
G и м коды реферат
Обновлено: 05.07.2024
Производители систем УЧПУ (CNC), как правило, используют ПО управления станком, для которого написана (оператором) программа обработки в качестве осмысленных команд управления, используется G-код в качестве базового подмножества языка программирования, расширяя его по своему усмотрению.
G-Code – это также стандартный язык печати, используемый многими 3D-принтерами для управления процессом печати. Файлы GCODE могут быть открыты с помощью различных программ 3D-печати, например, Simplify3D, GCode Viewer, а также с помощью текстового редактора, поскольку их содержимое представляет собой обычный текст.
Комментарии к программе размещаются в круглых скобках. Комментарий может располагаться как в отдельной строке, так и после программных кодов. Недопустимо оформлять в качестве комментария несколько строк, охваченных парой круглых скобок.
Команды в каждом кадре выполняются одновременно, поэтому порядок команд в кадре строго не оговаривается, но традиционно предполагается, что первыми указываются подготовительные команды (например, выбор рабочей плоскости, скоростей перемещений по осям и др.), затем задание координат перемещения, затем выбора режимов обработки и технологические команды.
Максимальное число элементарных команд и заданий координат в одном кадре зависит от конкретного интерпретатора языка управления станками, но для большинства популярных интерпретаторов (стоек управления) не превышает 6.
Координаты задаются указанием оси с последующим числовым значением координаты. Целая и дробная части числа координаты разделяются десятичной точкой. Допустимо опускание незначащих нулей, либо их добавление. Также в подавляющем количестве интерпретаторов допустимо не добавлять десятичную точку к целым числам. Например: Y0.5 и Y.5, Y77, Y77. и Y077.0.
Существуют так называемые модальные и немодальные команды. Модальные команды изменяют некоторый параметр/настройку и эта настройка действует на все последующие кадры программы до их смены очередной модальной командой. К модальным командам, например, относятся скорости перемещения инструмента, управления скоростью шпинделя, подачи СОЖ и др. Немодальные команды действуют только внутри их содержащего кадра.
Интерпретатор кода (стойка управления) станком запоминает значение введённых параметров и настроек до их смены очередной модальной командой или отмены ранее введенной модальной команды, поэтому необязательно указание в каждом кадре, например, скорости перемещения инструмента.
Программа G-код
Цель каждого написанного G-кода — производить детали максимально безопасным и эффективным способом. Чтобы достичь этого, блоки G-кода располагают в логичном и простом порядке, например:
- Запуск программы
- Загрузка необходимого инструмента
- Включение шпинделя
- Включение охлаждения жидкостью
- Перемещение инструмента в положение над деталью
- Начало процесса обработки
- Выключение охлаждающей жидкости
- Отключение шпинделя
- Отвод шпинделя от детали
- Завершение программы
Модальные и адресные коды
Как и другие языки программирования, G-код имеет возможность повторять действие до бесконечности. Этот процесс использует зацикливание модального кода и выполняет действие, пока вы не отключите его или запустите выполнение другого кода. Например, M03 — это модальный код, который будет запускать шпиндель до бесконечности, пока вы не скажете ему остановиться на M05. Теперь подождите секунду. Это слово (помните: слово — это маленький кусочек кода) не начиналось с буквы G, но все равно это G-код. Слова, начинающиеся с буквы M, являются машинными кодами и включают или выключают такие функции машины, как охлаждающая жидкость, шпиндель и зажимы.
G-код также включает в себя полный список кодов адресов. Коды адресов начинаются с буквенного обозначения, например G, затем идет набор цифр. Например, X2 определяет код адреса X-координаты, где 2 — это значение на оси X, на которое перемещается инструмент.
Пишем программу по заданию
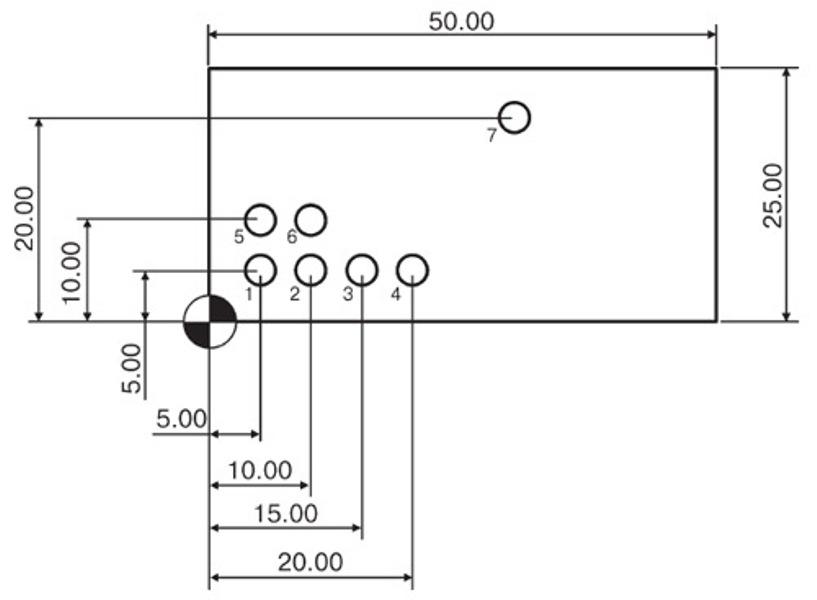
Дан чертеж детали (Приложение 1). Деталь на чертеже из плоского проката толщиной 3 мм марки Ст 3 кп ГОСТ 380 – 94. Необходимо Написать программу в ISO 7-bit (G-коды) для изготовления детали на фрезерном станке с ЧПУ.
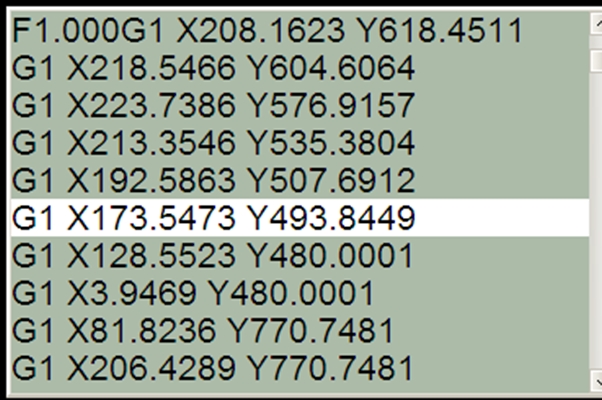
Обработка контура детали
Обход контура детали
Сверление отверстий
После обхода контура, переходим к сверлению отверстий. На чертеже детали (Приложение 1) два отверстия, начинаем от нулевой точки детали, безопасной плоскости 15 мм. над деталью.
1. X0, Y0, Z 15; (Вывод фрезы в нулевую точку на высоту 15 мм. над деталью)
2. X30, Y10, Z 15; (Вывод фрезы над отверстием на высоте 15 мм. над деталью)
3. X30, Y10, Z 5; (Опускание фрезы в плоскость отвода на высоте 5 мм. над деталью)
4. X30, Y10, Z -3; (Цикл простого сверление, на глубину 3 мм.)
5. X30, Y10, Z 5; (Подъем фрезы в плоскость отвода на высоте 5 мм. над деталью)
6. X40, Y60, Z 15; (Вывод фрезы в нулевую точку на высоту 15 мм. над деталью)
7. X40, Y60, Z 5; (Вывод фрезы над отверстием на высоте 15 мм. над деталью)
8. X40, Y60, Z -3; (Цикл простого сверление, на глубину 3 мм.)
9. X40, Y60, Z 5; (Подъем фрезы в плоскость отвода на высоте 5 мм. над деталью)
10. X0, Y0, Z 15; (Вывод фрезы в нулевую точку на высоту 15 мм. над деталью)
Станочные комплексы с CNC используют для работы множество ПО. Однако руководить оборудованием можно с помощью одного и того же управляющего кода. Это буквенно-цифровой язык ISO 7-bit. Основывается на международных стандартах ISO и EIA.
Что такое G- и M-функции для CNC?
Большинство изготовителей систем ЧПУ описывают основные параметры с помощью стандартов ISO, но часто в своем оборудовании отступают от правил, чтобы расширить возможности систем.
Японские компании в своих системах ЧПУ FANUC широко раскрывают потенциал использования G- и М-кодов. Их оборудование одним из первых заработало на языке ISO 7-bit. Сейчас это самые распространенные пульты в мире.
G-коды настраивают СЧПУ на определенное действие. М-коды – вспомогательные, управляют режимами работы оборудования. Чтобы инструмент двигался по прямой траектории, вносится команда G01. А если необходимо заменить рабочий орган, используется код М06.
G- и M-коды для программирования станков с ЧПУ – что это?
Настройки оборудования с CNC пишутся на различных языках, но набора основных G- и М-команд достаточно, чтобы создать УП.
G-code (NC-код)
G-функция – язык программирования, осуществляет подготовительные функции для работы станка по управлению осевым перемещением инструмента.
Справка: многие производители дорабатывают код по-своему, и отличия от базового можно посмотреть в инструкции к конкретной системе управления.
Комментарии пишутся в круглых скобках и несут конкретную информацию:
- время и дата создания программы;
- номер чертежа;
- материал заготовки;
- размеры инструмента;
- данные о рабочей области;
- название технологических операций.
Примечание: СЧПУ не считывает текст в круглых скобках.
Чаще всего список кодов в кадре начинается с подготовительных. Затем вписываются команды перемещения, выбирается режим работы и технологические коды.

Модальные и немодальные G-коды.
Независимые части основного ПО описываются в промежутке обозначений M02–M30. Сначала идет номер, в конце прописывается M17.
М-code
М-функции — дополнительные коды, на разных станках CNC могут немного отличаться. Эти команды управляют рабочими органами и режимами оборудования с ЧПУ.
Вспомогательные команды используются одиночно или вместе с другими кодами. Когда кадр устанавливает рабочий орган в шпиндель, это выглядит так:
- T2 – инструмент номер 2;
- M6 – перестановка инвентаря.

Здесь команда M6 на пульте подразумевает некоторый набор действий, чтобы заменить рабочий орган:
- подготовка инструмента к замене;
- отключение вращения шпинделя;
- смещение нового инструмента в магазине;
- замена.
Если М- код включает какое-либо устройство, то обязательно существует его пара, которая выключает:
M8 – M9 – включить/выключить систему охлаждения;
M3 – M5 – включить/выключить обороты шпинделя.
В кадре разрешается использовать несколько М-функций. Для станков с внушительным набором сменных устройств задействуется больше М-кодов в управлении.
Примечание: М-код может вписываться самостоятельно или в кадре с G-кодами.
Вспомогательные команды делятся:
- на стандартные – управляют устройствами, которыми оборудованы почти все станки (системы охлаждения, шпиндель, рабочие органы);
- специальные – взаимодействуют с рабочими режимами на одном или сразу нескольких станках одинаковой модели: сжать/разжать поворотные оси, включить/выключить измерительную головку.
Важно: на разных станках одни и те же команды могут настраиваться на управление другими устройствами.
Таблица G-кодов ЧПУ с расшифровкой
Таблица представляет неполный перечень команд для управления станком, только важные:
- скольжение рабочих инструментов оборудования с определенной заданной скоростью по кругу или прямолинейно;
- выполнение последовательных действий – сверление, резьба, шлифовка;
- контроль настроек устройств в декартовой системе координат и рабочей области.
Таблица M-кодов ЧПУ с расшифровкой
Вспомогательные команды программного кода маркируются буквой М и выполняют такие действия:
G-функции для станков ЧПУ
| Код | Описание кода |
|---|---|
| Осевое движение | |
| G00 | Ускоренный или холостой ход – перемещение на очень высокой скорости в указанную точку. Не используется для выполнения обработки. |
| G01 | Линейная интерполяция – смещение по прямой траектории с заданной скоростью подачи. Рабочий ход |
| G02 | Круговая интерполяция – перемещение по дуге вправо с запрограммированной скоростью подачи |
| G03 | Круговая интерполяция – смещение по кривой влево с заданной скоростью подачи |
| Наладка | |
| G20 | Ввод дюймовых показателей |
| G21 | Ввод метрической информации |
| G90 | Абсолютное позиционирование – отсчет всех координат от постоянной нулевой точки |
| G91 | Относительное позиционирование – все координаты рассчитываются от предыдущей позиции |
| Работа с отверстиями | |
| G81 | Фаза сверления |
| G82 | Цикл сверления с задержкой на дне отверстия |
| G83 | Прерывистый период сверления |
| G85 | Режим растачивания отверстия |
До 4 кодов в кадре.
G-code окружности с координатами центра.
G-code для сверления отверстий.
Дополнительные обозначения при программировании станков CNC
Координаты точек движения инструмента в декартовых плоскостях– X, Y, Z.
Смещение вокруг осей X, Y, Z – А, В, С.
Круговая интерполяция параллельно осям координат X, Y, Z – I, J, К.
R – радиус, в повторяющихся периодах – положение плоскости отвода, в команде вращения – угол поворота системы координат.
D – параметр коррекции на радиус рабочего органа.
Н – показатель компенсации длины инструмента.
F – настройка подачи.
S – параметр основного перемещения.
Т – показатель номера инструмента, который требуется поставить на замену поворотом патрона.
N – номерное значение кадров управляющей программы.
/ – пропуск кадра, который не нужно выполнять, ставиться перед кадром.
(…) – комментарии в УП.
Семиразрядный код ISO 7-bit – основной для современных отечественных станков CNC. Правила кодирования для станка с конкретным устройством ЧПУ определяются используемым общим кодом, инструкцией по эксплуатации оборудования и руководством по программированию систем ЧПУ.
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.

Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.
Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
- Стандартные варианты почти наверняка не учитывают специфику производства – в целях оптимизации их нужно адаптировать, а сделать это без знания языка ISO 7 bit крайне сложно.
- Методы постоянно совершенствуются, поэтому необходимо за ними успевать, ведь актуальная год назад последовательность действий сегодня может быть уже морально устаревшей.
- Процесс управления выпуском деталей нуждается в рационализации – в сокращении количества кадров, объединении повторяющихся циклов и в других способах упрощения листинга, воплотить которые в жизнь может только хорошо разбирающийся в вопросе оператор.
Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
- Fanuc, со своей унификацией и повсеместным распространением, популярен у профессионалов.
- Mach3, за счет сравнительной простоты и наглядности листинга, нравится любителям и новичкам.
- Haas предлагает дополнительные возможности при задаче алгоритма фрезерования карманов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
- S-команды, определяющие специфику основного движения.
- F, ответственные за характер подачи.
- D, H, T, выражающие ключевые параметры навесных элементов.
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.
Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.
Программы с G-кодом пишутся в виде текстового формата, каждую строчку называют кадром. Кадр состоит из буквенного символа – это адрес и цифра, в которой выражено числовое значение. Коды бывают основными и вспомогательными. На основе такой программы работает токарный и фрезерный станок с ЧПУ.
Для станков с программным числовым управлением существует специальный язык. Этот язык называют ISO 7 bit. Система G кодов для ЧПУ представляет собой специальные команды для работы фрезерных и токарных станков с ПУ, в командах задаются специальные параметры. Обучение ЧПУ программированию производится в технических колледжах или на курсах дополнительного образования.
Что такое G-код
Кодовая система для токарно – фрезерных станков с ЧПУ представляет собой особую группу команд, которые распознаются станками с функциями программного управления. Кодовая система была разработана компанией Electronic Industries Allience в 1960 году и доработана в 1980 году. С 1982 года она начала действовать в России. Кодовый язык входит в структуру основ программирования, он непрерывно совершенствуется и изменяется.
Какие бывают G-коды
Программы с G-кодом пишутся в виде текстового формата, каждую строчку называют кадром. Кадр состоит из буквенного символа – это адрес и цифра, в которой выражено числовое значение. Коды бывают основными и вспомогательными. На основе такой программы работает токарный и фрезерный станок с ЧПУ.
Команды группы G называют подготовительными. Они задают движение рабочих элементов на станке с определенной скоростью. Скорость может быть круговой или линейной. Также G-код используется для обработки отверстий и резьбы. Еще одной функцией является управление параметрами и координатными системами аппаратуры.
Основные команды программы направлены на выполнение следующих функций:
- G00 – G04 функция позиционирования;
- G17 – G19 осуществляют переключение рабочих параметров;
- G40 – G44 компенсация длины и диаметра разных элементов аппарата;
- G54 – G59 переключение координатных систем;
- G71 – функция обработки отверстий;
- G80 – G84 функция нарезания резьбы и сверления;
- G90 – G92 переключение абсолютной и относительной систем координат.

Символы бывают разными: М выполняет вспомогательные функции, такая команда необходима для смены инструмента, вызова подпрограммы и ее завершения, S – это функция основного движения, F – подача, Т, D, Н являются выражением функций инструмента.
Значение символа зависит от вида станка с ЧПУ. Программирование осуществляется на основе этих кодов.
Подготовительные функции
Подготовительные функции в кодовой системе выражены символом G. Каждому коду соответствует особенное значение. Все подготовительные команды, к примеру, выбор рабочей плоскости или выбор скорости перемещения, задаются первыми в программе. В коде зашифрована определенная функция. Числовыми значениями задаются параметры.
Расшифровка основных G кодов для ЧПУ
Перейдем к рассмотрению того, как расшифровываются основные G коды для станков с ПУ.
Задает скоростное позиционирование. Ее используют, когда нужно быстро переместить режущий инструмент в готовое состояние для начала работы или поместить его в безопасную позицию. Ускоренный вариант не применяют в процессе обработки деталей, поскольку скорость, которая развивается в данном случае, очень высока. Данную команду можно отменить с помощью команды G01, G02, G03.
Представляет собой линейную интерполяцию. Такая команда необходима для движения инструмента по прямой, скорость задается символом F. Отмена функции осуществляется кодами G00, G02, G03. Пример записи команды: G01 X20 Y150 F60.
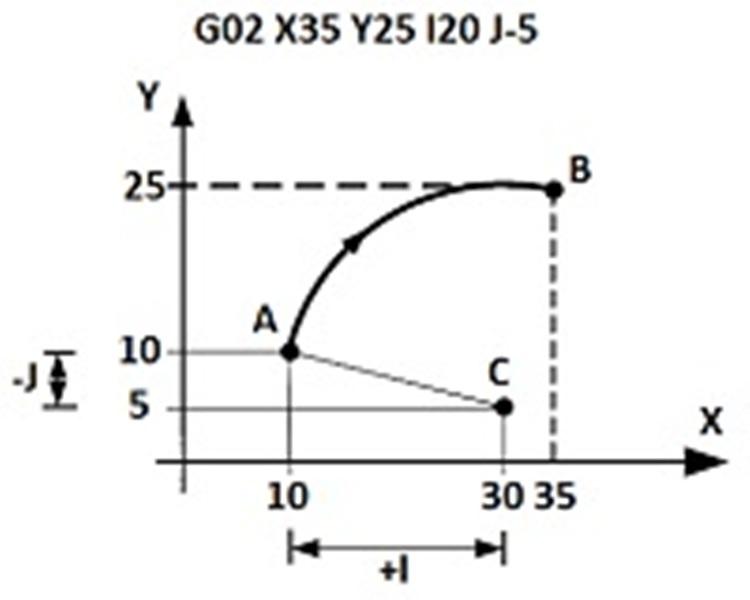
Задает движение по часовой стрелке, режущий инструмент начинает двигаться по дугообразной траектории, скорость задается символом F. Также задаются параметры в координатной плоскости. Символы I, J, K – определяющие координаты дуги в плоскости. Отмена осуществляется кодами G00, G01, G03.

Это движение против часовой стрелки по дуге с заданной скоростью.
Задают перерыв в работе. продолжительность паузы задается Х или Р символом. Обычно пауза длится около одной секунды.
Задает плоскость. С помощью кода G17 выбирают координаты XY. Такая функция необходима для вращающихся движений и процесса сверления.

Задает плоскость в координатах XZ, эта плоскость становится рабочей в процессе круговой интерполяции, вращательных движениях и процессе сверления.
Позволяет выбрать рабочую площадь в координатах YZ. Такая функция необходима для движения инструмента в круговой интерполяции и постоянном цикле сверления.
Позволяет вводить данные в дюймовых измерениях. Функция предназначена для работы с дюймовыми показателями.
Позволяет работать с метрическими показателями. Он необходим при работе с данными, выраженными в метрах.
Отменяет функцию автоматической коррекции на заданный радиус инструмента, задаваемого G41 и G42.
Включает автокоррекцию на радиус инструмента, который располагается слева от обрабатываемой детали относительно хода его движения. В программу также входит функция D.
Аналогичен коду G41, он предназначен для автокоррекции на радиус, расположенный справа от обрабатываемой детали. Программу также задают с функцией D.
Необходим для компенсации длины инструмента, корректирует его положение и задается вместе с функцией инструмента Н.
Задает локальные координатные параметры помимо стандартных параметров.

Позволяет переключаться на координатную систему рабочего станка.
G54 – G59
Осуществляют заданное смещение рабочего элемента относительно координатных параметров станка. Используя коды G54, G55, G56, G57, G58, G59 можно определить, в какой именно системе координат будет совершаться работа. Меняя коды, программист получает возможность обрабатывать разнообразные детали.
Если кодами G54 – G59 была задана какая-либо координатная система, то она будет действовать до тех пор, пока не будет отменена, и введутся другие параметры.

Представляет собой режим резки, при этом автоматически отменяются другие функции.
Задается вращение координат, команда позволяет смещать координатную систему под определенным углом. Плоскость вращения, центр и угол поворота задается командами G17, G18, G19, R. Команда G69 отменяет эту функцию.
Позволяет делать отверстия в изделиях.
Это функция высокоскоростного сверления отверстий.
Используется для нарезания левой резьбы.
G81, G82, G83
Используются для цикла сверления: стандартного, с выдержкой и прерывистого.
G85 – G87
Позволяют осуществлять разные циклы растачивания.
Позволяет установить абсолютные накопители положения.

Задает параметры оборотов, производимых за одну минуту.
Все коды взаимодействуют между собой и образовывают отдельную группу. В системе программы одна функция сменяется другой. Пример кодовой программы можно найти в интернете. Кодовая таблица должна быть в поле зрения во время программирования.
Требования к написанию программы
Программы, которые пишут для станка с ЧПУ на основе использования джи кодов, имеют определенную совершенно четкую структуру, которая состоит из нескольких команд. Все команды для работы со станком объединяются по группам – кадрам. Завершение одного кадра отмечается символом CR/LF, программу заканчивает вспомогательный код М02 или М30.
Если к программе необходимо сделать комментарий, то его размещают в круглых скобках. К примеру, (перемещение к точке начала фрезерования). Комментарий может находиться сразу после кода, но можно также и вынести его в отдельную строку.
Одна и та же команда может повторяться неоднократно, заданное количество раз в определенной последовательности. Программа пишется с помощью основных и вспомогательных функций. Ее считывают токарные и фрезерные станки.
Генерированием кодов для работы за станком на производстве занимаются специальные программы. На каждом предприятии такая система действует отлажено и ее контролирует оператор. При необходимости любую программу можно сгенерировать самостоятельно с помощью специального программного обеспечения, которое можно скачать в интернете.
Никаких специальных знаний для этого не потребуется, достаточно иметь представление о декартовой системе координат, знать физические величины и определения из курса геометрии. В качестве примера можно воспользоваться уже готовой программой. Для работы потребуются таблицы с расшифровкой кодов.

Для создания кода необходимо иметь следующие знания:
- введение геометрических параметров и размеров обрабатываемой детали;
- знать параметры инструментов и устройств, с помощью которых осуществляется работа;
- толщина слоя, которую потребуется снять;
- глубина введения инструмента для проделывания прорезей.
На практике такие действия произвести несложно. Для того чтобы понять как устроена система, можно посмотреть пример записи команд, потребуется также вспомогательная таблица с кодами.

Существуют специальные сервисы, позволяющие создавать программы для станков онлайн, их можно генерировать на готовом примере. Никакое дополнительное программное обеспечение устанавливать на компьютер не потребуется. Все, что нужно, это выход в интернет. При программировании требуется особая внимательность, если ошибиться в ведении числового показания, можно повредить деталь или сломать станки. Программы, созданные таким образом, можно использовать на токарных, фрезерных, плазменных станках и обрабатывать самые разные материалы.
Читайте также:
- Супружеская неверность причины особенности и стратегии поведения реферат
- Соотношение понятий земельный участок и лесной участок как объектов правоотношений реферат
- Оценка эффективности корпоративного управления реферат
- Основные направления развития представлений об эмоциях реферат
- Сербия на карте зарубежной европы реферат