
Допуски и посадки шпоночных и шлицевых соединений реферат
Обновлено: 05.07.2024
Для соединения деталей машин с валами, когда к точности центрирования соединяемых деталей не предъявляют повышенных требований, применяют шпоночные соединения.
Шпоночные соединения выполняют со шпонками призматическими, сегментными, тангенциальными и клиновыми. Они распространены благодаря простоте, удобству сборки-разборки и экономичности. Вследствие смятия и среза шпонок, ослабления сечения валов и втулок пазами и образования концентраторов напряжений шпоночные соединения не могут передавать большие крутящие моменты. В результате перекосов и смещения пазов, а также контактных деформаций от радиальных сил в шпоночных соединениях возможен перекос втулки на валу. Эти недостатки шпоночных соединений ограничивают область их применения и обусловливают замену их шлицевыми соединениями.
Наиболее важными преимуществами шлицевых соединений перед шпоночными является возможность передачи больших крутящих моментов, высокая прочность и надежность соединения, повышенная точность центрирования и направления втулок на валу. Шлицевые соединения в зависимости от профиля зубьев разделяются на прямобочные, эвольвентные и треугольные. Шлицевые соединения с эвольвентным профилем зубьев имеют существенные преимущества по сравнению с прямобочными: они могут передавать большие крутящие моменты, имеют на 10 — 40% меньше концентрацию напряжений у основания зубьев, повышенную циклическую прочность, обеспечивают лучшее центрирование и направление деталей, проще в изготовлении. Шлицевые соединения с треугольным профилем не стандартизованы; их применяют чаще всего вместо посадок с натягом, а также при тонкостенных втулках для передачи небольших крутящих моментов.
Чтобы соединить вал двигателя с валом машины, применяют муфту, одна часть которой расположена на валу двигателя, а вторая укреплена на входном валу машины. Эти отдельные части муфты обычно называют втулками. Для передачи вращения соединение вала с втулкой осуществляют с помощью специальных деталей — шпонок. Шпонку вкладывают в канавки (пазы), расположенные в идентичных местах на поверхности вала и на сопрягаемой с ней внутренней поверхности втулки.
С помощью шпонок на валах также крепят и различные зубчатые колеса.
При сборке шпонки, вала и втулки необходима взаимозаменяемость. Наиболее важным является соединение втулки и вала по размеру b т.е. по ширине шпонки и канавок (пазов) вала и втулки.
Шпоночные соединения предназначены для соединения с валами зубчатых колес, шкивов, маховиков, муфт и других деталей и служат для передачи крутящих моментов. Наиболее часто применяются соединения с призматическими шпонками.
Размеры, допуски, посадки и предельные отклонения соединений с призматическими шпонками установлены ГОСТ 23360—78.
Основные параметры шпонок и шпоночных пазов в соединениях с призматическими шпонками даны в рис. 7.1
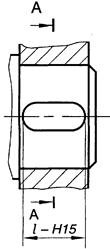 - 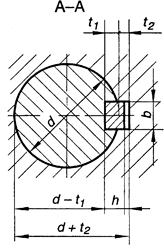 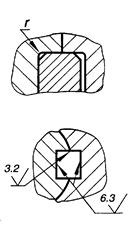 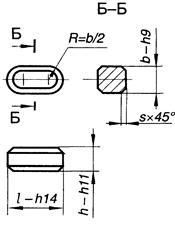 |
Рис. 7.1. Основные обозначения параметров соединений с призматическими шпонками
Стандартом установлены поля допусков по ширине шпонки и шпоночных пазов для свободного, нормального и плотного соединений (табл. 7.1).
| Элемент соединения | Поле допусков размера b при соединении | ||
| свободном | нормальном | плотном | |
| Ширина шпонки | п9 | п9 | п9 |
| Ширина паза на валу | Н9 | N9 | Р9 |
| Ширина паза на втулке | D10 | Js9 | Р9 |
В табл. 7.2 размеры пазов и шпонок предусмотренные ГОСТ 23360—78.
Размеры пазов и шпонок
| Диаметр вала d, мм | Номинальный размер шпонки, мм | Номинальный размер паза, мм | |||||
| Ь х h | Фаска S | Глубина | Радиус r | ||||
| max | min | На валу t1 | На втулке t2 | max | min | ||
| Св. 30 до 38 | 10 х 8 | 5.0 | 3.3 | ||||
| Св. 38 до 44 | 12 х 8 | 5.0 | 3.3 | ||||
| Св. 44 до 50 | 14 х 9 | 0.60 | 0.40 | 5.5 | 3.8 | 0.40 | 0.25 |
| Св. 50 до 58 | 16 х 10 | 6.0 | 4.3 | ||||
| Св. 58 до 65 | 18 х 11 | 7.0 | 4.4 | ||||
| Св. 65 до 75 | 20 х 12 | 7.5 | 4.9 | ||||
| Св. 75 до 85 | 22 х 14 | 9.0 | 5.4 | ||||
| Св. 85 до 95 | 25 х 14 | 0.80 | 0.60 | 9.0 | 5.4 | 0.60 | 0.40 |
| Св. 95 до 110 | 28 х 16 | 10.0 | 6.4 | ||||
| Св. 110 до 130 | 32 х 18 | 11.0 | 7.4 | ||||
| Св. 130 до 150 | 36 х 20 | 12.0 | 8.4 | ||||
| Св. 150 до 170 | 40 х 22 | 13.0 | 9.4 | ||||
| Св. 170 до 200 | 45 х 25 | 1.2 | 1.00 | 15.0 | 10.4 | 1.0 | 0.7 |
| Св. 200 до 230 | 50 х 28 | 17.0 | 11.4 | ||||
| Примечания. 1. Длина шпонок должна выбираться из ряда: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220. 2. Материал — сталь с временным сопротивлением разрыву не менее 590 МН/м 2 (60 кгс/мм 2 ). 3. На рабочем чертеже проставляется один размер для вала t1 (предпочтительный вариант) и для втулки d + t2 4. В обоснованных случаях (пустотелые валы, передача пониженных крутящих моментов и т. п.) допускается применять меньшие размеры сечений стандартных шпонок. 5. Пример условного обозначения шпонки исполнения 1 (с радиусом закруглений R = b/2) с размерами b = 18 мм, h = 11 мм, / = 100 мм: Шпонка 18 х 11 х 100 ГОСТ 23360—78*. |
Предельные отклонения и посадки шпоночных соединений
Для ширины пазов вала и втулки допускаются любые сочетания указанных полей допусков. Рекомендуемые посадки приведены в рис.7.2.
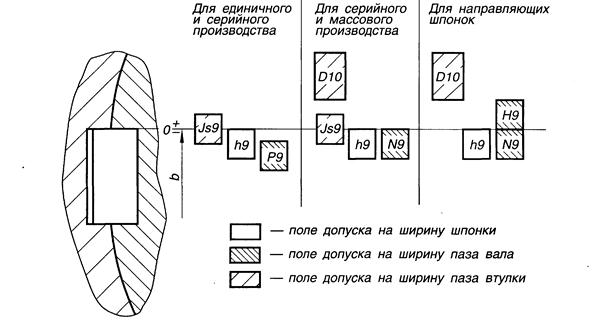
Рис. 7.2. Рекомендуемые посадки шпоночных соединений.
Предельные отклонения на глубину пазов приведены в табл. 7.3.
| Высота шпонки h, мм | Предельные отклонения на глубину паза на валу t1 (или d - t1),и во втулке t2 (или d + t2), мм |
| верхнее отклонение верхнее отклонение | нижнее отклонение |
| От 2 до 6 | +0.1 |
| От 6 до 18 | +0.2 |
| От 18 до 50 | +0.3 |
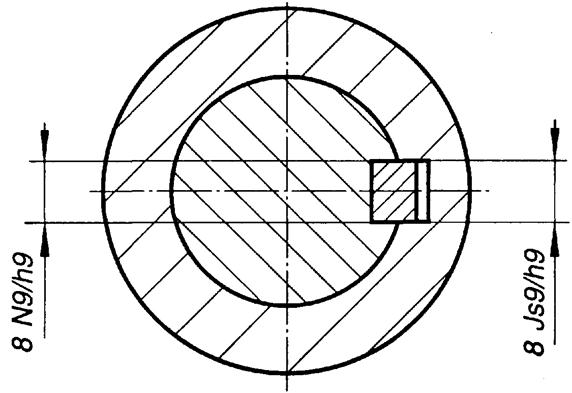
Рис. 7.3. Простановка посадок шпоночного сопряжения.
Шлицевые соединения, как и шпоночные, предназначены для передачи крутящих моментов в соединениях шкивов, муфт, зубчатых колес и других деталей с валами.
В отличие от шпоночных соединений, шлицевые соединения, кроме передачи крутящих моментов, осуществляют еще и центрирование сопрягаемых деталей. Шлицевые соединения могут передавать большие крутящие моменты, чем шпоночные, и имеют меньшие перекосы и смещения пазов и зубьев.
В зависимости от профиля зубьев шлицевые соединения делят на соединения с прямобочным, эвольвентным и треугольным профилем зубьев.
Соединения шлицевые прямобочные. Основные параметры
Шлицевые соединения с прямобочным профилем зубьев применяются для подвижных и неподвижных соединений.
К основным параметрам относятся:
D — наружный диаметр;
d — внутренний диаметр;
b — ширина зуба.
По ГОСТ 1139—80 в зависимости от передаваемого крутящего момента установлено три типа соединений — легкой, средней и тяжелой серии.
Номинальные размеры основных параметров и число зубьев шлицевых соединений общего назначения с прямобочным профилем зубьев, параллельных оси соединения, изображены в рис. 7.4.и табл.7.4.
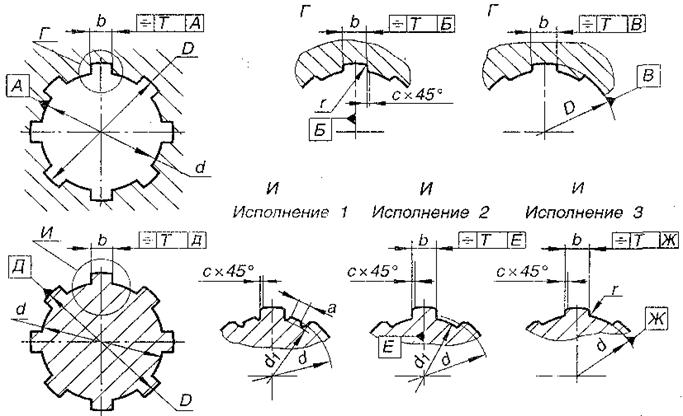
Рис. 7.4. Размеры основных параметров и число зубьев шлицевых соединений общего назначения.
Номинальные размеры основных параметров и число зубьев шлицевых соединений
| 2 x d xD xb, мм (z — число зубьев) | d„ мм | а, мм | с, мм | r,мм, не более |
| не менее | ||||
| Легкая с е р и я серия | ||||
| 6 x 26 x 30 x 6 | 24.6 26.7 30.4 34.5 40.4 44.6 49.7 53.6 59.8 69.6 79.3 | 3.85 4.03 2.71 3.46 5.03 5.75 4.89 6.38 7.31 5.45 8.62 | 0.3 0.3 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 | 0.2 0.2 0.3 0.3 0.3 0.3 0.5 0.5 0.5 0.5 0.5 |
| 6 x 28 x 32 x 7 | ||||
| 8 x 32 x 36 x 6 | ||||
| 8 x 36 x 40 x 7 | ||||
| 8 x 42 x 46 x 8 | ||||
| 8 x 46 x 50 x 9 | ||||
| 8 x 52 x 58 x 10 | ||||
| 8 x 56 x 62 x 10 | ||||
| 8 x 62 x 68 x 12 | ||||
| 10 x 72 x 78 x 12 | ||||
| 10 x 82 x 88 x 12 | ||||
| С р едняя | С р е д н я я с е р и я | |||
| 6 x 11 x 14 x 3 | 9.9 12.0 14.5 16.7 19.5 21.3 23.4 25.9 29.4 33.5 39.5 42.7 48.7 52.2 57.8 67.4 77.1 87.3 | 1.95 1.34 1.65 1.70 1.02 2.57 2,44 2.50 2.40 3.00 4.50 | 0.3 0.3 0.3 0.3 0.3 0.3 0.4 0.4 0.4 0.4 0.4 0.5 0.5 0.5 0.5 0.5 0.5 0.5 | 0.2 0.2 0.2 0.2 0.2 0.2 0.3 0.3 0.3 0.3 0.3 0.5 0.5 0.5 0,5 0.5 0.5 0.5 |
| 6 x 13 x 16 x 3.5 | ||||
| 6 x 16 x 20 x 4 | ||||
| 6 x 18 x 22 x 5 | ||||
| 6 x 21 x 25 x 5 | ||||
| 6 x 23 x 28 x 6 | ||||
| 6 x 26 x 32 x 6 | ||||
| 6 x 28 x 34 x 7 | ||||
| 8 x 32 x 38 x 6 | ||||
| 8 x 36 x 42 x 7 | ||||
| 8 x 42 x 48 x 8 | ||||
| 8 x 46 x 54 x 9 | ||||
| 8 x 52 x 60 x 10 | ||||
| 8 x 56 x 65 x 10 | ||||
| 8 x 62 x 72 x 12 | ||||
| 10 x 72 x 82 x 12 | ||||
| 10 x 82 x 92 x 12 | ||||
| 10 x 92 x 102 x 14 |
В шлицевых соединениях с прямобочным профилем зуба применяют три способа относительного центрирования вала и втулки:
по наружному диаметру D;
по внутреннему диаметру d;
по боковым сторонам зубьев b.
Центрирование по D рекомендуется при повышенных требованиях к соосности элементов соединения, когда твердость втулки не слишком высока и допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием и шлифуется по наружному диаметру D. Применяется такое центрирование в подвижных и неподвижных соединениях.
Центрирование по d применяется в тех же случаях, что и центрирование по D, но при твердости втулки, не позволяющей обрабатывать ее протяжкой. Такое центрирование является наименее экономичным.
Центрирование по b используют, когда не требуется высокой точности центрирования, при передаче значительных крутящих моментов.
Посадки шлицевых соединений с прямобочным профилем зуба
По ГОСТ 1139—80 установлены допуски и посадки шлицевых соединений с прямобочным профилем зуба для различных способов центрирования.
Допуски симметричности боковых сторон шлицев в диаметральном выражении по отношению к оси симметрии центрирующего элемента приведены в табл. 7.5.
Допуски симметричности боковых сторон шлицев
| b, мм | 2.5; 3 | 3.5; 4; 5; 6 | 7; 8; 9; 10 | 12; 14; 16; 18 |
| Допуск симметричности, мм | 0.01 | 0.012 | 0.015 | 0.018 |
Условные обозначения шлицевых прямобочных соединений
Пример обозначения шлицевого соединения с центрированием по D показан на рис. 7.5.
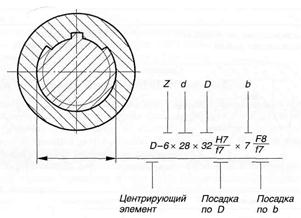 |
Рис. 7.5. Обозначения шлицевого соединения.
Соединения шлицевые эвольвентные. Основные параметры
Шлицевые соединения с эвольвентным профилем зуба имеют то же назначение, что и прямобочные, но обладают рядом преимуществ:
технологичностью (для обработки всех типоразмеров валов с определенным модулем требуется только одна червячная фреза, возможно применение всех точных методов обработки зубьев);
большей прочностью (обладают меньшими концентратами напряжений и большим количеством зубьев).
Шлицевые соединения с эвольвентным профилем зубьев применяются для подвижных и неподвижных соединений.
К основным параметрам относятся:
D — наружный диаметр зубьев, номинальный диаметр соединения;
z — число зубьев;
а = 30° — угол профиля.
Посадки шлицевых эвольвентных соединений
В шлицевых соединениях с эвольвентным профилем зубьев применяются следующие способы относительного центрирования вала и втулки: по боковым поверхностям зубьев s, e, по наружному диаметру D и допускается центрирование по внутреннему диаметру.
Наибольшее распространение получил способ центрирования по боковым поверхностям зубьев. Центрирование по внутреннему диаметру не рекомендуется.
ГОСТ 6033—80 установлены допуски и посадки для различных способов центрирования.
Примеры выбора посадок приведены в табл. 7.6. Кроме указанных посадок, применяются и другие (см. ГОСТ 6033—80).
Пример условного обозначения шлицевых эвольвентных соединений приведен на рис. 7.6.
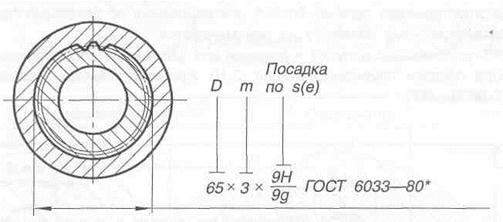 |
Рис. 7.6. Обозначения шлицевых эвольвентных соединений
Условное обозначение эвольвентного шлицевого соединения включает номинальный диаметр соединения D, модуль т, обозначение посадки соединения, помещаемое после размеров центрирующих элементов, и номер стандарта. Например,
50 х 2 х 9H/9g ГОСТ 6033—80
обозначает, что D= 50 мм,m = 2 мм, центрирование по боковым сторонам с посадкой 9H/9g.
При центрировании по наружному диаметру:
50 х H7/g6 х 2 ГОСТ 6033—80.
При центрировании по внутреннему диаметру:
150 х 2 х H7/g6 ГОСТ 6033—80.
Измерение и контроль деталей шлицевого соединения. Основным видом контроля в стандартах на шлицевые соединения является комплексный проходной калибр, с помощью которого обеспечивается собираемость по размерам элементов соединения и их расположению. При этом имеется в виду, что параметры по непроходному пределу проверяются с помощью измерительных приборов или непроходными калибрами.
Измерение диаметров элементов шлицевых соединений не отличается от измерения гладких деталей. При этом измерение положения шлицев по окружности производится как и измерение шагов у зубчатых колес. Иногда для измерения расположения поверхностей и измерения прямолинейности шлицев изготовляются специальные приспособления.
Шпоночное соединение образуют вал, шпонка и ступица колеса (шкива, звездочки и др.). Шпонка представляет собой стальной брус, устанавливаемый в пазы вала и ступицы. Она служит для передачи вращающего момента между валом и ступицей. Основные типы шпонок стацдартизованы. Шпоночные пазы на валах получают фрезерованием дисковым или концевыми фрезами, в ступицах протягиванием.
Достоинства шпоночных соединений - простота конструкции и сравнительная легкость монтажа и демонтажа, вследствие чего их широко применяют во всех отраслях машиностроения.
Недостаток - шпоночные пазы ослабляют вал и ступицу насаживаемой на вал детали. Ослабление вала обусловлено не только уменьшением его сечения, но главное, значительной концентрацией напряжений изгиба и кручения, вызываемой шпоночным пазом. Шпоночное соединение трудоемко в изготовлении: при изготовлении паза концевой фрезой требуется ручная пригонка шпонки по пазу; при изготовлении паза дисковой фрезой крепление шпонки в пазу винтами (от возможных осевых смещений).
1.2. Разновидности шпоночных соединений
Шпоночные соединения подразделяют на напряженные и напряженные. Ненапряженные соединения получают при использовании призматических (рис. 4.1) и сегментных (рис. 4.2) шпонок. В этих случаях при сборке соединений в деталях не возникает предварительных напряжений. для обеспечения центрирования и исключения контактной коррозии ступицы устанавливают на валы с натягом.
Напряженные соединения получают при применении клиновых (например, врезной клиновой, рис. 4.3) и тангенциаальных (рис. 4.4) шпонок. При сборке таких соединений возникают предварительные (монтажные) напряжения.
Основное применение имеют ненапряженные соединения.
Соединения призматическими шпонками. Конструкции соединений призматическими шпонками изображены на рис. 4.1. Рабочими являются боковые, более узкие грани шпонок высотой h . Размеры сечения шпонки и глубины пазов принимают в зависимости от диаметра d вала.
По форме торцов различают шпонки со скругленными торцами исполнение 1 (рис. 4.1, а), с плоскими торцами
исполнение 2 (рис 4.1, 6), с одним плоским, а другим скругленным торцом исполнение З (рис. 4.1, в).
Шпонку запрессовывают в паз вала. Шпонку с плоскими торцами кроме того помещают вблизи деталей (концевых шайб, колец и др.), препятствующих ее возможному осевому перемещению. Призматические шпонки не удерживают детали от осевого смещения вдоль вала. Для фиксации зубчатого колеса от осевого смещения применяют распорные втулки (1 на рис. 4.1), установочные винты (1 на рис.4.2) и др.

Соединения сегментными шпонками (рис. 4.2). Сегментные шпонки, как и призматические, работают боковыми гранями. Их применяют при передаче относительно небольших вращающих моментов. Сегментные шпонки и пазы для них просты в изготовлении, удобны при монтаже и демонтаже (шпонки свободно вставляют в паз и вынимают). Широко применяют в серийном и массовом производстве.
Соединения клиновыми шпонками (рис. 4.3). Клиновые шпонки имеют форму односкосных самотормозящих клиньев с уклоном 1:100. Такой же уклон имеют и пазы в ступицах. Клиновые шпонки изготовляют без головок и с головками. Головка служит для выбивания шпонки из паза. По нормам безопасности выступающая головка должна иметь ограждение (1 на рис. 4.3). В этих соединениях ступицу устанавливают на валу с небольшим зазором. Клиновую шпонку забивают в пазы вала и ступицы, в результате на рабочих широких гранях шпонки создаются силы трения, которые могут передавать не только вращающий момент, но и осевую силу. Соединение хорошо воспринимает ударные и переменные нагрузки.
Соединения клиновыми шпонками применяют в тихоходных передачах.
Соединения тангенциальными шпонками (рис. 4.4). Тангенциальная шпонка состоит из двух односкосных клиньев с уклоном 1:100 каждый. Работает узкими боковыми гранями. Клинья вводятся в пазы вала и ступицы ударом; образуют напряженное соединение. Распорная сила между валом и ступицей создается в касательном (тангенциальном) направлении. В соединении ставят две тангенциальные шпонки под углом 120°, каждая шпонка передает момент только в одну сторону.

Применяют для валов диаметром свыше 60 мм при передаче больших вращающих моментов с переменным режимом работы (крепление маховика на валу двигателя внутреннего сгорания и др.).
1.З.Расчет шпоночных соединений
Основным критерием работоспособности шпоночных соединений является прочность. Шпонки выбирают по таблицам ГОСТов в зависимости от диаметра вала, а затем соединения проверяют на прочность. Размеры шпонок и пазов подобраны так, что прочность их на срез и изгиб обеспечивается, если выполняется условие прочности на смятие, поэтому основной расчет шпоночных соединений расчет на смятие. Проверку шпонок на срез в большинстве случаев не проводят.
Соединения призматическими шпонками (рис. 4.5 и 4.1) проверяют по условию прочности на смятие:

Сила, передаваемая шпонкой, F1 =2*10 3 T/d. На смятие рассчитывают выступающую из вала часть шпонки.

При высотк фаски шпонки площадь смятия

следовательно,


Где Т- передаваемый момент, H-м; d – диаметр вала, мм; h, r1 – высота шпонки и глубина паза нп валу, мм (таблица величин); - допускаемые напряжения смятия, lp – рабочая длина шпонки; для шпонок с плоскими торцами lp =l, со скругленными lp =l

-
При проектировочных расчетах после выбора размеров поперечного сечения шпонки Ь и h по таблице определяют расчетную рабочую длину 1 шпонки по формуле (4.1).
Длину шпонки со скругленными торцами lp = 1+Ь или плоскими торцами lp = = 1 назначают из стандартного ряда.
Длину ступицы 1см принимают на 8. 10 мм больше длины шпонки. Если длина ступицы больше величины 1,5 d ,, то шпоночное соединение целесообразно заменить на шлицевое или соединение с натягом.
Соединения сегментными шпонками (см. рис. 4.1) проверяют на смятие:

Где lp =l – рабочая длина шпонки; (h –t) – рабочая глубина в ступнице.
Сегментная шпонка узкая, поэтому в отличие от призматической ее проверяют на срез.
Условие прочности на срез


Где b – ширина шпонки; - допускаемое напряжение на срез шпонки.
Стандартные шпонки изготовляют из специального сортамента среднеуглеродистой чистотянутой стали с
600 Н/мм2 чаще всего из сталей 45, Стб.
Допускаемые напряжения смятия для шпоночных соединений:

при стальной ступице []см = 130. 200 Н/мм2
при чугунной []см 80. 110 Н/мм2. Большие значения принимают при постоянной нагрузке, меньшие при переменной и работе с ударами.
При реверсивной нагрузке []см снижают в 1,5 раза.

Допускаемое напряжение на срез шпонок 70. 100 Н/мм2.
Большее значение принимают при постоянной нагрузке.
Глава 2. ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
2.1 .Общие сведения
Шлицевое соединение образуют выступы зубья на валу и соответствующие впадины шлицы в ступице (рис. 5.1, а—в). Рабочими поверхностями являются боковые стороны зубьев. Зубья вала фрезеруют по методу обкатки или накатывают в холодном состоянии профиль- ными роликами по методу продольной накатки. Шлипы отверстия ступицы изготовляют протягиванием.
Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными. 1. Лучшее центрирование соединяемых деталей и более точное направление при их относительном осевом перемещении. 2. Меньшее число деталей соединения: шлицевое соединение образуют две детали, шпоночное три, четыре. З. При одинаковых габаритах возможна передача больших вращающих моментов за счет большей поверхности контакта. 4. Большая надежность при динамических и реверсивных нагрузках. 5. Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев. б. Меньшая длина ступицы и меньшие радиальные размеры.
Недостатки более сложная технология изготовления, а следовательно, и более высокая стоимость.

2.2. Разновидности шлицевых соединений
Шлицевые соединения различают: по характеру соединения - неподвижные для закрепления детали на валу (рис. 5.1); подвижные , допускающие перемещение вдоль вала (например, блока шестерен коробки передач; по форме зубьев прямобочные (рис. 5.1), эвольвентные (рис. 5.2, а), треугольные (рис. 5.2, 6), по способу центрирования (обеспечения совпадения геометрических осей) ступицы относительно вала с центрированием по наружному диаметру В (см. рис. 5.1, а), по внутреннему диаметру й (см. рис. 5.1, 6) и по боковым поверхностям зубьев (рис. 5.1, в и 5.2). Зазор в контакте поверхностей: центрирующих практически отсутствует, нецентрирующих значительный.

2.3. Расчет шлицевых соединений
Основными критериями работоспособности шлицевых соединений являются сопротивления рабочих поверхностей смятию и изнашиванию.
Параметры соединения выбирают по таблицам стандарта в зависимости от диаметра вала, а затем проводят расчет по критериям работоспособности.
Смятие и изнашивание рабочих поверхностей связаны с действующими на контактирующих поверхностях напряжениями см.
Упрощенный (приближенный) расчет основан на ограничении напряжений смятия допускаемыми значениями см., назначаемыми на основе опыта эксплуатации подобных конструкций:

где Т- расчетный вращающий момент (наибольший из длительно действующих моментов при переменом режиме нагружения), Н-м;
К3- коэффициент неравномерности распределения нагрузки между зубьями (зависит от точности изготовления и условий работы),
К = 1,1. 1,5; d - средний диаметр соединения, мм; число z -зубьев; h -рабочая высота зубьев, мм; lp -рабочая длина соединения, мм; см допускаемое напряжение смятия, Н/мм2.
Для соединений с прямобочными зубьями:


f – фаска зуба.
Для соединения с эвольвентными зубьями:

Для соединения с треугольными зубьями

Список литературы
1. Х.А. Дианов, Н.Г. Ефремов, В.Г. Мицкевич Детали машин. Курс лекций – М., 2003.
3. Иванов М.Н., Ыиногенов В.А. Детали машин. М.: Высшая школа, 2002.
4. Колпаков А.П., Карнаухов И.Е. Проектирование и расчет механических передач. – М., 2000.
Способы соединения деталей. Виды разъемных соединений. Характеристика и классификация шлицевых соединений. Материалы и допускаемые напряжения смятия. Методика расчета шлицевых соединений на прочность. Рекомендации по конструированию шлицевых соединений.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 11.09.2015 |
| Размер файла | 399,0 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
1. Характеристика шлицевых соединений
2. Классификация шлицевых соединений
3. Материалы и допускаемые напряжения смятия
4. Расчет шлицевых соединений на прочность
5. Рекомендации по конструированию шлицевых соединений
Список использованных источников
Способы соединения деталей и сборочных единиц механизмов различны. Их можно разделить на неразъемные и разъемные. Неразъемные соединения можно разобрать только при частичном разрушении соединяемых деталей. Разъемные соединения отличаются тем, что их разборка возможна без разрушения деталей, входящих в соединение. Разъемные соединения в свою очередь делятся на подвижные и неподвижные. С помощью подвижных соединений можно обеспечить определенное перемещение одних деталей относительно других. К ним относятся различные опоры и направляющие. Неподвижные соединения обеспечивают фиксированное положение одних деталей по отношению к другим.
Разъемные соединения допускают многократную сборку и разборку. К ним относят резьбовые, штифтовые, шпоночные, шлицевые соединения. Выбор типа соединения зависит от предъявляемых к нему требований: конструктивных, технологических и экономических.
шлицевый разъемный напряжение прочность
1. Характеристика шлицевых соединений
Шлицевое (зубчатое) соединение -- соединение вала (охватываемой поверхности) и отверстия (охватывающей поверхности) с помощью шлицев (пазов) и зубьев (выступов), радиально расположенных на поверхности. Обладает большой прочностью, обеспечивает соосность вала и отверстия, с возможностью осевого перемещения детали вдоль оси.
Шлицевое соединение образуют выступы (зубья) на валу (рис. 1, 2, 3), входящие в соответствующие впадины (шлицы) в ступице.
Рабочими поверхностями являются боковые стороны выступов.
Выступы на валу выполняют фрезерованием, строганием или накатыванием в холодном состоянии профильными роликами по методу продольной накатки. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Условно можно представить шлицевое соединение, как многошпоночное соединение, у которого шпонки выполнены как одно целое с валом.
Достоинства шлицевых соединений по сравнению со шпоночными:
Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
Меньшее число деталей соединения (шлицевое соединение образуют две детали, шпоночное - три).
Большая несущая способность вследствие большей суммарной площади контакта.
Взаимозаменяемость (нет необходимости в ручной пригонке).
Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев.
Меньшая длина ступицы и меньшие радиальные зазоры.
Большая надежность при динамических нагрузках.
Недостатки шлицевых соединений - более сложная технология изготовления (зубофрезерование, протягивание, шлифование), а следовательно, более высокая стоимость.
2. Классификация шлицевых соединений
Шлицевые соединения различают:
1. По передаваемой нагрузке:
2. По способу центрирования сопрягаемых деталей:
§ по наружному диаметру зубьев;
§ по внутреннему диаметру зубьев;
§ по боковым поверхностям зубьев.
3. По степени подвижности:
4. По форме выступов:
Шлицевые соединения с прямобочным профилем.
Соединения с прямобочным профилем (рис. 1,а) применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом z выступов. Тяжелая серия имеет более высокие выступы с большим их числом; рекомендуется для передачи больших вращающих моментов.
Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D, внутреннему d диаметрам или боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, от твердости ступицы и вала. Первые два способа обеспечивают наиболее точное центрирование.
Зазор в контакте поверхностей: центрирующих - практически отсутствует, не центрирующих - значительный.
Центрирование по наружному диаметру D (рис. 2,а). В этом случае точность обработки сопрягаемых поверхностей обеспечивают: в отверстии - протягиванием, на валу - шлифованием. По диаметру D обеспечивают сопряжение по одной из переходных посадок.
По внутреннему диаметру d между деталями существует зазор.
При передаче вращающего момента на рабочих боковых сторонах действуют напряжения смятия усм.
В соответствии с технологией обработки центрирующей поверхности в отверстии (протягивание) центрирование по наружному диаметру может быть применено при невысокой твердости ступицы (? 350 НВ).
Центрирование по внутреннему диаметру d (рис. 2,б).
Применяют при высокой твердости ступицы (? 45 HRC), например, после ее закалки, когда затруднена калибровка ступицы протяжкой или дорном.
Точность обработки сопрягаемых поверхностей обеспечивают: в отверстии - шлифованием на внутришлифовальном станке, на валу - шлифованием впадины профилированными кругами, в соответствии с чем предусматривают канавки для выхода шлифовального круга.
По центрирующему диаметру d обеспечивают сопряжение по переходной посадке. Размер h площадки контакта определяют так же, как и при центрировании по наружному диаметру.
Центрирование по D или d применяют в соединениях, требующих высокой соосности вала и ступицы (при установке на валы зубчатых или червячных колес в коробках передач автомобилей, в станках, редукторах; а также при установке шкивов, звездочек, полумуфт на входных и выходных концах валов).
Центрирование по боковым поверхностям b (рис. 2,в). В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
Шлицевые соединения с эвольвентным профилем.
Соединения с эвольвентным профилем (рис. 1,б) применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес).
Эвольвентный профиль отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
Соединения обеспечивают высокую точность центрирования; они стандартизованы - за номинальный диаметр соединения принят наружный диаметр D.
По сравнению с прямобочным, соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большего количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Шлицевые соединения с эвольвентным профилем шлицев считаются наиболее перспективными.
Применяют центрирование по боковым поверхностям S зубьев, реже - по наружному диаметру D.
Шлицевые соединения с треугольным профилем.
Соединения с треугольным профилем (рис. 1,в) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов-зубьев (z = 20…70; m = 0,2…1,5мм). Угол в профиля зуба ступицы составляет 30°, 36° или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях торсионных валов, стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля).
Соединения с треугольным профилем применяют также при необходимости малых относительных регулировочных поворотов деталей. Шлицевые валы и ступицы изготовляют из среднеуглеродистых и легированных сталей с временным сопротивлением ув> 500Мпа.
3. Материалы и допускаемые напряжения смятия
Шлицевые валы и ступицы изготовляют из среднеуглеродистых и легированных сталей с временным сопротивлением ув> 500 Н/мм2 (Мпа).
В Таблице 1 приведены значения [у]см, принятые с учетом опыта эксплуатации при длительном сроке службы. Большие значения [у]см принимают при легких режимах работы, когда соединение большую часть времени нагружено моментами, значительно меньшими максимально длительно действующего вращающего момента.

Шпоночное соединение - один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного поворота. Чаще всего шпонка используется для передачи крутящего момента в соединениях вращающегося вала с зубчатым колесом или со шкивом, но возможны и другие решения, например - защита вала от проворачивания относительно неподвижного корпуса.
Более подробно о видах шпоночных соединений здесь.
В отличие от соединений с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения – разъемные. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке.
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные. Призматические шпонки дают возможность получать как подвижные, так и неподвижные соединения. Сегментные шпонки и клиновые шпонки, как правило, служат для образования неподвижных соединений. Форма и размеры сечений шпонок и пазов стандартизованы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединения.
Рис. 1. Виды исполнений призматических шпонок (вид сверху)
Шпоночное соединение включает в себя минимум три посадки: вал-втулка (центрирующее сопряжение) шпонка-паз вала и шпонка-паз втулки.
Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это обычное гладкое цилиндрическое сопряжение, которое можно назначить с очень малыми зазорами или натягами, следовательно – предпочтительны переходные посадки.
Возможно еще одно сопряжение – по длине шпонки, если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу.
Глубина паза у вала под шпонку задается размером l , (предпочтительно) или d-t1 , глубина паза у отверстия под шпонку - размером t2 или D+t2 (рис. 2).

Рис. 2. Параметры шпоночного соединения
Размеры шпонок изготавливаются: по ширине b шпонки (рис. 2) с полем допуска h9 , по высоте h шпонки с полем допуска h11 (при высоте шпонки 2 . 6 мм - по B9 ), по длине l шпонки с полем допуска h14 .
Такое назначение полей допусков на размеры призматических шпонок делает возможным их централизованное изготовление независимо от посадок.
Все виды шпоночных соединений образуются в системе вала. Вид соединения выбирается в зависимости от его функционального назначения с учетом технологии сборки. Для предпочтительного применения стандартом предусмотрено три вида соединения (рис. 3):
- Свободное - соединение с гарантированным зазором для возможности перемещения втулки вдоль вала со шпонкой. Соединение подвижное. Для ширины паза на валу задается поле допуска Н9 , для ширины паза втулки - Z10 .
- Нормальное - соединение с переходной посадкой, с большей вероятностью в получении зазора, не требующее частых разборок. Соединение неподвижное. Для ширины паза на валу задается поле допуска N9 , для ширины паза втулки - J9 .
- Плотное - соединение с переходной посадкой, с приблизительно равной вероятностью получения зазоров и натягов, применяющееся при редких разборках и реверсивных нагрузках. Соединение неподвижное. Для ширины паза вала и втулки задается одно поле допуска H9 .
Стандартом установлены поля допусков по ширине шпонки и шпоночных пазов b для свободного, нормального и плотного соединений.
Длина пазов вала и отверстия под шпонку изготавливается с полем допуска Z15 , глубина пазов вала и отверстия - с полем допуска Z12 .
К местам установок шпонок предъявляются дополнительные требования по расположению поверхностей.
Допуски и посадки шлицевых соединений
Основные параметры шлицевых соединений
Шлицевые соединения, как и шпоночные, предназначены для передачи крутящих моментов в соединениях шкивов, муфт, зубчатых колес и других деталей с валами.
В отличие от шпоночных соединений, шлицевые соединения, кроме передачи крутящих моментов, осуществляют еще и центрирование сопрягаемых деталей. Шлицевые соединения могут передавать большие крутящие моменты, чем шпоночные, и имеют меньшие перекосы и смещения пазов и зубьев.
Более подробно о видах шлицевых соединений здесь.
В зависимости от профиля зубьев шлицевые соединения делят на соединения с прямобочным, эвольвентным и треугольным профилем зубьев.
Шлицевые соединения с прямобочным профилем зубьев применяются для подвижных и неподвижных соединений. К основным параметрам относятся:
- D – наружный диаметр;
- d – внутренний диаметр;
- b – ширина зуба.
По ГОСТ 1139-80* в зависимости от передаваемого крутящего момента установлено три типа соединений – легкой, средней и тяжелой серии.
В шлицевых соединениях с прямобочным профилем зуба применяют три способа относительного центрирования вала и втулки (рис. 3):
Рис. 3. Способы относительного центрирования шлицевых соединений
Центрирование по наружному и внутреннему диаметрам обеспечивает хорошую соосность деталей при взаимном перемещении. Но центрирование по наружному диаметру, кроме того, применяют и для неподвижных соединений, поскольку в них отсутствует износ от осевых перемещений.
Центрирование по D рекомендуется при повышенных требованиях к соосности элементов соединения, когда твердость втулки не слишком высока и допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием и шлифуется по наружному диаметру D .
Применяется такое центрирование в подвижных и неподвижных соединениях.
Центрирование по внутреннему диаметру d применяется в тех же случаях, что и центрирование по D , но при твердости втулки, не позволяющей обрабатывать ее протяжкой. Такое центрирование является наименее экономичным.
Центрирование по боковым сторонам зубьев b используют, когда не требуется высокой точности центрирования, при передаче значительных крутящих моментов.
Способ центрирования по боковым поверхностям зубьев b целесообразно, также, применять при передаче знакопеременных нагрузок больших крутящих моментов, а также реверсивном движении.
Этот метод способствует более равномерному распределению нагрузки между зубьями, но не обеспечивает высокой точности центрирования. Применяется реже, так как при этом требует точной обработки шлицевого вала и впадин шлицевой втулки, которая может быть обеспечена у вала шлифованием зубьев, а у втулки только протягиванием отверстия. Применяется, если нужна высокая прочность, а точность центрирования не имеет существенного значения, - например карданные сочленения.
Выбор допусков и посадок шлицевых соединений
В основу построения допусков и посадок шлицевых соединений положена система, обеспечивающая сокращение дорогостоящего инструмента для обработки шлицевых отверстий - протяжек. Поэтому посадки шлицевых соединений с прямобочным профилем зуба строятся по системе отверстия (рис. 4).

Рис. 4. Поля допусков шлицевых соединений
Отклонение размеров профиля отверстия и вала отсчитываются от номинальных размеров диаметров D и d и ширины зуба b .
Для обеспечения собираемости шлицевых деталей предусматриваются гарантированные зазоры между боковыми сторонами зубьев и впадин, а также между не центрируемыми поверхностями. Эти зазоры компенсируют погрешности профиля и расположения шлицев вала и впадин втулки.
Поля допусков шлицевых соединений с прямобочным профилем располагаются в зависимости от центрирующего элемента.
Прямобочные шлицевые соединения, как правило, контролируются комплексными проходными калибрами. При этом поэлементный контроль осуществляется непроходными калибрами или измерительными приборами.
В спорных случаях контроль с применением комплексного калибра является решающим.
При использовании комплексных калибров отверстие считается годным, если комплексный калибр-пробка проходит, а диаметры и ширина паза не выходят за установленные верхние пределы; вал считается годным, если комплексный калибр-кольцо проходит, а диаметры и толщина зуба не выходят за установленный нижний предел.
Обозначение на чертежах прямобочных шлицевых соединений валов и втулок должно содержать:
- букву, соответствующую поверхности центрирования;
- число зубьев и номинальные размеры d , D и b соединения, вала и втулки;
- символы полей допусков или посадок диаметров, а также размера b , помещенные после соответствующих размеров.
В обозначении можно не указывать допуски нецентрирующих диаметров.
Допуски и посадки эвольвентных шлицевых соединений
Для повышения долговечности соединений, улучшения центрирования и упрощения фрезерования (применения метода обката одной червячной фрезой при нарезании шлицев одного модуля, но разных чисел зубьев и диаметров) используются шлицевые соединения с эвольвентным профилем зуба.
Однако при закаленных валах и втулках шлицевание зубьев с эвольвентным профилем невыгодно. Кроме того, стоимость протяжки при чистовой обработке выше, чем для зубьев с прямобочным профилем.
Основными преимуществами эвольвентных шлицевых соединений по сравнению с прямобочными являются:
- более равномерное распределение нагрузки на зубе;
- высокая прочность;
- возможность обеспечения повышенной точности, обусловленная высокой точностью червячной модульной фрезы.
На эти соединения распространяется ГОСТ 6033-80, устанавливающий исходный контур; угол наклона профиля зуба - 30°; форму зуба; номинальные диаметры D = 4. 500 мм; модули т = 0,5. 10 мм; число зубьев z = 64. 82; номинальные размеры элементов и измерительные величины по боковым поверхностям зубьев, а также допуски и посадки.
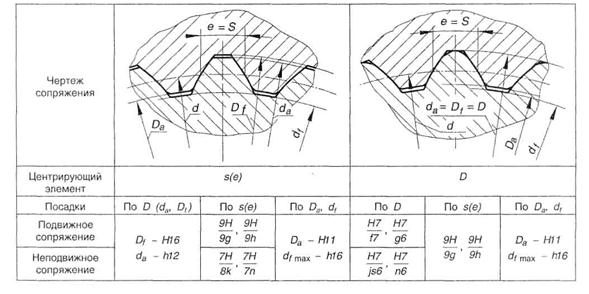
В шлицевых эвольвентных соединениях втулку относительно вала центрируют по:
- боковым поверхностям зубьев - этот способ получил наибольшее распространение, так как достигается хорошая соосность (в отличие от прямобочных соединений);
- наружному диаметру - этот способ используется, когда необходима высокая точность вращения деталей, сидящих на шлицевом валу;
- внутреннему диаметру - этот способ центрирования используется редко из-за технологических трудностей, в том числе из-за малых опорных площадок по впадинам зубьев.
- номинальный исходный диаметр соединения D ;
- диаметр окружности впадин втулки Df
- диаметр окружности вершин зубьев втулки Da
- модуль m ;
- толщина шлица вала s и ширина впадины втулки е (как правило, s = е);
- диаметр окружности вершин зубьев вала da ;
- диаметр окружности впадин вала df
- смещение исходного контура шлицев хm .
Допуски и посадки при центрировании по боковым поверхностям зубьев эвольвентных соединений имеют особенность, состоящую в том, что на сопрягаемые размеры толщины зубьев вала s и ширины втулки е установлены два вида допусков:
- допуск Тs = Те собственно размеров s и е ;
- суммарный допуск Т , включающий в себя как отклонения размеров s и e , так и отклонение формы и расположения поверхностей профиля зубьев вала и впадин втулки.
Введение таких допусков связано с особенностями контроля шлицевых соединений комплексными калибрами. Величина этих допусков определяется числами - степенями точности, а их расположение относительно номинального размера ( s = е ) на дуге делительной окружности - основными отклонениями.
Контроль размеров шлицевых соединений
Для контроля размеров шлицевой втулки и шлицевого вала применяют поэлементные и шлицевые комплексные калибры. Калибры для контроля внутреннего диаметра втулки и наружного диаметра вала не отличаются от гладких калибров-пробок и калибров-скоб.
Для контроля наружного диаметра D и толщины b зуба вала применяют специальные предельные калибры: листовые двусторонние пробки, неполные пробки, пазовые калибры, калибры-скобы и калибры - скобы для контроля толщины зубьев. Широко применяются комплексные шлицевые калибры, которыми контролируют не только размеры шлицевых валов и втулок, но и отклонения формы и расположения поверхностей.
4. Допуски и посадки шпоночных и шлицевых соединений.
4.1 Шпоночные соединения.
Исходные данные: d=35 мм, тип соединения 3 (плотное соединение).
По ГОСТ 23360-78 выбираем основные размеры соединения:
Глубина паза вала и втулки соответственно: t1=5 мм, t2=3,3 мм;
Вид исполнения 1;
Длина шпонки l=50 мм;
Условное обозначение шпонки: Шпонка 1-10 ĥ 8 ĥ 50 ГОСТ 23360-78.
Условия применения – плотное характеризуемое вероятностью получения примерно одинаковых небольших натягов в соединении шпонок с обоими пазами; сборка осуществляется напрессовкой, применяется при редких разборках и реверсивных нагрузках.
Для заданного типа соединения назначаем поля допусков для деталей шпоночного соединения:
поле допуска вала s6,
поле допуска отверстия H7,
поле допуска ширины шпонки b - h9,
поле допуска высоты шпонки h - h11,
поле допуска длины шпонки l - h14,
поле допуска ширины паза на валу и во втулке - P9,
Определяем предельные отклонения пользуясь стандартом на гладкие соединения:

диаметр вала 35

диаметр втулки 35

ширина шпонки 10

высота шпонки 8

длина шпонки 50

ширина паза на валу 10
ширина паза во втулке 10

глубина паза вала


• глубина паза втулки

Строим схемы расположения полей допусков (рисунок 4.1).

4.2 Прямобочное шлицевое соединение
Исходные данные: b-6 ĥ 28H11/≥26,7 ĥ 32H12/a11 ĥ7F8/js7 ГОСТ 1139-80
Прямобочное шлицевое соединение: центрирование по боковым поверхностям зубьев b;
поле допуска центрирующего диаметра D=32 мм
число прямобочных шлицов 6;
внутренний диаметр соединения d=28 мм;
ширина шлица b=7 мм,
поле допуска ширины шлица втулки F8,
поле допуска ширины шлица вала js7.
Центрирование по b применяется, когда не требуется особой точности соосности, при передаче значительных моментов, в случаях, когда недопустимы большие зазоры между боковыми поверхностями вала и втулки; наиболее простой и экономичный способ.
По ГОСТ 1139-80 назначаем поля допусков втулки и вала по нецентрирующему диаметру:
предельное отклонение вала по нецентрирующему диаметру d не менее 26,7 мм.
Величины предельных отклонений диаметров и ширины прямобочного шлица:
Для втулки b-6 ĥ 28H11 ĥ 32H12 ĥ7F8 ГОСТ 1139-80

центрирующий диаметр ;

нецентрирующий диаметр ;

ширина паза ;
Для вала b-6 ĥ ≥26,7 ĥ 32a11 ĥ7js7 ГОСТ 1139-80

центрирующий диаметр ;

нецентрирующий диаметр мм;

ширина паза ;
Строим схемы расположения полей допусков (рисунок 4.2).

4.3 Эвольвентные шлицевые соединения
Исходные данные: 48 ĥ H7/h6 ĥ 2 ГОСТ 6033-80
Номинальный диаметр D=48 мм,
вид центрирования по наружному диаметру,
поле допуска наружного диаметра втулки Df - H7,
поле допуска наружного диаметра вала da - h6.
Центрирование по наружному диаметру D наиболее технологично, так как в этом случае в качестве окончательной операции отверстия выполняют протягивание, а при обработке вала - шлифование. Такое центрирование применяется в деталях с незакалённым отверстием.
Определяем по ГОСТ 6033-80 недостающие параметры эвольвентного соединения:
Число зубьев Z=22;

мм;
Диаметр впадин шлицевого вала

мм;
Диаметр внутренней втулки

мм;
Назначаем поле допуска ширины впадины втулки e - 9H, поле допуска толщины зуба вала S - 9d: посадка 9H/9d.
Поле допуска втулки и вала по нецентрируемому диаметру при плоской форме дна впадины: для втулки Da - H11, для вала df - h16, посадка H11/h16.
Величины предельных отклонений диаметров, предельные отклонения по боковым сторонам зубьев:
Для втулки 48 ĥ H7 ĥ 2 ГОСТ 6033-80:

центрирующий диаметр ;
Для вала 48 ĥ h6 ĥ 2 ГОСТ 6033-80:

центрирующий диаметр ;
Строим схемы расположения полей допусков (рисунок 4.3).

мм.

1. Марков Н.Н., Осипов В.В., Шабалина М.Б. Нормирование точности в машиностроении: Учеб. для машиностроит. спец. вузов. / Под ред. Ю.М. Соломенцева. – 2-е изд., перераб. и доп. – М.: Высш. шк.; Издательский центр "Академия", 2001. – 335 с.: ил.
2. Якушев А.И. и др. Взаимозаменяемость, стандартизация и технические измерения: Учебник для втузов / А.И. Якушев, Л.Н. Воронцов, Н.М. Федотов. – 6-е изд., перераб. и доп. – М.: Машиностроение, 1987. – 352 с.: ил.
3. В.И. Анурьев "Справочник конструктора-машиностроителя": в 3 т. -8е изд.: -М.: Машиностроение, 2001г.
Раздел: Промышленность, производство
Количество знаков с пробелами: 14401
Количество таблиц: 1
Количество изображений: 14
Читайте также: