
Виды литья металлов кратко
Обновлено: 05.07.2024
Несмотря на многовековую историю литейного производства его технологии постоянно совершенствуются. Это позволяет исследователям и производственникам подробно исследовать явления, связанные с новыми параметрами процесса литья, способствуя получению бездефектных отливок хорошего качества. Имеются возможности для моделирования сложных процессов литья, что уменьшает количество литейных дефектов. Передовые методы литья включают производство пластичных отливок и их термический анализ, отливку композитов с металлической матрицей методом вихревого перемешивания, литьё алюминия с применением постоянного тока, процессы литья под давлением и так далее. Некоторые из этих способов рассматриваются далее.
- Отливка по выплавляемым моделям
- Кокильное литье
- Под давлением
- Под регулируемым давлением
- В оболочковые формы
- Центробежное литье
- По газифицируемым моделям
- Непрерывное литье
- Литье металла в ХТС
Отливка по выплавляемым моделям
Литьё по выплавляемым моделям позволяет производить точные компоненты, сводя к минимуму отходы материалов, уменьшая энергоёмкость производства и снижая затраты на последующую обработку готовых отливок, причём любой степени сложности.
В технологии литья по выплавляемым моделям используется оболочка из керамики, гипса или пластика, которая формируется вокруг восковой формы. Затем эта форма плавится и удаляется в печи, а металл заливается в оболочку для создания отливки.
Процесс литья по выплавляемым моделям происходит в несколько этапов:
- Создание исходного образца, в котором отражается конфигурация готовой детали, с поправкой на тепловую усадку заготовки;
- Изготовление восковых образцов и создание деревянной модели. Она собирается таким образом, чтобы обеспечить доставку расплава ко всем труднодоступным частям отливки;
- Создание оболочки пресс-формы, когда вся восковая модель окунается в керамическую суспензию, покрывается песчаной оболочкой и отправляется на сушку. Эти циклы повторяются до тех пор, пока не будет создана оболочка желаемой толщины, которая устанавливается по размерам и конфигурации готовой отливки. После высыхания керамической оболочки она становится достаточно прочной, чтобы удерживать расплавленный металл во время литья.
- Удаление воска, для чего вся сборка помещается в паровой автоклав, чтобы растопить практически весь воск (остатки, пропитанные керамическим составом, сжигаются в печи). Тогда же удаляются и литники;
- Расплавление и литьё. Форму предварительно нагревают до определенной температуры и заполняют расплавленным металлом, создавая металлическую отливку. С помощью процесса литья по выплавляемым моделям можно получить готовый продукт из любого сплава. В зависимости от его химического состава можно применить плавку на воздухе или в вакууме. Вакуумная плавка используется тогда, когда в сплаве присутствуют реактивные элементы.
- Заключительные операции. После того, как отливка окончательно остынет, оболочка кристаллизатора отделяется от отливки путем вытеснения. При этом отрезаются остатки каналов, литников, а, при необходимости, выполняется пескоструйная обработка, шлифовка и механическая доводка отливки до размерам, обусловленным чертежом изделия.
Технология включает стадию неразрушающего контроля, для чего используется флуоресцентный, магнитопорошковый, рентгенографический или другие методы проверки качества.
- Широкий диапазон массы получаемых отливок – от мелких до 300…350 кг.
- Универсальность и сложность формы, включая и такие, которые нельзя получить металлорежущей обработкой на станках.
- Минимизация последующей механической доводки.
- Высокая точность и низкая шероховатость готовой поверхности.
Литьё по выплавляемым моделям - хорошая альтернатива сварке, поскольку многие компоненты можно объединить в одну отливку сложной формы.
Поскольку инструмент довольно сложен в изготовлении, то данная технология полностью окупает себя в условиях серийного и массового производства.
Кокильное литье

Все виды литья в кокиль - это группа методов, особенно подходящих для получения отливок из цветных сплавов - алюминия, магния и латуни. Перед отливкой функциональные поверхности форм обрабатываются специальным каолином или аналогичным покрытием, которое позволит эффективно разделить поверхности. Формы, которые не могут быть извлечены из изложницы, часто изготавливаются с применением, песчаных стержней. После литья стержни уничтожаются.
По сравнению с литьём в песчаные формы, затвердевание кристаллизатора происходит быстрее за счет лучшей теплопроводности. Образуется отливка с относительно мелкой и плотной структурой материала, которая, в то же время, имеет лучшие механические свойства по сравнению с отливкой из того же материала, но отлитой в песчаную форму.
Преимущества кокильного литья:
- вследствие более быстрого затвердевания кокильное литье обладает лучшими механическими свойствами и относительно мелкой и плотной структурой материала;
- небольшая пористость поверхности;
- высокая точность размеров и уменьшенные показатели шероховатости поверхности;
- уменьшение коэффициента потерь металла.
Литье в кокиль представляет собой хороший выбор для производства отливок среднего размера для серий от 1000 до 10000 штук при минимальной производственной партии в 100 штук.
Процесс применяется для изготовления отливок средних по размерам корпусов приборов, крышек приводов, стоек, вставок латунных или стальных уплотнителей (гайки, корпуса подшипников, штифты и т. д.).
Под давлением

Литье под давлением - это производственный процесс, адаптированный под изготовление деталей в больших объёмах. Форма для отливки включает литниковый канал, по которому расплавленный материал выходит из сопла машины для литья под давлением. В форме имеется система каналов, которые соединяются с литником, (обычно внутри или как часть пресс-формы) и направляют расплавленный материал в полость пресс-формы. Часть канала после бегунка, называемая затвором, ведёт непосредственно в полость инструмента. После цикла литьевой формы (обычно длится всего несколько секунд) весь расплав охлаждается, оставляя затвердевшую отливку в литнике, направляющих и в полости пресс-формы.
Основным преимуществом метода литья под давлением является возможность массового производства отливок. Первоначальные затраты на внедрение и освоение производства достаточно велики, зато впоследствии стоимость единицы продукции становится чрезвычайно низкой.
- низкий процент брака (в сравнении с традиционными производственными процессами, включая обработку на станках с ЧПУ);
- снижение отходов производства вследствие малых потерь металла в литники, направляющие, и места расположения отверстий под выход расплава;
- возможность получения деталей из термореактивных пластмасс.
Литье под давлением может быть воспроизведено в любом объёме, поскольку стойкость пресс-форм весьма высока. Это обеспечивает однообразие качества отливок и стабильность их характеристик при крупносерийном производстве.
Технология литья под давлением практически исключает любую доработку формы готовых изделий.
Под регулируемым давлением

Разновидность литья под давлением, которая обеспечивает лучшую управляемость процессом. Существует множество факторов, которые могут повлиять на качество конечного продукта. Нижеприведенные переменные играют важную роль в процессе литья под регулируемым давлением:
- Скорость, с которой расплавленный металл вводится в полость пресс-формы,. Важно, чтобы расплавленный металл полностью заполнил полость до того, как он начнет затвердевать. Если скорость потока металла не идеальна, это отрицательно сказывается на прочности конечного продукта.
- Давление впрыска, напрямую влияющее на скорость поступления расплавленного металла в полость пресс-формы. При литье под регулируемым давлением увеличивают давление впрыска, чтобы повысить герметичность. Для обеспечения структурной стабильности отливки используется сочетание высокого давления впрыска и увеличенных размеров литника. Это, в свою очередь, улучшает общие механические свойства отливки, в частности, прочность на растяжение.
- Время, необходимое для того, чтобы расплавленный металл заполнил полость, зависит от скорости металла на затворе и площади затвора. Если затвор большой, скорость впрыска может быть низкой, но если затвор маленький, скорость впрыска должна быть высокой для того, чтобы полностью заполнить полость.
Для литья под давлением используют сплавы металлов и сплавов, которые характеризуются повышенными литейными свойствами (жидкотекучестью).
Важным фактором, влияющим на литейную способность сплава, является интервал затвердевания. Если разница между точкой твердого и жидкого состояния сплава велика, литье под регулируемым давлением не применяют.
В оболочковые формы
Литьё в оболочку применяют для получения головок цилиндров, шатунов и других деталей машин, где требуется повышенная точность. Для данного процесса необходима песчаная форма, причём используется особый тип покрытого смолой песка.
Процесс обеспечивает ряд преимуществ:
- возможность создавать сложные формы с высочайшей точностью;
- низкие трудозатраты;
- пригоден для большинства металлов и сплавов;
- используется при любых масштабах производства;
Вначале песок тщательно перемешивается со смолой, которая действует как связующее. Затем песок засыпается в нагретую форму, температура которой обычно достигает 750…13000С. Нагретая форма инициирует реакцию с песком, покрытым смолой. Когда песок вступает в контакт с горячей формой, на внутренней её поверхности образуется оболочка. Далее излишки песка удаляют из формы, а затем удаляется и сама оболочка, для чего используются выталкивающие штифты. Выталкиватель встроен в саму форму, что позволяет легко удалить вновь созданную оболочку, при этом не повредив её.
Центробежное литье

Центробежное литье - это процесс, позволяющий получать высокопрочные отливки. Такую технологию выбирают для таких изделий, как корпуса компрессоров реактивных двигателей, гидравлических компенсационных колец, многих изделий оборонного назначения.
Этапы процесса центробежного литья начинаются с заливки расплавленного металла в предварительно нагретую головку. Пресс-форма может быть ориентирована либо по вертикальной, либо по горизонтальной оси в зависимости от конфигурации детали.
При вращении формы во время заливки расплавленного металла центробежная сила распределяет расплавленный металл в форме под давлением, в 100 раз превышающим силу тяжести. Комбинация этого давления, контролируемого затвердевания и вторичного рафинирования позволяет получать изделия высочайшего качества.
Когда пресс-форма начинает заполняться, более плотный расплавленный металл прижимается к стенке. Направленное отверждение прочного металла происходит от периферии пресс-формы к каналу, в то время как менее плотный материал, включая примеси, перемещается к внутреннему диаметру.
После затвердевания отливки деталь удаляют из пресс-формы, а остаточные загрязнения, сохранившиеся на поверхности отливки, подвергаются механической обработке – зачистке.
Вариантом технологии является центробежное литье в вакууме. Оно используется, когда точность детали и контроль воздействия атмосферы имеют решающее значение, поскольку некоторые сплавы, в том числе никель-кобальтовые сплавы, реактивны по отношению к кислороду.
Важно: центробежное литьё в вакууме обеспечивает очень высокую надежность изделий, часто используемых в аэрокосмической и военной промышленности.
По газифицируемым моделям

Представляет собой технологию получения отливок высокого качества с применением исходной модели (заготовки), полученной из материала, который при заливке расплавленного металла в форму насыщается выделяющимися газами.
В результате действия высоких температур, которое проявляется в процессе заливки расплава в форму, модель сначала разрушается, а затем расплавляется. Продукты разрушения в капелеподобном состоянии выдуваются непрерывным газовым потоком. При этом в зоне обработки, в зависимости от конструктивной схемы установки, создается либо отрицательное давление, либо вакуум. Под влиянием разницы давлений внутри и вне контейнера освободившееся место занимается металлическим расплавом, который детально воссоздаёт конфигурацию и размеры отливки.
Непрерывное литье

Процесс, который позволяет позволяет металлам и сплавам растягиваться, формироваться и затвердевать без необходимости прерывания заливки. При этом сокращаются отходы, повышается выход готовой продукции, улучшается экономическая эффективность производства.
Методом непрерывного литья под давлением изготавливаются аккумуляторные решётки. Использование системы роликов и форм с водяным охлаждением снижает вероятность попадания примесей и обеспечивает лучшее соотношение толщины.
Литье металла в ХТС

Ускорение процесса литья привело к разработке холоднотвердеющих смесей (ХТС), получивших широкое распространение. У них есть определенные недостатки. Например, некоторые самовысыхающие масла создают форму, которая требует длительных периодов сушки, особенно когда доступ воздуха к ней предотвращен. Синтетические смолы на основе мочевины, которые также разработаны для использования в качестве ХТС, обладают очень низкими температурами разрушения, что, в свою очередь, ограничивает универсальность получаемой формы. Песочные смеси, содержащие смолы кислотного отверждения на основе фурана (еще одно, но относительно новое связующее, отверждающееся на холоде), также обладают определенными ограничивающими характеристиками. Например, они имеют тенденцию вызывать прилипание формы к отливке, и выделение газов, которое обычно сопровождает заливку расплавленного металла в формы, становится очень выраженным и турбулентным.
Современные составы ХТС образуются с использованием связующих, содержащих по крайней мере одну этоксилиновую смолу дифенилметана или производных дифенола, к которой в качестве отвердителя добавляется хотя бы одно органическое соединение, содержащее множество реакционноспособных аминогрупп.
Очень хорошие результаты получаются, когда этоксилиновые смолы синтезируются из пара-замещенных производных дифенилметана, особенно из бисфенола. При этом их эпоксидный эквивалент превышает 170.
Среди органических соединений, которые могут быть использованы в качестве отвердителей, перспективны составы, имеющие множество реакционноспособных аминогрупп и особенно полимеры (линейные или кольцевые), которые включают от двух до пяти = NCH CH групп.
МЕТАЛЛОВ ЛИТЬЕ, получение металлических изделий (отливок) путем заливки расплавленного металла в литейную форму. Рабочая часть литейной формы представляет собой полость, в которой материал, затвердевая при охлаждении, приобретает конфигурацию и размеры нужного изделия.
МЕТАЛЛЫ ДЛЯ ЛИТЬЯ
Литью поддаются все металлы. Но не все металлы обладают одинаковыми литейными свойствами, в частности жидкотекучестью – способностью заполнять литейную форму любой конфигурации. Литейные свойства зависят главным образом от химического состава и структуры металла. Важное значение имеет температура плавления. Металлы с низкой температурой плавления легко поддаются промышленному литью. Из обычных металлов наивысшая температура плавления у стали. Металлы делятся на черные и цветные. Черные металлы – это сталь, ковкий чугун и литейный чугун. К цветным относятся все другие металлы, не содержащие в значительных количествах железа. Для литья применяются, в частности, сплавы на основе меди, никеля, алюминия, магния, свинца и цинка.
См. также МЕТАЛЛЫ ЧЕРНЫЕ; СПЛАВЫ.
Черные металлы.
Стали.
Различают пять классов сталей для промышленного литья: 1) малоуглеродистые (с содержанием углерода менее 0,2%); 2) среднеуглеродистые (0,2–0,5% углерода); 3) высокоуглеродистые (более 0,5% углерода); 4) низколегированные (менее 8% легирующих элементов) и 5) высоколегированные (более 8% легирующих элементов). На среднеуглеродистые стали приходится основная масса отливок из черных металлов; такие отливки представляют собой, как правило, промышленную продукцию стандартизованной сортности. Различные виды легированных сталей разработаны для достижения высокой прочности, пластичности, ударной вязкости, коррозионной стойкости, теплостойкости и усталостной прочности. Литые стали по своим свойствам близки к кованой стали. Предел прочности такой стали при растяжении составляет от 400 до 1500 МПа. Масса отливок может изменяться в широком диапазоне – от 100 г до 200 т и более, толщина в сечении – от 5 мм до 1,5 м. Длина отливки может превышать 30 м. Сталь – универсальный материал для литья. Благодаря своей высокой прочности и пластичности она представляет собой превосходный материал для машиностроения.
Ковкий чугун.
Существуют два основных класса ковкого чугуна: обычного качества и перлитный. Делают отливки также из некоторых легированных ковких чугунов. Предел прочности при растяжении ковкого чугуна составляет 250–550 МПа. Благодаря своей усталостной прочности, высокой жесткости и хорошей обрабатываемости он идеален для станкостроения и многих других массовых производств. Масса отливок составляет от 100 г до нескольких сот килограммов, толщина в сечении обычно не более 5 см.
Литейный чугун.
К литейным чугунам относят широкий диапазон сплавов железа с углеродом и кремнием, содержащих 2–4% углерода. Для литья применяются четыре основных вида литейного чугуна: серый, белый, отбеленный и половинчатый. Предел прочности при растяжении литейного чугуна составляет 140–420 МПа, а некоторых легированных литейных чугунов – до 550 МПа. Для литейного чугуна характерны низкая пластичность и низкая ударная прочность; у конструкторов он считается хрупким материалом. Масса отливок – от 100 г до нескольких тонн. Отливки из литейного чугуна применяются практически во всех отраслях промышленности. Их себестоимость невелика, и они легко обрабатываются резанием.
Чугун с шаровидным графитом.
Шаровидные включения графита придают чугуну пластичность и другие свойства, выгодно отличающие его от серого чугуна. Шаровидность включений графита достигается путем обработки чугуна магнием или церием непосредственно перед литьем. Предел прочности при растяжении чугуна с шаровидным графитом составляет 400–850 МПа, пластичность – от 20 до 1%. Правда, для чугуна с шаровидным графитом характерна низкая ударная прочность образца с надрезом. Отливки могут иметь как большую, так и малую толщину в сечении, масса – от 0,5 кг до нескольких тонн.
Цветные металлы.
Медь, латунь и бронза.
Существует много различных сплавов на основе меди, пригодных для литья. Медь применяется в тех случаях, когда необходима высокая тепло- и электропроводность. Латунь (сплав меди с цинком) используется, когда желателен недорогостоящий, умеренно коррозионностойкий материал для изготовления разнообразных изделий общего назначения. Предел прочности при растяжении литой латуни составляет 180–300 МПа. Бронза (сплав меди с оловом, к которому могут добавляться цинк и никель) применяется в тех случаях, когда требуется повышенная прочность. Предел прочности при растяжении литых бронз составляет 250–850 МПа.
Никель.
Медно-никелевые сплавы (типа монель-металла) обладают высокой коррозионной стойкостью. Для сплавов никеля с хромом (типа инконеля и нихрома) характерно высокое тепловое сопротивление. Молибдено-никелевые сплавы отличаются высокой стойкостью к соляной кислоте и окисляющим кислотам при повышенных температурах.
Алюминий.
Литые изделия из алюминиевых сплавов в последнее время применяются все шире благодаря их легкости и прочности. Такие сплавы обладают довольно высокой коррозионной стойкостью, хорошей тепло- и электропроводностью. Прочность на растяжение литых алюминиевых сплавов находится в пределах от 150 до 350 МПа.
Магний.
Магниевые сплавы применяются там, где на первом месте стоит требование легкости. Предел прочности при растяжении литых магниевых сплавов составляет 170–260 МПа.
Титан.
Титан – прочный и легкий материал – плавится в вакууме и отливается в графитовые формы. Дело том, что в процессе охлаждения поверхность титана может загрязняться вследствие реакции с материалом формы. Поэтому титан, отлитый в какие-либо другие формы, кроме форм из механически обработанного и прессованного порошкового графита, оказывается сильно загрязненным с поверхности, что проявляется в повышенной твердости и низкой пластичности при изгибе. Титановое литье применяется главным образом в авиакосмической промышленности. Прочность на растяжение литого титана – свыше 1000 МПа при относительном удлинении 5%.
Редкие и драгоценные металлы.
Отливки из золота, серебра, платины и редких металлов применяются в ювелирном деле, зубоврачебной технике (коронки, пломбы), литьем изготавливаются также некоторые детали электронных компонентов.
СПОСОБЫ ЛИТЬЯ
Основные способы литья таковы: статическая заливка, литье под давлением, центробежное литье и вакуумная заливка.
Статическая заливка.
Чаще всего применяется статическая заливка, т.е. заливка в неподвижную форму. При таком способе расплавленный металл (или неметалл – пластмасса, стекло, керамическая суспензия) просто заливается в полость неподвижной формы до ее заполнения и выдерживается до затвердевания.
Литье под давлением.
Литейная машина заполняет металлическую (стальную) литейную форму (которая обычно называется пресс-формой и может быть многогнездной) расплавленным металлом под давлением от 7 до 700 МПа. Преимущества такого метода – высокая производительность, высокое качество поверхности, точные размеры литого изделия и минимальная потребность в его механической обработке. Типичные металлы для литья под давлением – сплавы на основе цинка, алюминия, меди и олова-свинца. Благодаря низкой температуре плавления такие сплавы весьма технологичны и позволяют обеспечить малые допуски на размеры и превосходные характеристики отливок.
Сложность конфигурации отливок в случае литья под давлением ограничивается тем, что при отделении от пресс-формы отливка может быть повреждена. Кроме того, несколько ограничена толщина изделий; более предпочтительны изделия тонкого сечения, в котором расплав быстро и равномерно затвердевает.
Литейные машины для литья под давлением бывают двух типов – с холодной и горячей камерой прессования. Машины с горячей камерой прессования применяются в основном для сплавов на основе цинка. Горячая камера прессования погружена в расплавленный металл; под небольшим давлением сжатого воздуха или под действием поршня жидкий металл вытесняется из горячей камеры прессования в пресс-форму. В литейных машинах с холодной камерой прессования расплавленный алюминиевый, магниевый или медный сплав заполняет пресс-форму под давлением от 35 до 700 МПа.
Отливки, полученные литьем под давлением, применяются во многих бытовых приборах (пылесосах, стиральных машинах, телефонных аппаратах, светильниках, пишущих машинках) и очень широко – в автомобильной промышленности и в производстве компьютеров. Отливки могут быть массой от нескольких десятков граммов до 50 кг и более.
Центробежное литье.
При центробежном литье расплавленный металл заливается в песочную или металлическую литейную форму, вращающуюся вокруг горизонтальной или вертикальной оси. Под действием центробежных сил металл отбрасывается от центрального литника к периферии формы, заполняя ее полости, и затвердевает, образуя отливку. Центробежное литье экономично и для некоторых видов изделий (осесимметричных типа труб, колец, обечаек и т.д.) более подходит, нежели статическая заливка.
Вакуумная заливка.
Такие металлы, как титан, легированные стали и жаропрочные сплавы, плавятся в вакууме и заливаются в многократные формы, например графитовые, помещенные в вакуум. При этом методе значительно снижается содержание газов в металле. Слитки и отливки, получаемые вакуумной заливкой, весят не более нескольких сот килограммов. В редких случаях большие количества стали (100 т и более), выплавленной по обычной технологии, разливают в вакуумной камере в установленные в ней изложницы или литейные ковши для дальнейшего литья на воздухе. Металлургические вакуумные камеры больших размеров откачиваются многонасосными системами. Получаемая таким методом сталь используется для изготовления специальных изделий ковкой или литьем; этот процесс называется вакуумной дегазацией.
ЛИТЕЙНЫЕ ФОРМЫ
Литейные формы делятся на многократные и разовые (песочные). Многократные формы бывают металлические (изложницы и кокили), либо графитовые или керамические огнеупорные.
Многократные формы.
Металлические формы (изложницы и кокили) для стали делают обычно из чугуна, иногда – из жаростойкой стали. Для литья цветных металлов, таких, как латунь, цинк и алюминий, пользуются чугунными, медными и латунными формами.
Изложницы.
Кокили.
Литье в кокиль применяется лишь в тех случаях, когда требуется получить не менее 1000 отливок. Ресурс кокиля достигает нескольких сотен тысяч отливок. Кокиль идет в скрап, когда (из-за постепенного выгорания от расплавленного металла) начинает недопустимо снижаться качество поверхности отливок и перестают выдерживаться расчетные допуски на их размеры.
Графитовые и огнеупорные формы.
Такие формы состоят из двух или большего числа деталей, при соединении которых образуется требуемая полость. Форма может иметь вертикальную, горизонтальную или наклонную поверхность разъема либо разбираться на отдельные блоки; это облегчает извлечение отливки. После извлечения форму можно собрать и использовать снова. Графитовые формы допускают сотни отливок, керамические – лишь несколько.
Графитовые многократные формы можно изготовить путем механической обработки графита, а керамические легко формуются, так что они значительно дешевле металлических форм. Графитовые и огнеупорные формы могут использоваться для повторного литья в случае неудовлетворительных отливок, полученных литьем в кокиль.
Огнеупорные формы делают из фарфоровой глины (каолина) и других высокоогнеупорных материалов. При этом используются модели из легкообрабатываемых металлов или из пластмассы. Порошкообразный или гранулированный огнеупор замешивают с глиной на воде, полученную смесь формуют и заготовку литейной формы обжигают так же, как кирпичи или посуду.
Разовые формы.
На песочные литейные формы налагается гораздо меньше всяческих ограничений, нежели на любые другие. Они пригодны для получения отливок любых размеров, любой конфигурации, из любого сплава; они наименее требовательны к конструкции изделия. Песочные формы изготавливают из пластичного огнеупорного материала (обычно кремнистого песка), придавая ему нужную конфигурацию, чтобы залитый металл по затвердевании сохранил эту конфигурацию и мог быть отделен от формы.
Формовочную смесь получают, замешивая на воде в специальной машине песок с глиной и органическими связующими.
Оболочковые формы.
Литье по восковым выплавляемым моделям.
Такой метод литья применяется для драгоценных металлов, стали и других сплавов с высокой температурой плавления. Сначала изготавливают пресс-форму, соответствующую отливаемой детали. Ее обычно выполняют из легкоплавкого металла или (механической обработкой) из латуни. Затем, заполняя пресс-форму парафином, пластмассой или ртутью (после этого замораживаемой), получают модель для одной отливки. Модель облицовывают огнеупорным материалом. Материал оболочковой формы получают из тонкого порошка огнеупора (например, пудры диоксида кремния) и жидкого связующего. Слой огнеупорной облицовки уплотняют вибрацией. После того как он затвердеет, форму нагревают, парафиновая или пластмассовая модель расплавляется и жидкость вытекает из формы. Затем форму обжигают для удаления газов и в нагретом состоянии заливают жидким металлом, который поступает самотеком, под давлением сжатого воздуха или под действием центробежных сил (в машине для центробежного литья).
Керамические формы.
Керамические формы изготавливаются из фарфоровой глины, силлиманита, муллита (алюмосиликаты) или других высокоогнеупорных материалов. При изготовлении таких форм обычно пользуются моделями из легкообрабатываемых металлов или из пластмассы. Порошкообразные или гранулированные огнеупорные материалы смешивают с жидким связующим (этилсиликатом) до студнеподобной консистенции. Только что изготовленная форма пластична, так что модель можно извлечь из нее, не повредив полость формы. Затем форму обжигают при высокой температуре и заливают расплавом нужного металла – стали, твердого хрупкого сплава, сплава на основе редких металлов и пр. Такой метод позволяет изготавливать формы любых типов и пригоден как для мелкосерийного, так и для крупносерийного производства.
См. также КЕРАМИКА ПРОМЫШЛЕННАЯ.
Юдкин В.С. Производство и литье сплавов цветных металлов. М., 1967–1971
Бауман Б.В. и др. Литейное производство. М., 1971
Степанов Ю.А. и др. Технология литейного производства. М., 1983
Литье – это получение деталей заливкой металлического расплава в заранее подготовленные формы. Металл, залитый в формы постепенно, переходит в твердое состояние и приобретает вид готовой детали.

Детали, полученные таким видом обработки, используют практически во всех отраслях промышленности – при производстве авиационных двигателей, станкостроении, бытовой техники, ювелирном деле, стоматологии и пр.

Для такой формы обработки пригодны практически все виды металлов, особенно те, которые обладают таким свойством, как текучесть. То есть металл в жидком состоянии полностью заполняет литейную форму и принимает вид искомой детали. В литейном производстве применяют следующие металлы:
- черные (стали, чугуны);
- цветные (медь, алюминий, титан и их сплавы);
- редкоземельные и драгоценные (золото, серебро и пр.).
Для получения деталей различных форм применяют различные технологии литья, среди них есть такие как – литье в землю, выплавляемым моделям и пр.
Виды литья металлов и сплавов
В промышленности применяют множество видов литья. Самым распространенным можно назвать литье в землю (песчаные формы). Кроме этого, широко применяют отливку расплавленного металла в многооборотные формы.
Каждый вид литья в состоянии обеспечить определенный уровень качества получаемых деталей. Каждый из них имеет свои технологические и экономические характеристики. Например, для производства канализационных люков из чугуна применяют литье в землю, а для производства корпусов двигателей применяют литье под давлением.
При производстве множества деталей применяют виды получения точных отливок среди них такие, как – статическое, вакуумное, центробежное и пр.

Статическая заливка металла
Статическая заливка подразумевает то, что расплав подается в литьевую форму и находиться в ней до полного затвердевания.
Вид вакуумной заливки применяют при обработке титана и его сплавов, жаростойких и литейных сталей. Эти материалы подвергают разогреву в вакууме. Такой подход позволяет заметно снизить количество газов в расплаве, этот процесс называют вакуумной дегазацией.

Для литья под давлением применяют специальное оборудование, которое заливает расплав в форму под давлением от 7 до 700 МПа. На практике применяют два типа оборудования, в одном применяют холодную форму, во втором разогретую. Литье под давлением применяют для получения деталей из цветных металлов. Невысока температура плавления, в сравнении со сплавами на основе железа, позволяет получать качественные отливки с относительно невысокими затратами.
Такой вид литья, как под давлением предоставляет возможность получения качественной поверхности отливок, соблюдения геометрических параметров, а также шероховатости и пр. Использование этого вида обработки металлов практически устраняет из технологического процесса производства деталей необходимость дальнейшей механической обработки. Но, такая технология не всегда позволяет выплавлять детали сложной формы.
Литье по замораживаемым ртутным моделям
Еще один вид литья выполняют по замораживаемым ртутным моделям. По сути, этот вид повторяет технологию литья по восковым моделям. Но есть и некоторые отличия. Так, ртуть обладает меньшим объемным расширением, чем воск 3,4% против 9%.
Ртутные модели применяют для работы с титаном, особо прочными сталями и некоторыми цветными металлами. Такой вид литья позволяет получать отливки диаметром порядка одного метра и весом до 140 кг. Порядок производства формы по ртутной модели включает в себя:

- Заливку ртути, в форму, изготовленную из стали. Такая форма собирается из двух частей и плиты их разделяющей. Такой подход позволяет получить модель по частям.
- После того как ртуть заполнила форму, ее погружают в смесь, состоящую из сухого льда и ацетона. Температура смеси составляет -73 °C. Погружение должно происходить с небольшой скоростью. Это позволяет не допустить образование пустот, заполнить все углубления и точно повторить все очертания модели.
- По окончании процесса заморозки, разделяющую плиту удаляют и модель становиться одним целым.
- Формирование литниковой системы и ее присоединение к полученной модели.
- Полученную модель погружают в раствор керамики. Так, происходит получение начального слоя оболочки формы.
- По мере просыхания первого слоя комплект погружают в керамический раствор более высокой плотности. Так получают второй слой. Для получения следующих слоев эту операцию необходимо выполнить несколько раз.
- После того как форма готова из нее удаляют ртуть. Для этого в форму заливают этот же материал, но имеющим комнатную температуру.
- Готовая форма должна быть помещена в печь, разогретую до 1010 °C и находится там, в течение двух часов. За это время из нее будут удалены летучие составляющие. После термической обработки форму охлаждают на воздухе.

Процесс литья в формы
Перед тем как заливать металлический расплав в такие формы, ее необходимо подогреть. Заливку такой формы выполняют в вакууме. Это обусловлено тем, в ней остаются пары ртути небезопасные для человека.
Использование такого вида литья позволяет получать отливки с небольшой толщиной стен.
Вакуумное литьё
Технологический процесс литья в вакууме применяют для производства особо точных отливок из стальных специальных сплавов. При выполнении вакуумного литья из формы удаляют газы. Это позволяет получать отливки с тонкими стенками и высоким качеством структуры металла.
Существует несколько видов литья в вакууме:
После удаления воздуха происходит всасывание металла в литьевую форму, которую размещают над расплавленным металлом. Кристаллизация проходит под воздействием атмосферного или повышенного давления.
Расплавленный металл попадает в форму под воздействием давления, при этом форма располагается под расплавленным металлом.
Литье может быть осуществлено в специальном оборудовании, которое оснащено вакуумированными пресс-формами.
Вакуумное литье металлов часто используют одновременно с вакуумной плавкой.
Электрошлаковое литьё
Существуют виды литья металлов, которые в силу своей сложности и дороговизны целесообразно использовать для получения отливок для особо ответственных деталей.

Электрошлаковое литье выполняют в несколько этапов:
- Создание шихты, для этого применяют предварительно подготовленные электроды.
- Затем, электроды подогревают снизу. Для этого через токопроводящий шлак пропускают электричество. Оно разогревает шлак, и полученное тепло прогревает электроды.
- Стальной расплав рафинируют шлаком, который исключает его насыщение кислородом и освобождает его от примесей.
- В этом процессе применяют формы, выполненные из металла и оснащенные системой водяного охлаждения. Именно в ней происходит остужение металла и формирование детали. Если существует необходимость в получении заготовок с внутренними пустотами, то для этого применяют металлическими стержнями.
Основное достоинство этого вида отливки металла заключается в том, получается расплав без посторонних примесей и равномерной структурой стали. Такой вид плавки применяют для получения специальных сплавов, которые, получить другими видами не получается.
Жаропрочное литье
Жаропрочное литье — это сложный технологический процесс, направленный на изготовление отливок. В процессе жаропрочного литья формы заполняют определенным сплавом и затем обрабатывают специальными средствами.

Литье это, пожалуй, самый экономичный вид получения заготовок и они отличаются высокими качественными свойствами. Область применения жаропрочного литья весьма обширна. Его выполняют при температуре 1000 °C. Литье этого типа позволяет продлить срок эксплуатации и повысить надежность узлов и агрегатов, которые работают в агрессивных средах. При выполнении жаропрочного литья применяют множество приспособлений:
- решетки;
- ленты;
- поддоны;
- горелки и пр.

Литейное оборудование для жаропрочного литья
Жаропрочное литье позволяет обеспечить получение таких качеств, как:
- Прочность деталей под воздействием высоких температур.
- Стойкость к перепадам температур.
Нержавеющее литье
Коррозионно-стойкие стали – это такой вид материала, в состав, которого входит некоторое количество легирующих элементов, придающие ей стойкость к воздействию коррозии, возникающей и от влаги, и от различных химических веществ.
Основную роль в придании коррозионной стойкости стали играет хром. Именно от его реакции с окружающей средой зависит образование защитной пленки, которая защищает металл от коррозии. Контроль над правильностью пропорций компонентов нержавеющей стали осуществляется еще на стадии подготовки к плавке. Нержавеющее литье отличается качеством поверхности, это тоже является важным фактором повышения стойкости стали к воздействию коррозии.
Непрерывное литье
Получение слитков и других изделий, во время перемещения расплава вдоль зон заливки и остывания называют непрерывным литьем. При этом сама литьевая форма может оставаться неподвижной или совершать определенные перемещения.
Такой вид разлива металла позволяет получать отливки неограниченной длины. Но на самом деле длина отливок напрямую зависит от размеров производственного помещения. Качество получаемого металла напрямую зависит от равномерности скорости перемещения и разлива расплавленного металла, времени кристаллизации и вида удаления отливки. Для ускорения процесса кристаллизации применяют водяное охлаждение. Еще одно преимущество непрерывной разливки металла – это небольшое количество отходов, получаемых во время работы. Кроме того, эта технология разливки металла позволяет снизить трудоемкость процесса и уменьшить количество необходимо оснастки и инструмента.
Двухкомпонентное литье
Двухкомпонентное литье пластмассы позволяет получать самую разнообразную продукцию. Процесс двухкомпонентного литья выглядит следующим образом:
- В пресс-форму впрыскивают поверхностный материал, который затвердевает на рабочих поверхностях.
- После впрыска и отвердевания материала, который будет располагаться на поверхности в форму, подают базовый материал.

Порядок подачи материала при использовании этой технологии может быть изменен в зависимости от параметров изготавливаемой продукции. Основная особенность такого вида получения деталей – это контроль над количеством материала. Если пропорции не соблюдены, то деталь может быть испорчена.

Литье в землю является сравнительно простым и экономичным технологическим процессом. Во многих отраслях машиностроения (автомобилестроение, станкостроение, вагоностроение и др.) при массовом производстве отливок чаще всего применяется этот метод.
-
в основном, в качестве материала отливок используется серый чугун, обладающий хорошей жидкотекучестью и малой усадкой (1%), малоуглеродистая сталь ( Rz, мкм)
Область применения
Литье в песчано-глинистые формы
Чугун, сталь, цветные металлы
Крупногабаритные, сложной формы
Все отрасли машиностроения, от массового до единичного производства
Литье в оболочковые формы
Чугун, сталь, цветные металлы
Масса менее 1т. Размеры и форма ограниченны
Серийное и массовое производство
Алюминиевые и медные сплавы
Масса до 250 кг, форма ограниченна условиями извлечения отливки из кокиля
Серийное и массовое производство
Литье под давлением
Алюминиевые, цинковые, реже медные сплавы
Масса до 200 кг, форма ограниченна условиями раскрытия прессформы
Крупносерийное массовое производство
Литье по выплавляемым моделям
Сталь, спец. сплавы, медные сплавы
Форма ограниченна, масса до 20 кг, в художественном литье не ограничена
Серийное производство сложных по форме изделий, в том числе тугоплавких сплавов

Отливка — продукция, полученная способом заливки жидкого сплава в литейные формы, в которых, после охлаждения и затвердения, происходит формирование. Она может быть полностью законченным изделием либо требовать дальнейшей механической обработки.
Подразделяется на следующие виды:
- полуфабрикаты – это чушки, которые в дальнейшем требуют прохождения процесса переработки;
- слитки, обработка которых проводится давлениям;
- фасонные отливки – обрабатываются с помощью резания;
- готовая продукция, которая не требует никакой механической обработки, только очищается либо окрашивается декоративной краской.
Для получения отливок используется множество разновидностей металла и сплавов, стекло, пластмасса, воск и другой исходный материал. Около 80% заготовок получаются методом литья в песчаные формы, но полученная таким образом отливка перед отправкой заказчику требует обязательной обработки.
Литейное производство позволяет получить заготовки высокой точности даже с самой сложной конфигурацией, при этом пропуски, требующие обработку - незначительные. Технология получения отливок выбирается с учетом их размеров и способа производства.
Разделяют три группы получения отливок:
1) в разовых формах;
2) по растворяемым моделям;
3) отливка в формах полупостоянного и комбинированного типа, сделанных из огнеупорных материалов:
Это основные виды литья, но на практике применяются и комбинированные варианты.
Литье металлов
Литье металлов – производственный процесс, основанный на технологии заливки расплавленного, горячего металла в специальные литейные формы, в результате которого получают литые заготовки - отливки. Полость формочек повторяет конфигурацию будущих заготовок и представляет собой рабочую часть литейной формы, куда поступает жидкий металл. Здесь будущие заготовки охлаждаются, затвердеют и получают вид конечной продукции. До поставки потребителю алюминиевые отливки проходят механическую обработку (токарные работы, фрезерование, шлифование и полировка).
Такой способ применяется для получения алюминиевых отливок, которые за счет уникальных химических свойств используются во многих сферах: в приборостроении, в строительстве, в автомобилестроении, мебельном производстве (фурнитура и декоративные детали) и пр. Для их получения применяются различные технологии, выбор которых зависит от размеров, конфигурации и других показателей, требуемых от конечной продукции.
Литье в песчаные формы
Литье отливок в песчаные формы — самый распространенный и дешевый способ литья. Начальным этапом этого метода является изготовление литейной модели. Раньше делали ее из дерева, но в современном производстве изготавливают пластиковые формочки. Модель засыпается специальной смесью из песка и связующего, который уплотняется прессованием. Литье отливки осуществляется путем заливки расплава в образовавшиеся полости через специальные отверстия. После остывания, форму разбивают и вынимают ли в дальнейшем обязательно проходят переработку.
В современном производстве технология литья в песчаные формы осуществляется применением вакуумных форм, которые заполняются песком. Чтобы получить форму, используют металлическую опоку, которая состоит из двух бездонных коробов, которые засыпаются песком и утрамбовываются. На поверхности разъема снимается отпечаток будущей модели, соответствующей форме отливки. Соединяя две формы, осуществляется заливка расплава.
Литье в кокиль
Это наиболее качественный способ литья отливки, который осуществляется с помощью разборной металлической формы. После застывания кокиль используется повторно. Но делается это после его очистки. Особенностью данного метода заключается в том, что затвердение жидкого расплава происходит без какого-либо внешнего воздействия. Полученные таким образом изделия обладают мелкозернистым, плотным строением, обеспечивающим герметичность и хорошие механические показатели.
Кокиля используются для получения отливок из разных сплавов, чаще всего алюминиевых и магниевых, обладающих невысокой температурой плавления. При этом один кокиль можно использовать до 1000 раз. Литье в кокиль - очень эффективный метод для серийного производства деталей, что и является причиной его применения для получения до 45% изделий.
Литье под давлением
Этот метод гарантирует высокое качество поверхности, которую после этого не придется подвергать механической обработке. Он очень производительный для получения деталей различной конфигурации, весом от нескольких грамм до десяток кг.
Литье под давлением позволяет получать сложные детали, с наличием криволинейных поверхностей и различных канал. При этом чаще всего используют цинковые, магниевые, латунные и алюминиевые отливки.
Технология ЛПД имеет много плюсов:
- низкая цена;
- точность отливки в размерах и конфигурации;
- с одной пресс формы получают множество отливок.
Но данная технология имеет и ряд минусов: продолжительность процесса, высокая стоимость на производство пресс форм, сложности в получении отливок, содержащих скрытые полости, а также возможность появления в заготовках газовых раковин и усадочных трещин.
Для изготовления алюминиевых отливок в ЛПД применяют специальное оборудование, оснащенное холодной горизонтальной камерой, предназначенной для прессовки материала, и полуавтоматические машины для литья сплавов из цинка с горячей камерой прессовки материала и с усилием запирания.
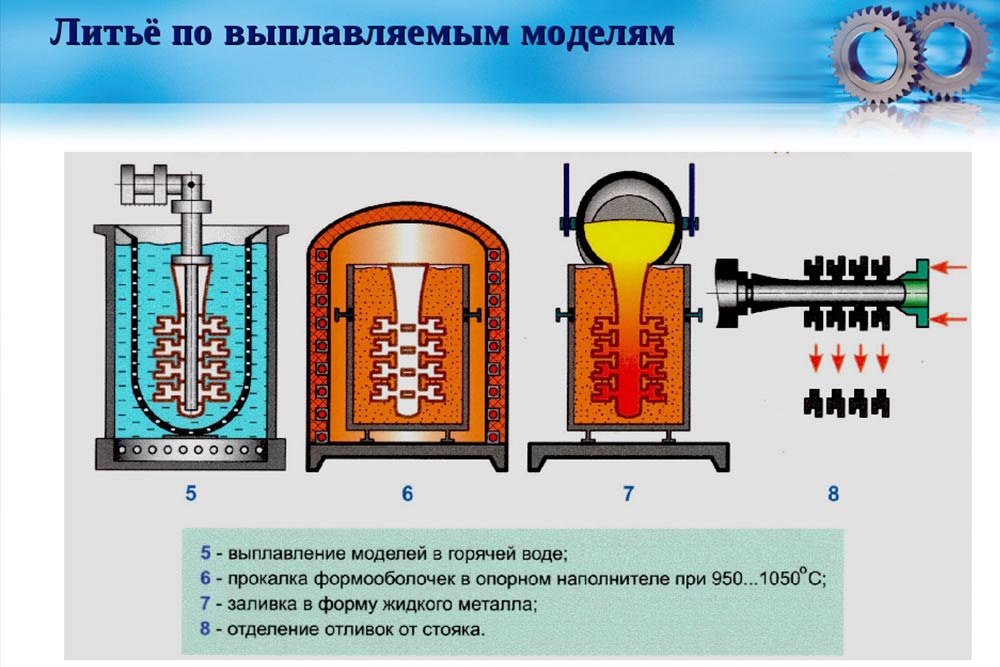
Литье по выплавляемым моделям
Данный метод позволяет осуществить литье отливки высокой точности. Заранее изготавливается точная копия модели из парафина, воска и стеарина и другого материала, а также литниковая система. Применяется в случаях изготовления деталей высокой точности (например, лопатки турбин и т. п.).
На блок модели наносится суспензия и производится обсыпка огнеупорным наполнителем из кварца, дистенсилиманита, электрокорунда и т. д. Требуется наносить 6 – 10 слоев, каждый из них сушится примерно полчаса. Этот процесс ускоряется с помощью сушильных шкафов, закачанных аммиачным газом. Таким образом, формируется оболочка, из которой выплавляют модельный состав. Осуществляется это в воде, воздействием пара высокого давления или путем выжигания.
Следующим этапом литья по выплавляемым моделям является прокаливание блока путем вытопки при температуре 1000 градусов Цельсия. Затем устанавливают нагретый блок в печь и в оболочку заливают расплавленный металл. Последним этапом является охлаждение, выбивка и отрезка отливки. Плюсом данного способа является литье отливок из сплавов, которые трудно поддаются механической обработке. Применяется данная технология и для изготовления единичных деталей, и в серийном производстве.
Литье по газифицируемым моделям
Технология ЛГМ – наиболее выгодное решение в плане экономичности, экологичности и высокого качества полученных фасонных отливок. Данный метод все больше внедряется в мировом производстве, особенно популярен он в США и Китае. В начале изготавливается копия модели из пенопласта, которая помещается в песчаную форму. Таким образом изготавливаются отливки массой до 2 тонн и более, размерами от 40 до 1000 мм.
Этот метод активно применяется в двигателестроении для получения головок блоков цилиндров, отдельных блоков и прочих деталей. При этом для годного литья массой 100 кг расходуется несколько видов неметаллических материалов, предназначенных для формирования моделей-формочек:
- Противопригарное покрытие – до 25 кг;
- Кварцевый песок – 50кг;
- Пенополистирол – 6кг;
- Полиэтиленовая пленка – около 10 кв.м.
Формовка при этом состоит из засыпки модели песчаным составом, с возможностью его повторного использования в 95-97% случаях.
Центробежное литье
Литье отливки центробежным методом применяется для получения деталей с формой тела вращения из чугуна, алюминия, стали и бронзы. Расплав заливается в металлическую форму, которая вращается со скоростью до 3000 об/мин.
За счет центробежной силы расплав равномерно распределяется внутри формы, после кристаллизации образуется отливка. Такой способ позволяет получать двухслойные заготовки, состоящие из различных сплавов. Отливка, полученная таким способом, обладает высокой плотностью и хорошими физико-механическими качествами.
Большим плюсом центробежного литья является возможность образования внутренних полостей без необходимости применения стержней, а также экономия сплава за счет отсутствия литниковой системы. Таким методом получается до 95% годных изделий.
В производственном процессе используется оборудование, оснащенное горизонтальными осями вращения. Широко применяется метод центробежного литья для получения отливок гильз, втулок и прочих деталей с формой тела вращения.
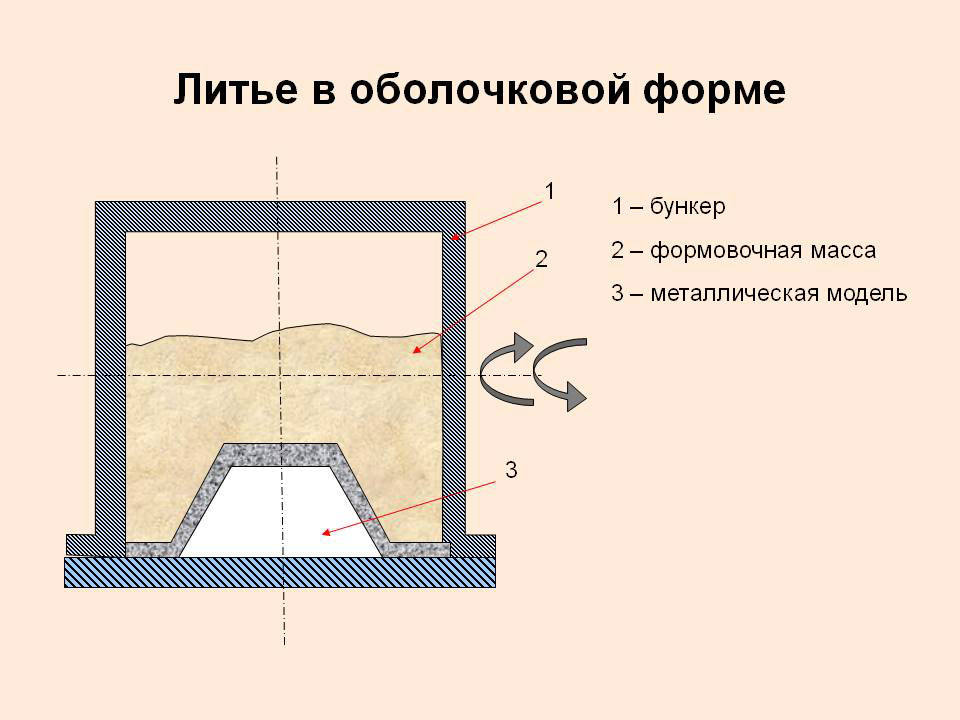
Литье в оболочковые формы
Способ литья в оболочковых формах позволяет получить фасонные алюминиевые отливки из металлических сплавов путем их заполнения смесью из песчаных зерен (в основном кварцевых) и синтетического порошка (пульвер-бакелита и фенолоформальдегидной смолы).
Оболочковая форма получается засыпкой на нагретую до 300 °C металлическую модель и ее выдержкой до образования упрочненного тонкого слоя. После этого избыток смеси удаляется. Если используется плакированная смесь, то ее вдувают в зазор, образовавшийся между наружной контурной плитой и нагретой моделью.
И в первом, и во втором случае необходимо подождать упрочнения оболочки на модели в печи. Последующий этап – это скрепление полученных полуформ, их помещение в металлический корпус и заливка расплава. Таким способом осуществляется литье алюминиевых отливок весом до 25 кг. Плюсами данной методики является контроль над тепловым режимом охлаждения заготовок, возможность механизации процесса и повышения производительности.
Цветное литье отливки
Цветное литье отливки – процедура изготовления заготовок определенной формы из металла путем заполнения необходимой формы жидким материалом (алюминий, бронза, латунь, медь).
Применяются следующие разновидности отливки цветного литья:
- заполнение формы при ее вращении (центробежное цветное литье);
- метод цветного литья в металлические формы с охлаждением (кокиль);
- методика заполнения форм ПГС.
Из всех названных наиболее качественным и экономным вариантом цветного литья является первый, это практически безотходный способ литья.
Особенности цветного литья отливки положены и в основу художественного литья (дизайнерские изделия, изготовленные по особым эскизам из латуни, бронзы и чугуна) для получения как мелких деталей декора, так и ворот, заборов и фонтанных конструкций.
Сплавы цветного литья отличаются своей прочностью и стойкостью к коррозии под воздействием раствора из бетона цемента, извести.
Онлайн калькулятор
- С помощью онлайн калькулятора вы можете рассчитать приблизительную стоимость вашего заказа
Читайте также: