
Горячая объемная штамповка реферат
Обновлено: 30.06.2024
Функция "чтения" служит для ознакомления с работой. Разметка, таблицы и картинки документа могут отображаться неверно или не в полном объёме!
БЕЛОРУССКИЙ ГОСУДРАСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ Кафедра ЭТТ РЕФЕРАТ
Горячая объемная штамповка Горячая объемная штамповка – способ обработки металлов давлением, при котором изделию придается необходимая форма при помощи специального инструмента – штампа.
Образуемая в результате объемной штамповки деталь называемая поковкой.
При объемной штамповке металл деформируется одновременно по всему объему, а течение его происходит в полости штампа, очертания и размеры которой соответствуют будущей детали.
По сравнению с ковкой штамповка имеет ряд преимуществ.
1. Имеет более высокую производительность;
2. Обеспечивает меньший расход материала;
3. За счет более высокой точности позволяет значительно сократить объем последующей обработки резанием.
1. Для объемной штамповки паковок требуется гораздо большее усилие деформирования;
2. Штамп дорогостоящий инструмент и пригоден только для изготовления одной, конкретной паковки.
Поэтом горячая объемная штамповка экономически целесообразно применению в крупносерийном и массовом производстве при изготовлении паковок от нескольких грамм до 20 килограмм.
Штампы – это массивные стальные формы, состоящие из двух частей в которых имеются полости. Эти полости называются ручьями. Верхняя часть штампа закрепляется на подвижной части кузнечной машины, нижняя – на неподвижной. При смыкании обеих частей штампов образуется ручей, формы и размеры которого соответствуют изготавливаемому изделию. В зависимости от степени сложности изделия используют штампы одноручьевые или многоручьевые. Штамповка паковок сложной конфигурации производится в многоручьевых штампах, ручьи которого подразделяются на заготовительные и штамповочные (чистовые и черновые).
В заготовительных ручьях происходит предварительное, а в штамповочных – окончательная форма изменения заготовки.
Различают штамповку в открытых и закрытых штампах.
При штамповке в открытых штампах в плоскости их разъема часть металла вытекает в облойную щель – получается заусенец (облой), что служит гарантией полного заполнения полости металлом.
Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой. Образование заусенца в нем не предусмотрено.
После штамповки изделий производят ряд завершающих операции: обрезку облоя, прошивку отверстий, правку, термическую обработку (отжиг или нормализацию), очитку от окалины, контроль качества паковок. Давильная обработка В последнее время этот метод получается значительное распространение для изготовления деталей в различных отраслях промышленности.
Заготовка, имеющая форму круга, прижимается упором к вращающейся форме.
Давильни перемещается параллельно оси вращения формы и постепенно деформирует металл заготовки, прижимая его к форме. В зависимости от давления толщина стенок детали может быть равной или меньше толщины заготовки.
Этим методом можно изготавливать изделия, получаемые вытяжкой при штамповке, но только полые тела
Горячая объемная штамповка – способ обработки металлов давлением, при котором изделию придается необходимая форма при помощи специального инструмента – штампа.
Образуемая в результате объемной штамповки деталь называемая поковкой.
При объемной штамповке металл деформируется одновременно по всему объему, а течение его происходит в полости штампа, очертания и размеры которой соответствуют будущей детали.
По сравнению с ковкой штамповка имеет ряд преимуществ.
1. Имеет более высокую производительность;
2. Обеспечивает меньший расход материала;
3. За счет более высокой точности позволяет значительно сократить объем последующей обработки резанием.
1. Для объемной штамповки паковок требуется гораздо большее усилие деформирования;
2. Штамп дорогостоящий инструмент и пригоден только для изготовления одной, конкретной паковки.
Поэтом горячая объемная штамповка экономически целесообразно применению в крупносерийном и массовом производстве при изготовлении паковок от нескольких грамм до 20 килограмм.
Штампы – это массивные стальные формы, состоящие из двух частей в которых имеются полости. Эти полости называются ручьями. Верхняя часть штампа закрепляется на подвижной части кузнечной машины, нижняя – на неподвижной. При смыкании обеих частей штампов образуется ручей, формы и размеры которого соответствуют изготавливаемому изделию. В зависимости от степени сложности изделия используют штампы одноручьевые или многоручьевые. Штамповка паковок сложной конфигурации производится в многоручьевых штампах, ручьи которого подразделяются на заготовительные и штамповочные (чистовые и черновые).
В заготовительных ручьях происходит предварительное, а в штамповочных – окончательная форма изменения заготовки.
Различают штамповку в открытых и закрытых штампах.
При штамповке в открытых штампах в плоскости их разъема часть металла вытекает в облойную щель – получается заусенец (облой), что служит гарантией полного заполнения полости металлом.
Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой. Образование заусенца в нем не предусмотрено.
После штамповки изделий производят ряд завершающих операции: обрезку облоя, прошивку отверстий, правку, термическую обработку (отжиг или нормализацию), очитку от окалины, контроль качества паковок.
Давильная обработка
В последнее время этот метод получается значительное распространение для изготовления деталей в различных отраслях промышленности.
Заготовка, имеющая форму круга, прижимается упором к вращающейся форме.
Давильни перемещается параллельно оси вращения формы и постепенно деформирует металл заготовки, прижимая его к форме. В зависимости от давления толщина стенок детали может быть равной или меньше толщины заготовки.
Этим методом можно изготавливать изделия, получаемые вытяжкой при штамповке, но только полые тела вращения. Давильные работы устраняют необходимость изготовления штампов. Форма часто изготавливается из дерева, и поэтому в ряде случаев давильные работы более экономичные, чем вытяжка при листовой штамповке.
Производство гнутых профилей
При изготовлении горячей прокаткой фасонных профилей невозможно получить стенки толщиной менее 2-3 мм. В то же время по требуемой прочности в конструкциях такая толщина нередко завышена. Фасонные тонкостенные профили, легкие, жесткие, сложной конфигурации и большой длины можно получать методом профилирования листового материала в холодном состоянии.
Процесс профилирования прокаткой на профилегибочных станках заключается в постепенном изменении формы сечения плоской заготовки до требуемого профиля при последовательном прохождении полосы или ленты через несколько пар вращающихся фигурных роликов. Обычно таких пар от 6 до 20 и более. При данном методе площадь поперечного и толщина исходной или ленты практически не изменяется. Происходит только их последовательная гибка в поперечном сечении.

Рис. 1. Примеры гнутых профилей
Заготовка при изготовлении гнутых профилей может быть лента или полоса из стали и цветных металлов толщиной 0,3-10мм.
Форма гнутых гнутых профилей может быть относительно простой – профиль открытого типа и весьма сложной – профили полузакрытого типа и закрытого типа, профили с наполнителем.
Накатывание резьбы и мелкомодульных зубчатых колес
Процесс пластического формообразования резьбы плоскими плашками либо роликами производится на специальных резьбонакаточных станках. Резьбонакаточные и зубонакатные инструменты изготавливают из высоколегированных сталей Х12М, ХФ12, Х12ФН, 9ХС.

Рис. 2. Накатывание резьбы плоскими плашками
При формировании резьбы плашками заготовку 2 помещают между неподвижной 1 подвижной 3 плашками. На рабочих поверхностях у них имеется рифления, профиль и расположение которых соответствует профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментом, а на ее поверхности образуется резьба.

Рис. 3. Накатывание резьбы роликами
При формировании резьбы роликами ролики 1 и 3 получают принудительное вращение. Заготовка 2 свободно обкатывается между ними. Ролику 3 придается радиальное движение для вдавливания в металл заготовки на необходимую глубину. Обкатка роликами требует меньших усилий. С их помощью накатываются резьбы с более крупными шагами.
Диаметр заготовки для накатывания резьбы определяется по формуле :

, (1)
где – наружный диаметр резьбы, мм; – внутренний диаметр резьбы, мм .
Накатывание цилиндрических и конических микромодульных колес в 15 – 20 раз производительнее зубонарезания.

Рис. 4. Накатывание цилиндрических и конических микромодульных колес
Процесс можно осуществлять на токарных станках накатниками 1 и 3, которые закреплены на суппорте и перемещаются с подачей Sпр. Каждый накатник имеет заборную часть для постепенного образования накатываемых зубьев на заготовке 2.
Холодная штамповка
Под холодной штамповкой понимают штамповку без предварительного нагрева заготовки. Для металлов и сплавов, применяемых при штамповке такой процесс деформирования соответствует условиям холодной деформации.
Холодная штамповка подразделяется на объемную штамповку и листовую штамповку. В первом случае заготовкой служит сортовой, а во втором – листовой металл.
Такое подразделение целесообразно потому, что характер деформирования, применяемые операции и конструкции штампов для объемной и листовой штамповки значительно различаются между собой.
Основные разновидности холодной объемной штамповки – холодное выдавливание, холодная высадка и холодная объемная формовка.
Холодное выдавливание
При холодном выдавливании заготовку помещают в полость, из которой металл выдавливают в отверстие, имеющееся в рабочем инструменте. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штамповках. Рабочими частями штампов являются пуансон (подвижен) и матрица (неподвижная часть формы).

Рис. 5. Прямое выдавливание
Различают прямое, обратное, боковое и комбинированное выдавливание. При прямом выдавливании металл вытекает в отверстие, расположенное в данной части матрицы 2, в направлении, совпадающим с направлением движения пуансона.

Рис. 6. Обратное выдавливание
При обратном выдавливании направление течения металла противоположено направлению движения пуансона относительно матрицы.
Наиболее часто встречающейся схемой обратного выдавливания является схема, при которой металл может вытекать в кольцевой зазор между пуансоном и матрицей.
По такой схеме изготавливают полые детали типа труб (корпуса тюбиков), экраны радиоламп, корпуса конденсаторов и т.д.
При боковом выдавливании металл вытекает в отверстие в боковой части матрицы в направлении, не совпадающем с направлением движения пуансона.

Рис. 7. Боковое выдавливание
Таким образом можно получить детали типа тройников, крестовин и т.д. В этом случае, чтобы обеспечить удаление заготовки после штамповки, матрицу выполняют в состоящей из двух половинок с плоскостью разъема совпадающей с плоскостью, в которой расположены осевые линии заготовки и полученного отростка.
Комбинированное выдавливание характеризуется одновременным течением металла по нескольким из рассматриваемых схем холодного выдавливания.
Основной положительной особенностью выдавливания является возможность получения без разрушения заготовки весьма больших степеней деформации, которые можно характеризовать показателем:

,(2)
где F0 – площадь поперечного сечения исходной заготовки; F 1 – площадь поперечного сечения выдавленной части детали;
Для таких металлов как медь и алюминий, обладающих высокой пластичностью К>100 (стенка толщиной 0.1 – 0.2 мм при диаметре тубы 20 -40 мм).
Холодная высадка
Холодную высадку выполняют на специальных холодновысадочных автоматах. Штампуют от прутка или проволоки. Пруток 1 подается до упора 2, поперечным движением ножа 3 отрезается заготовка требуемой длины и последовательно переносится с помощью специального механизма в позиции штамповки, на которых из заготовки поучают деталь.

Рис. 7. Холодная высадка
Высадка головки детали за один удар пуансона обеспечивается при l ≤ (2,5 – 2,8) d. При l ≤ (3,5 – 5,5) d – за два удара, и при l > (6 – 8) d – за три удара.
На холодновысадочных автоматах штампуют заготовки диаметром 0.5 – 40 мм из черных и цветных металлов. Получают такие детали как болты, винты, заклепки, гвозди, шарики, ролики и т.д. Штамповка на холодновысадочных автоматах характеризуется высоким коэффициентом использования металла ~ 95% (только 5% металла идет в отход).
Холодная объемная формовка
Холодная формовка в открытых штампах заключается в предании заготовке формы детали путе заполнения полости штампа металлом заготовки. Схема холодной формовки аналогична схеме горячей объемной штамповки.
Для уменьшения вредного влияния упрочнения и облегчения процесса деформирования при холодной формовке процесс образования детали обычно расчленяют на переходы, между которыми заготовку подвергают рекристаллизационному отжигу.
Каждый последующий переход осуществляют в специальном штампе.
Применяются в крупносерийном и массовом производстве.
Холодная листовая штамповка
Листовая штамповка – это процесс получения изделий или заготовок из листового материала путем деформирования его на прессах с помощью штампов. Листовой штамповкой можно получать изделия не только из металла, но и из кожи, картона, пластмасс.
Холодная листовая штамповка является одним из наиболее прогрессивных и экономичных методов изготовления деталей. Детали, полученные листовой штамповкой, отличаются точностью размеров, взаимозаменяемостью, и в большинстве случаем не требует дальнейшей механической обработки, имеют высокую прочность и жесткость при малом весе и малом расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали.
Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы:
1. Операции с разделением (резкой) материала;
2. Операции с пластической деформацией материала.
Более детально все операции холодной листовой штамповки по виду деформации разделяются на следующие основные виды:
– резка – отделение одной части материала или заготовки от другой по замкнутому или незамкнутому контуру;
– гибка – превращение плоской заготовки в изогнутую деталь;
– вытяжка – превращение плоской заготовки в полую деталь любой формы;
– формовка – изменение формы детали или заготовки путем местных деформаций различного характера.
В свою очередь, почти каждый из основных видов операций подразделяется на ряд конкретных операций, характеризуемых особенностью и назначением производимой работы, а также типом штампа.
Рассматривая основные виды операций холодной штамповки, следует иметь ввиду, что при изготовлении деталей они могут выполняться совместно путем совмещения (при одном штампе) нескольких типов деформаций или выполняться последовательно разными штампами.
1. Технология производства ЭВМ / А.П. Достанко, М.И. Пикуль, А.А. Хмыль: Учеб. – Мн. Выш. Школа, 2004 – 347с.
2. Технология деталей радиоэлектронной аппаратуры. Учеб. пособие для ВУЗов / С.Е.Ушакова, В.С. Сергеев, А.В. Ключников, В.П. Привалов; Под ред. С.Е. Ушаковой. – М.: Радио и связь, 2002. – 256с.
3. Тявловский М.Д., Хмыль А.А., Станишевский В.К. Технология деталей и периферийных устройств ЭВА: Учеб. пособие для ВУЗов. Мн.: Выш. школа, 2001. – 256с.
4. Технология конструкционных материалов: Учебник для машиностроительных специальностей ВУЗов / А.М. Дольский, И.А. Арутюнова, Т.М. Барсукова и др.; Под ред. А.М. Дольского. – М.: Машиностроение, 2005. – 448с.
5. Зайцев И.В. Технология электроаппаратостроения: Учеб. пособие для ВУЗов. – М.: Высш. Школа, 2002. – 215с.
6. Основы технологии важнейших отраслей промышленности: В 2 ч. Ч.1: Учеб. пособие для вузов / И.В. Ченцов, И.А.
Горячая объемная штамповка – это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа. Течение металла ограничивается поверхностями полостей (а так же выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единственную замкнутую полость (ручей) по конфигурации поковки.
В качестве заготовок для горячей штамповки в подавляющем большинстве случаев применяют прокат круглого, квадратного, прямоугольного профилей, а так же периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине. Мерные заготовки отрезают от прутка различными способами: на кривошипных пресс-ножницах, механическими пилами, газовой резкой и т.д.
Плюсами горячей объемной штамповки перед ковкой являются: высокая производительность, более высокая точность изготовления детали (допуски на штампованные поковки в 3-4 раза меньше чем на кованную).
Минусами является то, что штамп дорогостоящий инструмент и пригоден для изготовления только одной , конкретной поковки. Кроме того, для объемной горячей штамповки поковок требуются гораздо большие усилия деформирования, чем для ковки таких же поковок. Поковки массой в несколько сот килограммов для штамповки считаются крупными. В основном штампуют поковки массой 20 – 30 кг и только в отдельных случаях – массой до 3 т.
Горячей объемной штамповкой изготовляют заготовки для ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, самолетов, железнодорожных вагонов, станков и т.д.
Способы горячей объемной штамповки
1) Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает заусенец (облой), который закрывает выход из полости штампа и заставляет металл целиком заполнить всю полость. В конечный момент деформирования в заусенец выжимаются излишки металла, находящегося в полости, что позволяет не предъявлять слишком высоких требований к точности по массе. Заусенец затем обрезается в специальных штампах. Штамповкой в открытых штампах получают заготовки всех типов.
2) Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя часть штампа может иметь полость, а верхняя выступ (на прессах), или наоборот (на молотах) Закрытый штамп может иметь не одну, а две, взаимно перпендикулярные плоскости разъема, т.е. состоять из трех частей.
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Следовательно в этом случае процесс получения заготовки усложняется, поскольку отрезка заготовок должна обеспечивать высокую точность.
Существенное преимущество – уменьшение расхода металла, поскольку нет отхода в заусенец.
Поковки, полученные в закрытых штампах Поковки, полученные в закрытых штампах, имеют более благоприятную макроструктуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в заусенец. При штамповке в закрытых штампах металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, чем в открытых штампах. Это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
4. Оборудование для горячей объемной штамповки
Для горячей объемной штамповки применяют молоты, кривошипные горячештамповочные прессы, горизонтально-ковочные машины, гидравлические прессы, винтовые прессы и машины для специализированных процессов штамповки. Процессы штамповки на этих машинах имеют сои особенности, обусловленные устройством и принципом их действия.
Основным видом штамповочных молотов являются паровоздушные штамповочные молоты. Их строят с массой падающих частей 630 – 25000 кг.
На молотах штампуют поковки разнообразных форм преимущественно в многоручьевых открытых штампах. Поскольку ход молота нежесткий, штамп конструируют так, чтобы при последнем ударе его половинки сомкнулись по плоскости соударения. На молоте обычно штампуют за несколько (3-5) ударов. После каждого удара баба молота уходит вверх, и в процессе деформирования наступает перерыв. Это приводит к тому, что нижняя часть заготовки охлаждается более интенсивно, так как постоянно соприкасается с нижней частью штампа. Течение металла так же облегчается благодаря тому, что после каждого удара молота окалина отваливается от поверхности заготовки и сдувается сжатым воздухом из штампа.
У бесшаботных паровоздушных молотов шабот заменен нижней подвижной бабой, соединенной с верхней бабой механической или гидравлической связью. При ударе соударении верхней и нижней баб развивается значительная энергия (до 1 МДж), что позволяет штамповать на тих молотах крупные поковки преимущественно в одноручьевых штампах (ввиду подвижности обоих штампов многоручьевая штамповка на них затруднена).
Кинематическая схема Кривошипного горячештамповочного пресса приведена на рис. 3. Электродвигатель 4 передает движение клиновидным ремням на шкив 3, сидящий на приемном (промежуточном) валу 5, на другом конце которого закреплено малое зубчатое колесо 6. Это колесо находится в зацеплении с большим зубчатым колесом 7, свободно вращающемся на кривошипном валу 9. С помощью пневматической фрикционной муфты 8 зубчатое колесо 7 может быть сцеплено с кривошипным валом 9; тогда последний придет во вращение. Посредством шатуна 10 вращение кривошипного вала преобразуется в возвратно-поступательное движение ползуна 1.
Для остановки вращения кривошипного вала после выключения муфты служит тормоз 2. Стол пресса 11, установленный на наклонной поверхности, может перемещаться клином 12 и тем самым в незначительных пределах регулировать высоту штамповочного пространства. Для облегчения удаления поковки из штампа прессы имеют выталкиватели в столе и ползуне. Выталкиватели срабатывают при ходе ползуна вверх.

Ввиду худшего заполнения полостей при штамповке сложных поковок на прессах применяют большее число ручьев, чем в молотовых штампах. Штампы на прессах не должны смыкаться на величину, равную толщине заусенца, поэтому полость для него делается открытой, в отличие от молотовых штампов.
Определение усилия, требуемого для штамповки на кривошипном горячештамповочном прессе, имеет важно, так как при недостаточном усилии пресса может произойти его поломка. Существуют аналитические экспериментально проверенные формулы для определения усилия штамповки с достаточной степенью точности.
Благодаря наличию выталкивателей в прессах удобно штамповать в закрытых штампах выдавливанием и прошивкой. Кривошипные горячештамповочные прессы строят с усилием 6,3 – 100 МН; такие прессы успешно заменяют штамповочные молоты с массой падающих частей 0,63 – 10т.
Горизонтально ковочные машины имеют штампы, состоящие из трех частей (рис. 4): неподвижной матрицы 3. подвижной матрицы 5 и пуансона 1, размыкающихся в двух взаимно перпендикулярных плоскостях. Приток 4 с нагретым участком на его конце закладывают в неподвижную матрицу 3. Положение конца прутка определяется упором 2. При включении машины подвижная матрица 5 прижимает приток к неподвижной матрице, упор 2 автоматически отходит в сторону, и только после этого, пуансон 1 соприкасается с выступающей частью прутка и деформирует ее. Металл при этом заполняет формующую полость в матрицах, расположенную впереди зажимной части. Формующая полость может находиться не только в матрице, но и совместно в матрице и пуансоне, а так же только в одном пуансоне.
Кинематическая схема горизонтально-штаповочной машины представлена на рис. 5. Главный ползун 7, несущий пуансон, приводится в движение от кривошипного вала 6 с помощью шатуна 5. подвижная щека 1 приводится от бокового ползуна 3 системой рычагов 2; боковой ползун, в свою очередь, - кулачками 4, сидящими на конце кривошипного вала машины. Горизонтально-штамповочные машины способны создавать усилие на главном ползуне до 31,5 МН.
Основные операции при штамповке на горизонтально- ковочных машинах – высадка (рис.4 а, б), прошивка (рис.4 в), и пробивка (рис.4 г).
рис.4
Гидравлические штамповочные прессы по своему устройству принципиально не отличаются от ковочных. Усилие современных гидравлических штамповочных прессов достигает 750 МН.
На гидравлических прессах штампуют поковки типа дисков, коленчатых валов, различного рода рычагов, кронштейнов, сферических днищ, цилиндрических стаканов. Особое значение имеет штамповка на гидравлических прессах крупногабаритных панелей и рам из легких сплавов в самолетостроении. Исходной заготовкой является прокат (в том числе и листовой) и полуфабрикат ковки. Перед закладкой в штамп нагретая заготовка должна быть очищена от окалины.
Штампуют в открытых и закрытых штампах (с одной и двумя плоскостями разъема), как правило, в одном ручье.
Такие операции, как пробивка, осадка, высадка, прошивка, протяжка, охарактеризованные при рассмотрении ковки, используются также и при объемной штамповке. Кроме них она включает в себя следующие технологические операции: Недостатком метода является применение специального инструмента — штампа для изготовления одного конкретного типа поковок: штамп сложнее и дороже, чем универсальный инструмент… Читать ещё >
Объемная штамповка. Технологические процессы в машиностроении ( реферат , курсовая , диплом , контрольная )
Объемная штамповка представляет собой процесс изготовления поковок в штампах, имеющих полость, заполняемую металлом в горячем или холодном состоянии. Возможности объемной штамповки приведены в табл. 9.1.
Технологические возможности объемной штамповки
Достижимая точность размеров, квалитет*.
Шероховатость поверхности, мкм.
Масса поковок, кг.
Возможности образования формы.
По возможности тела вращения.
Главным образом тела вращения.
Порог рентабельности, шт. при массе 1 кг.
Стойкость штампа, шт.
* См. Примеч, к табл. 10.2.
Горячая объемная штамповка
Метод позволяет получать поковки сложной формы (более сложной, чем при ковке) с более высокой точностью и более высокими показателями механических свойств. Ее ведут на кривошипных горячештамповочных прессах и винтовых прессах двойного действия. Эффективно применение многоплунжерных прессов с продольным разъемом инструмента для штамповки поковок типа крестовин, тройников, угольников.
Недостатком метода является применение специального инструмента — штампа для изготовления одного конкретного типа поковок: штамп сложнее и дороже, чем универсальный инструмент. Примеры поковок показаны на рис. 9.75.

Рис. 9.75. Внешний вид поковок:
а — алюминиевая; б — магниевая; в — стальные.
Холодная объемная штамповка
Это один из самых экономичных процессов получения высокоточных и прочных заготовок с благоприятным расположением волокон и очень хорошей поверхностью. Большая экономия металла и сокращение последующей механической обработки делают выгодным изготовление даже небольших партий деталей.
Холодная объемная штамповка по сравнению с горячей имеет ряд преимуществ: нет операций нагрева металла, операций, необходимых для удаления окалины, обезуглероживания поверхностного слоя металла и др. Ее широко применяют для изготовления различных стандартных, нормализованных деталей, например болтов, винтов, заклепок, шариков, роликов, колец подшипников качения, поршневых пальцев и т. д. , а также оригинальных деталей ["https://referat.bookap.info", 12].
Детали, изготовляемые холодной объемной штамповкой, нередко доделывают резанием: подрезают торцы, прорезают узкие пазы, сверлят отверстия малых диаметров и др.
Для проведения процесса используют прессы с механическим и гидравлическим приводом с рабочим усилием 40−150 т. На рис. 9.76 показан гидравлический пресс, имеющий ползун с восемью направляющими поверхностями.

Рис. 9.76. Пресс гидравлический для холодной объемной штамповки.
Детали можно получать прямым и обратным выдавливанием, редуцированием, высадкой и другими процессами. Пример изготовления шарового пальца методом холодной штамповки в четыре перехода показан на рис. 9.77.
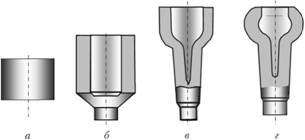
Рис. 9.77. Переходы при штамповке шарового пальца с пустотелой головкой и стержнем:
а — комбинированное выдавливание; б — обжим стержня; в — обжим головки; г — готовая летать.
Технологические операции объемной штамповки
Такие операции, как пробивка, осадка, высадка, прошивка, протяжка, охарактеризованные при рассмотрении ковки, используются также и при объемной штамповке. Кроме них она включает в себя следующие технологические операции:
Читайте также: