
Теория вариабельности у шухарта кратко
Обновлено: 30.06.2024
Основные положения этой теории можно кратко сформулировать следующим образом: все виды продукции и услуг, а также все процессы, в которых они создаются и/или преобразуются, подвержены отклонениям от заданных значений, называемых вариациями (Л.6).
Своим происхождением вариации обязаны двум принципиально разным источникам, которые принято называть общими (common) и специальными (assignable) причинами вариаций.
Общими причинами вариаций называют причины, являющиеся неотъемлемой частью данного процесса и внутренне ему присущие. Они связаны с неабсолютной точностью поддержания параметров и условий осуществления процесса, с неабсолютной идентичностью условий на его входах и выходах и т. д. Другими словами, это — результат совместного воздействия большого числа случайных факторов, каждый из которых вносит весьма малый вклад в результирующую вариацию и влияние которых мы, по тем или иным соображениям, не можем или не хотим отделить друг от друга.
Специальные причины вариаций — те причины, которые возникают из-за внешних по отношению к процессу воздействий на него и не являются его неотъемлемой частью. Они связаны с приложением к процессу незапланированных воздействий, не предусмотренных его нормальным ходом. Другими словами, это — результат конкретных случайных воздействий на процесс, причем тот факт, что именно данная конкретная причина вызывает данное конкретное отклонение параметров/характеристик процесса от заданных значений часто (но далеко не всегда) и приводит к тому, что эту причину можно обнаружить без приложения каких-то исключительных усилий или затрат.
Разделение причин вариаций на два указанных вида принципиально потому, что борьба с вариабельностью процесса в этих двух случаях требует различного подхода. Специальные причины вариаций требуют локального вмешательства в процесс, тогда как общие причины вариаций требуют вмешательства в систему.
Локальное вмешательство:
• обычно осуществляется людьми, занятыми в процессе и близкими к нему
обычно нужно примерно для 15% всех возникающих в системе проблем и все
следствия из этого правила;
неэффективно или ухудшает ситуацию, если в процессе отсутствуют специальные причины вариаций, и, напротив, эффективно, если они присутствуют.
Вмешательство в систему:
почти всегда требует действий со стороны высшего менеджмента;
обычно нужно примерно для 85% всех возникающих в процессе проблем;
неэффективно или ухудшает ситуацию, если в процессе присутствуют специальные причины вариаций, и, напротив, эффективно, если они отсутствуют.
Когда люди не понимают теории вариабельности, они:
видят тенденции там, где их нет, и не видят их там, где они есть;
пытаются объяснить естественный разброс как особые события;
необоснованно обвиняют и/или вознаграждают сотрудников;
не могут эффективно спланировать будущее и улучшать систему;
Статистическое управление процессами — СУП
Статистическое управление процессами — это основанная на статистическом мышлении и теории вариабельности методология постоянного совершенствования процессов, использующая простые и эффективные методы анализа и решения проблем.
Одна из основных проблем нашего все более сложного и непрерывно глобализирующегося мира — это потребность принятия решений в условиях неопределенности, причем эта проблема стоит не только перед организациями и компаниями, но и перед отдельными людьми, а также их сообществами, странами, да и перед всем человечеством. Это означает, что абсолютно все должны быть знакомы с подходом, который, является наилучшим из того, что люди изобрели до сегодняшнего дня — а именно, подходом Шухарта— Деминга. Именно принципиальная важность решения того, надо или не надо вмешиваться в процесс, и если надо, то кому — в первую очередь определяет успех или неудачу деятельности по совершенствованию процессов, и именно поэтому этот этап должен быть выделен в самостоятельный — этому надо учить, и при этом всех поголовно. Умение принимать не интуитивное, а научно обоснованное решение — это элемент общей культуры каждого образованного человека (хотя интуитивные решения, конечно же, нельзя исключить).
Кроме того, такой подход позволяет отделить от традиционной статистики те элементы, которые как раз и должны быть частью культуры любого образованного человека. Ведь научить принимать правильные решения в условиях неопределенности надо всех, но для этого совсем не обязательно изучать стандартный курс математической статистики.
Одно из почти очевидных следствий данного подхода состоит в потребности видоизменить знаменитый цикл Шухарта—Деминга PDSA в цикл Plan (Планирую) - Do (Делаю) - Study (Изучаю) - Decide(Решаю) — Act (Действую), т. е. PDSDA
Природа вариабельности (вариаций, изменчивости) - основа статистического мышления
Этот раздел сайта посвящен объяснению необходимости понимания природа вариабельности для управления любыми системами (социальными, деловыми, производственными и техническими), ведь мы живем в мире, наполненном вариабельностью.
Бесплатный доступ к статьям нисколько не уменьшает ценности изложенных в них материалов.
Вариабельность – изменчивость, разнообразие, разброс или мера отклонения от "оптимума". Само изменение называют вариацией или вариантом.
"Основная проблема менеджмента, лидерства и производства, как ее сформулировал мой друг Ллойд Нельсон и как мы многократно подчёркивали, заключается в непонимании природы вариаций и неумении их интерпретировать.
Усилия и применение методов совершенствования качества и производительности в большинстве компаний и правительственных учреждений фрагментарны, не предполагают ни общего компетентного руководства, ни цельной системы непрерывного совершенствования.
Каждому, независимо от занимаемой должности, необходимо обучение и развитие. В атмосфере разрозненности усилий люди движутся каждый в своем направлении, не имея возможности приносить бóльшую пользу компании и тем более развиваться".
- [2] Эдвардс Деминг
Важно понимать природу вариабельности, до того как приступать к любым изменениям в системе или бизнес-процессах компании по следующим причинам:
"Во-первых, если выход процесса определяется влиянием особых причин, то его поведение меняется непредсказуемо и, таким образом, невозможно оценить результат изменений в конструкции, обучении, политике закупок комплектующих и т. д., которые могли бы быть введены менеджментом в этот процесс (или в систему, которая содержит этот процесс) с целью улучшения. Пока процесс находится в неуправляемом состоянии, никто не может предсказать его возможности".
"Во-вторых, когда особые причины устранены, так что остаются только общие причины вариаций, тогда улучшения могут зависеть от управляющих воздействий. Поскольку в этом случае наблюдаемые вариации системы определяются тем, как и каким образом, процессы и система были спроектированы и построены, то только управляющий персонал, топ-менеджеры имеют полномочия для изменений системы и процессов".
"Ну, и какая разница? И что нам это дает? Да все то, что отделяет успех от неудачи! В-третьих, мы приходим к проблеме, если мы (на практике) не отличаем один тип изменчивости от другого и действуем без понимания, мы не только не улучшим дело — мы, несомненно, сделаем положение еще худшим. Ясно, что это так и будет, и останется загадкой для тех, кто не понимает природы изменчивости (вариаций)".
Статистически неуправляемое (непредсказуемое) состояние процесса
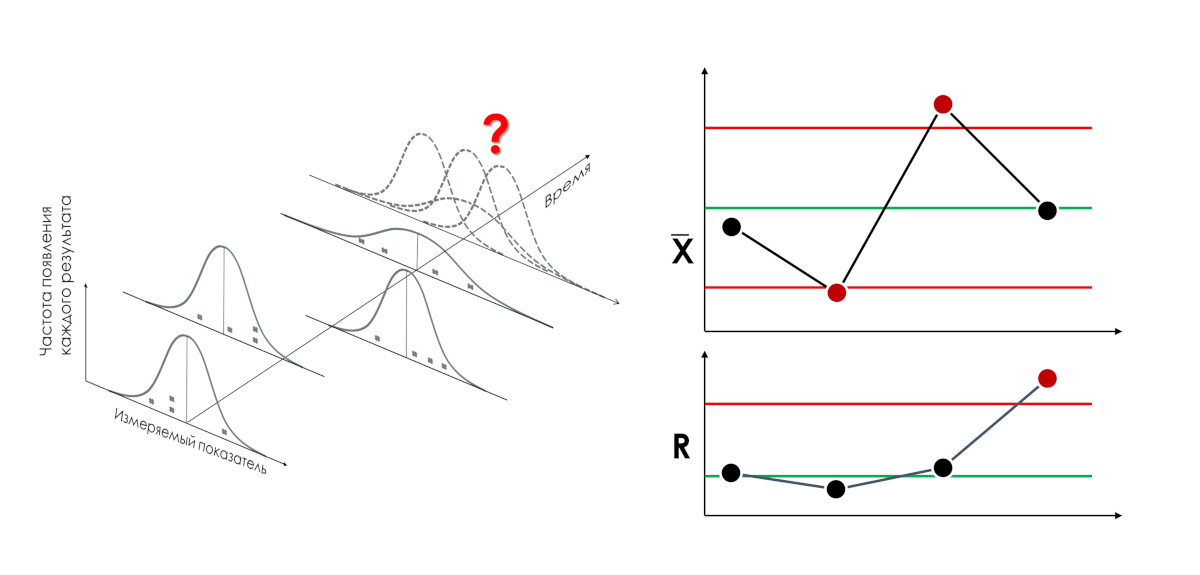
Рисунок 1.2. [4] Демонстрация распределения данных и соответствующая контрольная XbarR-карта (XR-карта) Шухарта средних и размахов подгрупп для процесса, непредсказуемо меняющегося во времени (статистически неуправляемо процесса).
Четыре точки в зоне каждой гистограммы (колоколообразные кривые) на рисунке 1.2. - индивидуальные значения и представляют одну подгруппу данных. Точки на контрольной Xbar-карте средних (верхний график) представляют средние значения точек каждой подгруппы из соответствующих гистограммам. Точки на R-карте размахов подгрупп (нижний график) представляют размах подгруппы (разницу между максимальным и минимальным значением в каждой подгруппе). Все точки на графиках контрольной XbarR-карты размещены слева направо по мере образования значений во времени.
Статистически неустойчивое (непредсказуемое, неуправляемое, нестабильное) состояние процесса может быть выявлено с помощью контрольных карт Шухарта. Это худшее состояние для любых процессов.
Когда контрольные карты демонстрируют признаки нестабильного состояния процесса, только в этом случае требуется немедленное вмешательство в процесс для выявления и устранения особых причин, вызвавших эту нестабильность.
"Если система не находится в состоянии статистической управляемости, трудно измерить эффект от изменений. Говоря точнее, если нет управляемости, заметны будут только катастрофические результаты".
Системные изменения, вносимые в неуправляемый процесс, скорее всего, окажутся малополезными для совершенствования процесса и будут экономически нецелесообразны. Более того, если процесс, в который планируется внести изменения с целью его улучшения, находится в статистически неуправляемом состоянии не будет возможности достоверно измерить эффект от таких изменений.
Прежде всего потребуется привести процесс в статистически устойчивое состояние, что уже само по себе всегда приводит к существенному экономическому эффекту и не требует дополнительных трат.
Установка конкретной численной цели для непредсказуемого процесса больше напоминает профанацию.
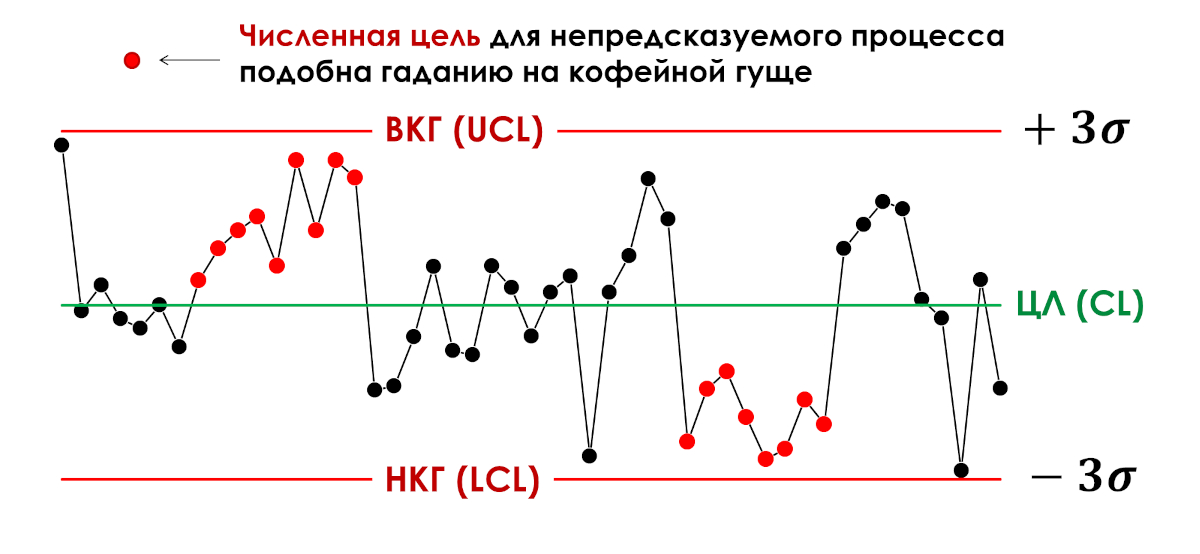
Рисунок 1.1. Численная цель для непредсказуемого процесса подобна гаданию на кофейной гуще. Контрольная карта Шухарта для статистически неуправляемого (нестабильного) процесса.
Условные обозначения: ЦЛ - Центральная линия (линия среднего), ВКГ - верхняя контрольная граница, НКГ - нижняя контрольная граница, 𝝈 - мера разброса данных (расчетная величина присущая конкретному уникальному процессу).
Статистически управляемое (стабильное) состояние процесса
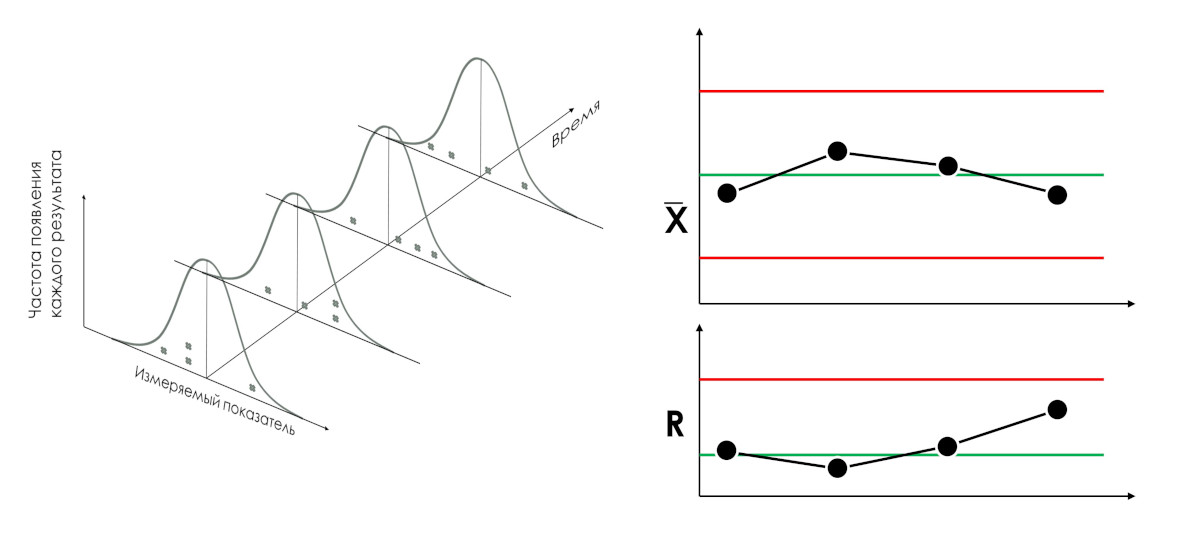
Рисунок 2.1. [4] Демонстрация распределения данных и соответствующая контрольная XbarR-карта (XR-карта) Шухарта средних и размахов подгрупп для процесса, предсказуемо меняющегося во времени (статистически управляемо процесса).
Когда построенные для анализируемого выхода процесса контрольные карты демонстрируют статистически устойчивое состояние, в этом случае крайне нежелательно вмешательство в процесс с целью разобраться с каждым скачком вверх и вниз, привлекающим внимание.
Видео. Эксперимент с доской Гальтона демонстрирует явление вариабельности статистически управляемого процесса в замкнутой системе при идеальных условиях.
По сути, все точки между контрольными границами стабильного процесса являются однородными. Попытки разобраться с худшими значениями в этом случае будут выдавать лишь ложные предположения и вы в очередной раз впустую потратите драгоценное рабочее время.
Подобно шарикам в эксперименте с доской Гальтона плотность распределения контролируемых значений в стабильной системе распределяется случайным образом вокруг центральной линии (линии среднего) процесса. Все "шарики" попадают в те или иные "карманы" совершенно случайно. Хотите вы того или нет, будут шарики в карманах слева, в центральной части и справа, а количество шариков в карманах будет соответствовать эмпирическому правилу распределения значений в стабильной системе.
"Любые два числа, которые не являются одинаковыми, считаются разными. К сожалению, это верно, когда речь идёт об арифметике, но неверно, когда речь заходит об интерпретации данных. В этом мире два разных числа вполне могут представлять одно и то же".
- [25] Дональд Уилер, Статья: "Но эти границы слишком широки! Когда диаграмма XmR, кажется, не работает"
Например, когда процесс находится в статистически управляемом состоянии не имеет практического смысла разбор каждого случая выхода продукции за пределы допуска (спецификации), т. к. в этом случае дефектная и качественная продукция являются однородными продуктами стабильного процесса. С таким же успехом (безуспешно) вы можете анализировать и продукцию, находящуюся в пределах допуска. Эта ошибочная практика наблюдается повсеместно:
"По всем случаям брака назначается расследование. Инженер по качеству выясняет корневую причину возникновения дефекта. В большинстве своем высокий уровень качества достигается путем постоянных изменений в техпроцессе".
- Заместитель начальника управления по развитию производственной системы (УРПС) российской компании, производящей двигатели для пассажирских самолетов".
Источник "Вестник ЛИН" УМПО. 14.02.2018г.
Очередной раз подтверждается то, что говорил Деминг:
"Знаниям нет замены. Но перспектива использования знаний пугает".
- [2] Эдвардс Деминг
Статистически управляемое состояние процесса, лучшее на что он способен в текущих условиях. В этом случае знание о прошлом поведении процесса дает основания для прогнозирования его будущего поведения, пока он находится в статистически устойчивом состоянии.
Для совершенствования (уменьшения вариабельности и смещения положения среднего ближе к номиналу) стабильных процессов необходимы системные изменения. Такие изменения, если они имеют значимый эффект, будет легко отследить с помощью контрольных карт.
Установка конкретной численной цели выше или ниже контрольных границ (ВКГ, НКГ) для предсказуемых (управляемых) процессов тем более бессмысленна. Процесс, по определению предсказуем. Под действием общих (системных, случайных) причин процесс будет случайным образом выдавать однородные точки выше и ниже центральной линии (ЦЛ) в соответствии с эмпирическим правилом плотности распределения (будет пояснено ниже). Новые точки стабильного процесса будут вписываться в рассчитанные контрольные пределы (ВКГ, НКГ) все меньше оказывая влияние на арифметическое значение центральной линии.
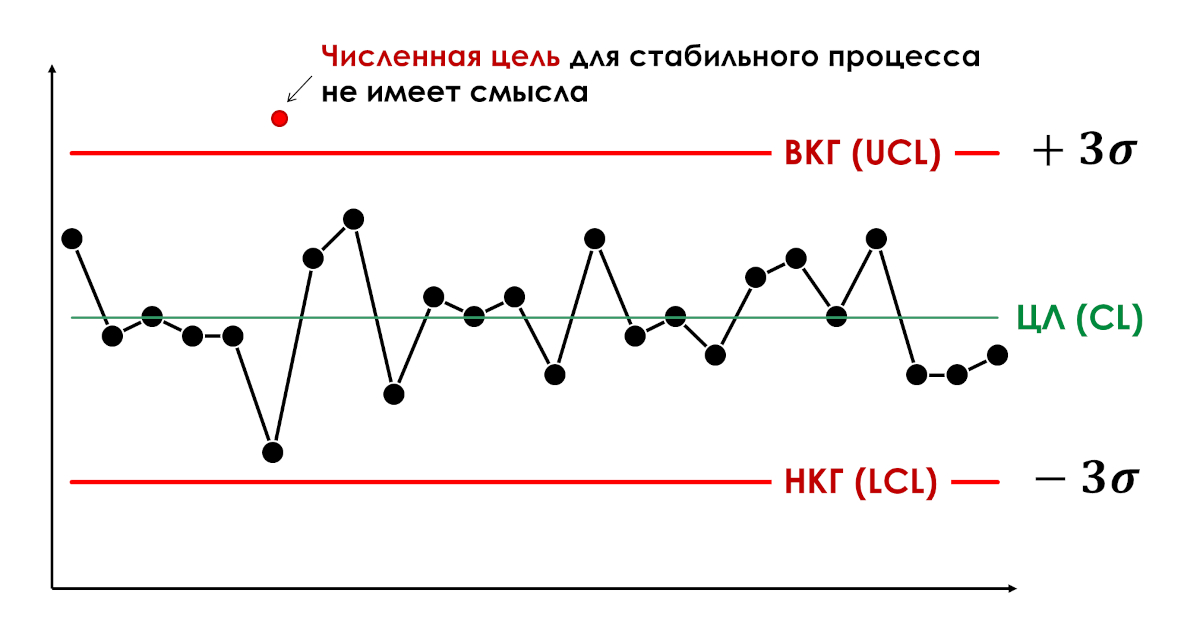
Рисунок 2.2. Численная цель для стабильного процесса не имеет смысла. Контрольная карта Шухарта для статистически управляемого (стабильного) процесса.
Непревзойденным инструментом управления совершенствованием процесса являются Контрольные карты Шухарта. Контрольные границы карт Шухарта служат в роли операционального определения минимизации потерь от совершения ошибок первого и второго рода, являются голосом ваших процессов, а также позволяют объективно отслеживать реальные изменения процессов как в лучшую, так и в худшую сторону.

Рисунок 2.3. Эмпирическое правило распределения данных в стабильной системе. Контрольная карта Шухарта.
"Эмпирическое правило предоставляет нам полезный способ описания данных при помощи меры положения и меры рассеяния. Если дано однородное множество данных, тогда:
1) примерно 60–75% данных находятся в пределах одной сигма-единицы по обе стороны от среднего;
2) ориентировочно от 90 до 98% данных лежат на расстоянии две сигма-единицы от среднего;
3) приблизительно 99–100% данных удалены от среднего не более чем на три сигма-единицы.
Сигма-единица (σ) — это мера масштаба данных. Общие статистики рассеяния можно преобразовать в (σ)-единицы при помощи опубликованных формул".
- [4] Дональд Уилер, DONALD J. WHEELER

Рисунок 2.4. Пример частного случая применения эмпирического правила распределения данных в стабильной системе для процесса с одной контрольной границей. Контрольная карта Шухарта.
Контрольные границы процесса "ничего не знают" о границах допуска (требованиях спецификаций), относительно которых определяется дефектность изделий. Дефектность продукции определяется искусственно установленными границами допусков или спецификаций. Раздвиньте границы спецификации шире контрольных границ статистически управляемого процесса - вот вам и "ноль дефектов" или "бездефектное производство". Был "ноль дефектов", сблизьте границы спецификации разместив их внутри контрольных границ карты Шухарта - вот вам и гарантированные "дефекты", вероятное количество которых легко предсказать по эмпирическому правилу распределения данных в стабильной системе.
Какие действия не следует, а какие действительно стоит предпринять по отношению к процессу производящему дефектную продукцию представлен материал в статье: Правильные и неправильные пути использования полей допусков. Следует ли сортировать продукцию относительно полей допуска на дефектную и бездефектную или пытаться настраивать процесс?.
"Соответствия допускам недостаточно.
Более того, не существует способа узнать, сохранится ли соответствие допускам, если процесс не находится в состоянии статистической управляемости. До тех пор пока особые причины не определены и не исключены (по крайней мере, те, что появлялись до сих пор), никто не сможет предсказать, что произведет процесс в следующий час.
Зависимость от инспекции (единственная альтернатива) опасна и дорогостояща. Ваш процесс может хорошо работать с утра и произвести изделия за границами поля допуска после полудня.
Рассчитанные допуски – это не границы, определяющие, как действовать. На деле крупные потери возникают тогда, когда процесс постоянно регулируется то одним, то другим образом с целью соответствия допускам".
В коротком видео ниже представлена дорожная карта экономически целесообразного метода совершенствования процесса до состояния, когда процесс будет функционировать так узко в границах установленных допусков, что не будет производить дефектных изделий вообще. Эта цель процесса легко нейтрализует неопределенность измеряемых значений из-за ошибки системы измерений, которая в свою очередь должна находиться в стабильном состоянии, т. к. не будет граничных значений размещенных у границ допусков.
Видео 1. Что же надо делать для совершенствования процессов?
Условные обозначения элементов в видео: НГД и ВГД - нижняя и верхняя границы допуска соответственно (анг, LSL и USL); m0 - номинал поля допуска; НГП и ВГП - нижняя и верхняя натуральные границы процесса (англ. LNPL и UNPL); ЦЛ - центральная линия процесса (среднее процесса).
Диагностирование действительных изменений в процессе
Ниже представлен фильм о методе оперативного диагностирования изменений в процессе (системе), как положительных, так и отрицательных, с помощью контрольной карты Шухарта.
Основные положения этой теории можно кратко сформулировать следующим образом: все виды продукции и услуг, а также все процессы, в которых они создаются и/или преобразуются, подвержены отклонениям от заданных значений, называемых вариациями (Л.6).
Своим происхождением вариации обязаны двум принципиально разным источникам, которые принято называть общими (common) и специальными (assignable) причинами вариаций.
Общими причинами вариаций называют причины, являющиеся неотъемлемой частью данного процесса и внутренне ему присущие. Они связаны с неабсолютной точностью поддержания параметров и условий осуществления процесса, с неабсолютной идентичностью условий на его входах и выходах и т. д. Другими словами, это — результат совместного воздействия большого числа случайных факторов, каждый из которых вносит весьма малый вклад в результирующую вариацию и влияние которых мы, по тем или иным соображениям, не можем или не хотим отделить друг от друга.
Специальные причины вариаций — те причины, которые возникают из-за внешних по отношению к процессу воздействий на него и не являются его неотъемлемой частью. Они связаны с приложением к процессу незапланированных воздействий, не предусмотренных его нормальным ходом. Другими словами, это — результат конкретных случайных воздействий на процесс, причем тот факт, что именно данная конкретная причина вызывает данное конкретное отклонение параметров/характеристик процесса от заданных значений часто (но далеко не всегда) и приводит к тому, что эту причину можно обнаружить без приложения каких-то исключительных усилий или затрат.
Разделение причин вариаций на два указанных вида принципиально потому, что борьба с вариабельностью процесса в этих двух случаях требует различного подхода. Специальные причины вариаций требуют локального вмешательства в процесс, тогда как общие причины вариаций требуют вмешательства в систему.
Локальное вмешательство:
• обычно осуществляется людьми, занятыми в процессе и близкими к нему
обычно нужно примерно для 15% всех возникающих в системе проблем и все
следствия из этого правила;
неэффективно или ухудшает ситуацию, если в процессе отсутствуют специальные причины вариаций, и, напротив, эффективно, если они присутствуют.
Вмешательство в систему:
почти всегда требует действий со стороны высшего менеджмента;
обычно нужно примерно для 85% всех возникающих в процессе проблем;
неэффективно или ухудшает ситуацию, если в процессе присутствуют специальные причины вариаций, и, напротив, эффективно, если они отсутствуют.
Когда люди не понимают теории вариабельности, они:
видят тенденции там, где их нет, и не видят их там, где они есть;
пытаются объяснить естественный разброс как особые события;
необоснованно обвиняют и/или вознаграждают сотрудников;
не могут эффективно спланировать будущее и улучшать систему;
Статистическое управление процессами — СУП
Статистическое управление процессами — это основанная на статистическом мышлении и теории вариабельности методология постоянного совершенствования процессов, использующая простые и эффективные методы анализа и решения проблем.
Одна из основных проблем нашего все более сложного и непрерывно глобализирующегося мира — это потребность принятия решений в условиях неопределенности, причем эта проблема стоит не только перед организациями и компаниями, но и перед отдельными людьми, а также их сообществами, странами, да и перед всем человечеством. Это означает, что абсолютно все должны быть знакомы с подходом, который, является наилучшим из того, что люди изобрели до сегодняшнего дня — а именно, подходом Шухарта— Деминга. Именно принципиальная важность решения того, надо или не надо вмешиваться в процесс, и если надо, то кому — в первую очередь определяет успех или неудачу деятельности по совершенствованию процессов, и именно поэтому этот этап должен быть выделен в самостоятельный — этому надо учить, и при этом всех поголовно. Умение принимать не интуитивное, а научно обоснованное решение — это элемент общей культуры каждого образованного человека (хотя интуитивные решения, конечно же, нельзя исключить).
Кроме того, такой подход позволяет отделить от традиционной статистики те элементы, которые как раз и должны быть частью культуры любого образованного человека. Ведь научить принимать правильные решения в условиях неопределенности надо всех, но для этого совсем не обязательно изучать стандартный курс математической статистики.
Одно из почти очевидных следствий данного подхода состоит в потребности видоизменить знаменитый цикл Шухарта—Деминга PDSA в цикл Plan (Планирую) - Do (Делаю) - Study (Изучаю) - Decide(Решаю) — Act (Действую), т. е. PDSDA

Уолтер Эндрю Шухарт (Walter Andrew Shewhart) – американский физик, инженер, статистик, преподаватель и консультант в области управления качеством. Этого человека еще называют отцом статистического контроля (управления), так как он произвел, без преувеличения, революцию в подходе к управлению процессами и улучшению качества. Он также известен как соавтора цикла Шухарта-Деминга и автор одного из семи инструментов качества – контрольной карты.
Основные даты:
- 18 марта 1891 – дата рождения. Место рождения: Нью Кэнтон, Иллинойс, США.
- 1910 – поступил в Иллинойский университет в Урбане-Шампейне. Впоследствии он успешно получил степень бакалавра, а после магистра физики.
- 1917 – получил степень доктора физики в Калифорнийском университете в Беркли.
- 1918 – начал трудовую деятельность инженером в Western Electric Company (подразделение AT&T).
- 1924 – опубликовал статью “Some Applications of Statistical Methods to the Analysis of Physical and Engineering Data” в журнале Bell System Technical Journal. Это первая опубликованная работа Уолтера Шухарта, посвященная статистическому контролю. В сопроводительном письме своему руководителю он разместил контрольную карту:

Как позже говорил Дж. Джуран: “Демонстрируя блестящий инструмент (контрольную карту), Шухарт был чересчур непрактичен и непонятен. Он никогда не был на предприятии до этого и совершенно не представлял внутренние процессы.”
Наиболее значимые идеи:
-
У. Э. Шухарт впервые предложил циклическую модель, которая разделяет управление качеством на стадии:
Читайте также: