
Ремонт шпоночных и шлицевых соединений кратко и понятно
Обновлено: 05.07.2024
Шпоночные соединения передают вращающий момент от вала к колесу и служат для закрепления на валах и осях различных деталей машин — зубчатых колёс, муфт, шкивов. Образуются посредством шпонки, установленной в сопряжённые пазы вала и колеса.
Шпонка имеет вид призмы, клина или сегмента, реже применяются шпонки других форм. Шпоночные соединения:
- просты;
- надёжны;
- удобны в сборке и разборке;
- дёшевы.
- ослабляют сечение валов и ступиц колёс;
- концентрируют напряжения в углах пазов;
- нарушают центрирование колеса на валу (для этого приходится применять две противоположные шпонки).
Виды шпоночных соединений:
- ненапряжённые — призматические или сегментные шпонки, передают момент боковыми гранями;
- напряжённые — клиновые шпонки, передают момент за счёт сил трения по верхним и нижним граням;
- тангенциальные — состоят из двух клиньев с одинаковым уклоном, составленных так, что рабочие грани их взаимнопараллельны.
Шпонки всех основных типов стандартизованы.
Для призматических шпонок стандарт указывает ширину и высоту сечения. Глубина шпоночного паза в валу принимается как 0,6 от высоты шпонки. Призматические и сегментные шпонки всех форм испытывают смятие боковых поверхностей и срез по средней продольной плоскости:
σсмят = 2 × Mвращ / (0,4 × h × d × l ≤ [σ]смят;
τсрез = 2 × Mвращ / (b × d × l ≤ [τ]срез,
где h — высота сечения шпонки, d — диаметр вала, b — ширина сечения шпонки, l — рабочая длина шпонки (участок, передающий момент).
Исходя из статистики поломок, расчёт на смятие проводится как проектный. По известному диаметру вала задаются стандартным сечением призматической шпонки и рассчитывают рабочую длину. Расчёт на срез — проверочный. При невыполнении условий прочности увеличивают рабочую длину шпонки.
Сборка шпоночных соединений
Призматические шпонки подлежат замене при:
- смятии боковых граней;
- ослаблении посадки;
- смятии шпоночной канавки.
Разборку шпоночного соединения можно вести различными способами, в зависимости от конструкции соединения. Для разборки в средней части шпонки выполняют резьбовое отверстие и ввёртывают в него винт. При подгонке и сборке призматических шпонок рекомендуется выполнить скос на поверхности шпонки со стороны вала, на длину не более высоты шпонки, с обратной стороны сделать пометку. Непременное условие процесса разборки шпоночного соединения — сохранение чистоты и точности посадочных мест.
При небольшой выработке стенки канавки необходимо выровнять стенки шпоночной канавки до получения правильной формы и изготовить новую шпонку, с увеличенным сечением. Расширение шпоночной канавки допускается на величину, не превышающую 10-15% от первоначального размера. При изготовлении новой шпонки и ремонте шпоночной канавки обработку следует вести соответствующим инструментом. Засверливание шпоночных канавок должно проводиться фрезой.
Перед сборкой детали очищают и проверяют посадочные размеры, наличие на сопрягаемых поверхностях забоин, заусенцев и других дефектов. Измерение глубины пазов, высоты и правильности установки шпонок проводится с использованием щупов, шаблонов, индикаторов перемещения часового типа и специальных подставок.
Посадку шпонки в паз вала проводят лёгкими ударами медного молотка (или молотка из мягкого металла), под прессом или с помощью струбцин. Перекос шпонки и врезание в тело паза не допускаются. Отсутствие бокового зазора между шпонкой и пазом проверяют щупом, затем насаживают охватывающую деталь (колесо, шкив) и проверяют наличие радиального зазора.
При сборке клиновых шпонок необходимо следить за тем, чтобы шпонка плотно прилегала к дну паза вала и втулки и имела зазоры по своим боковым стенкам. Верхняя грань клиновых шпонок должна быть выполнена с уклоном по длине 1:100. Уклоны на рабочей поверхности шпонки и в пазе втулки должны совпадать, иначе деталь будет сидеть на валу с перекосом. Точность посадки шпонки проверяется щупом с обеих сторон втулки. При сборке пазы вала или поверхности шпонки припиливают или пришабривают для исключения перекоса и смещения. В собранном соединении головка клиновой шпонки не должна доходить до торца ступицы на величину, равную высоте шпонки. Во избежание выпадения клиновых и тангециальных шпонок (при их ослаблении) у головок устанавливают упоры на винтах. Следует отметить неопределённость возникающих усилий при запрессовке клиновых шпонок. Это может привести к повреждению ступиц охватываемых деталей.
Шпонки размером сечения более 28×16 мм необходимо проверять на краску по посадочным местам до получения пяти и более отпечатков на квадратный сантиметр поверхности. Перед установкой шпонки необходимо зачистить и смазать маслом шпонку и шпоночную канавку. Не допускается во всех видах шпоночных соединений устанавливать какие-либо подкладки для достижения плотной посадки шпонок.
Сегментные шпонки в меньшей мере подвержены перекосу и не требуют ручной пригонки (так как шпоночный паз получают фрезой, соответствующей размеру шпонки); паз под сегментную шпонку более глубокий, что ослабляет сечение вала.
В собранном соединении между верхней гранью призматической шпонки и основанием паза ступицы (рисунок 4.1) радиальный зазор должен соответствовать приведенным в таблице 4.1 данным. В соединениях с клиновой шпонкой (рисунок 4.2) боковой зазор между пазом и шпонкой не должен превышать величин, указанных в таблице 4.2.

Рисунок 4.1 — Зазор при установке призматических шпонок
Таблица 4.1 — Значения радиального зазора для призматических шпонок в зависимости от диаметра вала
| Диаметр вала, мм | Радиальный зазор, мм |
|---|---|
| от 25 до 90 | 0,3 |
| от 90 до 170 | 0,4 |
| свыше 170 | 0,5 |

Рисунок 4.2 — Зазоры при установке клиновых шпонок
Таблица 4.2 — Значения бокового зазора для клиновых шпонок в зависимости от размера шпонок
| Нормальные размеры шпонок, мм | Боковой зазор, мм |
|---|---|
| b = 12…18; h = 5…11 | 0,35 |
| b = 20…28; h = 8…16 | 0,4 |
| b = 32…50; h = 11…28 | 0,5 |
| b = 60…100; h = 32…50 | 0,6 |
Направляющие призматические шпонки устанавливают с дополнительным креплением в пазу винтами, в пазу перемещаемых деталей делают более свободную посадку.
Шлицевые соединения
Шлицевые соединения образуются выступами на валу, входящими в сопряжённые пазы ступицы колеса. По внешнему виду и по динамическим условиям работы шлицы можно считать многошпоночными соединениями. Некоторые авторы называют их зубчатыми соединениями. В основном используются прямобочные шлицы, реже — эвольвентные и треугольные профили шлицев. Число шлицев принимают чётным (6, 8, 10).
Прямобочные шлицы могут центрировать колесо по боковым поверхностям, по наружным и внутренним поверхностям (рисунок 4.3). Точные соединения центруют по наружному или внутреннему диаметру, а соединения, передающие большой крутящий момент, — по боковым поверхностям.
Рисунок 4.3 — Виды центрирования прямобочных шлицевых соединений: а) по наружному диаметру; б) по боковым поверхностям; в) по внутреннему диаметру
В сравнении со шпонками, шлицы:
- имеют большую несущую способность;
- передают больший крутящий момент;
- лучше центрируют колесо на валу;
- усиливают сечение вала за счёт большего момента инерции ребристого сечения по сравнению с круглым;
- требуют специального оборудования для изготовления отверстий.
Основными критериями работоспособности шлицев являются:
- сопротивление боковых поверхностей смятию (расчёт аналогичен шпонкам);
- сопротивление износу при фреттинг-коррозии (малые взаимные вибрационные перемещения).
Смятие и износ связаны с одним параметром — контактным напряжением σсм. Это позволяет рассчитывать шлицы по обобщённому критерию — одновременно на смятие и контактный износ. Допускаемые напряжения [σ]см назначают на основе опыта эксплуатации подобных конструкций. Для расчёта учитывается неравномерность распределения нагрузки по зубьям:
где Z — число шлицев, h — рабочая высота шлицев, l — рабочая длина шлицев, dср — средний диаметр шлицевого соединения.
Для эвольвентных шлицев рабочая высота принимается равной модулю профиля, за dср принимают делительный диаметр. Условные обозначения прямобочного шлицевого соединения составляют из обозначения поверхности центрирования D, d или b, числа зубьев Z, номинальных размеров d×D (а также обозначения полей допусков по центрирующему диаметру и по боковым сторонам зубьев). Например, D-8×36 H7/q6×40 означает восьмишлицевое соединение с центрированием по наружному диаметру с размерами d = 36 мм, D = 40 мм и посадкой по центрирующему диаметру H7/q6.
При центрировании по наружному диаметру с посадкой по диаметру центрирования H8/h7:
D-8×36×42 H8/h7×7 D10/d10.
Сборка шлицевых соединений
При шлицевом соединении охватывающая деталь может центрироваться по поверхностям впадин, выступов или по поверхности шлицев. Шлицевые соединения бывают жёсткие и подвижные. Подвижные соединения имеют обычно посадку с зазором и собираются от руки, перед сборкой детали смазывают. Жёсткие соединения могут иметь переходную посадку или посадку с натягом и собираются путём нагрева до температуры 80-120 °С и прессования охватывающей детали на вал.
Жёсткие шлицевые соединения после сборки проверяют на биения, а подвижные соединения — на равномерность проворачивания относительно неподвижного вала в четырёх диаметральных сечениях. При сборке ответственных шлицевых соединений прилегание сопрягаемых поверхностей проверяют на краску.

Ремонт шпоночных и шлицевых соединений
Ремонт шпоночных и шлицевых соединений
Ниже рассмотрены способы восстановления шпоночных пазов. При большем износе шпоночный паз ремонтируют наваркой грани с последующим фрезерованием. При этом выдерживают размер паза, установленный стандартом. Возможен и такой ремонт: паз расширяют и углубляют, полностью устраняя следы износа, затем к нему изготовляют ступенчатую шпонку. Однако при таком ремонте не обеспечивается высококачественное соединение и поэтому его применяют в исключительных случаях (при осмотрах и текущих ремонтах). Поэтому когда на чертеже нет указаний о фиксированном положении шпоночного паза, допускают изготовление нового шпоночного паза на другом месте без заделки старого (не более одного на сечение). Его фрезеруют параллельно старому пазу в диаметральной плоскости, расположенной относительно этого паза под углом 90, 135 и 180°.
При ремонте шпоночных соединений изношенные шпонки не ремонтируют, а изготовляют новые, подгонкой добиваются плотного сопряжения шпонок с боковыми поверхностями пазов соединяемых деталей. Исключение составляют клиновые шпонки, их загоняют в паз уда-Ром молотка так, чтобы они заклинились по высоте. Клиновую шпонку следует забивать так, чтобы при ее ослаблении можно было ее осаживать. Между головкой шпонки и торцом детали должно оставаться Расстояние, равное высоте шпонки.
Призматические шпонки можно вынимать при ремонте из пазов без повреждения; для этого специально выполняют в средней части шпонки резьбовое отверстие и в него ввинчивают винт Когда винт своим концом упрется в вал, его продолжают вращать, и тогда шпонка выходит из паза.
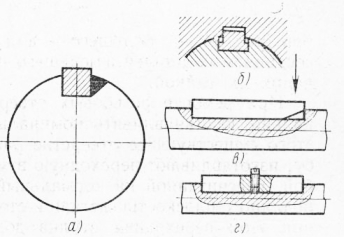
Рис. 1. Ремонт шпоночных соединений:
а — наваркой, б — установкой ступенчатой шпонки; в — призматическая шпонка со скосом, г — призматическая шпонка с резьбовым отверстием
При подгонке и сборке призматических шпонок в процессе ремонта рекомендуется выполнить специальный скос, а с обратной стороны сделать соответствующую пометку. Это позволит вынуть шпонку из паза и при помощи молотка с выколоткой, используя имеющийся у нее скос. Выколотку упирают в помеченный конец шпонки со стороны скоса (показано стрелкой) и слегка ударяют по ней молотком. С этой стороны конец шпонки прижимается к основанию паза, а с противоположной приподнимается.
Шлицы небольших валиков обычно не ремонтируют, детали с изношенными шлицами большей частью заменяют новыми. Однако у деталей, трудоемких в изготовлении, шлицы часто подвергают ремонту. Его производят путем наварки металла с последующей механической обработкой в точном соответствии с размерами и расположением шлицев на соединяемой детали.
Шлицы вала можно ремонтировать путем раздачи зубьев, когда шлицевое соединение центрируется по внутреннему диаметру.
Если шлицы закалены, необходимо сначала вал отжечь, после чего раздать каждый шлиц в продольном направлении, доведя ширину шлица до номинального размера с припуском 0,1—0,2 мм для последующей механической обработки.
Раздачу выполняют вручную или на прессах специальными инструментами — зубилами и чеканами. Для этого вдоль шлицев наносят по одной продольной риске, затем зубилом вдоль рисок надрубают канавки, которые раздают чеканом.
Раздачу шлицев можно производить, используя токарные или строгальные станки. Для этого оправку с вращающимся конусным роликом закрепляют в резцедержателе станка, а вал устанавливают в центрах токарного станка или закрепляют на столе строгального станка. Суппортом станка подводят ролик, вдавливают в тело зуба и осуществляют несколько проходов по одной канавке.
После раздачи канавки на шлицах заваривают электросваркой, вал дополнительно отжигают, рихтуют, а шлицы обрабатывают под номинальный размер и подвергают термообработке.
Шлицы в отверстиях (посадка по наружному диаметру) и с небольшим износом можно также ремонтировать раздачей. Для этого применяют специальную прошивку, которую продавливают через шлицевое отверстие с помощью гидравлического пресса. После раздачи зубьев шлицевое отверстие калибруют шлицевой протяжкой, при этом снимают излишне выдавленный металл и придают детали требуемый размер.
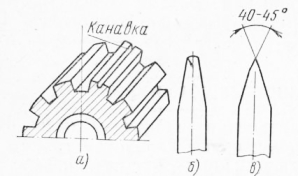
Рис. 2. Ремонт шлицев раздачей:
а — канавка, полученная раздачей, б — чекан для раздачи шлицев, в — зубило
Резьбовые соединения являются наиболее распространенным видом разъемного соединения. Трудоемкость сборки резьбовых соединений составляет 25–40% общей трудоемкости сборочных работ. Наиболее часто применяемые резьбовые соединения: винтовые, болтовые, шпилечные.
Правильная затяжка резьбовых соединений при сборке играет существенную роль в повышении долговечности работы, создании жесткости станка. Винтовое крепление узлов к станине, особенно узлов, влияющих на точность, долговечность и жесткость станка, необходимо осуществлять с определенным и контролируемым усилием затяжки. При затяжке с моментом, создаваемым стандартным ключом, может быть достигнута необходимая осевая сила затяжки в резьбовом соединении, смазанном машинным маслом, а также при повторной затяжке. Контактная жесткость стыков повышается примерно в 2–2,5 раза при повторной затяжке болтов и винтов потому, что при первоначальной затяжке резьбовых деталей обминаются микронеровности контактирующих поверхностей, на что уходит большая часть усилия затяжки. Кроме того, часть усилия на ключе затрачивается на деформацию элементов резьбы, вызванную ее неточностью.

1. Сборка резьбовых соединений
В резьбовых соединениях с гайками болт обычно вставляют снизу, а затем навинчивают гайку. Гайки затягивают только тогда, когда поставлены все болты и гайки. Затягивают гайки постепенно. Сначала все гайки завертывают до соприкосновения с шайбами или с поверхностью детали, затем слегка затягивают и только в третий pаз затягивают окончательно.
Затягивают гайки не подряд одну за другой, так как при этом затяжка может оказаться неравномерной и повлечь за собой перегрузку отдельных гаек, смятие резьбы и даже oбpыв болта.
Гайки, расположенные по кругу, например на фланцах, крышках цилиндров и т.д., затягивают крест-накрест также в три приема. На длинных крышках, например на крышках редукторов, гайки затягивают от середины к краям. Затягивание гаек от краев к середине приводит к искривлению крышек. Эти рекомендации относятся также к резьбовым соединениям без гаек. Контроль усилия затяжки резьбового соединения осуществляется либо выбором соответствующей длины рукоятки ключа, либо применением предельных и динамометрических ключей. Следует учитывать, что применение ключей нестандартной длины может привести к разрыву стержня болта, срыву ниток резьбы и травмам.
Сборка болтового соединения заканчивается стопорением гаек. Соединения посредством шпилек в станкостроении применяются редко.
При установке шпилек необходимо выполнять следующие основные правила:
- шпилька должна иметь плотную посадку в корпусе;
- ось шпильки должна быть перпендикулярна к поверхности детали.
Категорически запрещается подгибать шпильки, если они не попадают в отверстия детали, так как они при этом деформируются у корня и могут лопнуть во время работы. Перекос шпилек можно исправлять только нарезанием новой резьбы в отверстии. Для ввинчивания шпилек в корпус существует несколько конструкций ключей. Наибольшее распространение получили эксцентриковые ключи.
Важным условием нормальной работы резьбового соединения является отсутствие изгибающих напряжений в теле болта или шпильки. В связи с этим неплотное прилегание гайки к торцу детали недопустимо. Гайки должны навертываться от руки до места посадки. При большом числе гаек рекомендуется завертывать их в определенном порядке. Общий принцип затяжки — сначала затягивают гайки, находящиеся в середине детали, затем попеременно по паре с каждой стороны. Гайки целесообразно затягивать постепенно, т.е. сначала затянуть все гайки на одну треть затяжки, затем на две трети и, наконец, на полную затяжку. Гайки, расположенные по кругу, следует затягивать крест-накрест и также постепенно.
Следует особо тщательно выбирать крепежные детали для крепления фланцев и крышек, прижимающих прецизионные подшипники шпиндельных узлов. Перекосы резьбы или торцов винтов и зенковок под головки винтов приводят к деформации фланцев и крышек и, как следствие, к перекосу самого подшипника. Большое значение в этих случаях приобретает также равномерность затяжки.
Концы винтов и шпилек должны выступать над гайкой не более чем на 0,5 диаметра, если они могут травмировать рабочего (оператора) или обслуживающий персонал и если ухудшают внешний вид станка.
2. Ремонт шпоночных соединений
Разрушенные и изношенные шпонки не ремонтируют, а заменяют новыми.
Смятые стенки шпоночной канавки в детали и на валу при небольшой разработке распиливают или обрабатывают на станке до получения канавки правильной формы; по размерам увеличенной таким образом канавки изготовляют новую шпонку. При этом увеличение ширины шпоночной канавки не должно превышать 15% первоначального размера.
Так как износ шпоночной канавки может быть несимметричным, то при исправлении канавки установка инструмента для ее обработки на станке должна производиться не по боковым поверхностям канавки, а по поверхности основания шпоночной канавки.
При обработке шпоночной канавки до ремонтного размера в качестве такового обычно принимается ближайший больший размер шпонки по стандарту, но в отдельных случаях при незначительных износах крупных шпонок можно допустить обработку до размера, не предусмотренного стандартом.
Увеличение ширины шпоночной канавки при ремонте следует делать в обеих соединяемых деталях. Установка фасонных (ступенчатых) шпонок может допускаться лишь в исключительных случаях при текущем ремонте. При этом ступени шпонки должны располагаться строго симметрично.
Сильно разработанные шпоночные пазы не обрабатывают, а заваривают и в другом месте вала прорезают новый паз под углом 90, 135 или 180°. Если заварка старого паза является нежелательной, из-за возможности поводки вала, то допустимо оставлять его незаваренным. В таком случае в старый шпоночный паз следует запрессовать, припаять или закрепить на винтах предварительно пригнанный к пазу стальной вкладыш. Допускается также изготовление шпоночного паза на новом месте без заделки старого паза (не более одного).
Наплавление рабочих поверхностей шпоночной канавки с последующей механической обработкой производят, когда смятие рабочих поверхностей канавки сопровождается выкрашиванием отдельных участков, так как в этом случае обработка до ремонтного размера требует значительного увеличения ширины канавки. Наплавление производят электросваркой.
Этот способ следует применять возможно реже, как не обеспечивающий восстановления детали на длительный срок и связанный с заметными деформациями вала при наплавке.
3. Сборка шпоночных соединений
Сборка шпоночных соединений при ремонте является ответственной операцией. При правильной подгонке деталей призматическая шпонка боковыми поверхностями должна соединяться по посадке с боковыми поверхностями и без зазора с дном шпоночного паза вала. Призматическая шпонка должна соединяться по посадке с боковыми поверхностями и с обязательным зазором между шпонкой и дном шпоночного паза охватывающей детали. Неправильное шпоночное соединение приводит к перекосу зубчатых колес и звездочек, сопряженных с валом, и вызывает неправильное зацепление зубьев колес и ускоряет износы звездочек и цепей. При чрезмерно тугой посадке деталей на шпонку могут происходить разрывы их ступиц.
Погрешности расположения шпонки на валу, перекос оси шпоночного паза на втулке приводит к тому, что шпоночное соединение не собирается.
Пригонка шпонки для компенсации перекоса и смещения оси пазов на валу и во втулке без контроля сопряжения боковых сторон пазов и шпонки может привести к резкому уменьшению площади контакта поверхностей, увеличению напряжения смятия. Увеличение бокового зазора из-за смятия шпонки приводит к нарушению посадки втулки на валу, появлению шума и стука в узле и в результате может привести к преждевременному износу или поломке узла.
Поэтому очень важно в процессе изготовления и сборки шпоночного соединения контролировать детали и сопряжение.
Шпонки и паз вала устанавливают с помощью молотка с медными наконечниками или под прессом. При установке шпонок под прессом необходимо следить за тем, чтобы не было поперечного перекоса шпонки и врезания ее кромки в тело вала.
4. Ремонт шлицевых соединений
Шлицевые соединения по сравнению со шпоночными имеют меньшие напряжения смятия на гранях шлицев и большую прочность валов. При сборке шлицевых соединений не требуется пригонки. Наибольшее распространение имеют шлицевые соединения с прямобочной формой шлицев, в некоторых случаях стали применяться шлицевые соединения с эвольвентной формой шлицев, которые обладают по сравнению с прямобочными повышенной прочностью.
Сборку шлицевых соединений следует начинать с осмотра состояния шлицев обеих деталей. Забоин, задиров или заусенцев в шлицевом соединении допускать нельзя.
Детали горных машин, имеющие изношенную, забитую или сорванную резьбу (более 2 ниток), применять нельзя. Резьбу с допустимыми повреждениями исправляют резьбонарезным инструментом. Резьбу в отверстии можно восстановить одним из следующих способов.
В торцах валов, крышек, стаканов и других подобных деталей можно сверлить и нарезать другие резьбовые отверстия, смещенные по отношению к существующим, при условии сохранения взаимозаменяемости узлов и деталей. При этом поврежденные резьбовые отверстия необходимо заглушить.
Поврежденные резьбовые отверстия при необходимости заваривают электросваркой, после чего сверлят новое отверстие и нарезают резьбу.
В местах, где нагрев детали при заварке отверстий может вызвать нарушение посадочных размеров или снижение твердости детали, резьбовые отверстия восстанавливают путем установки резьбовых заглушек и сверления отверстия меньшего диаметра или же посредством увеличения диаметра резьбового отверстия.
Неисправности в шпоночных и шлицевых соединениях возникают в тех случаях, когда узлы собирают из деталей с неисправными шпоночными канавками и шлицами (имеются износы боковых поверхностей, забоины и заусенцы). Изношенные по ширине до 5% шпоночные пазы можно применять для сборки при условии исправления их формы и изготовления переходной шпонки с соблюдением характера посадки, указанного на чертеже машины. Разработанные шпоночные пазы с износом свыше 5% можно исправлять сваркой с последующим фрезерованием или же путем фрезерования паза на новом месте.
Изношенные шлицы валов и ступиц необходимо восстановить. Допустимая к сборке величина износа шлицев не должна быть выше предусмотренной браковочными картами. Шлицы с большим износом по ширине восстанавливают наплавкой с последующей механической обработкой.
Во избежание перегрева и появления коробления детали наплавку шлицев ведут в определенном порядке. Вначале заплавляют впадины шлицев поочередно по одной с диаметрально противоположных сторон, а затем накладывают таким же способом слой металла на поверхности выступов. Перед наплавкой каждого последующего слоя с валиков удаляют шлак.
Детали горных машин, имеющие изношенную, забитую или сорванную резьбу (более 2 ниток), применять нельзя. Резьбу с допустимыми повреждениями исправляют резьбонарезным инструментом. Резьбу в отверстии можно восстановить одним из следующих способов.
В торцах валов, крышек, стаканов и других подобных деталей можно сверлить и нарезать другие резьбовые отверстия, смещенные по отношению к существующим, при условии сохранения взаимозаменяемости узлов и деталей. При этом поврежденные резьбовые отверстия необходимо заглушить.
Поврежденные резьбовые отверстия при необходимости заваривают электросваркой, после чего сверлят новое отверстие и нарезают резьбу.
В местах, где нагрев детали при заварке отверстий может вызвать нарушение посадочных размеров или снижение твердости детали, резьбовые отверстия восстанавливают путем установки резьбовых заглушек и сверления отверстия меньшего диаметра или же посредством увеличения диаметра резьбового отверстия.
Неисправности в шпоночных и шлицевых соединениях возникают в тех случаях, когда узлы собирают из деталей с неисправными шпоночными канавками и шлицами (имеются износы боковых поверхностей, забоины и заусенцы). Изношенные по ширине до 5% шпоночные пазы можно применять для сборки при условии исправления их формы и изготовления переходной шпонки с соблюдением характера посадки, указанного на чертеже машины. Разработанные шпоночные пазы с износом свыше 5% можно исправлять сваркой с последующим фрезерованием или же путем фрезерования паза на новом месте.
Изношенные шлицы валов и ступиц необходимо восстановить. Допустимая к сборке величина износа шлицев не должна быть выше предусмотренной браковочными картами. Шлицы с большим износом по ширине восстанавливают наплавкой с последующей механической обработкой.
Во избежание перегрева и появления коробления детали наплавку шлицев ведут в определенном порядке. Вначале заплавляют впадины шлицев поочередно по одной с диаметрально противоположных сторон, а затем накладывают таким же способом слой металла на поверхности выступов. Перед наплавкой каждого последующего слоя с валиков удаляют шлак.
Читайте также: