
Способы изготовления труб кратко
Обновлено: 05.07.2024
Все трубы подразделяются на две основные группы: бесшовные и сварные. Каждая из них в зависимости от способа производства подразделяется на две подгруппы: трубы бесшовные горячекатаные и холоднокатаные, трубы газосварные и электросварные. В последнее время все более широкое применение находят также сварные холоднодеформированные трубы.
Горячей прокаткой производят трубы диаметром от 16 до 1200 мм из углеродистых, легированных и высоколегированных сталей, и сплавов, а также многослойные трубы.
В зависимости от свойств металла заготовки, размеров и требований к качеству труб горячую прокатку осуществляют несколькими способами, каждому из которых присущи свои технологические преимущества и недостатки. Однако независимо от применяемого способа схема производства горячекатаных бесшовных труб включает следующие основные технологические операции: нагрев заготовки, получение полой гильзы, подогрев гильзы (при необходимости), получение трубы промежуточных размеров (раскатка гильзы в трубу), подогрев трубы (при необходимости), окончательную формовку трубы по диаметру и толщине стенки.
Сварные трубы изготовляют диаметром от 5 до 2520 мм. В зависимости от назначения, характеристики и размеров исходного материала сварные трубы получают несколькими способами. Производство труб на агрегатах непрерывной печной сварки специфично и существенно отличается от остальных видов сварочного производства. Способы производства электросварных труб классифицируются по характеру протекания процесса, числу и направлению швов на трубах, способам формовки листа в трубную заготовку и сварки. Различают непрерывный и дискретный способы производства труб. Непрерывным способом изготовляют прямошовные электросварные трубы малых и средних диаметров из рулонной стали, а также все спиральношовные трубы из рулонной стали или отдельных предварительно состыкованных листов, дискретным — трубы большого диаметра из отдельных листов или предварительно сваренных “карт”, а также многослойные трубы из обечаек.

В зависимости от вида стальных труб подбирают оптимальную методику их изготовления.
Среди основных разновидностей можно отметить горячедеформированные, холоднодеформированные и сварные изделия. Они могут иметь круглую форму или относиться к категории профильной продукции. Исходный материал влияет на показатели прочности, пластичности и вязкости состава.
Изготовление горячедеформированных труб
Данная методика предполагает применение технологии горячей прокатки и прессования. Сначала выполняется три основных процесса. Сплошную заготовку прошивают в толстую гильзу, затем раскатывают гильзы в черновые трубы, а в конце – калибруют и редуцируют черновую продукцию в готовые изделия.
Есть несколько технологий горячей деформации труб. Им дают наименование по названию стана, занимающегося прокаткой. Для изделий из углеродистой стали подходит автоматическое оборудование.
Не менее востребованными являются непрерывные станы. Они позволяют получить продукцию с хорошей устойчивостью к коррозии и средними показателями пластичности. Существует также трубопрессовое оборудование. На пилигримовом стане производят трубы из слитков стали.
Производство холоднодеформированных труб
Путем волочения и периодической прокатки получают холоднодеформированный трубный прокат. В современном производстве используется огромное множество станов, которые выпускают продукцию типовых размеров.
К оборудованию относятся:
- станы, на которых изготавливаются трубы с максимальным диаметром;
- станы по диапазону изделий;
- трубоволочильные устройства с максимальным тяговым усилением;
- барабанные агрегаты, применяемые с целью бухтового волочения, при этом диаметр барабана и является показателем диаметра будущего изделия.
Некоторые разновидности холоднодеформированной продукции создаются лишь посредством обработки давлением на стане или только методом волочения. Однако для обеспечения стойкости к коррозии при небольшой толщине стенок необходимо дополнительно обрабатывать изделия на особом оборудовании. К нему относятся станы ХПТ, безоправочные станы, ХПТР, осуществляющие промежуточную химическую либо термическую обработку.
Получение сварных труб
Сварные изделия производят путем формовки заготовок, после чего кромки подвергают свариванию. На выбор исходного материала влияют габариты и будущая сфера использования. Изделия из низкоуглеродистой стали с небольшим диаметром зачастую эксплуатируются для обустройства водо- газопроводов. Их подвергают горячей валковой формовке, а затем обрабатывают печной сваркой.
Электросварные трубы данный этап проходят холодными. Когда диаметр является средним или малым, формовку осуществляют на непрерывных формовочных станах. При большом диаметре для этого применяются прессы, гибочные вальцы и спирально-формовочные конструкции.
Электросварные трубы создаются с применением контактной, индукционной и дуговой сварки. Трубы из высоколегированной стали могут обрабатываться газовой или газоэлектрической сваркой.
В качестве исходного материала подходят холоднокатаные ленты в рулонах, горячекатаные штрипсы, рулонные или листовые горячекатаные полосы.
Современные методы обработки позволяют получить прочные изделия с надежными швами, которые обладают в дальнейшем обширной сферой использования, включая обустройство магистральных трубопроводов, по которым подается вода, газ или топливо. Несомненным преимуществом сварной продукции в сравнении с бесшовными трубами является их доступная стоимость.

Два века назад производство труб было очень сложным технологическим процессом. Тогда использовалась только прокатка, которая включала в себя длительные процессы — от соединения прокатных стальных листов в круглых сечениях с помощью роликов до их сварки посредством так называемого шва в процессе ковки. Сейчас эти процессы развились до такой степени, что производят как шовные (сварные), так и бесшовные трубы.
Два основных процесса производства труб
Производство бесшовных труб
Для изготовления берут цилиндрический слиток, а в зависимости от технологии его или нагревают, или подготавливают другим способом, после чего прошивают (прокалывают).
Это хороший метод производства толстых труб, которые трудно согнуть в процессе прокатки. Они хорошо выдерживают давление в любом направлении и довольно устойчивы к коррозии, так как в материале меньше примесей. Такая технология обеспечивает наиболее равномерный наружный диаметр и максимально сцентрированный внутренний диаметр.
Бесшовные трубы обычно классифицируются на два типа:
Холоднодеформированные бесшовные трубы
Процесс холодной вытяжки повышает физические свойства трубы благодаря сокращению времени обработки. У этого типа бесшовных труб более равномерный внутренний и наружный диаметр, строгие допуски, продуманное сочетание прочности и веса и более легкая обрабатываемость по сравнению, например, с горячекатаными бесшовными трубами, которые описаны ниже.
Преимущества:
- Более качественная поверхность.
- Высокая прочность по отношению к весу.
- Высокий предел упругости.
- Высокая точность размеров и однородность микроструктуры.
- Простая обработка.
- Жесткие допуски, что сокращает количество последующих обработок.
Горячедеформированные бесшовные трубы
Чаще всего их изготавливают из вращающегося нагретого прутка, который прошивают (прокалывают) для создания полой трубки. Они используются в качестве более экономичной альтернативы холоднокатаным бесшовным трубам, что приводит к более широкому диапазону допусков на наружный и внутренний диаметр, поэтому при их изготовлении акцент на наружном диаметре и толщине стенок.
К основным преимуществам этого вида бесшовных труб можно отнести то, что они экономически эффективны, доступен большой размерный ряд и изделия легко поддаются механической обработке.
Преимущества:
- Хорошее соотношение цены и качества при большой толщине стенок.
- Простота обработки.
- Поддерживают большинство методов обработки.
- Большой выбор размеров и толщин.
Основные области применения бесшовных труб
Бесшовные трубы, как правило, лучше всего подходят для ответственных применений. В частности:
- Авиационная, военно-морская техника, судостроение — в гидравлических системах, топливопроводах высокого давления.
- Нефтегазовая отрасль: подводные предохранительные клапаны, линии управления, перекачка нефти, сжиженного или сжатого природного газа.
- Строительство и ремонт: архитектурные и декоративные трубы, перила.
Изготовление сварных труб
С продольным швом
Довольно древний и проверенный временем производственный процесс. Он начинается с листа, полученного путем прокатки рулона стали до нужной толщины, разрезанного на ширину, соответствующую размеру трубы, которую необходимо изготовить. Этот лист сгибается с помощью роликов для соединения концов в продольном направлении, чтобы получить форму трубы. В зависимости от расстояния между роликами получаются различные изгибы и, соответственно, различные диаметры труб. Сварной шов герметизирует это соединение прямо.
Спиральная сварка
Процесс изготовления этого вида трубы соответствует той же методологии, что и продольно-сварной, за исключением того, что сварной шов выполняется по спирали по всей длине диаметра трубы, как будто это резьба, а не прямо по продольному шву пластины.
Чтобы замаскировать сварной шов, к сварной трубе можно применить процесс горячей обработки, чтобы выковать сварной шов, а затем отполировать. Это сделает его практически незаметным невооруженным глазом. Сварной шов по своей специфике самое слабое место трубы, он задает максимальное напряжение, которое она может выдержать.
Стоимость электросварных труб обычно ниже, чем бесшовных, так как требуется меньше волочения и отпуска, и поэтому время изготовления также обычно короче.
Основные области применения сварных труб
Трубные изделия со сварными швами обычно используются во всех областях, где требуется хорошее соотношение цены и качества, например:
Бесшовная труба является самой прочной среди всех типов труб, поскольку имеет однородную структуру по всей длине трубы.
Бесшовные трубы производятся в разных размерах и шедулов. Однако есть ограничение на изготовление труб большого диаметра. Бесшовные трубы широко используются при изготовлении фитингов, таких как изгибы, отводы и тройники.
Процесс оправки
В процессе производства труб на стане для прокатки бесшовных труб на оправке стальная заготовка нагревается до высокой температуры во вращающейся печи. Цилиндрическая полость, которая также известна как маточная полость, изготавливается с помощью роторного пробойника и набора роликов, который удерживает пробойник в центре заготовки. Наружный диаметр пробойника приблизительно равен внутреннему диаметру готовой трубы. С помощью этого достигается вторичный наружный диаметр и толщина роликов.

Металлическая заготовка - печь с вращающимся подом - прошивной пресс - непрерывный трубопрокатный стан с удерживаемой оправкой - печь с шагающим балочным подом - редукционно-растяжной трубопрокатный стан - стеллаж для охлаждения - послойная резка - правильный пресс - резка торцов - труба.
Завод по производству труб со штоком Маннесманн
Маннесман это немецкий инженер, который изобрел этот процесс производства труб. Единственное различие между процессом станка со штепсельной вилкой и процессом станка с оправкой состоит в том, что в способе оправки внутренний диаметр достигается за один проход, тогда как в Маннесмане возможно многоступенчатое сокращение.
Металлическая заготовка - вращающаяся печь - центрирование заготовки - прошивка - относительное удлинение при разрыве - горячая прокатка труб на оправке - стан прокатки - повторный нагрев - калибровка труб - охлаждающий под - резка концов - правка - гидроиспытания - аустенизационная печь - быстрое охлаждение - закалочная печь - горячая колибровка - правка - торцовка - испытание без разрушения - нарезания резьбы - соединительный фитинг - тестирование оправки - гидроиспытания - готовая труба.

Процесс изготовления кованой бесшовной трубы
В процессе изготовления кованой трубы нагретую заготовку помещают в ковочную матрицу, диаметр которой немного больше, чем у готовой трубы. Гидравлический пресс ковочного молота с соответствующим внутренним диаметром используется для создания цилиндрической ковки. Как только эта ковка сделана, труба подвергается механической обработке для достижения окончательного размера. Процесс изготовления кованой трубы применяется для изготовления бесшовных труб большого диаметра, которые невозможно изготовить традиционными методами. Кованые трубы обычно используются для парового коллектора.
Литая заготовка Волока
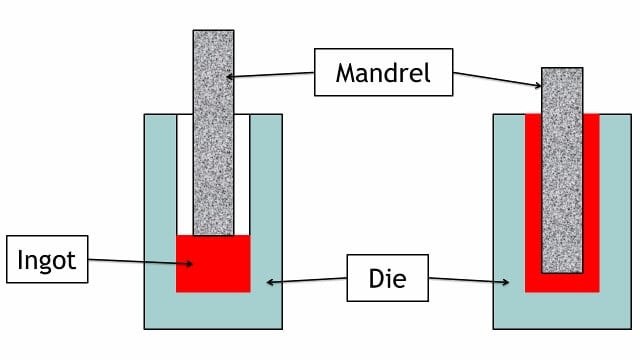
Экструзионные процессы
При изготовлении экструзионной трубы нагретую заготовку помещают внутрь матрицы. Гидравлический таран прижимает заготовку к прокалывающей оправке, материал протекает из цилиндрической полости между головкой и оправкой. Это действие производит трубы из заготовки. Иногда изготавливаемые трубы производят трубы с большой толщиной, известной как матовая впадина. Многие производимые вторичные трубы использовали эту материнскую полость для производства труб с различными размерами.

Горячее прессование Холодное /горячее прессование
Производство сварных труб
Сварные трубы изготавливаются из пластин или непрерывных катушек или полос. Чтобы изготовить сварную трубу, первая пластина или рулон катятся в круглом сечении с помощью листогибочной машины или с помощью ролика в случае продолжения процесса. После того, как круглое сечение откатано от плиты, труба может быть сварена с присадочным материалом или без него. Сварные трубы могут быть изготовлены в большом размере без каких-либо ограничений сверху. Сварные трубы с присадочным материалом могут быть использованы при изготовлении изгибов большого радиуса и отвода. Сварные трубы дешевле по сравнению с бесшовными, а также слабые из-за сварки.
Существуют различные методы сварки, используемые для сварки трубы:
- ERW - электрическая сварка сопротивлением
- EFW - электрическая сварка плавлением
- HFW- высокочастотная сварка
- SAW - дуговая сварка под флюсом (длинный шов и спиральный шов)
ERW процесс производства стальных труб
В процессе производства труб ERW / EFW / HFW первая пластина формируется в цилиндрической форме, а продольные кромки сформированного цилиндра свариваются методом мгновенной сварки, низкочастотной контактной сварки, высокочастотной индукционной сварки или высокочастотной сварки или сваркой сопротивлением.
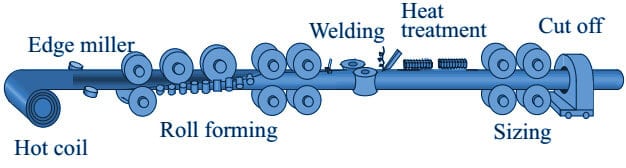
Горячая катушка - фрезерный станок - фасонная прокатка - сварка - тепловая обработка - установление размеров - резка
SAW Производство труб
В процессе сварки SAW внешний присадочный металл (проволочные электроды) используется для соединения формованных пластин. SAW трубы могут иметь один продольный шов, двойной продольный шов в зависимости от размера трубы. Труба SAW также доступна в спиральном шве, который непрерывно катится от единственной пластины катушки. Производительность спиральной SAW трубы очень высока по сравнению с прямой SAW трубой. Однако трубы спиральной SAW используются только в сервисах низкого давления, таких как водоснабжение, некритические технологические процессы и т. д.
Читайте также: