
Прокатное производство в металлургии кратко
Обновлено: 05.07.2024
Выплавленную в сталеплавильных цехах сталь разливают в изложницы, в которых при охлаждении и затвердевании образуются слитки являющиеся исходным продуктом для получения всех видов прокатного производства.
Технологический процесс производства проката из слитков состоит из двух стадий: прокатка слитка в полупродукт (заготовку), и прокатка полупродукта в готовый прокат.
В соответствии с этим все прокатные станы подразделяют на две группы: обжимные станы блюминги, слябинги и заготовочные станы – для получения полупродукта; листовые, сортовые, трубные и станы специального назначения для производства готового проката.
На листовых станах используют плоскую заготовку, называемую слябом. На сортовых – квадратную или близкую к квадрату прямоугольную заготовку. На трубных станах – круглую заготовку.
В настоящее время широкое распространение получило производство полупродукта (заготовки) методом непрерывной разливки стали на МНЛЗ, что позволяет исключить из технологической схемы крупные обжимные станы блюминг, слябинги и заготовочные станы.
4.1. Сортамент прокатного производства
Форму поперечного сечения проката называют профилем. Под сортаментом понимают все профили, прокатываемые на данном стане. Весь сортамент прокатного производства разделяют на четыре группы: листовой прокат, сортовой прокат, трубы, специальные виды проката.
Листовой прокат подразделяют на тонкие листы (толщина менее 4 мм) и толстые листы (толщина более 4 мм).
Трубы подразделяют на бесшовные и сварные.
Сортовой прокат включает квадратные и круглые профили, швеллеры, двутавровые балки, угловые профили, рельсы и др.
К специальным видам проката относят профили для конкретных отраслей хозяйства (железнодорожные колеса, шары, оси для ж/д колес, шпунты, оконнорамные переплеты), периодические и гнутые профили. Периодическими называют профили с переменным поперечным сечением по длине раската.
Для обеспечения качества продукции установлены единые технические требования, как для поставщиков, так и для потребителей. Эти нормы называются стандартами и имеют силу закона (ДСТУ, ГОСТ). В государственных стандартах оговариваются требования к размерам проката, химическому составу, механическим свойствам, качеству поверхности, приводятся правила приемки готовой продукции, методы испытаний, маркировки и др.
В тех случаях, когда продукция имеет специальное назначение или требование к ней не входит в стандарты, поставщики и заказчики разрабатывают технические условия (ТУ), выполнение которых также обязательно. Профили отраслевого назначения принимаются по техническим условиям.
Для изготовления проката используют стали различных марок. По содержанию вредных примесей (серы и фосфора) стали подразделяются на три вида: обыкновенного качества (предельное содержание серы и фосфора 0,05-0,055 %), качественные (0,04-0,045 %) и высококачественные (0,03 %). По химическому составу стали делят на две основные группы: углеродистые и легированные.
Углеродистые стали представляют собой сплав железа с углеродом и имеют некоторое количество неизбежных примесей – кремния и марганца, а также вредных примесей – серы и фосфора. В легированных сталях, кроме указанных элементов, содержатся специальные легирующие примеси – хром, никель, вольфрам, молибден, ванадий и др., и кроме того, марганец и кремний в количествах более 1,0-1,5 %. Легирующие примеси придают стали особые свойства.
В соответствии с назначением различают стали конструкционные, инструментальные и специальные. Наиболее широко применяются конструкционные, углеродистые и легированные стали.
Для элементов, входящих в состав стали, приняты, согласно стандартам, следующие буквенные обозначения:

Важной операцией перед непосредственно прокаткой является нагрев металла. Он осуществляется в нагревательных печах, куда помещается металл с целью повышения его пластичности и уменьшения сопротивления деформации.
Прокатные станы классифицируются по назначению, количеству и расположению рабочих клетей и валков в рабочих клетях. В зависимости от назначения, т.е. от вида выпускаемой продукции, их можно разделить на следующие три группы:
- станы горячей прокатки (обжимные, заготовочные, рельсобалочные, сортовые, проволочные, штрипсовые, листовые, широкополосные);
- станы холодной прокатки (листовые, жестепрокатные и станы для прокатки тонкой и тончайшей ленты);
- станы специального назначения (колёсопрокатные, бандажепрокатные, вилопрокатные, для прокатки полос и профилей переменного сечения, шаров, шестерен, винтов, гнутых профилей и т.п.).

Рис. 1. Листопрокатный стан
Напомним, что обжимные и заготовочные станы используются для предварительной прокатки слитков, разливаемых в изложницы, и при работе с непрерывнолитой заготовкой не используются.

Рис. 2. Прокатные валки: с гладкой бочкой (а) и калиброванный (б):
1 – бочка; 2 – шейка; 3 – приводные или перевалочные концы
По количеству и расположению рабочих клетей прокатные станы разделяют на следующие пять групп: одноклетевые, линейные многоклетевые, последовательные, полунепрерывные и непрерывные.
Наиболее простыми являются линейные многоклетевые прокатные станы, на которых рабочие клети расположены в одну или более линий. При этом каждая линия приводится от одного электродвигателя. Одноклетевые станы могут быть реверсивными, когда рабочие валки могут попеременно вращаться в одну и другую сторону, или нереверсивными, когда рабочие валки вращаются только в одну сторону. Линейные многоклетевые станы используют, в основном, как заготовочные, сортовые, рельсобалочные, проволочные и листовые.
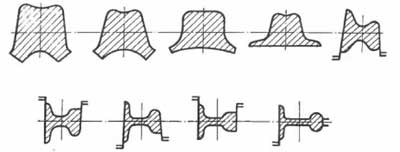

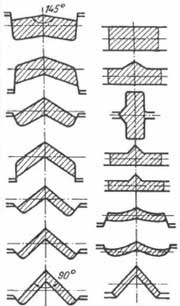
Рис. 3. Калибровка – порядок прокатки последовательного ряда
переходных сечений прокатываемых профилей
(а – прокатка рельсов; б – различные варианты прокатки швелелров;
в – различные варианты прокатки уголков)
Последовательные станы характеризуются расположением рабочих клетей, стоящих друг за другом таким образом, что прокатываемая полоса проходит в каждой клети один раз. Поэтому число клетей такого стана должно быть равно максимальному числу проходов, необходимых для получения готового профиля. На последовательных станах рабочие клети обычно размещают в несколько параллельных рядов, чтобы сократить длину цеха и лучше использовать его площади. Причём на таких станах расстояние от клети к клети в направлении прокатки увеличивается из-за увеличения длины прокатываемой полосы (поскольку сечение уменьшается, прокатываемый металл вытягивается в длину). Соответственно увеличивается и частота вращения валков. Последовательные станы используют в основном как сортовые.

Рис. 4. Простые (а) и фасонные (б) калибры
Полунепрерывные станы состоят из двух групп рабочих клетей: непрерывной и линейной, или последовательной. В непрерывной группе клетей прокатываемая полоса может находиться одновременно в двух, трёх и более клетях, т.е. прокатываться непрерывно. А во второй группе полоса прокатывается или на линейном, или на последовательном стане. Полунепрерывные станы используются как сортовые, проволочные и полосовые.
Наиболее современными станами являются непрерывные станы. По сравнению с другими типами станов непрерывные характеризуются более высокими скоростями прокатки (следовательно и производительностью). При этом привод валков рабочих клетей может быть как индивидуальным, так и групповым. Эти станы используют в качестве заготовочных, широкополосных, средне- и мелкосортных, проволочных и др.
Валки являются основным рабочим инструментом прокатного стана, в них непосредственно осуществляется деформация металла. Затраты, связанные с эксплуатацией валков, составляют 5-15 % всех расходов по прокатному стану.
Прокатные валки классифицируют по назначению, форме бочки валка, конструкции, материалу. По назначению валки бывают сортовые и листовые, кантующие, разрезные, правѝльные и т.д., валки для горячей и холодной прокатки, валки обжимные, черновые, предчистовые и чистовые.
По форме бочки валки бывают гладкие или цилиндрические и с калибрами. По конструкции различают валки цельнолитые, цельнокованые и составные. По материалу валки бывают стальные, чугунные и из твёрдых сплавов. Рабочий диаметр валков выбирают так, чтобы они захватывали металл без принудительного заталкивания, а также исходя из условий прочности и жёсткости, особенно для тонколистовых станов.

Рис.5. Варианты расположения валков в рабочих клетях:
а – двухвалковая клеть; б – трёхвалковая сортовая и листовая; в – четырех-валковая клеть; г – шестивалковая клеть; д – двенадцативалковая клеть; е – двадцативалковая клеть; ж – универсальная балочная клеть; з – универсальная клеть слябинга
По расположению и количеству валков в рабочих клетях и их конструкции прокатные станы делятся на несколько групп: двух-, трёх-, четырёх- и многовалковые, универсальные специальной конструкции (рис. 5).
Двухвалковые клети (дуо-) наиболее распространены, и бывают реверсивные и нереверсивные. В реверсивных клетях валки имеют переменное направление вращения. Прокатываемый металл проходит между валками вперёд и назад нужное количество раз, а валки соответственно изменяют направление вращения, реверсируются. Реверсивные двухвалковые клети применяют в обжимных, толстолистовых, сортовых и листовых станах.
В нереверсивных двухвалковых клетях валки имеют постоянное вращение в одну сторону. Прокатываемый металл проходит между валками такой клети только один раз и в одном направлении. Нереверсивные клети применяют в линейных многоклетевых, последовательных, полунепрерывных и непрерывных прокатных станах при производстве заготовок, сортового проката, катанки, листа.
В трёхвалковых клетях оси валков расположены в одной вертикальной плоскости и имеют постоянное направление вращения. Трёхвалковые клети нашли широкое применение при производстве сортового проката. Прокатываемый металл движется в одну сторону между нижним и средним валками и в обратную сторону – между средним и верхним. Для подъёма металла на верхний уровень и его задачи между верхним и средним валками перед клетью или позади её устанавливают подъёмно-качающиеся столы.
При производстве листа также применяют трёхвалковые клети, но со средним валком меньшего диаметра, чем нижний и верхний. Средний валок является неприводным и в процессе прокатки прижимается то к верхнему, то к нижнему валку.

Так же, как и при производстве сортового проката, перед клетью и позади неё устанавливают подъёмно-качающиеся столы. Поскольку трёхвалковые клети обладают небольшой производительностью и малой жёсткостью валковой системы, в последнее время они практически не применяются.
В четырёхвалковых клетях, как и в трёхвалковых, валки также расположены в одной вертикальной плоскости один над другим. В этих клетях два валка являются рабочими, а два других – опорными. Рабочие валки имеют меньший диаметр и размещены в середине клети, опорные валки имеют больший диаметр и расположены сверху и снизу. Опорные валки предназначены для уменьшения прогиба рабочих валков и для увеличения жёсткости валковой системы. Приводными валками в клетях кварто- (четырёхвалковых) являются рабочие валки. Станы с четырёхвалковыми клетями получили широкое распространение для горячей и холодной прокатки толстых и тонких листов, широких полос и лент.

С использованием четырёхвалковых клетей прокатка осуществляется на непрерывных многоклетевых и одноклетевых станах. Четырёхвалковые нереверсивные клети используют на непрерывных станах. Реверсивные четырёхвалковые клети используют в одноклетевых станах горячей и холодной прокатки.
К многовалковым клетям относятся шести-, двенадцати- и двадцативалковые клети.
Шестивалковые клети имеют два рабочих приводных валка и четыре опорных. Эти клети отличаются повышенной жёсткостью самой клети и меньшим прогибом опорных валков. Благодаря этому клети используют для холодной прокатки тонких полос и узких лент в рулонах с точными допусками по толщине. Однако поскольку преимущества этих клетей по сравнению с четырёхвалковыми клетями невелики, а конструкция их сложнее, то значительного распространения они не получили.

Широко применяются в прокатном производстве двенадцати- и двадцативалковые клети. Такое усложнение конструкций рабочих клетей оправдывается рядом преимуществ, которые выражаются в жесткой конструкции валковой системы и всей рабочей клети. Это позволяет применять их для производства тонкой и тончайшей ленты. Диаметры рабочих валков в таких многовалковых клетях лежат в пределах от 3 до 50 мм. Они являются неприводными и опираются на ряд приводных валков с большим диаметром, а последние, в свою очередь, на ряд опорных валков.

Универсальные клети имеют горизонтальные и вертикальные валки, расположенные в одной вертикальной плоскости. Обжатие металла осуществляется горизонтальными и вертикальными валками одновременно.
Такие клети применяются в универсальных балочных клетях, где вертикальные валки неприводные. Эти клети применяют только для прокатки широполочных двутавровых балок (высота балок до 1000 мм, ширина полок до 400 мм), а также для прокатки других профилей (рельсов, универсальных листов и др.).
Кроме того, универсальные (обычные) клети применяют как реверсивные двухвалковые (в слябингах) или четырёхвалковые (в черновых широкополосных станах) клети. В этих клетях вертикальные плоскости, в которых размещены или горизонтальные, или вертикальные валки, находятся на некотором близком расстоянии друг от друга.
В этих клетях обжатие прокатываемого металла осуществляется и горизонтальными и вертикальными валками. При этом вертикальные валки располагают с передней или задней стороны рабочей клети, в задачу которых входит получение ровных и гладких боковых граней прокатываемого металла.
Клети специальной конструкции имеют самое различное расположение валков. К этой группе относятся колёсопрокатные, бандажепрокатные, вилопрокатные, кольцепрокатные, шаропрокатные станы, а также станы для прокатки профилей переменного и периодического сечения, шестерен и других изделий.
Кроме собственно прокатного стана в состав технологических линий для прокатки входит большое количество вспомогательного оборудования, которое подразделяют на две основные группы: транспортную, выполняющую операции по перемещению металла, подаче его к рабочим клетям и его кантовку, и обрабатывающую, работа которой связана с операциями по отделке проката.
К транспортной группе агрегатов и механизмов относятся рольганги, холодильники, манипуляторы, кантователи, поворотные и подъёмные механизмы. К обрабатывающей группе агрегатов и механизмов относятся ножницы, пилы, правѝльные механизмы и прессы, моталки, разматыватели и др.
Важную роль играют рольганги – системы роликов, установленных на раму. Привод роликов осуществляется от электродвигателей, а при их вращении металл, уложенный на рольганг, получает продольное перемещение за счёт сил трения. Рольганги обеспечивают подачу металла к прокатному стану, задачу его в валки, приёма из валков и передвижение к ножницам, пилам, правѝльным и другим устройствам и механизмам.
Холодильники являются связующим звеном между прокатным станом и агрегатами для отделки проката. На холодильнике осуществляется приём прокатанного металла, его охлаждение, передача на отводящий рольганг, транспортирование металла к отделочным агрегатам.
Наиболее распространённые реечные холодильники обеспечивают охлаждение полос с помощью подвижных зубчатых реек, совершающих качательно-поступательное движение. Важным достоинством этих холодильников является возможность правки прокатанного металла в процессе охлаждения. При перемещении по холодильнику металл охлаждается до 80-120 °С, передаётся на отводящий рольганг, ведущий к ножницам для холодной резки на мерные длины.
Подготовленный таким образом прокат, как правило, поступает в агрегаты для термической обработки для улучшения его свойств: закалки с целью придания твёрдости, либо наоборот – в агрегат отжига для смягчения (например, для последующего переката листа в тонкий холоднокатаный лист), а затем в агрегаты для отделки поверхности – механическим либо химическим (травление) способом.
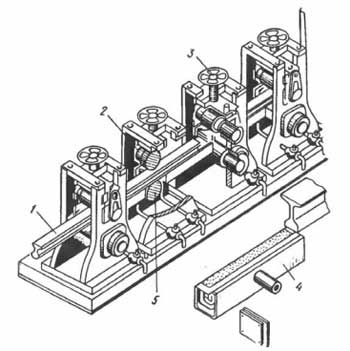
Рис.6 . Машина для закалки головок рельсов
Тонколистовому прокату в дальнейшем также могут на специальных агрегатах придаваться специальные свойства. Преимущественно он подвергается цинкованию для защиты от коррозии путём пропускания через ванну с расплавленным цинком а агрегатах непрерывного горячего цинкования (АНГЦ), а также ему придаются дополнительные защитные и эстетические свойства путём нанесения полимерных покрытий либо путём окраски.
При этом важно отметить, что на всех стадиях производства важную роль играет контроль качества, осуществляемый как путём вырезания образцов из металла для последующей оценки его свойств стандартными методами, так и с использованием способов неразрушающего контроля – ультразвукового, электроиндуктивного, рентгено- и гамма-дефектоскопии.
Оборудование прокатного стана делят на две группы: оборудование, входящее в линии рабочих клетей, и прочее оборудование для транспортировки и отделки металла.
Место и назначение прокатного цеха на металлургическом заводе
Современный металлургический завод с полным металлургическим циклом объединяют три основных производства: доменное, сталеплавильное и прокатное. Последнее включает обычно несколько самостоятельных цехов, выпускающих различную продукцию по сортаменту.
Чугун, получаемый в доменных цехах, перерабатывают в конверторах, мартеновских или электрических печах в сталь. Запас жидкого чугуна, обеспечивающий бесперебойную работу сталеплавильных цехов, содержится в отапливаемых хранилищах (миксерах).
Полученные в сталеплавильных цехах слитки поступают в стрипперное отделение, где их извлекают из изложниц и направляют в прокатные цехи.
Технологический процесс производства проката состоит из двух стадий: прокатки слитка в полупродукт и прокатки полупродукта в готовое изделие.
На рис. 42 представлен план расположения основных цехов металлургического завода с полным циклом.

Классификация прокатных станов
Прокатные станы можно классифицировать по различным признакам: назначению, числу и расположению валков, расположению рабочих клетей, режиму работы.
Классификация прокатных станов по назначению
Блюминг — обжимной стан для переработки стальных слитков сечением более 125×125 мм. Слябинг — обжимной универсальный стан для переработки крупных стальных слитков в слябы шириной более 700 мм и толщиной более 75 мы. Блюминг-слябинг — обжимной универсальный стан для переработки стальных слитков в блюмы и слябы, отличающийся высоким подъемом верхнего валка (до 1200 мм), с целью осуществления ребрового прохода при обжатии боковых кромок слябов. Непрерывный заготовочный стан, характеризуемый последовательным расположением клетей, предназначен для непрерывной прокатки из блюмов заготовок квадратного и прямоугольного сечений от 50×50 до 150×150 мм. Трубозаготовочный стан предназначен для прокатки из блюмов заготовок сплошного круглого сечения диаметром 70—350 мм, необходимых для производства бесшовных труб, а также квадратных заготовок толщиной 75—125 мм. Рельсобалочный (сортовой) стан с валками диаметром 500—950 мм предназначен для производства круглого профиля диаметром 80—300 мм, двутавровых балок до № 60, швеллеров до № 40, рельсов до № 18 и других профилей. Крупносортный стан с валками диаметром 500—750 мм — для производства квадратных и круглых профилей размером 80—200 мм, двутавровых балок швеллеров до № 30 и др. Среднесортный стан с валками диаметром 300—500 мм — для производства квадратных и круглых профилен 30—100 мм, швеллеров до № 12; используют также для прокатки профилей простого сечения из других металлов и сплавов. Мелкосортный стан с валками диаметром 250—350 мм —для производства круглых профилей диаметром до 20 мм, квадратных профилей со стороной до 18 мм, полос толщиной до 25 мм и уголков до № 5. Проволочный стан — для прокатки катанки диаметром от 5 до 10 мм. Полосовой (штрипсовый) стан — для производства полосовой стали толщиной до 1,5—12 мм и шириной до 400 мм. Универсальный балочный стан — стан с одной парой горизонтальных и одной парой вертикальных валков, расположенных в одной плоскости. Толстолистовой стан — для производства листов толщиной до 40—50 мм и шириной до 3000—4500 мм. Листовые станы горячей прокатки для производства листов толщиной 1,5—12 мм и шириной 1000—2350 мм (масса рулона до 10 т). Листовые станы холодной прокатки—для производства листов толщиной 0,5—2,5 мм. Трубопрокатный стан — для выполнения всех основных технологических операций при производстве цельнокатаных (бесшовных) труб (состоит из системы машин). Прошивной (трубопрокатный) стан — для производства гильз из сплошных заготовок или слитков. Пилигримовый (трубопрокатный) стан — для горячей прокатки на цилиндрической оправке толстостенной гильзы в тонкостенную трубу в валках с периодическим калибром. Редукционный (трубопрокатный) стан — для уменьшения диаметра труб вследствие увеличения длины без изменения толщины стенки труб. Расширительный (трубопрокатный) стан — для увеличения диаметра трубы с уменьшением толщины ее стенки. Раскатной (трубопрокатный) стан — для уменьшения разностенности труб, устранения местных утолщений и сглаживания наружной и внутренней поверхностей. Калибровочный (трубопрокатный) стан — для окончательной калибровки труб по наружному диаметру (без оправки) и устранения эллипсности, получающейся на раскатном стане. Лентопрокатный стан — для холодной прокатки ленты (полос) шириной до 250 мм. Фольгопрокатный стан — для холодной прокатки фольги толщиной до нескольких микрон (из стали и цветных металлов). Плющильный стан — для холодной прокатки специальной узкой ленты из круглой проволоки. Дрессировочный стан — для холодной прокатки листов и полос в рулоны с малыми обжатиями с целью упрочнения поверхности проката. Колесопрокатный стан — для производства цельнокатаных железнодорожных колес и дисков. Кольцепрокатный стан — для горячей прокатки колец подшипников качения и других заготовок в форме кольца. Шаропрокатный стан — для поперечной прокатки шаров и других коротких тел вращения в винтовых калибрах. Стан поперечно-винтовой прокатки — трехвалковый стан для поперечной прокатки периодических профилей. Стан для прокатки зубчатых колес — специальный стан для горячей прокатки прямозубых, шевронных цилиндрических и конических шестерен с модулем 4—10.
Классификация прокатных станов по числу и расположению валков

Двухвалковый стан (дуо) — рабочая клеть имеет два горизонтально расположенных рабочих валках. Двойной двухвалковый стан — попарное расположение четырех горизонтальных рабочих валков в двух вертикальных плоскостях. Двухвалковый стан с косым расположением валков — один приводной валок и один верхний холостой валок. Двухвалковый стан с верхним холостым валком — одни приводной валок и верхний холостой валок. Трехвалковый стан (трио) с горизонтальным расположением валков — рабочая клеть имеет три горизонтально расположенных рабочих валка. Трехвалковый стан с расположением валков под углом — сортовой стан, прокатные валки которого расположены в одной вертикальной плоскости под углом 120° друг к другу. Четырехвалковый стан (кварто) — рабочая клеть имеет четыре горизонтальных валка, расположенных одни над другим, из которых два средних с консольным расположением являются рабочими, два других опорными. Многовалковые станы (шести-, двенадцати-, и двадцативалковые) для холодной прокатки тонких полос и ленты в рулонах. Эти клети имеют большую жесткость и малый прогиб валков. В состав универсальных клетей входят горизонтальные и вертикальные валки, которые обеспечивают обжатие металла с четырех сторон: по толщине — горизонтальными валками и по ширине — вертикальными. Применяют универсальные клети для прокатки слябов, толстых листов, широкополочных балок высотой 600—1000 мм с параллельными полками. Клети специальной конструкции используют для прокатки бандажей, колес, шаров, колец, винтов, шестерен и пр.
Классификация прокатных станов по расположению рабочих клетей

Одноклетьевой стан состоит из одной клети, многоклетьевой стан — из нескольких рабочих клетей. Линейный стан — многоклетьевой стан, оси клетей которого расположены в одну линию; клети имеют обычно привод от одного общего двигателя. Многолинейный — многоклетьевой стан, оси которого расположены в две или большее число линий, размещенных параллельно одна другой. Сдвоенный стан (тандем) состоит из двух рабочих клетей, расположенных последовательно в две линии. Непрерывный стан — многоклетьевой стан, клети которого расположены последовательно в направлении движения прокатываемого металла, в клетях металл прокатывается только в одном направлении. Полунепрерывный стан — многоклетьевой стан, в одной или нескольких рабочих клетях которого можно вести прокатку в обоих направлениях (считая по ходу металла в цехе), а в других клетях обеспечивается непрерывная прокатка металла в одном направлении. Последовательный стан — клети расположены последовательно; прокатываемая полоса делает только один проход в каждой клети. Зигзагообразный стан — многоклетьевой стан, клети которого расположены по нескольким параллельным линиям прокатки; металл с одной линии прокатки передается на другую по косым рольгангам, т. е. обеспечивается зигзагообразное движение металла. Шахматный стан — многоклетьевой стан, аналогичный зигзагообразному, но с передачей металла шлепперами перпендикулярно оси прокатки.
Классификация прокатных станов по режиму работы
По режиму работы прокатные станы классифицируют на реверсивные (движение полосы изменяется после каждого прохода металла через валки) и нереверсивные (полоса движется по линии прокатки только в одном направлении).
На заводах применяют разные виды проката. Технологии отличаются по используемому оборудованию, этапам проведения работ. Для изготовления деталей из стали используют станки разной конструкции.
Листовой
Это популярный вид обработки металла, при котором деталь сначала нагревают, а потом пропускают через вращающиеся валки. Технология может проводиться двумя способами:
- Горячекатная — метод подразумевает нагрев материала до 1700 градусов по Фаренгейту. После нагревания металл становится более пластичным, менее твердым. Однако прокатка при высоких температурах не позволяет точно просчитывать размер готовых изделий после остывания. Дополнительно к этому, сильный нагрев способствует образованию окалины, которую нужно убирать.
- Холоднокатная — технология подразумевает малый разогрев заготовок, перед проведением дальнейших работ. Поверхности деталей очищаются от окалин. После этого их подвергают другим технологическим операциям.
Первый вариант прокатки более экономичный. С его помощью можно работать с листами большой толщины. Второй метод позволяет создавать более точные по размерам детали, но не подходит для работы с листами металла толщиной более 5 мм.
Сортовой
Этот вид технологии можно разделить на горячий и холодный методы. С его помощью изготавливается:
- проволока, арматура;
- шестигранники, квадраты;
- круги, полукруглые детали.
Фасонный
Малая группа проката. Название технология получила из-за сложной формы готовых изделий. На выходе получаются детали большой величины. Их изготавливают на промышленных станках. Продукцию фасонного проката можно разделить на две группы:
- Для массового назначения. К ней относятся швеллера, угловые профиля.
- Для специального назначения. К ним относятся рельсы для железнодорожных или трамвайных полотен, перекрытия, балки, промышленные упоры.
Такой способ проката применяется в строительстве.

Фасонный прокат
Технология производства основных видов проката
Продукция проката, полученная с нагревом исходной заготовки, называется горячекатаной, без нагрева — холоднокатаной.
Технология производства основных типов проката состоит из двух этапов: прокатка слитка в полупродукт и прокатка полупродукта в готовый прокат.
1. Прокатка слитка в полупродукт
Прокатка слитка в полупродукт выполняется в горячем состоянии на специальных обжимных станах : блюмингах и слябингах (станы производства полупродукта)
Исходными заготовками при прокатке служат стальные слитки массой до 60 т, а из цветных металлов и сплавов массой до 10 т. В результате первичной прокатки слитков получаются полупродукты крупного сечения: блюмы (рис. 11Д) и слябы (рис. 12Д).
| Рис. 11Д Блюм | Блюм — заготовки квадратного поперечного сечения, предназначенная для последующего изготовления сортовых профилей, |
| Рис. 12Д Сляб | Сляб– заготовка прямоугольного поперечного сечения, предназначенная для последующего изготовления листового проката. |
В настоящее время во всех развитых странах мира исходные заготовки квадратного и прямоугольного поперечного сечения требуемого размера получают на машинах непрерывной разливки стали. Прокатное производство блюмов и слябов осталось только в Украине и на заводах России.
Прокатка полупродукта в готовый прокат.
Получение листового проката (рис. 7Д, а и б).
Листовой прокат
делят на толстолистовой (толщиной 4–160 мм) и тонколистовой (толщиной менее 4 мм). Толстолистовой прокат получают в горячем состоянии (горячекатаные листы). Тонколистовой прокат получают из толстолистового в холодном состоянии (холоднокатаные листы).
Получение сортового проката (рис. 7Д, в и рис. 8Д).
На рис. 13Д показан процесс получения швеллера в результате последовательного приближения профиля исходной заготовки к форме прокатанного изделия. Прокатка ведется в горячем состоянии.
| Рис. 13Д. Последовательность получения швеллера 1, 2, 3, 4, 5 – переходы |
Получение труб
2.3.1. Получение бесшовных труб поперечно-винтовой прокаткой (рис. 2Д, в)
Бесшовные трубы прокатывают из отливок круглого сечения поперечно- винтовой прокаткой в горячем состоянии
2.3.2. Получение сварных труб (рис. 14Д).

Рис. 14Д Процесс получения прямошовной сварной трубы. 1,2,3,4,5,6 — переходы Сварные трубы изготовляют из листа или полосы (ленты), называемой штрипсом
. Процесс изготовления сварной трубы включает свёртывание полосы в трубу, называемое
формовкой трубы
, и сварку её кромок (на переходе 6 после выхода из клети). Сварные трубы получают на трубопрокатных станках как в горячем, так и в холодном состояниях.
Получение специального проката (периодические профили) (рис. 15Д).
| Рис. 15Д Получение периодического профиля поперечной прокаткой Периодические профили производят как в горячем, так и в холодном состояниях. |
Получение специального проката (гнутые профили) (рис. 16Д).
| Рис. 16Д. Получение гнутых профилей 1,2,3,4,5,6 — переходы | Гнутые профили можно получать профилированием листового материала на профилегибочных станах. Процесс профилирования заключается в постепенном изменении формы сечения листовой заготовки до требуемого профиля путём последовательной гибки при прохождении полосы или ленты через несколько пар (до 20 и более) вращающихся фигурных роликов. Необходимое число пар роликов зависит от сложности конфигурации получаемого профиля. В процессе профилирования площадь поперечного сечения и толщина исходной заготовки практически не изменяются. Процесс получения гнутых профилей выполняется, как правило, в холодном состоянии |
Получение специального проката (детали машин) (рис. 17Д, 18Д, 19Д).
Рис. 19Д Поперечно-винтовая прокатка шаров
1 – верхний валок; 2 – нижний валок; 3 – заготовка;
4 – центрирующий упор

Рис. 17Д. Поперечная прокатка винтов

Выполняется в горячем состоянии.
. Ручьи валков сделаны по винтовой линии. Сначала происходит захват заготовки, приводящий к её продольному продвижению с постепенно увеличивающимся обжатием и приданием формы шара. Если по ходу прокатки выступы ручьёв сужаются до полного разделения заготовки на части, то в результате прокатки получаются шары. Для изготовления шаров диаметром меньше 4 мм применяют холодную прокатку, а для более крупных шаров (от 4 до 40мм) – горячую.
II. Прессование – технологический процесс получения заготовок или деталей в результате выдавливания металла исходной заготовки через отверстие матрицы, конфигурация которого соответствует профилю получаемого изделия.
Исходная заготовка – слиток или прокат
Инструмент прессования – пуансон, оправка, матрица.
Оборудование –
Оборудование
Чтобы понимать, как изготавливаются разные детали, нужно знать какое оборудование используется при проведении технологических процессов. Прокатка проводится на следующих станках:
- Проволочные механизмы. С их помощью изготавливается проволока диаметром до 10 мм.
- Слябинги — предназначены для обработки длинных прямоугольных изделий.
- Блюминги — используются при изготовлении больших квадратных изделий. Помимо квадратных сечений, механизмы могу делать заготовки разной формы.
- Трубопрокатные — промышленные машины, которые используются для создания металлических труб разного диаметра.
Прежде чем начинать прокатку металл разогревается с помощью промышленных печей, подаётся через отрезные ножницы к вращающимся валам.
Прокатка. Сущность процесса, виды прокатки, условие захвата.
Прокаткой называют вид обработки давлением, при котором металл пластически деформируется вращающимися гладкими или имеющими соответствующие канавки (ручьи) валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. При этом получают прокат – готовые изделия или заготовки для последующей обработки ковкой, штамповкой, прессованием, волочениемили резанием. В прокат перерабатывают до 80 % всей выплавляемой стали и большую часть цветных металлов и сплавов, его используют в строительстве, машиностроении и других отраслях промышленности.
Существуют три основных вида прокатки: продольная, поперечная и поперечно-винтовая (косая).
При продольной прокатке заготовка деформируется между гладкими или имеющими калибры валками, вращающимися в противоположные стороны, и перемешается перпендикулярно к осям валков.
При поперечной прокатке валки вращаются в одном направлении, оси их параллельны, а заготовка деформируется ими, вращаясь вокруг своей оси.
При поперечно-винтовой(косой) прокатке валки вращаются в одном направлении, оси их расположены под некоторым углом, благодаря чему заготовка деформируется валками и при этом не только вращается, но и перемещается оступательно вдоль своей оси.
Продукция прокатного производства. Инструмент и оборудование.
Прокатным станом называется технологический комплекс последовательно расположенных машин и агрегатов, предназначенных для пластической деформации металла в валках (собственно прокатки), дальнейшей его обработки и отделки (правки, обрезки кромок, резки на мерные изделия и пр.) и транспортировки.
Продукцией прокатного производства являются полосы, листы, трубы, прутки различного профиля (круглого, квадратного, прямоугольного, шестигранного, углового, двутаврового, швеллерного, таврового и др.), железнодорожные и трамвайные рельсы, колеса, шары, кольца и др.
Технология производства основных видов проката, производство труб.
Трубопрокатные установки различают по способу производства, размерам изготавливаемых труб и составу основного оборудования, которое в каждом конкретном случае располагается по определенному плану.
Для производства бесшовных труб широко применяются установки с
пилигримовым, автоматическим и непрерывным станом. В качестве заготовок для производства бесшовных труб используют слитки, а также катаные заготовки. Процесс прокатки состоит из двух основных операций: прошивки отверстия в заготовке и прокатки прошитой заготовки. Прошивку выполняют на прошивном стане поперечно-винтовой прокатки двумя конусообразными рабочими валками, оси которых пересекаются под углом 6… 12°. В валках такого стана заготовка 1 получает одновременно вращательное и поступательное движение.
Металлические трубы обычно делают сварными. При этом либо лист сворачивают так, что шов идёт вдоль трубы, либо навивают ленту по спирали. Современные технологии позволяют заметно усилить прочность шва стальной трубы — его прочность всего на 10—15 % меньше прочности остальной её части.
Ковка. Операции ковки: осадка, протяжка, прошивка, инструмент.
Ковка – один из способов обработки металлов давлением, при котором инструмент оказывает многократное воздействие на нагретую заготовку, в результате чего она, деформируясь, постепенно приобретает заданную форму и размеры.
К основным операциям машинной ковки относятся осадка, протяжка, прошивка, гибка, сварка, скручивание, отрубка и раскатка.
Осадка – уменьшение высоты заготовки при увеличении площади ее поперечного сечения. Осадку производят бойками или осадочными плитами. Заготовки, у которых отношение высоты к диаметру более 2,5, осаживать не рекомендуется во избежание возможного продольного искривления.
Протяжка – удлинение заготовки или ее части за счет уменьшения площади поперечного сечения. Она осуществляется последовательными обжатиями отдельных, примыкающих друг к другу участков заготовки при ее подаче вдоль оси.
Прошивка – получение полостей в заготовке за счет вытеснения материалу. Она может использоваться как самостоятельная операция для образования отверстия либо как подготовительная операция для последующей раскатки или протяжки заготовки на оправке.
Ковка. Операции ковки: отрубка, гибка, инструмент. Оборудование для ковки.
Ковка – один из способов обработки металлов давлением, при котором инструмент оказывает многократное воздействие на нагретую заготовку, в результате чего она, деформируясь, постепенно приобретает заданную форму и размеры.
К основным операциям машинной ковки относятся осадка, протяжка, прошивка, гибка, сварка, скручивание, отрубка и раскатка.
Отрубка – полное отделение части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента. Отрубку топорами осуществляют для удаления прибыльной и донной частей слитка, лишних концов поковки или для разделения длинной поковки на более короткие части.
Гибка – образование или изменение углов между частями заготовки или
Придание ей криволинейной формы. Гибку осуществляют с помощью различных опор, приспособлений и в подкладных штампах.
Оборудование: Операции машинной ковки выполняют на различных типах молотов и гидравлических прессах.
Молоты – машины, деформирующие металл ударом за счет кинетической энергии падающих частей (штока, бабы, верхнего подвижного бойка), накопленной к моменту соударения с заготовкой. Скорость движения рабочего инструмента в момент удара составляет 3…8 м/с, время деформирования – сотые доли секунды. Основной характеристикой молота является масса падающих частей.
В зависимости от типа привода молоты бывают пневматическими, паровоздушными, механическими, гидравлическими, газовыми и др.
Ковочные гидравлические прессы. Основной характеристикой пресса является развиваемое усилие. Гидравлические ковочные прессы изготавливают с усилием 3…20 МН. Гидропрессы работают со значительно меньшими скоростями, чем молоты. Скорость
деформирования (движение рабочего инструмента) не превышает 0,3 м/с.
Разработка техпроцесса изготовления поковки методом горячей объемной штамповки.
Горячей объемной штамповкой можно получать поковки сложной конфигурации без напусков, с небольшими припусками и допусками, что снижает объем последующей обработки резанием. Производительность штамповки значительно выше, чем ковки, и составляет десятки и сотни поковок в час.
Технологический процесс изготовления поковок горячей объемной штамповкой в общем случае состоит из следующих основных операций: резки проката на мерные заготовки на пресс-ножницах, нагрева заготовок в электрических или пламенных печах, осадки заготовки, штамповки в штампе, обрезки заусенца и прошивки отверстия, термообработки и очистки поверхности от окалины в дробеметном барабане.
В зависимости от типа штампов различают следующие способы горячей объемной штамповки: в открытых штампах, в закрытых штампах, штамповка выдавливанием, штамповка прошивкой, штамповка в разъемных матрицах.
Холодная листовая штамповка. Сущность, операции: вытяжка с утонением стенки, отбортовка, обжим, формовка.
Листовая штамповка – способ изготовления плоских и объемных изделий из листа, полосы, ленты без существенного изменения толщины металла. Листовая штамповка характеризуется высокой производительностью, обеспечивает точность и стабильность размеров изготавливаемых деталей и позволяет получить значительную экономию металла. Операции листовой штамповки можно полностью механизировать и автоматизировать.
Все основные операции листовой штамповки делятся на разделительные, в которых этап пластического деформирования завершается разрушением заготовки, и формообразующие, в которых заготовка в процессе деформирования не разрушается, а только изменяет свою форму.
Вытяжка – образование полой заготовки или детали из плоской или полой листовой заготовки.
Отбортовка – образование борта по внутреннему или наружному контуру листовой заготовки. При отбортовке отверстия металл в зоне деформации растягивается и утоняется.
Читайте также: