчивые химические соединения - карбиды (хром, марганец, вольфрам, ванадий, титан, молибден) ) элементы, не образующие в стали карбидов и входящие в твердый раствор - феррит (никель, кремний, кобальт, алюминий, медь). Содержание легирующих элементов в сталях может изменяться в очень широких пределах.
Сталь считают легированной хромом или никелем, если содержание этих элементов составляет 1 % или более. При содержании ванадия, молибдена, титана, ниобия и других элементов более 0,1-0,5 % стали считают легированными этими элементами. Сталь является легированной и в том случае, если в ней содержатся только элементы, характерные для углеродистой стали, марганец или кремний, а их количество должно превышать 1 %. Существует несколько классификаций, позволяющих систематизировать стали, что упрощает поиск стали нужной марки с учетом ее свойств. Стали классифицируют по химическому составу, способу выплавки, по структуре в отожженном или нормализованном состоянии, по качеству и по назначению.
.2 Классификация легированной стали
Классификация по структуре в отожженном состоянии.
По структуре в отожженном состоянии стали делят на доэвтектоидные, эвтектоидные, заэвтектоидные и ледебуритные. К ледебуритному классу относятся стали с большим содержанием углерода и карбидообразующих элементов, в результате чего в их структуре имеются первичные карбиды - легированный ледебурит. Ледебуритная сталь, по существу, является хромовым белым чугуном, но хром настолько улучшает его свойства, что он удовлетворительно куется и в производстве заменяет сталь. На рис.1(см.приложение) приведена структурная диаграмма отожженной хромовой стали в зависимости от содержания углерода и хрома. Концентрация легированного эвтектоида для стали с различным содержанием хрома характеризуется линией I, а предельная концентрация углерода в легированной аустените линией II. Доэвтектоидная сталь состоит из легированного перлита и избыточного легированного феррита, заэвтектоидная - из легированного перлита и карбидов, а ледебуритная - из легированных ледебурита, перлита и карбидов. На диаграмме также указана область ферритной стали, полученной при большом содержании хрома и малом содержании углерода.
Классификация стали по структуре в нормальном состоянии.
По структуре после охлаждения на воздухе легированные стали разделяют на три основных класса: перлитный, мартенситный и аустенитный. Ранее было отмечено, что легирующие элементы увеличивают устойчивость аустенита в перлитной области и понижают температуру мартенситного превращения. Поэтому при одинаковой скорости охлаждения до комнатных температур при разном содержании легирующих элементов и углерода получаются различные структуры. При меньшем содержании никеля и углерода мартенситная точка на диаграмме выше, так как мартенситное превращение проходит при более высокой температуре; охлажденная на воздухе до комнатной температуры сталь принимает структуру мартенсита. При небольшом содержании никеля и углерода скорость охлаждения на воздухе оказывается меньше критической скорости закалки и сталь, охлажденная на воздухе до комнатной температуры, имеет структуру троостита, сорбита и перлита. Заштрихованные участки диаграммы указывают состав стали, занимающий положение промежуточных классов: перлитно-мартенситного и мартенситно-аустенитного.
.3 Маркировка легированной стали
Для обозначения легирующих элементов приняты следующие буквы: Х- хром, Н - никель, Г - марганец, С - кремний, В - вольфрам, М -молибден, Ф - ванадий, К -кобальт, Т - титан, Ю - алюминий, Д - медь, П - фосфор, Р - бор, Б - ниобий, А -азот, Е - селен, Ц - цирконий. Марка стали обозначается сочетанием букв и цифр. Для конструкционных марок стали первые две цифры показывают среднее содержание углерода в сотых долях процента, буквы - наличие соответствующих элементов, а цифры, следующие за буквами, - процентное содержание этих компонентов в стали. Если после какой-то буквы отсутствует цифра, то это значит, что сталь содержит данный элемент в количестве до 1,5 %., например, марка 35Х обозначает хромовую сталь, содержащую около 0,35% С и до 1,5 % Сr, марка 45Г2 обозначает марганцевую сталь, содержащую около 0,45%С и около 0,3%С, до 1,5% Сr и около 3%Ni и т.д. Нестандартные стали обозначают различным образом. Наиболее часто встречается обозначение буквами ЭИ и ЭП и номером. Такая маркировка показывает, что сталь выплавлена на заводе "Электросталь" (буква Э), сталь исследовательская (буква И) или пробная (буква П). Состав таких сталей приведен в справочниках (Ш - шарикоподшипниковая, Б - быстрорежущая, Е - магнитотвердая). Для обозначения высококачественной легированной стали в конце маркировки добавляют букву А, например, 30ХГСА, для обозначения особо высококачественной стали - букву Ш (через дефис), например30ХГС-Ш. Качественная легированная сталь содержит серы более 0,035%, высококачественная - не более 0, 025%, особо высококачественная - не более 0,015%. Для стали инструментальной легированной порядок маркировки по легирующим компонентам тот же, что и для конструкционной, но количество углерода указывается первой цифрой в десятых. Если цифра отсутствует, то сталь содержит около или более 1% углерода.
Дефекты легированных сталей
Кроме дефектов, характерных для углеродистых сталей, в легированных сталях проявляются и специфические дефекты: дендритная ликвация, флокены и отпускная хрупкость II рода.
Дендритная ликвация. Наличие легирующих элементов увеличивает температурный интервал кристаллизации. Кроме того, диффузионные процессы в легированных сталях протекают медленно. В результате увеличивается склонность таких сталей к дендритной ликвации и полосчатости в структуре. Устраняется дендритная ликвация диффузионным отжигом.
Флокены. Как уже отмечалось, газы оказывают различное влияние газов на свойства сталей, указывалось на их нежелательное присутствие, так как свойства сталей ухудшаются, например, возникает один из дефектов легированных сталей-флокены (трещины, которые можно выявить при макротравлении).
На изломах флокены имеют вид блестящих круглых или овальных пятен, являющихся поверхностью трещин. Установлено, что флокены образуются при быстром охлаждении металла от 200 °С после ковки или прокатки вследствие присутствия в металле водорода, растворившегося в жидком металле при плавке. Выделяясь в деформированной стали из твердого раствора, он вызывает сильные внутренние напряжения, приводящие к образованию флокенов. Флокены чаще образуются в конструкционных сталях, содержащих хром и никель. Для предупреждения их образования после горячей пластической деформации металл в области 250-200 °С охлаждают медленно или подвергают выдержке при этих температурах. Это дает возможность водороду удалиться из стали.
1.5 Структура легированных сталей в нормализованном состоянии
Легированные стали в зависимости от структуры, получаемой после нагрева до 900°С и охлаждения на воздухе (т.е. после нормализации), подразделяются на пять классов; .
По мере увеличения содержания легирующих элементов устойчивость аустенита в интервале температур перлитного превращения возрастает, а температурная область мартенситного превращения понижается.
Это схематично отражено на диаграмме распада аустенита (рис.1)

Рис.1. Диаграмма изотермического распада аустенита для сталей трёх классов (схема).
В зависимости от содержания легирующих элементов и углерода при заданной скорости охлаждения (на воздухе) можно получить разную структуру. Стали перлитного класса характеризуются небольшим содержанием легирующих элементов (менее 5. 7%). Для них, как и для углеродистых сталей, кривая скорости охлаждения при нормализации будет пересекать С-кривые перлитного распада.
Следовательно, будут получаться структуры перлитного типа: перлит, сорбит, тростит. Стали мартенситного класса содержат большее количество легирующих элементов (обычно 7. 15 %). В присутствии никеля, даже при общем количестве легирующих элементов около 5 %, сталь может относиться к мартенситному классу.
Содержание углерода в сталях мартенситного класса обычно не превышает 055 %, Область перлитного распада в этих сталях сдвинута вправо, поэтому охлаждение на воздухе приводит к переохлаждению аустенита до температур мартенситного превращения, где и происходит образование мартенсита.
Стали аустенитного класса содержат более 15 % легирующих элементов, в том числе не менее 8 % никеля или около 13 % марганца. В большинстве этих сталей содержание углерода не превышает 0,2 %. Легирующие элементы (особенно никель), растворяясь в аустените, очень сильно повышают его устойчивость.
При этом не только сдвигается вправо область перлитного распада, но и точка начала мартенситного превращения снижается в область отрицательных температур. В результате сталь, охлажденная на воздухе до комнатной температуры, сохраняет аустенитную структуру. Стали ферритного класса содержат от 17 до 30 % хрома или не менее 2,5% кремния. Это малоуглеродистые стали, в которых процент углерода не превышает 0,2. Растворяясь в феррите, хром очень сильно повышает его устойчивость. Такие стали практически не имеют фазовых превращений при нагреве вплоть до плавления, то есть сохраняют ферритную структуру во всех интервалах температур. К сталям карбидного (ледебуритного) класса относятся высокоуглеродистые (более 0,7 % С), легированные большим количеством карбидообразующих элементов, преимущественно вольфрамом, ванадием, молибденом, хромом. Легирующие элементы образуют с углеродом большое количество специальных карбидов. Уже в процессе кристаллизации стали образуются карбиды, входящие в состав эвтектики, напоминающей ледебурит. При охлаждении на в сталях карбидного класса, подобно сталям мартенситного класса, основа структуры получается мартенситной.
Микроструктура сталей различных классов в нормализованном состоянии показана на рис.2.
Риc. 2. Микроструктуры сталей различных классов в нормализованном состоянии, увеличение 100: а) перлит и феррит;
б) мартенсит игольчатый;
д) бесструктурный мартенсит и карбиды.
Рассмотренная классификация легированных сталей условна и относится к случаю охлаждения на воздухе образцов небольших сечений. Меняя условия охлаждения можно в одной и той же стали получать различные структуры и свойства.
6 Свойства и применение легированных сталей
По назначению легированные стали разделяются на конструкционные, инструментальные и стали с особыми свойствами. Стали перлитного класса с различным содержанием углерода нашли широкое применение как конструкционные материалы для изготовления различных конструкций и деталей машин. Для изготовления конструкций применяют преимущественно низколегированные стали с невысоким содержанием углерода, что обеспечивает им хорошую свариваемость. Детали из улучшаемых сталей подвергают закалке в масле и высокому отпуску. Такая термообработка называется улучшением.
Закалка даёт мартенситную структуру. Мартенсит при высоком отпуске распадается на сорбит, сочетающий достаточную прочность с повышенной вязкостью. Такие детали хорошо работают в условиях динамических нагрузок. Стали, легированные кремнием, марганцем и некоторыми другими элементами и содержащие 0,5. 0,65 %С, используются для изготовления пружин и рессор. Они подвергаются закалке и среднему отпуску на тростит, который обеспечивает хорошую упругость и прочность. К перлитному классу принадлежат и шарикоподшипниковые стали. Это высокоуглеродистые стали, легированные небольшим количеством хрома (не более 1,5 %). Закалка и низкий отпуск обеспечивают им мартенситную структуру, прочность и износостойкость.
Легированные стали широко применяют в тракторном и сельскохозяйственном машиностроении, в автомобильной промышленности, тяжелом и транспортном машиностроении в меньшей степени в станкостроении, инструментальной и других видах промышленности. Это стали применяют для тяжело нагруженных металлоконструкций.
Стали, в которых суммарное количество содержание легирующих элементов не превышает 2.5%, относятся к низколегированным, содержащие 2.5-10% - к легированным, и более 10% к высоколегированным (содержание железа более 45%). Наиболее широкое применение в строительстве получили низколегированные стали, а в машиностроении - легированные стали. Легирующие элементы могут растворяться в феррите, аустените., цементите, образовывать специальные карбиды (карбиды легирующих элементов в отличии от карбида железа) или интерметаллидные соединения с железом и между собой, например, FeCr, FeV и т.д.
Растворяясь в аустените или феррите, легирующие элементы упрочняют эти фазы, делают их более устойчивыми против распада при нагреве и охлаждении, изменяя температуры фазовых превращений и структуру сталей.
Легированная сталь обладает ценнейшими свойствами, которых нет у углеродистой стали, и не имеет ее недостатков. Применение легированной стали повышает долговечность изделий, экономит металл, увеличивает производительность, упрощает проектирование и потому в прогрессивной технике приобретает решающее значение.
Достоинства легированных сталей: . особенности обнаруживаются в термически обработанном состоянии, поэтому изготовляются детали, подвергаемые термической обработке; . улучшенные легированные стали обнаруживают более высокие показатели сопротивления пластическим деформациям; . легирующие элементы стабилизируют аустенит, поэтому прокаливаемость легированных сталей выше; . возможно использование более "мягких" охладителей (снижается брак по закалочным трещинам и короблению), так как тормозится распад аустенита; . повышаются запас вязкости и сопротивление хладоломкости, что приводит к повышению надежности деталей машин.
1. История развития обработки металлов.
2. Инструментальные стали.
3. Инструментальные низколегированные стали.
4. Быстрорежущие стали.
5. Перспективные способы получения быстрорежущих сталей.
6. Список литературы.
Работа содержит 1 файл
Документ Microsoft Word (2).doc
1. История развития обработки металлов.
2. Инструментальные стали.
3. Инструментальные низколегированные стали.
4. Быстрорежущие стали.
5. Перспективные способы получения быстрорежущих сталей.
6. Список литературы.
История развития обработки металлов.
История развития обработки металлов показывает, что одним из эффективных путей повышения производительности труда в машиностроении является применение новых инструментальных материалов. Например, применение быстрорежущей стали вместо углеродистой инструментальной, позволило увеличить скорость резания в 2. 3 раза. Это потребовало существенно усовершенствовать конструкцию металлорежущих станков, прежде всего увеличить их быстроходность и мощность. Аналогичное явление наблюдалось также при использовании в качестве инструментального материала твердых сплавов.
Инструментальный материал должен иметь высокую твердость, чтобы в течение длительного времени срезать стружку. Значительное превышение твердости инструментального материала по сравнению с твердостью обрабатываемой заготовки должно сохраняться и при нагреве инструмента в процессе резания. Способность материала инструмента сохранять свою твердость при высокой температуре нагрева определяет его красностойкость (теплостойкость). Режущая часть инструмента должна обладать большой износостойкостью в условиях высоких давлений и температур.
Важным требованием является также достаточно высокая прочность инструментального материала, так как при недостаточной прочности происходит выкрашивание режущих кромок либо поломка инструмента, особенно при их небольших размерах.
Инструментальные материалы должны обладать хорошими технологическими свойствами, т.е. легко обрабатываться в процессе изготовления инструмента и его переточек, а также быть сравнительно дешевыми.
В настоящее время для изготовления режущих элементов инструментов применяются инструментальные стали (углеродистые, легированные и быстрорежущие), твердые сплавы, минералокерамические материалы, алмазы и другие сверхтвердые и абразивные материалы.
Инструментальные стали.
Инструментальная углеродистая сталь — сталь с содержанием углерода от 0,7 % и выше. Эта сталь отличается высокой твёрдостью и прочностью (после окончательной термообработки) и применяется для изготовления инструмента. Инструментальная углеродистая сталь делится на качественную и высококачественную. Содержание серы и фосфора в качественной инструментальной стали — 0,03 % и 0,035 %, в высококачественной — 0,02 % и 0,03 % соответственно.
Инструментальные стали относятся к качественным сталям и в свою очередь разделяются на подкатегории в зависимости от свойств и характеристик им присущих.
Инструментальная сталь марки У7 и У7А. Данный вид стали имеет конкретное предназначение. Из этой стали изготавливают инструменты для обработки древесины, слесарные инструменты, также плоскогубцы, разного рода молотки и кувалды, отвертки и тому подобное.
2.Плоскогубцы
Инструментальная сталь марки У8, У8а, У9 используется для клапанов, небольших деталей, включая элементы часов, для инструмента, при работе которого не происходит нагревания, и опять же для обработки дерева.
Инструментальная сталь марки У10А, У12А предназначается в основном для изготовления сердечников. У10А находит свое применение в игольной проволоке, также инструментальная сталь этой марки используется для инструментов, где режущая кромка не подвергается термическому воздействию. Различного вида пил и напильников.
Инструментальная сталь марки У13, У13А для производства, медицинских хирургических скальпелей, лезвий для бритв.
Режущие инструменты, изготовленные из углеродистых инструментальных сталей У10А, У11А, У12А, У13А, обладают достаточной твердостью, прочностью и износостойкостью при комнатной температуре, однако теплостойкость их невелика. При температуре 200-250 "С их твердость резко уменьшается. Поэтому они применяются для изготовления ручных и машинных инструментов, предназначенных для обработки мягких металлов с низкими скоростями резания, таких, как напильники, мелкие сверла, развертки, метчики, плашки и др. Углеродистые инструментальные стали имеют низкую твердость в состоянии поставки, что обеспечивает их хорошую обрабатываемость резанием и давлением. Однако они требуют применения при закалке резких закалочных сред, что усиливает коробление инструментов и опасность образования трещин.
Инструменты из углеродистых инструментальных сталей плохо шлифуются из-за сильного нагревания, отпуска и потери твердости режущих кромок. Из-за больших деформаций при термической обработке и плохой шлифуемости углеродистые инструментальные стали не используются при изготовлении фасонных инструментов, подлежащих шлифованию по профилю.
Инструментальные низколегированные стали.
С целью улучшения свойств углеродистых инструментальных сталей были разработаны низколегированные стали. Они обладают большей прокаливаемостью и закаливаемостью, меньшей чувствительностью к перегреву, чем углеродистые стали, и в то же время хорошо обрабатываются резанием и давлением. Применение низколегированных сталей уменьшает количество бракованных инструментов.
Инструментальные стали меняют свойства при легировании различными химическими элементами, например инструментальная сталь 5хнв - используется только для молотовых штампов, где масса падающих частей не превышает отметки в 3000 килограммов, а буквы 5хнв в свою очередь обозначают - легирование хромом и легирование вольфрамом. Изготавливают из стали 5хнв круги, трубы, листы и другие изделия.
Штампы молотовые для объемной штамповки Штампы вырубные, молотовые
По теплостойкости легированные инструментальные стали незначительно превосходят углеродистые. Они сохраняют высокую твердость при нагреве до 200-260°С и поэтому непригодны для резания с повышенной скоростью, а также для обработки твердых материалов.
Низколегированные инструментальные стали подразделяются на стали неглубокой и глубокой прокаливаемости. Для изготовления режущих инструментов используются стали 11ХФ, 13Х, ХВ4, В2Ф неглубокой прокаливаемости и стали X, 9ХС, ХВГ, ХВСГ глубокой прокаливаемости.
Стали неглубокой прокаливаемости, легированные хромом (0,2-0,7%), ванадием (0,15-0,3%) и вольфрамом (0,5-0,8%) используются при изготовлении инструментов типа ленточных пил и ножовочных полотен. Некоторые из них имеют более специализированное применение. Например, сталь ХВ4 рекомендуется для изготовления инструментов, предназначенных для обработки материалов, имеющих высокую поверхностную твердость, при относительно небольших скоростях резания.
Плашки, метчики, фрезы, сверла
Вместе с тем сталь 9ХС имеет повышенную твердость в отожженном состоянии, высокую чувствительность к обезуглероживанию при нагреве.
Содержащие марганец стали ХВГ, ХВСГ мало деформируются при термической обработке. Это позволяет рекомендовать сталь для изготовления инструмента типа протяжек, длинных метчиков, к которым предъявляются жесткие требования относительно стабильности размеров при термической обработке. Сталь ХВГ имеет повышенную карбидную неоднородность, особенно при сечениях, больших 30. 40 мм, что усиливает выкрашивание режущих кромок и не позволяет рекомендовать ее для инструментов, работающих в тяжелых условиях.
Быстрорежущие стали.
В настоящее время для изготовления металлорежущих инструментов применяются, быстрорежущие стали. В зависимости от назначения их можно разделить на две группы:
1) стали нормальной производительности;
2) стали повышенной производительности.
К сталям первой группы относятся Р18, Р12, Р9, Р6МЗ, Р6М5, к сталям второй группы – Р6М5ФЗ, Р12ФЗ, Р18Ф2К5, Р10Ф5К5, Р9К5, Р9К10, Р9МЧК8, Р6М5К5 и др.
В обозначении марок буква Р указывает, что сталь относится к группе быстрорежущих. Цифра, следующая за ней, показывает среднее содержание вольфрама в процентах. Среднее содержание ванадия в стали в процентах обозначается цифрой, проставляемой за буквой Ф, кобальта -цифрой, следующей за буквой К.
Высокие режущие свойства быстрорежущей стали обеспечиваются за счет легирования сильными карбидообразующими элементами: вольфрамом, молибденом, ванадием и некарбидообразующим кобальтом. Содержание хрома во всех быстрорежущих сталях составляет 3,0-4,5 % и в обозначении марок не указывается. Практически во всех марках быстрорежущих сталей допускается содержание серы и фосфора не более 0,3%, никеля не более 0,4%. Существенным недостатком этих сталей является значительная карбидная неоднородность, особенно в прутках большого сечения.
С увеличением карбидной неоднородности прочность стали, снижается, при работе выкрашиваются режущие кромки инструмента, и снижается его стойкость.
Карбидная неоднородность выражена сильнее в сталях с повышенным содержанием вольфрама, ванадия, кобальта. В сталях с молибденом карбидная неоднородность проявляется в меньшей степени.
Быстрорежущая сталь Р18, содержащая 18% вольфрама, долгое время была наиболее распространенной. Инструменты, изготовленные из этой стали, после термической обработки имеют твердость 63-66 HRСЭ, красностойкость 600 °С и достаточно высокую прочность. Сталь Р18 сравнительно хорошо шлифуется.
Большое количество избыточной карбидной фазы делает сталь Р18 более мелкозернистой, менее чувствительной к перегреву при закалке, более износостойкой.
Ввиду высокого содержания вольфрама сталь Р18 целесообразно использовать только для изготовления инструментов высокой точности, когда стали других марок нецелесообразно применять из- за прижогов режущей части при шлифовании и заточке.
Инструмент для токарных работ высокой точности
Сталь Р9 по красностойкости и режущим свойствам почти не уступает стали Р18. Недостатком стали Р9 является пониженная шлифуемость, вызываемая сравнительно высоким содержанием ванадия и присутствием в структуре очень твердых карбидов. Вместе с тем сталь Р9, по сравнению со сталью Р18, имеет более равномерное распределение карбидов, несколько большую прочность и пластичность, что облегчает ее деформируемость в горячем состоянии. Она пригодна для инструментов, получаемых различными методами пластической деформации. Из-за пониженной шлифуемости сталь Р9 применяют в ограниченных пределах.
Сталь Р12 равноценна, по режущим свойствам стали Р18. По сравнению со сталью Р18 сталь Р12 имеет меньшую карбидную неоднородность, повышенную пластичность и пригодна для инструментов, изготовляемых методом пластической деформации. По сравнению со сталью Р9 сталь Р12 лучше шлифуется, что объясняется более удачным сочетанием легирующих элементов.
Стали марок Р18М, Р9М отличаются от сталей Р18 и Р9 тем, что они в своем составе вместо вольфрама содержат до 0,6-1,0 %'молибдена (из расчета, что 1 % молибдена заменяет 2 % вольфрама). Эти стали имеют равномерно распределенные карбиды, но более склонны к обезуглероживанию. Поэтому закалку инструментов из сталей необходимо проводить в защитной атмосфере. Однако по основным свойствам стали Р18М и Р9М. не отличаются от сталей Р18 и Р9 и имеют ту же область применения.

Легированные стали предназначены для изготовления режущего и измерительного инструмента и имеют, по сравнению с углеродистыми инструментальными сталями, большую прокаливаемость, износостойкость и теплостойкость.
Стали для измерительных инструментов
Измерительные инструменты (плитки, калибры, шаблоны) должны сохранять свою форму и размеры в течение продолжительного времени. В них не должны совершаться самопроизвольные структурные превращения, вызывающие изменение размеров инструмента в процессе эксплуатации.
Коэффициент линейного расширения должен быть минимальным. Этими свойствами обладают стали с мартенситной структурой. Для изготовления измерительных инструментов используют стали марок Х, Х9, ХГ, Х12Ф1. Закалка проводится при температурах 850…870 0 С в масле. Для устранения остаточного аустенита после закалки проводится обработка холодом при минус 70 0 С, а затем низкий отпуск при 120…140 0 С. Твердость после термообработки составляет 63…64 НRС.
Стали для режущих инструментов
Основными требованиями к режущему инструменту являются следующие:
- длительное время сохранять высокую твердость и износостойкость режущей кромки в условиях трения;
- иметь высокую теплостойкость (красностойкость), т.е. способность сохранять высокую твердость и режущую способность при продолжительном нагреве (устойчивость против отпуска при нагреве инструмента в процессе работы).
Режущий инструмент изготовляют из сталей, имеющих пониженную или повышенную прокаливаемость, или из быстрорежущих сталей.
К сталям пониженной прокаливаемости относятся углеродистые стали У7…У13, рассмотренные раньше.
К сталям повышенной прокаливаемости относятся легированные стали, содержащие до 5 % легирующих элементов, марок 9ХС, ХВСГ, 9Х5С.
Подобно углеродистым сталям они обладают низкой теплостойкостью – до 300 0 С, но более высокой прокаливаемостью. Из них изготовляют инструменты для резания материалов невысокой прочности с небольшой скоростью: ручные сверла, развертки, плашки и др.
Закалку проводят с температуры 800…860 0 С в масле, отпуск при 150…200 0 С. Твердость составляет 61…66 НRС.
Быстрорежущие стали
К ним относятся высоколегированные стали, предназначенные для изготовления инструментов высокой производительности. Основное свойство этих сталей — высокая теплостойкость (красностойкость), т.е. сохранение мартенситной структуры и высокой твердости, прочности, износостойкости при повышенных температурах, возникающих в режущей кромке при резании с большой скоростью.
Теплостойкость обеспечивается введением большого количества вольфрама совместно с другими элементами: молибденом, хромом, ванадием.
Вольфрам и молибден в присутствии хрома связывают углерод в специальные труднокоагулируемые при отпуске карбиды типа М6С, МС и задерживают распад мартенсита. Выделение дисперсных карбидов, которое происходит при повышенных температурах отпуска (500…600 0 С), вызывает дисперсионное твердение мартенсита. При отпуске ванадий, выделяясь в виде карбидов, усиливает дисперсионное твердение.
Увеличению теплостойкости способствует также кобальт. Он не образует карбидов, но, повышая энергию межатомных сил связи, затрудняет коагуляцию карбидов и увеличивает их дисперсность.
За счет комплексного легирования инструменты из быстрорежущей стали сохраняют высокую твердость до 640 0 С и допускают в 2…4 раза более производительные режимы резания, чем инструменты из углеродистых и низколегированных сталей.
Быстрорежущие стали обозначаются буквой Р (“рапид” — скорость), после которой ставится цифра, показывающая содержание вольфрама в процентах. Далее указываются легирующие элементы и их содержание в %.
Быстрорежущие стали по эксплуатационным свойствам делятся на две группы:
- нормальной производительности;
- повышенной производительности.
К 1-й группе относятся стали марок Р9, Р18, Р12, Р9Ф5, Р6М3, Р6М5.
Они сохраняют твердость не ниже 58 НRС до температуры 620 0 С, лучше обрабатываются давлением, резанием, имеют высокую прочность и вязкость.
Ко 2-й группе относятся стали, содержащие кобальт и повышенное количество ванадия: Р6М5К5, Р9М4К8, Р9К5, Р9К10, Р10К5Ф5, Р18К5Ф2. Они превосходят стали 1 группы по теплостойкости (630…640 0 С), твердости (НRС ³ 64) и износостойкости, но уступают по прочности и пластичности. Эту группу сталей применяют для обработки высокопрочных сталей, коррозионно-стойких и жаропрочных сталей с аустенитной структурой, других труднообрабатываемых материалов.
Быстрорежущие стали относятся к карбидному (ледебуридному) классу. В структуре литой стали присутствует сложная эвтектика, напоминающая ледебурит и располагающаяся по границам зерен.
Для придания стали теплостойкости инструмент подвергают закалке и многократному отпуску (рисунок 51).
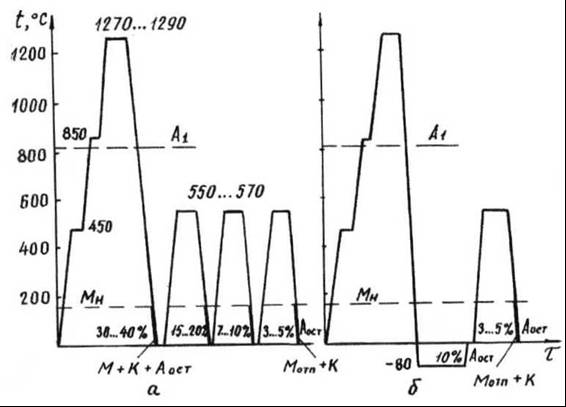
Температура закалки стали Р18 — 1220…1290 0 С, Р6М5 — 1210…1230 0 С. Высокие температуры необходимы для более полного растворения вторичных карбидов и получения высоколегированного аустенита.
Из-за низкой теплопроводности стали при закалке нагревают медленно с прогревами при 450 и 850 0 С. Для уменьшения окисления и обезуглероживания нагрев производится в соляных ваннах (чаще ВаСl2).
Выдержка при температуре закалки должна обеспечить растворение в аустените части карбидов в пределах возможной их растворимости. Для получения более высокой твердости стали Р6М5 (63 НRС) и теплостойкости (59 НRС при 620 0 С) выдержку при нагреве под закалку увеличивают на 25 %.
Для уменьшения деформации инструментов применяют ступенчатую закалку в расплавленных солях температурой 400…500 0 С. Охлаждение ведется в масле (мелкие детали можно охлаждать на воздухе).
После закалки не достигается максимальная твердость сталей 6HRC, т. к. в структуре, кроме мартенсита и первичных карбидов, содержится 30…40 % остаточного аустенита (Мк ниже 0 0 С). Он снижает механические свойства стали, ухудшает шлифуемость и стабильность размеров инструмента. Остаточный аустенит превращается в мартенсит при отпуске или обработке холодом.
Отпуск проводят при температуре 550…570 0 С. В процессе выдержки при отпуске из М и Аост выделяются дисперсные карбиды М6С, МС. Аустенит обедняется углеродом и легирующими элементами, становится менее устойчивым и при охлаждении ниже Мн испытывает мартенситное превращение. Применяют двух, трех кратный отпуск с выдержкой по 1 ч и охлаждением на воздухе. При этом Аост снижается до 3…5 %. Обработка холодом сокращает цикл термической обработки. Структура — мартенсит отпуска и карбиды; твердость составляет 65 HRC.
Читайте также: