
Резание металла ножовкой кратко
Обновлено: 30.06.2024
Ручная ножовка (пила) инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пахов, обрезки и вырезки заготовок по контуру и других работ. Ручная слесарная ножовка состоит из станка (рамки) и ножовочного полотна. На одном конце рамки имеется неподвижная головка с хвостовиком и ручкой, а на другом конце — подвижная головка с натяжным винтом и гайкой (барашек) для натяжения полотна. В головках имеются прорези, в которые вставляют ножовочное полотно и крепят штифтами.
Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко) , либо раздвижными, допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Станок с передвижным держателем состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.

Рис. 1. Кривошипные листовые ножницы с наклонными ножами
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61 —64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
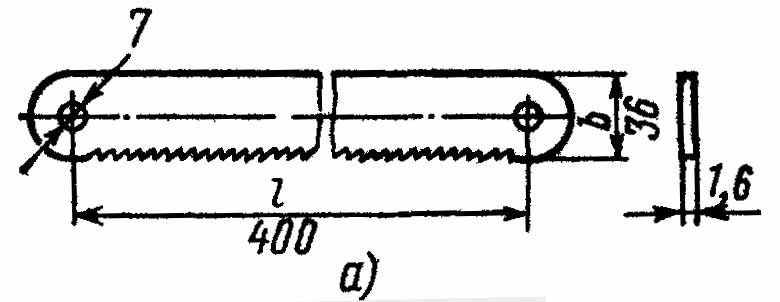
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна для ручных ножовок длиной L — 250 — 300 мм, высотой Ь — 13 и 16 мм, толщиной h — 0,65 и 0, 8 мм.
Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол ,а , угол заострения (3, передний угол у и угол резания 5. а + р + у = 90°; а+ р = 5.
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла а, переднего угла у и шага S зуба.

Рис. 2. Ручная слесарная ножовка (станок): а — цельная, б — раздвижная, в — с передвижным держателем, г — ножовочное полотно; 1 — гайка-барашек, 2 — рамка (станок), 3 — подвижная головка, 4 — ножовочное полотно, 5 — неподвижная головка, 6 — хвостовик с рукояткой, 7 — штифты, 8 — прорези, 9 — винт натяжной, 10 — подвижная скоба
В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может быть нулевым, положительным или отрицательным.
Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0°.
Для разрезания более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Для резки металлов пользуются преимущественно ножовочными полотнами с шагом 1,3 —1,6 мм, при котором на длине 25 мм насчитывается 17 — 20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: мягкие металлы — 16, средней твердости закаленная сталь — 19, чугун, инструментальная сталь — 22, твердая, полосовая и угловая сталь — 22.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух-трех зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят.
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу.

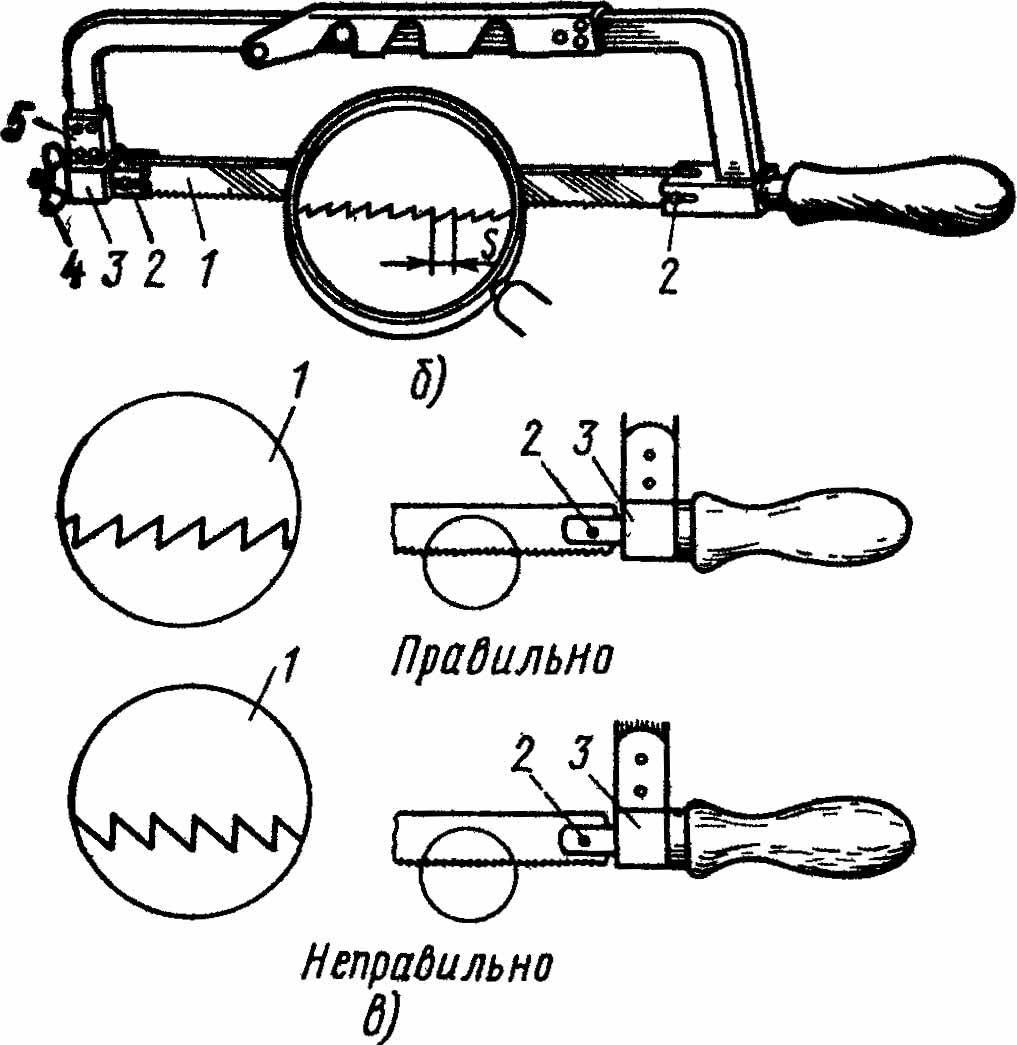
Рис. 3. Элементы зуба ножовочного полотна: а — зубья ножовочного полотна; передний угол зубьев: б — положительный, в — равный нулю, г — отрицательный; д— шаг

Рис. 4. Установка ножовочного полотна: а — правильно, б — неправильно, в — натяжение полотна
В зависимости от величины шага S разводку делают по полотну и по зубу.
Ножовочные полотна с шагом зубьев 0,8 мм (допускается также для шага 1 мм) должны иметь разводку зубьев по полотну (волнистой), т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25 — 0,6 мм. Разводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 8S.
Полотно с шагом зубьев свыше 0,8 мм разводят по зубу (гофрированный развод). При этом разводе при малом шаге зубьев два-три зуба отводят вправо и два-три — влево. При среднем шаге отводят один зуб влево, второй — вправо, третий — не отводят. При крупном шаге отводят один зуб влево, а второй — вправо. Разводка по зубу применяется для полотен с шагом 1,25 и 1,6 мм.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
Подготовка к работе ножовкой. Перед работой ножовочным станком (ножовкой) прочно закрепляют разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем выбирают ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого металла.
При длинных пропилах берут ножовочные полотна с крупным шагом зубьев, а при коротких — с мелким шагом зубьев.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки, а не к ручке. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижного штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом. Степень натяжения полотна проверяют легким нажимом пальца на полотно сбоку: если полотно не прогибается, натяжение достаточное.
Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатываемого предмета. Левую ногу несколько выставляют вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Ступни ног ставят так, чтобы они образовали угол 60 — 70° при определенном расстоянии между пятками.
Положение рук (хватка). Поза рабочего считается правильной, если правая рука с ножовкой, установленной на губки тисков (в исходное положение), согнутая в локте, образует прямой угол (90°) между плечевой и локтевой частями руки (рис. 121, а).
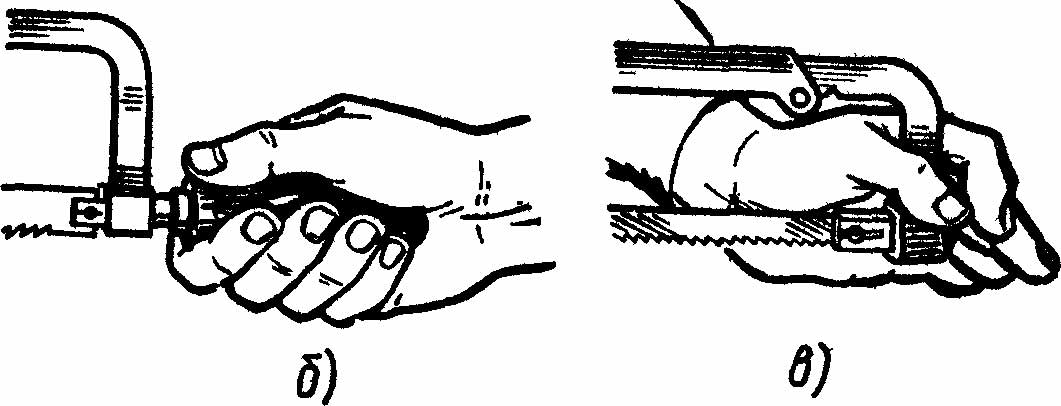
Ручку (рукоятку) захватывают правой рукой так, чтобы ручка упиралась в ладонь (рис. 5, б). Ручку обхватывают четырьмя пальцами, большой палец накладывают сверху вдоль ручки. Пальцами левой руки обхватывают гайку и подвижную головку ножовки.
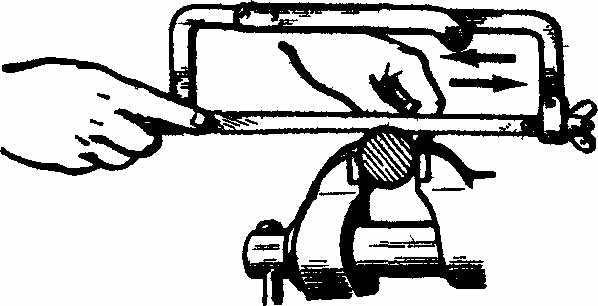
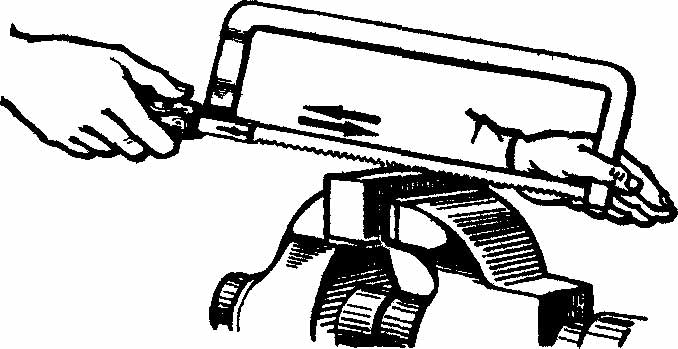
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой рукой осуществляют главным образом возвратно-поступательное движение ножовки.
Процесс резки состоит из двух ходов: – рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила: короткие заготовки режут по наиболее широкой стороне. При резании проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне; – в работе должно участвовать все ножовочное полотно; – работают ножовкой не спеша, плавно, без рывков, делая не более 30 —60 двойных ходов в минуту (твердая сталь — 30—40, сталь средней твердости — 40 — 50, мягкая сталь – 50-60).

Рис. 5. Положение при работе: б — правой руки, в — левой руки, а — корпуса и ножовк г — ног
При более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и быстрее тупится: – перед окончанием распила ослабляют нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или деталь, в результате чего может нанести травму; – при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки в пропиле детали периодически смазывают полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов; – латунь и бронзу разрезают только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят; – в случае поломки или выкрашивания хотя бы Одного зуба работу немедленно прекращают, удаляют из припила остатки сломанного зуба, полотно заменяют новым или стачивают на станке два-три соседних зуба и после этого продолжают работу.

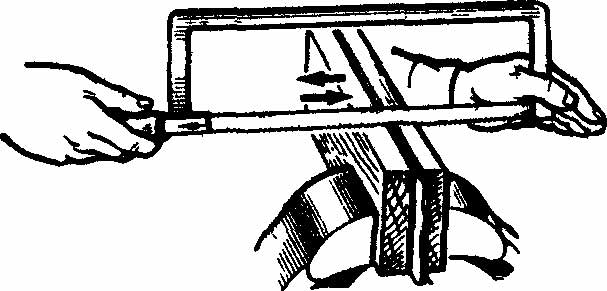
Рис. 6. Резка ножовкой при глубоких прорезах: а — без поворота полотна, б — с поворотом полотна на 90°, в — работа в замкнутом контуре, г — положение пальцев левой руки
Резка ножовкой. Область ее применения
Резкой металла называется разрезание (разделение) металла на части. Резка может производится ручной и механической ножовкой, а также ножницами – ручным и механическими, рычажным, параллельными, дисковым ( круглыми ). Для резки крупного сортового металла (круглого полосового, углового, двутаврового, коробчатого и т. п. ) применяют приводные ножовки и дисковые пилы, а также огневую резку электрическую и газовую.
Листовой металл разрезают ножницами – ручными и приводными. Резка труб вручную производится ножовкой и труборезом; механическая резка труб осуществляется на специальных станках. Устройство ручной ножовкой и пользованию ею. Ручная ножовка. Этот инструмент состоит из двух главных частей – ножовочного полотна и специальной оправы (державки) , в которой помещается ножовочное полотно; эта оправа носит название рамка или станка. На одном конце рамка имеет хвостовик с ручной и неподвижной головкой, а на другом — подвижную головку и натяжной винт с барашковой гайкой для натяжения ножовочного полотна. В головках устроены прорезы и отверстия для закрепления полотна ножовкой. Ручная ножовка (слева – с раздвижной рамкой, справа – с цельной рамкой) 1 – станок, 2 – барашек для натяжного винта, 3 – ножовочное полотно, 4 – ручка.

Полотно для ручных ножовкой изготовляют длиной от 150 до 400 мм, шириной от 10 до 25 мм и толщиной от толщиной от 0.6 до 1.25 мм. Полотно для ручных ножовок изготовляют длиной от 150 до 400 мм, шириной от 10 до 25 мм и толщиной от 0.6 до 1.25 мм. Работа ножовкой. Приступая к резке ножовкой, встают перед тисками вполоборота (по отношению к губкам тисков или к оси обрабатываемого предмета) . Левую ногу выставляют несколько вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус.
Ножовку берут в правую руку так, чтобы ручка упиралась в ладонь, а большой палец находился на ручке сверху; остальными четырьмя пальцами поддерживают ручку снизу, левой рукой берутся за передний конец рамки ножовки. Ножовкой работают со скоростью от 30 до 60 ходов в минуту (имеются в виду двойные ходы – вперед и назад) . Твердые металлы разрезают с меньшей скоростью, мягкие – с большей. Резка ножовкой круглого материала Резка круглого материала. Ручной ножовкой можно резать круглый материал диаметром до 100-115 мм. В слесарной практике допускается ручная резка металлов только до 60-70 мм; металл более крупных диаметров передают для резки на отрезные станки; лишь в исключительных случаях режут ручной ножовкой круглый материал диаметром 70 мм.
Если при разрезании заготовок не требуется получить чистые торцы, допускается ради экономии времени надрезать металл с нескольких сторон, не доходя до середины, и затем отломить заготовку. Резка труб. Прежде всего подбирают ножовочное полотно с мелкими зубьями, затем изготавливают шаблон из тонкой жести в виде прямоугольной пластинки, изогнутой по трубе. После этого от конца трубы отмеривают требуемую длину заготовки и делают метку, затем подводят шаблон к метке и по кромке шаблона чертилкой прочерчивают на окружности трубы риску. Для разрезание труб применяют еще труборезы, у которых режущим инструментом служат стальные диски.
Трубы средних диаметров разрезают труборезами с одним и тремя режущими дисками. Трубы большого диаметра разрезают цепным труборезом или труборезом с хомутом. Эти труборезы многодисковые, и работа ими производится качанием рукоятки с небольшим размахом. При разрезе труб труборезом применяются специальный трубный прижим – приспособление состоящие из рамы с откидывающейся верхней частью, в которой помещается сухарь с уступами, позволяющими зажимать трубы различных диаметров.
Опиливание и ее применение
Опиливание металла — простейшая операция металлообработки.
Опиливание –это слесарная металлообработка , во время которой происходит снятие материала с поверхности детали с помощью напильника. Напильник – это инструмент, который служит для обработки металлов , состоит из многолезвийных режущих элементов, он обеспечивает высокую точность проделываемых работ, а также не значительную шероховатость обрабатываемой поверхности детали. Сама резка металла , проводится качественно и с малой погрешностью.
С помощью опиливание, детали придается нужный размер и форма, подгоняют деталь друг под друга и проводят множество других работ. Напильниками обрабатывают металлы различной формы: криволинейные поверхности, плоскости, пазы, отверстия различных форм, канавки, различного рода поверхности и т.д. Припуски во время опиливания оставляют небольшого размера — от 0.55 до 0.015 мм. А погрешность после проведенной работы может составляет от 0.1 до 0.05, а в определенных случаях еще меньше – до 0.005 мм., что обеспечивает качественную металлообработку .
Инструмент напильник – это брусок из стали определенной длины и профиля, у которого на поверхности стоит нарезка. Нарезка ( насечка) формирует маленькие и острые зубья, которые определяют в сечении форму клина. Угол сечения напильника с сеченым зубом обычно равен 65-70 градусов, задний угол от 35 до 50 градусов, передний угол – 16 градусов. Инструменты с одинарной нарезкой убирают с металла широкую стружку, по всей насечке. Они применяются при металлообработке мягких металлов. Напильник с двойной нарезкой используются при опиливании чугуна, стали и других твердых металлов, из-за того, что перекрестная нарезка измельчает стружку, в связи с чем – облегчает работу.
Насечку рашпилем получают с помощью вдавливания металла специальными зубцами состоящими из трехгранника. Обработка металлов рашпилем производится только на мягких металлах и неметаллических материалах. Также можно получить другую насечку с помощью фрезерования. У нее дугообразная форма и большие выемки между зубьями – это обеспечивает хорошее качество поверхностей и высокую производительность при металлообработке . Напильники производятся из стали У13А и У13, а еще из хромистой стали ШХ 15. Когда заканчивается насечка зубьев напильники термически обрабатываются. Ручки напильников изготавливаются из древесины ( клен, береза и другие).
По своему назначению резки металла напильники делятся на следующие группы:
Какой инструмент применить для разрезания металла, зависит от толщины и формы заготовки. Тонкостенная профильная или тонколистовая сталь быстро и с небольшой затратой сил разрезается слесарной ножовкой. Для разрезания массивных полос прямоугольного сечения потребуется мощная угловая шлифовальная машина. В то время как применение ручного инструмента относительно безопасно, работа с машиной требует строгого соблюдения правил техники безопасности. Эти правила предусматривают как безопасные условия управления машиной, так и надежную фиксацию обрабатываемой детали и принятие мер по защите глаз и рук от возможных травм. Тот, кто намерен часто выполнять слесарные работы, должен позаботиться о приобретении соответствующего инструмента.
Металл, как известно, гораздо тверже дерева, а значит, инструмент, которым металл обрабатывают, должен быть острее и мощнее столярного. Необходимо также при работе с металлом строго соблюдать правила техники безопасности.
Ножовкой работают так:
Зубья ножовочного полотна должны быть направлены вперед. На концах полотна они мелкие и расположены чаще, чем в середине. Винт на конце рамы закрепляет полотно. Пилят всегда толчками, используя в основном средние зубцы. Возвращают пилу взмахом вверх.
Ножовочные полотна
Для каждого вида металла надо подбирать соответствующее ему ножовочное полотно.
Для резки твердых металлов (например, обычной и нержавеющей стали) выбирают ножовочное полотно с мелкими зубьями, для более мягких металлов (медь, латунь, алюминий) — с более крупными и редкими.
В соответствии с толщиной
Необходимо учитывать толщину разрезаемого материала: для тонких деталей берут ножовку с мелкими зубьями, для толстых — соответственно с более крупными.
При резке в контакте с материалом всегда должно находиться не менее трех зубьев ножовки, чтобы разрез был прямолинейным. Ножовочные полотна изготавливаются из различных материалов, зарекомендовавших себя наилучшим образом. Из высокопрочной быстрорежущей стали делают универсальные полотна, которые хороши в работе, но не терпят перекоса. Быстрорежущая сталь очень упруга и подходит для материалов толщиной до 2 мм. Полотна из инструментальной стали пригодны для мягких материалов. Они стоят совсем недорого. Полотна из биметалла со слоем быстрорежущей стали годятся для резки твердых металлов. Твердосплавная проволока режет стекло и керамику, а вот металл ей поддается с трудом.
Слева направо: твердосплавная проволока; полотна из биметалла, а также высокопрочной быстрорежущей и закаленной инструментальной стали.
Выбор инструмента или на что нужно обратить внимание
Чтобы выбрать лучшую ножовку по металлу ручную, обратите внимание на следующие параметры:
- Длина инструментов и полотен. Полотна имеют разную длину, но если выбирается устройство, то нужно брать такое, которым удобно работать. Если инструмент подбирается с определенной целью, то помните, что длина ножовки должна быть в 2 раза больше распиливаемой детали
- Рукоятка. Чтобы выбрать лучший прибор, нужно взять несколько моделей и подержать их в руке. Разница ощущается сразу, так как некоторые рукоятки неудобные. Инструмент с пустотелыми ручками лучше не брать, так как они не надежные. Ручка должна быть удобной, и лежать хорошо в руке
- Полотно. Главными характеристиками полотен являются: форма зуба и шаг. В зависимости от того, какая деталь будет распиливаться, подбираются соответствующие полотна с размерами зубьев. Так как в домашнем обиходе мало кто обращает на это внимание, то лучше взять несколько разных изделий
- Стоимость. Цена зависит от качества и функционала
- Производитель. Если вы относитесь к подбору инструментов строго, тогда уделите внимание моделям известных фирм производителей. Популярной маркой, специализирующейся на изготовлении ручных инструментов, является фирма IRWIN
Такой надежный инструмент, как ручная ножовка по металлу, необходим в хозяйстве, поэтому стоит отнестись к его выбору ответственно и грамотно. После использования полотна, не стоит его выбрасывать, так как оно может сгодиться для изготовления дополнительных инструментов: ножи, резаки, циркули и даже стамески (при условии, что зубья не стерлись и не притупились). Все зависит от фантазии мастера, поэтому никогда не поздно приступать к воплощению задумок, и не забудьте при этом поделиться своими изобретениями с другими. В видеоролике рассказывается о правильности эксплуатации ручных ножовок по металлу, что также будет полезно и интересно узнать.
Правильная резка металла
Слесарная ножовка — инструмент, используемый чаще всего для разрезания профильной стали, труб, листового металла. В продаже имеются ножовки различной длины, наиболее часто применяется ножовочное полотно длиной 300 мм.
Закрепляйте полотно так, чтобы зубья были направлены вперед. Для врезания используйте переднюю или заднюю треть длины полотна: здесь зубья мельче и расположены чаще, чем в середине.
Затем прорежьте канавку, по которой и будет продвигаться полотно ножовки.
Можно также проделать канавку трехгранным напильником. Главное, чтобы с самого начала пила велась под прямым углом. Когда ножовка войдет в металл, на нее больше уже не нужно нажимать.
Направляйте ножовку обеими руками: правая удерживает рукоятку, левая находится на раме. Пилите равномерными толчками и с сильным нажимом.
При резке тонкого металлического листа используйте деревянные подкладки: тогда лист не будет вибрировать, а полотно не будет зажато.

Виды ножовок по металлу ручных
Различают следующие виды ножовок по металлу:
-
Домашние. Простейшие варианты, которые имеются в наборе у каждого мастера. Такие приборы считаются устаревшим вариантом, но их производство продолжается и по сегодняшний день. Преимуществом этих инструментов является простота конструкции. Ручка выполнена из дерева, и расположена в одной плоскости с полотном



Слесарная электроножовка
Если вам редко приходится резать длинные листы, то покупка специальных инструментов для резки металла себя не оправдывает.
Иметь обычную электрическую ножовку вполне достаточно. Более удобна машинка с электронным регулированием частоты ходов, позволяющая согласовать скорость резания с материалом и с ножовочным полотном. Большинство имеющихся в продаже электрических ножовок мощностью 300-400 Вт режут заготовки из конструкционной стали толщиной от 5 мм и из алюминия — до 15 мм. При выполнении длинных разрезов ведите машинку по опорной планке.
Берегитесь стружек
Электрические ножовки передвигаются тяговым усилием, то есть толчок(собственно режущее движение) происходит при перемещении полотна вверх. Металлическая стружка летит, следовательно, тоже вверх. Поэтому защищайте глаза предохранительными очками, а руки — рукавицами! Не будьте легкомысленными!
Длинные прямые разрезы хорошо выполнять слесарной ножовкой с электроприводом. Машинку нужно вести медленно и без нажима.
Как правильно пилить ручной ножовкой по металлу
Ручная пилка по металлу требует от мастера соблюдения следующих правил эксплуатации:
Важно обратить внимание! Полотно на раме ручной ножовки по металлу должно фиксироваться в положении направлением зубьев в противоположную сторону от рукоятки.
Столярная электроножовка
Столярная электроножовка прорезает более толстый листовой слой, чем слесарная, например стальной лист толщиной 12 мм и профильный материал толщиной 8 мм. Это объясняется большей мощностью инструмента (в среднем около 550 Вт) и более длинным ходом ножовочного полотна.
Скорость резания
На электроножовке можно установить скорость резания, оптимально подходящую для конкретного материала, и тем самым обеспечить сохранность ножовочного полотна. Использование очень гибкого биметаллического полотна позволяет осуществлять резку деталей даже заподлицо с поверхностью стены. Однако длинные прямые разрезы электроножовкой выполнить тяжело.
Облегчение резки
Ножовочное полотно будет скользить лучше, если его протереть мыльным раствором или специальной эмульсией для охлаждения режущих инструментов. Кроме того, смазанные полотна дольше остаются острыми и не так быстро нагреваются.
Преимущество столярной электроножовки — возможность вести резку материала, включая металл, гибким узким полотном без жесткой фиксации самого инструмента.
Шлиоовалыная машина
Обработка и резка толстостенных профильных изделий, а также листов толщиной более 2 мм — вот область применения угловой шлифовальной машины. Обычно работа ведется с опорой на руку. Тому, кто часто выполняет поперечную резку изделий, рекомендуется приобрести подходящую стойку.
Жесткое закрепление
Резка материала машиной требует некоторого навыка и может производиться только с помощью специальных шлифовальных кругов. Обрабатываемая деталь должна быть надежно закреплена. Во время работы не следует допускать перекоса машины.
Безопасность
Работать угловой шлифовальной машиной можно только в защитных очках, рукавицах и невоспламеняющейся одежде. Можно воспользоваться про-тивопылевым респиратором и звукоизолирующими наушниками. Если работа ведется в закрытых помещениях, то следует изолировать легковоспламеняющиеся вещества, так как при резке возникает искрение.
Угловой шлифовальной машиной можно разрезать самый толстый профильный материал. Возможности машины ограничивает лишь диаметр режущего круга.
Зубило
Такие работы, как, например, пробивание отверстий в толстых листах, срубание заржавленных гаек, перерубание толстой проволоки, выполняются лучше всего с помощью зубила.
Лезвие инструмента должно иметь угол заострения 40-60 градусов, быть остро заточенным и хорошо закаленным. Если режущая кромка уже после нескольких ударов тупится или деформируется, инструмент явно непригоден для дальнейшей работы.
Наиболее применяемы плоские зубила и крейцмейсели. Режущая часть плоского зубила имеет ту же ширину, что и рукоятка. У крейц-мейселя лезвие расположено поперек рукоятки и гораздо уже. Для вырубания криволинейных проемов лезвие можно чуть сточить по краям, придав ему выпуклую форму.
Соблюдайте правила безопасности
Работая зубилом, наденьте защитные очки: отскакивающие кусочки металла могут тяжело поранить глаза! Необходимо также работать на толстой (15-20 мм) стальной подкладке и обязательно пользоваться рукавицами.
Зубило ставится на линию разметки с небольшим наклоном — под ударом молотка лезвие прорубает материал.
Ножницы
Листы оцинкованной стали, меди, латуни и алюминия толщиной до 1 мм легко и чисто режутся с помощью специальных ножниц. Резка листов высокопрочной стали требует больших усилий и соответственно больше времени.
Ручными ножницами с прямыми ножами выполняют прямые разрезы, с ножами, слегка закругленными, — криволинейные. Существуют также универсальные ножницы для резки металлических листов. Но независимо оттого, какую форму имеют ножницы, целесообразно использовать заднюю часть их лезвий, так как там рычажное действие максимально. Благодаря этому вы будете значительно меньше тратить сил.
Специалистам
Для обычных работ достаточно иметь стандартные ручные ножницы. Как и в любом другом случае, чем выше качество инструмента, тем он дороже. Если вы часто занимаетесь работой по листовому металлу, стоит подумать о приобретении ручных рычажных (с параллельными ножами) или же высеченных ножниц.
Для резания по кривой линии лучше использовать ножницы с легким изгибом ножей. С помощью этого простого инструмента можно резать тонкие листы, не затрачивая больших усилий.
Для чего нужны ножовки ручные по металлу
Ручные ножовки по металлу предназначается для распиливания металлических материалов. Это не единственное назначение инструмента, так как он зарекомендовал себя хорошо по отношению к таким материалам, как пластик, ДСП, пенопласт, пенополистирол, оргстекло, керамика, ламинат.
Рассматриваемая пилка для распиливания металла – это очень нужный инструмент в хозяйстве, ведь при отсутствии болгарки, он всегда может помочь в сложившейся ситуации – отпилить шляпку окислившегося болта или перепилить стальную проволоку. Большим недостатком такого инструмента является большая затрата физической силы и времени. Наличие мелких зубцов отражается на времени достижения результата. Для получения результата от мастера требуется приложение не только титанической силы, но еще и терпение. Итогом продолжительной и упорной работы инструментом является максимально-точный результат, который порой превосходит рез болгаркой.
Важно обратить внимание! Линия разреза ножовкой по металлу ручной получается максимально тонкой, что связано с присутствием мелких зубьев в конструкции полотен.
Труборез
Разрезать трубу слесарной ножовкой аккуратно и точно под прямым углом довольно сложно. А если это тонкостенные медные трубы, которые обычно применяются при монтаже кухонного и сантехнического оборудования, то их резка ножовкой вообще нежелательна, поскольку под действием разведенных зубьев пилы они легко деформируются, что, в свою очередь, делает невозможным плотное соединение таких труб, выполняемое обычно роликовой сваркой с раздавливанием кромок.
Режущий ролик
Для резки труб — особенно тонкостенных — лучше использовать труборез. Режущим роликом трубу подводят с небольшим нажимом к направляющему ролику, затем труборезом делают полный оборот. При каждом обороте режущий ролик осторожно поджимают. Повторяют эту операцию до тех пор, пока труба не будет разрезана.
Удаление заусенцев
При резке труб с очень тонкими стенками следует крайне осторожно регулировать подачу режущего ролика: существует риск продавить стенку. Лучше подавать ролик на небольшую глубину за несколько оборотов, чем пытаться резать с большим усилием. У разрезанной трубы на внутренней стороне остаются заусенцы. Их нужно аккуратно зачистить круглым напильником с мелкой насечкой.
После каждого оборота инструмента вокруг трубы необходимо ручным шпинделем отрегулировать положение режущего ролика. Затем резание продолжают.
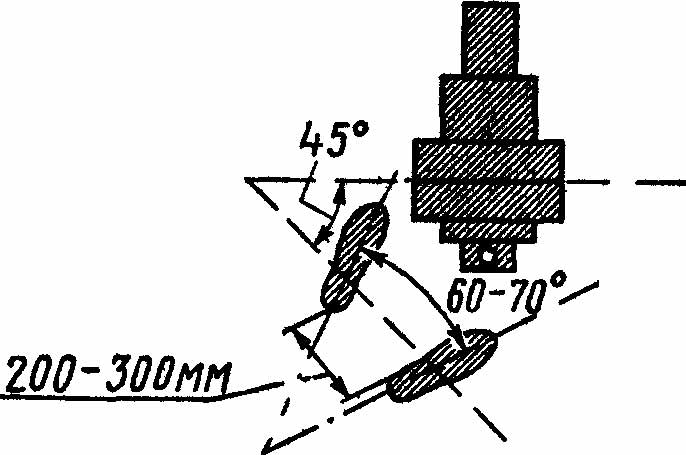
Разрезаемый металл прочно закрепляется в слесарных тисках. Расстояние между тисками и корпусом работающего должно быть таким, чтобы при исходном положении ножовки перед резкой плечевая часть правой руки располагалась вертикально, корпус рабочего должен быть прямым. Правое плечо должно находиться против винта тисков, корпус развернут вправо под углом 45° (рис. 113, а). Упор надо делать на левую ногу, правая нога принимает на себя всю тяжесть тела. Ступни располагают под углом 60—70° одна к другой (рис. 113,б).

Рис. 113. Работа ручной ножовки:
а — положение корпуса, б — положение ног, в — захват ручки правой рукой. г — захват ручки левой рукой
Рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают на нее сверху вдоль ручки, остальными пальцами поддерживают ее снизу), конец ручки упирают в ладонь (рис. 113, в). Не следует вытягивать указательный палец вдоль ручки и слишком развертывать кисть вправо или влево. Не следует делать глубокий захват ручки, при котором конец ее торчит из кисти, а не упирается в центр ладони. Левой рукой следует держать рамку ножовки, так как показано на рис. 113, г.
Нажимать на станок нужно обеими руками, но наибольшее усилие давления должно производиться левой рукой, а правой рукой осуществляется главным образом возвратно-поступательное движение ножовки.
Процесс резки состоит из двух ходов: рабочего, когда ножовка перемещается вперед от работающего, и холостого хода, когда ножовка перемещается назад по направлению к работающему.
- выбирать ножовочное полотно, сообразуясь с разрезаемым материалом (твердостью, размерами, формой материала);
- вставлять полотно в прорези рамки так, чтобы острие зубьев было направлено от рукоятки. Полотно не следует натягивать слишком сильно или слабо;
- при длинных пропилах надо выбирать ножовочное полотно с крупным шагом зубьев, а при коротких пропилах — с мелким шагом;
- короткие заготовки следует резать по наиболее широкой их стороне. При резании проката углового, таврового и швеллерного профилей лучше изменить положение заготовки, чем резать по узкой стороне;
- в работе должно участвовать все ножовочное полотно;
- работать ножовкой следует не спеша, плавно, без рывков, делая не более 30—60 двойных ходов в минуту. При более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и быстрее тупится;
- не доходя до конца распила, следует ослабить нажим на ножовку, так как при сильном нажиме ножовочное полотно не отрезает, а ломает металл и может сломаться;
- при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки пропила детали рекомендуется периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
- латунь и бронзу следует разрезать только новыми полотнами, так как даже мало изношенные полотна не режут, а скользят;
- в случае поломки или выкрашивания хотя бы одного зуба работу следует немедленно прекратить, удалить из пропила остатки сломанных зубьев и заменить полотно новым, либо сточить на точиле еще 2—3 соседних зуба и только после этого продолжать работу.
Резка круглого металла. На разрезаемой заготовке предварительно делают разметочную риску. Зажимают в тисках в горизонтальном положении и для направления ножовки трехгранным напильником по риске делают неглубокий пропил.
Установив в пропил ножовку, производят отрезку без отламывания отрезаемой части. Отламывание допускается в том случае, если торцы заготовки будут подвергаться обработке (опиливанию). В этом случае в прутке делают надрезы с двух-четырех сторон, а затем его отламывают либо зажав в тисках, либо с помощью молотка, которым наносят удары по прутку, заготовка при этом устанавливается на подкладки.
Резка полосового и квадратного металла. Заготовку закрепляют в тиски и в месте будущего реза трехгранным напильником делают неглубокий пропил для лучшего направления ножовки. В начале операции ножовку немного наклоняют в сторону от себя (вперед). По мере врезания наклон постепенно уменьшают до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем заготовку разрезают при горизонтальном положении ножовки (рис. 114).

Рис. 114. Приемы резки заготовок с широкими сторонами
Более рациональным считается резка полосового материала не по широкой, а по узкой стороне. Это, однако, можно сделать только в том случае, когда ширина стороны больше, чем 2,5 шага зубьев полотна.
При резке полосы вдоль и при глубоких резах ножовочному полотну в рамке придают боковое положение (рис. 115, а). Для этого полотно переставляют в боковые прорези головок рамки. При таком положении ножовки работать нужно очень осторожно, так как при перекосе рамки ножовочное полотно может сломаться.

Рис. 115. Резание металла:
а — ножовкой глубоких прорезей, б — ножовкой тонких листов, в — лобзиком криволинейных и угловых прорезей
Резка тонкого листового и профильного металла. Заготовки детали из тонкого листового материала зажимают между деревянными брусками по одной или по нескольку штук и разрезают вместе с брусками (рис. 115, б).
Резка по криволинейным контурам. При резке по криволинейным контурам ножовочное полотно стачивают до ширины 8—10 мм и закрепляют в рамке, придав ему предварительно такое же боковое положение, как и при выполнении глубоких резов (рис. 115,в). Пользуются также пилками для лобзика.
Чтобы вырезать в металле (листе) фасонное окно (отверстие) просверливают или вырубают отверстия диаметром, равным ширине полотна ножовки или пилы лобзика. Пропустив через такое отверстие полотно, закрепляют его в рамке и производят резку по заданному направлению.
Шлицы более крупных размеров прорезают обыкновенными ножовками с одним или двумя сцепленными вместе полотнами (в зависимости от ширины шлицев).
Цель данной статьи - научиться пользоваться инструментами и приспособлениями для резки металла, резать ножовками, труборезом, ручными и рычажными ножницами, уметь пользоваться механизированными устройствами.
Резка металла ножовкой
Нужно научиться правильной установке ножовочного полотна в станок, освоить держание ножовочного станка, резание пруткового, квадратного, полосового металла, труб и уголка по разметке и без поворота ножовочного станка. Нужны: тиски параллельные, плоские деревянные бруски, колодки, напильники трехгранные, мел, масло. Инструмент: ножовочный станок, полотна к нему.
Ножовочный станок, правильное и неправильная установка полотна
Подготовка ножовочного станка
Выбор ножовочного полотна:
а) для разрезания мягкого металла применять ножовочные полотна с крупным шагом s (16-18 зубьев на 1 дюйм); для разрезания тонкого полосового металла — ножовочные полотна с мелкими зубьями (22-23 зуба на 1 дюйм), а для разрезания самого тонкого листового металла — 24-32 зуба на 1 дюйм;
б) для слесарных работ пользуются преимущественно ножовочным полотном с шагом s=1,5 мм, при котором на длине 25 мм насчитывается примерно 17 зубьев;
в) при длинном пропиливании брать ножовочные полотна с крупным шагом, а при коротком — с мелким шагом;
г) ножовочные полотна выпускаются с углом заострения 43—60°. Для разрезания более твердого металла применять полотна, у которых угол заострения больше, а для разрезания мягких металлов — меньше. Полотна с большим углом заострения более износоустойчивы.
Установка ножовочного полотна в прорези головки:
а) вставить ножовочное полотно 1 в прорези головки станка так, чтобы зубья были направлены от ручки (рис. в), а не к ручке;
б) отверстия в ножовочном полотне установить точно против отверстий в головке ножовочного станка;
в) передний хвостовик 4 должен выходить из головки 3 на 10—12 мм для возможности натяжки полотна;
г) штифт 2 должен входить в прорезь головки 3 (рис. б);
д) в отверстие головки и полотна вставить штифты 2, диаметр которых должен соответствовать диаметру отверстий.
Натяжка ножовочного полотна:
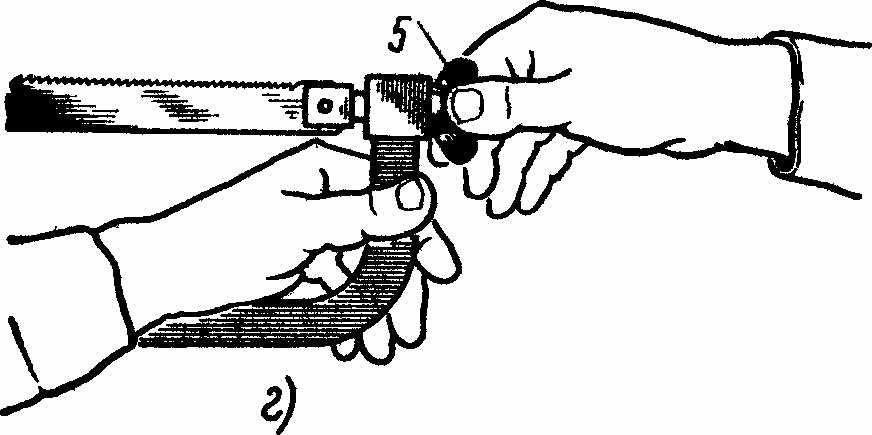
а) натяжку ножовочного полотна производить вручную без больших усилий (запрещается применение плоскогубцев, ручных тисочков) легким вращением барашка 5;
б) степень натяжки проверить легким нажатием пальца на полотно сбоку: если полотно не прогибается, то натяжка достаточная (рис. г).
Примечание. Ни в коем случае не допускать очень сильной или очень слабой натяжки полотна, так как это приведет к его поломке, поэтому собранную ножовку обязательно нужно проверить.
При натяжке полотна из-за опасности разрыва полотна надо держать ножовку на некотором расстоянии от лица или использовать плексиглазовый щиток.
Рабочее положение при резке ножовкой
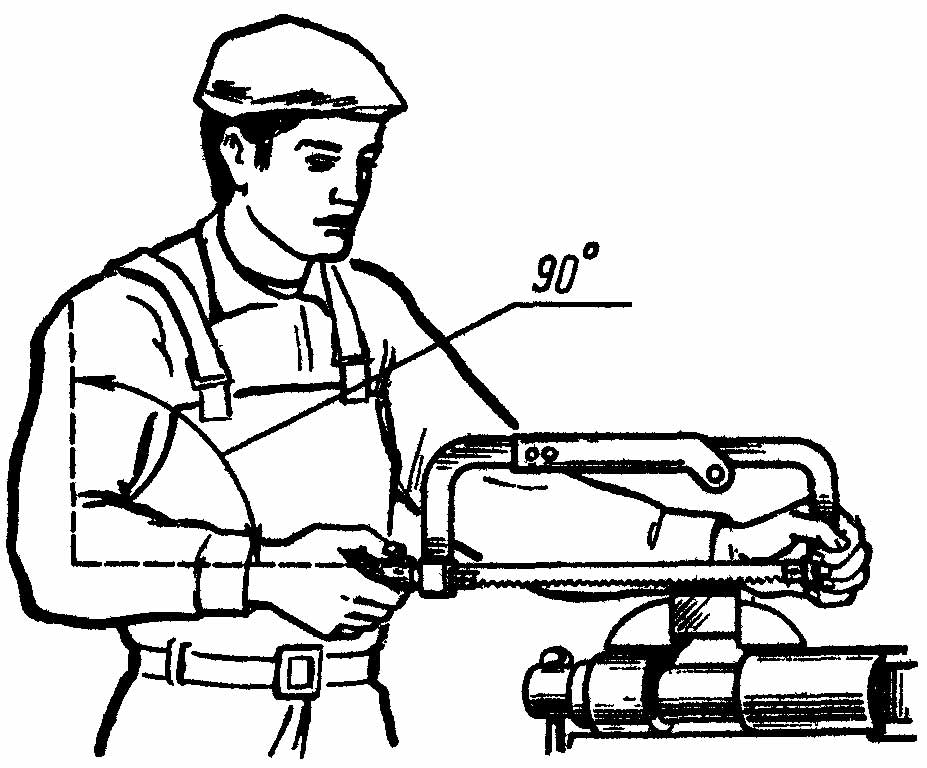
а) установить высоту тисков по росту - правая рука с ножовкой, должна иметь угол 90° в локтевом сгибе. Смотрите рисунок выше.
б) встать перед тисками свободно и устойчиво, вполоборота по отношению к губкам тисков или к оси разрезаемого предмета
в) корпус развернуть влево от тисков под углом 45°
г) левую ногу несколько выставить вперед, примерно по линии разрезаемого предмета и на нее опирать корпус
д) правая нога должна быть повернута по отношению к левой на угол 60—70°, при этом расстояние между пятками должно быть 200-300 мм
Положение рук (хватка) работающего
а) рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают сверху, остальные пальцы поддерживают рукоятку снизу), конец ручки упирают в ладонь (рис. б). Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать рукоятку, так как конец ее будет выходить из кисти, что может привести при работе к травме руки
б) левой рукой держать рамку ножовки, как показано на рис. - в. Четырьмя пальцами охватывать барашек и натяжной болт, а не одну только рамку; если делать иначе, будет тяжело устранить покачивание ножовки во время работы.
Резка круглого металла
Резка металла без поворота ножовочного полотна
а) нанести мелом разметочную риску места разреза;
б) закрепить деталь в тиски в горизонтальном положении так, чтобы отрезаемая часть находилась справа или слева от тисков. Линия резки должна находиться в 15—20 мм от губок тисков;
в) трехгранным напильником по разметочной риске сделать в месте разрезания небольшой (1,5—2 мм) пропил, чтобы ножовочное полотно в начале резания не скользило, а врезалось в деталь.
Для правильного начала резки на неразмеченной детали у места реза ставят ногтем большой палец левой руки и полотно ножовки прижимают вплотную к ногтю, ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль руки сбоку. Это обеспечивает устойчивое положение ножовки во время начала реза;
г) при резании соблюдать следующие правила: в работе должно участвовать не менее 3/4 ножовочного полотна; делать 40—50 рабочих движений в минуту; нажим на ножовку делать только при движении вперед; заканчивая разрезание, поддерживать отрезаемый кусок рукой.
Резка полосового и квадратного металла
1. Закрепить заготовку в тисках так, чтобы она выступала над губками тисков на 15—20 мм и линия реза была перпендикулярна губкам тисков.
2. Трехгранным напильником в месте реза сделать неглубокий пропил для лучшего направления ножовки.
3. В начале реза ножовку наклонить немного в сторону от себя (или на себя). По мере врезания наклрн постепенно уменьшать до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем осуществлять резку при горизонтальном положении ножовки.
4. Резать металл не по ширине, а по узкой стороне; это, однако, можно допустить только в том случае, когда ширина стороны больше, чем 2,5 шага зубьев полотна.
Примечание. Ножовкой можно резать полосовой материал только в том случае, если его толщина больше расстояния трех зубьев ножовочного полотна. Более тонкий материал зажимают в тиски между двумя деревянными брусками и разрезают.
Резка тонкого листового металла
1. Подготовить деревянные бруски (плоские).
2. Зажать между плоскими деревянными брусками по одной или несколько штук заготовок.
3. Установить бруски вместе с заготовками в слесарных тисках.
4. Резать заготовки вместе с брусками.
Резка труб ножовкой
1. Отметить линию разрезания мелом.
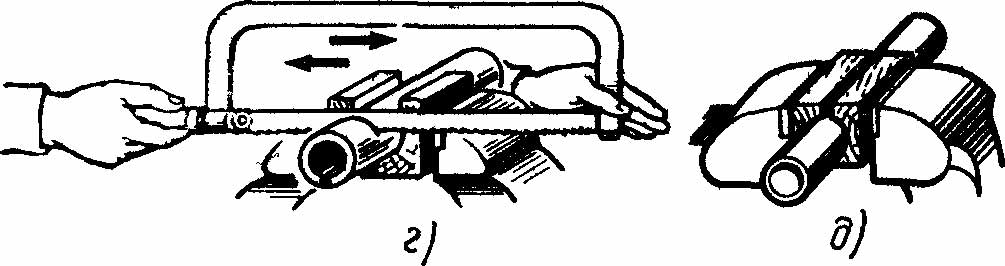
2. Зажать трубу в тисках в деревянной колодке (рис. г) или в специальных зажимах (рис. д) так, чтобы не смять трубу.
3. Резку осуществлять ножовочным полотном с мелким зубом.
4. В начале резки ножовку держать горизонтально. После того как зубья полотна войдут в металл, ножовку следует наклонить на себя и, время от времени повертывая заготовку на угол 45—90° от себя, продолжать резку.
5. Число двойных ходов должно составлять 35—45 в минуту.
Резка металла с поворотом ножовочного полотна
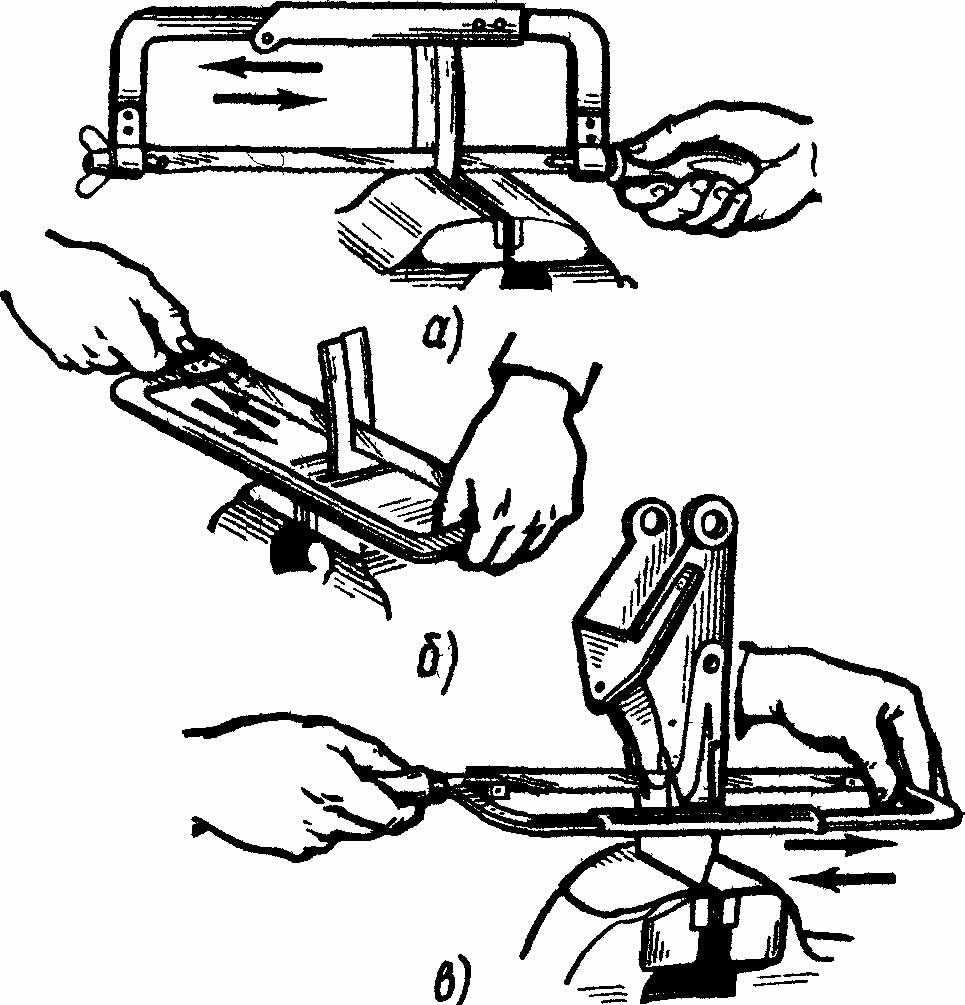
а — без поворота полотна,
б — с повернутым на 90° полотном,
в — работа в замкнутом контуре
Ножовкой с полотном, повернутым на угол 90°, производят резку в том случае, когда глубина прореза превышает расстояние от полотна до рамки ножовочного станка (рис. а), т. е. при глубоких прорезах.
1. Сборка ножовочного станка с поворотом полотна на 90°:
а) отпустить барашек и вынуть полотно из станка;
б) вставить полотно в прорези хвостовика так, чтобы в рабочем положении рамка ножовочного полотна располагалась горизонтально (рис. б, в)
в) вставить штифты и натянуть полотно барашком.
Резание металла:
а) место прореза располагать сбоку или сверху от губок тисков в зависимости от конфигурации детали;
Читайте также: