
Ремонт шкивов и ременных передач кратко
Обновлено: 05.07.2024
Ременная передача состоит из двух или (реже) нескольких шкивов и охватывающего их ремня. По виду ремня различают следующие виды ременных передач:
-плоскоременная (рисунок б);
- клиноременная (рисунок в);
- поликлиноременная (рисунок г);
- круглоременная (рисунок д);
- зубчатоременная (рисунок е).
Дефекты и способы ремонта шкивов:
| Дефект | Способ устранения |
| Износ отверстия в ступице | Расточка отверстия под ремонтную втулку, которая запрессовывается или ставится на клей, а затем вновь растачивается под номинальный размер. |
| Износ торцов ступицы | Торец протачивают и устанавливают компенсирующие кольца |
| Изломы, трещины, раковины обода, ступицы, спиц. | Заварка, методами соответствующими материалу шкива, с предварительной разделкой места под сварку. При значительных изломах изготавливают накладку и приваривают ее Перед заваркой шкив следует равномерно нагреть по всему диаметру, для предотвращения внутренних напряжений на завариваемом участке. |
| Износ шпоночного паза или шлицевых пазов ступицы, резьбовых отверстий под крепежные детали | См. темы. |
| Износ обода шкива плоскоременной передачи | Протачивают изношенный обод для придания шкиву правильной геометрической формы. Изменение передаточного отношения устраняется протачиванием другого шкива на соответствующую величину. |
| Износ канавок под клиновые ремни | Поверхность обода и стенки канавки обтачивают до устранения износа, а дно канавок углубляют. При нормальном положении клиновых ремней в канавке внутренняя сторона ремня не касается дна канавки, а наружная не выступает из канавки. |
| Износ зубчатых ремней и шкивов | Заменяют ремни и шкивы. Когда трудоемкость изготовления шкива превышает затраты на ремонт, шкив ремонтируют наплавкой с последующей механической обработкой обода и нарезкой зубьев на зуборезном станке. |
Вопрос 30 Ремонт ходовых винтов и гаек.
Винтовые механизмы состоят из двух главных деталей – винта и гайки.
Резьба ходовых и грузовых винтов должна работать с наименьшими потерями на трение. В значительной мере потери на трение зависят от угла профиля резьбы.
Наилучшей в этом случае является прямоугольная резьба (рисунок а), применяющаяся в особо точных передачах. Но она имеет ряд недостатков, и вытесняется трапецеидальной (рисунок б),
Винт выполняется обычно цельным и реже (для длинных винтов) составным путем свинчивания из стали 45, 50, У10, 40Х, 40ХГ и др. с последующей закалкой до твердости 50-55 HRC и шлифованием рабочих поверхностей. Нарезание резьбы производят на токарно-винторезных станках. При этом используют прорезные и профильные резцы.
Гайка может быть неразъемной и разъемной.
Материал гайки: оловянистая бронза Бр ОНФ 10-1 или Бр ОЦС 6-6-3, БР АЖ 9-4 и др.; серый чугун СЧ15, СЧ20; антифрикционный чугун АЧВ-2, АЧК-2. Гайки выполняют обычно в виде бронзовой резьбовой втулки, запрессованной в корпус гайки из стали или чугуна.
Дефекты передачи винт-гайка:
- износ резьбы винта;
- износ резьбы гайки;
- износ посадочных шеек винта;
- износ опорной поверхности гайки (на наружной поверхности);
Восстановлению подлежат винты только с трапецеидальной и треугольной резьбами.
Ремонт винта:
- Зачистка или расточка центровых отверстий;
- Проверка винта на биение. Винт устанавливают в центрах токарного станка.
- При необходимости правка винта с помощью стяжек, рычагов или на прессах.
- Изношенную трапецеидальную резьбу ремонтируют, если ее износ не превышает 10% первоначальной толщины витка. Для этого резьбовая часть винта протачивается или шлифуется по наружному диаметру, прорезается канавка резьбы и протачиваются боковые поверхности трапеции, при этом сохраняются все параметры резьбы, кроме наружного и внутреннего диаметров. К винту изготовляют новую нестандартную гайку.
- Посадочные поверхности винта шлифуются, а сопряженные с ними втулки изготовляются новые.
-Посадочные шейки протачивают и устанавливают напресовкой или на клей компенсационные втулки с последующей механической обработкой под размер соответствующий имеющимся втулкам.
- Диаметры опорных шеек винтов, работающих в опорах качения, не должны быть уменьшены, поэтому их наращивают хромированием или осталиванием, или никелированием.
- Ходовые винты специального оборудования, постоянно эксплуатируемые на небольшой длине, переворачивают так, чтобы в работе находилась неизношенная часть винта.
- Винты, работающие при интенсивной нагрузке, целесообразно хромировать с точечным или канальчатым видом покрытия, что повышает их износостойкость.
Проверка наружного диаметра осуществляется индикаторами, скобами или микрометрами.
Проверка внутреннего диаметра – индикаторным мерителем от наружного диаметра, среднего диаметра – с помощью индикаторного прибора по мерительным проволочкам.
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.003)

Технические требования к шкивам:
1. Рабочая поверхность шкивов не должна иметь повреждений.
2. Канавки под клиновой ремень должны иметь одинаковый размер и расположение. Контроль осуществляется с помощью шаблона, глубиномера или посредством двух роликов, вкладываемых в канавки с противоположных сторон.
3. Шероховатость рабочих поверхностей не более Ra - 2,5 мкм.
4. Радиальное биение рабочей поверхности и биение торцов обода шкива относительно оси посадочного отверстия не должны превышать допустимых значений, приведенных в таблице.
У шкивов для плоских ремней (рис. 70, а) вследствие проскальзывания ремня изнашивается обод, из-за чего ухудшается сцепление между ремнем и шкивом. Наблюдаются также надлом обода, трещины на спицах, износ посадочного отверстия и шпоночного паза.
У шкивов клиноременных передач (рис. 70, б) прежде всего изна-шиваются поверхности канавок. Этот износ иногда бывает настолько большим, что ремень опускается до дна канавки (рис. 70, б, справа). Происходит также излом буртиков, нарушается балансировка шкива.
Шкивы должны быть сбалансированы, т. е. уравновешены.При износе у шкива (рис. 70, а) отверстия 4 ступицы растачивают и запрессовывают втулку, которую надежно стопорят. Затем отверстие растачивают, обеспечивая необходимую посадку на валу.Посадку втулки в ступице можно осуществить при помощи клея. Для этого втулку пригоняют по расточенному отверстию, создавая зазор 0,05 мм на диаметр. Этот зазор необходим для получения оптимальной клеевой пленки толщиной 0,02—0,025 мм.Когда размеры шкива позволяют расточить отверстие под толстостенную втулку, имеющую шпоночный паз, то ремонт осуществляют так: растачивают отверстие ступицы, долбят шпоночный паз и изготавливают переходную втулку со шпоночными пазами на наружном и внутреннем диаметрах. Затем втулку со шпонкой прессуют в ступицу шкива и стопорят. После этого шкив пригоден для эксплуатации.
Если размеры ступицы шкива не позволяют установить толстостенную втулку с продолбленным пазом, тогда отверстие в шкиве растачивают на глубину несколько большую глубины шпоночного паза и устанавливают на клее тонкостенную втулку с фланцем, которую закрепляют на шкиве винтами.
У шкива под клиновидные ремни поверхность обода и стенок канавок обтачивают до устранения износа, а дно канавок углубляют, при этом все канавки шкива должны быть одинаковыми по профилю и размеру, которые проверяют шаблоном.
Изломы и трещины устраняют заваркой после соответствующей слесарной подготовки мест под заварку. Перед заваркой шкив равномерно нагревают по всему диаметру, иначе на завариваемом участке появятся в металле внутренние напряжения, что вызовет образование трещин в других местах. По окончании заварки шкив погружают в нагретый песок для медленного охлаждения.
При ремонте шкивов допускается изменение частоты вращения ременной передачи (повышение или понижение) не более 5% номинальной. При больших отклонениях изготавливают новые шкивы.
Для более устойчивого положения плоского ремня посередине шкива делают выпуклость. При вращении плоский ремень стремится занять наиболее высокое положение и центрируется по шкиву.
Правильная установка шкивов — условие нормальной работы ременной передачи; от нее зависит размещение ремня посередине ободов. При опробовании ременной передачи ремень может оказаться на краю обода шкива, может даже свалиться со шкива. Возможные причины: оси шкивов расположены непараллельно; не совмещены торцы шкивов, несмотря на одинаковую ширину ободов; велико биение шкивов; ремень слабо натянут; ремень слабо сшит.Недостатки в работе ременной передачи устраняют соответствующей регулировкой. Чтобы довести до нормы чрезмерное биение шкива, плотно посаженного на вал, шкив снимают с вала и подвергают токарной обработке.
Шкивы клиноременной передачи устанавливают и выверяют также, как и шкивы плоских передач. Перекос более 1 градуса у шкивов под клиновидные ремни ведет к усиленному одностороннему износу ремней, а также канавок шкивов.
Для передач с несколькими ремнями (на одном шкиве) необходимо тщательно подбирать комплекты ремней по длине. Это можно выполнить непосредственно на собранной передаче приспособлением (рис. 73), определяя длину по разности стрел прогиба. Отклонение длины ремней в одном комплекте не должно превышать допуска, указанного в ГОСТ 1284—68. Разная длина ремней в комплекте даже в пределах 1—2 мм не обеспечивает равномерной нагрузки на каждый ремень, что вызывает быстрый износ перегруженных ремней и канавок шкивов, частую замену комплекта ремней и ремонт шкивов.
Натяжение клиновидных ремней должно быть умеренным. Когда ремни сильно натянуты, возрастают нагрузка на оси и упругая деформация валов, в результате чего ускоряется износ подшипников, поломка валов в результате усталостного износа и более интенсивно растягиваются ремни. Слабо натянутые ремни проскальзывают по канавкам шкивов, сильно нагреваются, в результате быстрее изнашиваются и поверхности канавок, и ремни.

У шкивов для плоских ремней (рис. 70, а) вследствие проскальзывания ремня изнашивается обод, из-за чего ухудшается сцепление между ремнем и шкивом. Наблюдаются также надлом обода, трещины на спицах, износ посадочного отверстия и шпоночного паза.
У шкивов клиноременных передач (рис. 70, б) прежде всего изна-шиваются поверхности канавок. Этот износ иногда бывает настолько большим, что ремень опускается до дна канавки (рис. 70, б, справа). Происходит также излом буртиков, нарушается балансировка шкива.
Шкивы должны быть сбалансированы, т. е. уравновешены.При износе у шкива (рис. 70, а) отверстия 4 ступицы растачивают и запрессовывают втулку, которую надежно стопорят. Затем отверстие растачивают, обеспечивая необходимую посадку на валу.Посадку втулки в ступице можно осуществить при помощи клея. Для этого втулку пригоняют по расточенному отверстию, создавая зазор 0,05 мм на диаметр. Этот зазор необходим для получения оптимальной клеевой пленки толщиной 0,02—0,025 мм.Когда размеры шкива позволяют расточить отверстие под толстостенную втулку, имеющую шпоночный паз, то ремонт осуществляют так: растачивают отверстие ступицы, долбят шпоночный паз и изготавливают переходную втулку со шпоночными пазами на наружном и внутреннем диаметрах. Затем втулку со шпонкой прессуют в ступицу шкива и стопорят. После этого шкив пригоден для эксплуатации.
Если размеры ступицы шкива не позволяют установить толстостенную втулку с продолбленным пазом, тогда отверстие в шкиве растачивают на глубину несколько большую глубины шпоночного паза и устанавливают на клее тонкостенную втулку с фланцем, которую закрепляют на шкиве винтами.
У шкива под клиновидные ремни поверхность обода и стенок канавок обтачивают до устранения износа, а дно канавок углубляют, при этом все канавки шкива должны быть одинаковыми по профилю и размеру, которые проверяют шаблоном.
Изломы и трещины устраняют заваркой после соответствующей слесарной подготовки мест под заварку. Перед заваркой шкив равномерно нагревают по всему диаметру, иначе на завариваемом участке появятся в металле внутренние напряжения, что вызовет образование трещин в других местах. По окончании заварки шкив погружают в нагретый песок для медленного охлаждения.
При ремонте шкивов допускается изменение частоты вращения ременной передачи (повышение или понижение) не более 5% номинальной. При больших отклонениях изготавливают новые шкивы.
Для более устойчивого положения плоского ремня посередине шкива делают выпуклость. При вращении плоский ремень стремится занять наиболее высокое положение и центрируется по шкиву.
Правильная установка шкивов — условие нормальной работы ременной передачи; от нее зависит размещение ремня посередине ободов. При опробовании ременной передачи ремень может оказаться на краю обода шкива, может даже свалиться со шкива. Возможные причины: оси шкивов расположены непараллельно; не совмещены торцы шкивов, несмотря на одинаковую ширину ободов; велико биение шкивов; ремень слабо натянут; ремень слабо сшит.Недостатки в работе ременной передачи устраняют соответствующей регулировкой. Чтобы довести до нормы чрезмерное биение шкива, плотно посаженного на вал, шкив снимают с вала и подвергают токарной обработке.
Шкивы клиноременной передачи устанавливают и выверяют также, как и шкивы плоских передач. Перекос более 1 градуса у шкивов под клиновидные ремни ведет к усиленному одностороннему износу ремней, а также канавок шкивов.
Для передач с несколькими ремнями (на одном шкиве) необходимо тщательно подбирать комплекты ремней по длине. Это можно выполнить непосредственно на собранной передаче приспособлением (рис. 73), определяя длину по разности стрел прогиба. Отклонение длины ремней в одном комплекте не должно превышать допуска, указанного в ГОСТ 1284—68. Разная длина ремней в комплекте даже в пределах 1—2 мм не обеспечивает равномерной нагрузки на каждый ремень, что вызывает быстрый износ перегруженных ремней и канавок шкивов, частую замену комплекта ремней и ремонт шкивов.
Натяжение клиновидных ремней должно быть умеренным. Когда ремни сильно натянуты, возрастают нагрузка на оси и упругая деформация валов, в результате чего ускоряется износ подшипников, поломка валов в результате усталостного износа и более интенсивно растягиваются ремни. Слабо натянутые ремни проскальзывают по канавкам шкивов, сильно нагреваются, в результате быстрее изнашиваются и поверхности канавок, и ремни.

Неисправности ременной передачи и методы их устранения
Неисправности ременной передачи могут привести к повреждениям не только самой передачи, но и электродвигателя. Основными неисправностями ременных передач являются следующие.
Неправильное натяжение ремня. Слишком сильное натяжение ремня приводит к чрезмерному нагреванию подшипников. Эта неисправность устраняется ослаблением натяжения ремня (если электродвигатель установлен на салазках) или перешивкой его. При слишком слабом натяжении увеличивается скольжение ремня и появляется его биение, отчего возрастают потери энергии в передаче. При этом также ослабляется крепление всего электродвигателя и отдельных ее частей, перегреваются и быстро изнашиваются подшипники.
Ослабленный ремень необходимо натянуть натяжным роликом, перемещением машины по салазкам или перешить. Сыпать на ремень канифоль (для увеличения трения) нельзя, так как пыль канифоли, попадая в подшипник и смешиваясь с маслом, образует густую массу, вызывающую быстрый износ подшипников.
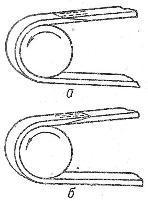
Рис. 1. Сшивка ремня: а - правильная, б - неправильная
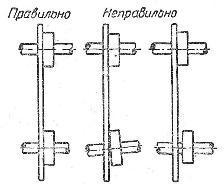
Рис. 2. Проверка правильности установки шкивов
Неправильная сшивка ремня, в результате чего возникают удары при набегании шва на шкив (рис. 1, б). Ремень надо сшивать так, как показано на рис. 1, а.

Неправильное положение ремня на шкивах. Ведомый и ведущий шкивы следует размещать точно один против другого так, чтобы их оси были параллельны. При правильной установке шкивов ремень не будет спадать.
Правильность взаимного расположения шкивов проверяется линейкой, которая должна полностью прилегать к ободам обоих шкивов (рис. 2).
Неправильный выбор диаметров ведущего и ведомого шкивов. При очень малом диаметре одного из шкивов уменьшается угол обхвата и увеличивается скольжение ремня, что ухудшает работу передачи.
Размеры шкивов для ременной передачи выбирают, руководствуясь следующим:
- отношение диаметров шкивов должно быть не более 6 к 1,
- расстояние между осями шкивов должно находиться в пределах от трех- до десятикратной суммы диаметров шкивов,
- скорость ремня должна быть не выше 20 м/сек.
Неправильный выбор толщины и ширины ремня ременной передачи. Это приводит к увеличению трения в подшипниках и к быстрому износу их.
Читайте также: