
Опишите поверку кипиа кратко оформить в виде схемы
Обновлено: 07.07.2024
-аппараты на схеме вычерчивают в соответствии:
а) со стандартными обозначениями в соответствии с таблицей 6;
б) пропорциональными размерами в соответствии с таблицей 7и 8;
-элементы, имеющие самостоятельное функциональное значение (насосы, вентили и т.д.) вычерчиваются в соответствии со стандартом;
-толщина линий при вычерчивании аппаратов и элементов -0,5мм;
-толщина линий при вычерчивании приборов КИП и А-0,3мм;
-линии связи должны состоять из горизонтальных и вертикальных отрезков и иметь наименьшее количество изломов и пересечений;
-минимальное расстояние между параллельными линиями связи 3мм;
-толщина линий связи (трубопроводов) – 1мм;
-толщина линий связи от приборов КИП и А – 0,3мм;
-на линиях связи (трубопроводах) необходимо указывать направление потоков рабочей среды по ГОСТ 2.784-70, а также соединения и пересечения трубопроводов в соответствии с таблицей 6;
-трубопроводам присваивают номера в соответствии с ГОСТ 14202-69, которые даны в таблице 9;
-номера подписывают шрифтом №3,5;
-условные обозначения и наименование сред в трубопроводах расшифровывается в таблице условных обозначений трубопроводов, которая дана на рисунке 31;
-каждому элементу на схеме присваивается буквенно-цифровое обозначение, состоящее из первых букв названия аппарата и количественной характеристики. Например: аппарат теплообменный- АТ, дроссель-Д, сепаратор-С;
-порядковые номера элементам следует присваивать, начиная с единицы, в пределах группы элементов, которым на схеме присвоено одинаковое буквенное обозначение. Например: АТ1, АТ2…АТ6;
-обозначение элемента записывается шрифтом №7 внутри изображения или, при недостатке места, сверху или справа от аппарата в соответствии с рисунком 32;
-данные об элементах схемы оформляются в виде перечня, который располагается строго над основной надписью на расстоянии не менее 12 мм от неё в соответствии с рисунком 31
Таблица 6- Условные графические обозначения на схеме технологической
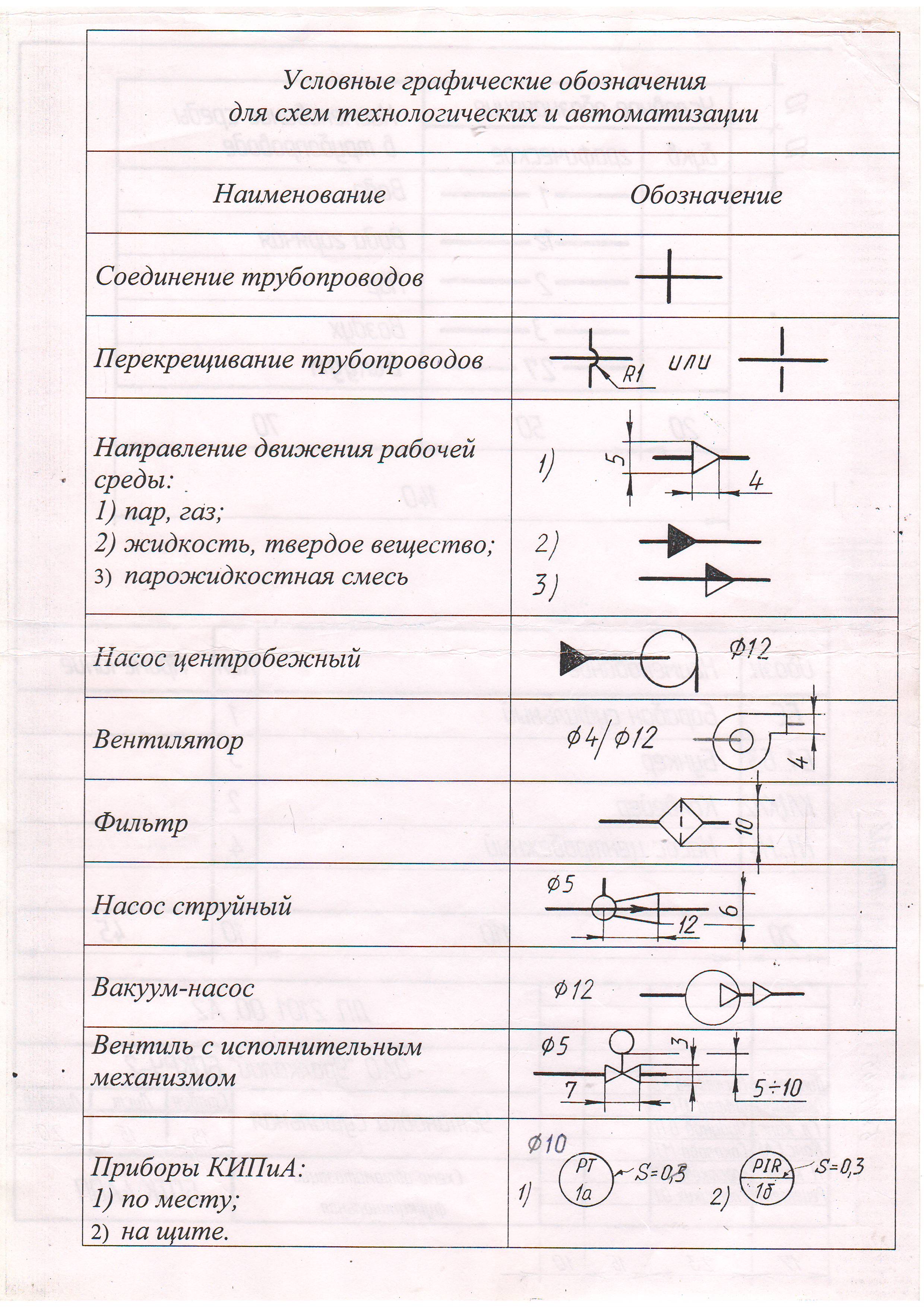
Таблица 7-Обозначение теплообменных аппаратов ГОСТ 2. 789-74
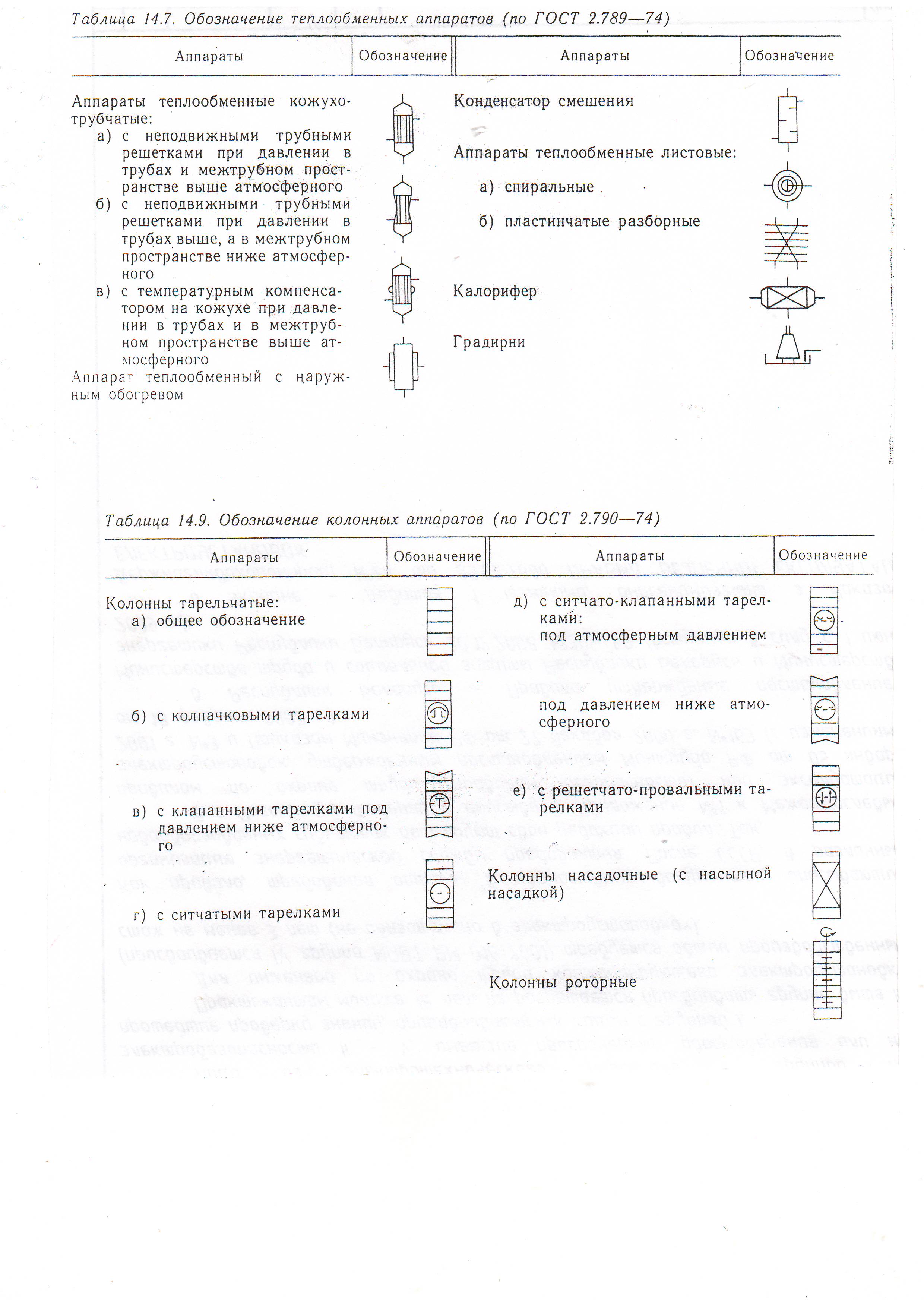
Таблица 8 – Обозначение колонных аппаратов ГОСТ 2. 790-74
Таблица 9- Условные цифровые обозначения трубопроводов ГОСТ 14202-69

Продолжение таблицы 9


Рисунок 31- Таблицы на схеме технологической

Рисунок 32- Обозначение элементов на схеме
Приборы КИП и А
Приборы и средства автоматизации на функциональной схеме показывают в соответствии с ГОСТ 21.404-85. Графическое изображение приборов КИП и А показано в таблице 6. В верхней части окружности наносятся буквенные обозначения измеряемой величины и функционального признака прибора. В нижней части окружности наносится позиционное обозначение (буквенно-цифровое), служащее для нумерации отдельных элементов комплекта. Буквенное обозначение измеряемых величин дано в таблице 10
| Измеряемая величина | Температура | Расход | Давление | Уровень | Качество |
| Обозначение | T | F | P | L | Q |
Дополнительные буквенные обозначения, отражающие функциональные признаки приборов даны в таблице 11
| Наименование | Обозначение |
| 1 Чувствительный элемент (первичное преобразование) | E |
| 2 Дистанционная передача (промежуточное преобразование) | T |
| 3 Станция управления | K |
| 4 Преобразование; вычислительные функции | Y |
| 5 Автоматическое регулирование | С |
| 6 Прибор показывающий | I |
| 7 Прибор регистрирующий | R |
-схему выполняют без соблюдения масштаба;
-действительное пространственное расположение составных частей не учитывается или учитывается приблизительно;
-аппараты на схеме вычерчивают в соответствии:
а) со стандартными обозначениями в соответствии с таблицей 6;
б) пропорциональными размерами в соответствии с таблицей 7и 8;
-элементы, имеющие самостоятельное функциональное значение (насосы, вентили и т.д.) вычерчиваются в соответствии со стандартом;
-толщина линий при вычерчивании аппаратов и элементов -0,5мм;

-толщина линий при вычерчивании приборов КИП и А-0,3мм;
-линии связи должны состоять из горизонтальных и вертикальных отрезков и иметь наименьшее количество изломов и пересечений;
-минимальное расстояние между параллельными линиями связи 3мм;
-толщина линий связи (трубопроводов) – 1мм;
-толщина линий связи от приборов КИП и А – 0,3мм;
-на линиях связи (трубопроводах) необходимо указывать направление потоков рабочей среды по ГОСТ 2.784-70, а также соединения и пересечения трубопроводов в соответствии с таблицей 6;
-трубопроводам присваивают номера в соответствии с ГОСТ 14202-69, которые даны в таблице 9;
-номера подписывают шрифтом №3,5;
-условные обозначения и наименование сред в трубопроводах расшифровывается в таблице условных обозначений трубопроводов, которая дана на рисунке 31;
-каждому элементу на схеме присваивается буквенно-цифровое обозначение, состоящее из первых букв названия аппарата и количественной характеристики. Например: аппарат теплообменный- АТ, дроссель-Д, сепаратор-С;
-порядковые номера элементам следует присваивать, начиная с единицы, в пределах группы элементов, которым на схеме присвоено одинаковое буквенное обозначение. Например: АТ1, АТ2…АТ6;
-обозначение элемента записывается шрифтом №7 внутри изображения или, при недостатке места, сверху или справа от аппарата в соответствии с рисунком 32;
-данные об элементах схемы оформляются в виде перечня, который располагается строго над основной надписью на расстоянии не менее 12 мм от неё в соответствии с рисунком 31
Таблица 6- Условные графические обозначения на схеме технологической
Таблица 7-Обозначение теплообменных аппаратов ГОСТ 2. 789-74
Таблица 8 – Обозначение колонных аппаратов ГОСТ 2. 790-74
Таблица 9- Условные цифровые обозначения трубопроводов ГОСТ 14202-69
Продолжение таблицы 9
Рисунок 31- Таблицы на схеме технологической
Рисунок 32- Обозначение элементов на схеме
Приборы КИП и А
Приборы и средства автоматизации на функциональной схеме показывают в соответствии с ГОСТ 21.404-85. Графическое изображение приборов КИП и А показано в таблице 6. В верхней части окружности наносятся буквенные обозначения измеряемой величины и функционального признака прибора. В нижней части окружности наносится позиционное обозначение (буквенно-цифровое), служащее для нумерации отдельных элементов комплекта. Буквенное обозначение измеряемых величин дано в таблице 10
| Измеряемая величина | Температура | Расход | Давление | Уровень | Качество |
| Обозначение | T | F | P | L | Q |
Дополнительные буквенные обозначения, отражающие функциональные признаки приборов даны в таблице 11
Под поверкой средств измерений понимается совокупность операций, выполняемых в целях подтверждения соответствия средств измерений метрологическим требованиям.
По способу выполнения поверки делят на два вида:
Рисунок 12.1 Виды поверки средств измерений
Порядок определения и утверждения типовых норм времени на поверочные работы, выполняемые территориальными органами Госстандарта, устанавливается согласно руководящему нормативному документу РД 50-419-83 "Методические указания нормирование продолжительности поверочных работ". (9) Область применения утвержденных типовых норм может быть распространена также на ведомственные метрологические службы.
Цель нормирования продолжительности поверочных работ - установление и внедрение в поверочную практику технически и экономически обоснованных норм затрат труда поверителей. Эта цель достигается посредством разработки, утверждения и издания, а также периодического пересмотра и обновления типовых норм времени на поверочные работы.
Норма времени на поверочную работу - установленная мера затрат труда поверителей, необходимая и достаточная для выполнения одной поверки одного средства измерений в нормативных организационно-технических условиях. Типовые нормы времени устанавливают для поверочных работ, методики проведения которых регламентированы государственными стандартами или иными общесоюзными нормативно-техническими документами (НТД).
Если в соответствии с таким НТД первичная и периодическая поверка средства измерений включает разное число операций или предусматривает реализацию существенно разных организационно-технических условий проведения поверки, то и по этому признаку устанавливают соответственно две типовые нормы времени.
Типовые нормы времени необходимы для совершенствования организации и управления работой поверочного подразделения. На их основе определяют нормативную потребность такого подразделения в производственном персонале и оборудовании, а также нормативы стоимости оплачиваемых поверочных работ, выполняемых по заявкам сторонних организаций. Исходя из типовых норм времени осуществляют планирование и оценку деятельности поверочных подразделений. Нормативы времени на поверочные операции относятся к числу основных исходных данных, требуемых для определения технико-экономической эффективности работ по автоматизации этих операций, а также технико-экономического обоснования модификации или замены поверочного оборудования.
Типовая норма времени на поверочную работу охватывает среднюю ее продолжительность в нормативных условиях, включая затраты рабочего времени на подготовку к данной поверке, а также на обработку и оформление ее результатов, но не распространяется на периоды дальнейшего обобщения этих результатов, доставки средств измерений к рабочему месту поверителей или проезда последних к местам проведения поверочных работ. Типовую норму времени определяют на основе выполнения хронометражных наблюдений за операциями, из которых состоит данная поверочная работа, и обработки результатов этих наблюдений.
Нормирование продолжительности поверки средств измерений, выпускаемых отечественными предприятиями или периодически ввозимых из-за границы партиями, выполняют или завершают в период проведения государственных контрольных испытаний образцов этих средств измерений. Работа по подготовке типовых норм времени осуществляется территориальными органами Госстандарта, проводящими эти испытания, и ее результаты фиксируются путем заполнения и оформления хронометражных карт. Подготовленные таким образом проекты типовых норм согласовываются с лицами, представляющими другие организации-участники данных государственных контрольных испытаний (при наличии таких участников), и включаются в докладную записку по результатам этих испытаний. Один экземпляр оформленной хронометражной карты направляют в метрологический институт (по специализации) Госстандарта.
Если на средства измерений уже установлены типовые нормы времени, то при каждых государственных контрольных испытаниях их образцов такие нормы подлежат пересмотру. Если в результате обнаружены изменения, вызванные регламентированными переменами в организационно-технических условиях или методике поверки этих средств измерений и влияющие на продолжительность каких-либо поверочных операций, то пересматриваемые типовые нормы подлежат замене новыми.
При установлении норм времени для средств измерений, методики поверки которых не регламентированы, или подлежащих ввозу из-за границы, а также в спорных случаях нормирование осуществляется метрологическим институтом (по специализации) Госстандарта. Проекты этих норм, а также полученных в хронометражных картах от территориальных органов Госстандарта (ТО), метрологический институт рассылает на апробацию, результаты которой затем обобщает, уточняет и направляет в виде заполненных и оформленных ведомостей во Всесоюзный научно-исследовательский институт метрологической службы (ВНИИМС) в квартальный срок после начала работ по апробации. Ведомости сопровождаются краткой пояснительной запиской, в которой метрологический институт указывает:
- наименование ТО, подготовившего первоначальный проект данных норм (если эта работа не проведена самим институтом);
- наименование ТО, которым проект направлялся на апробацию, и данные об ответе (согласование, количество замечаний, непоступление);
- общее содержание присланных замечаний и предложений с причинами их принятия или отклонения;
Виды калибровок
Первичной поверке подлежат средства измерений при выпуске из производства или после ремонта, а также при ввозе средств измерений из-за границы партиями, при продаже.
Периодической поверке подлежат средства измерений, находящиеся в эксплуатации или на хранении через установленные межповерочные интервалы.
Внеочередной поверке подлежат средства измерений:
- находящиеся в эксплуатации, при повреждении поверительного клейма, пломб, несущих на себе поверительные клейма или в случае утраты свидетельства о поверке;
- при вводе в эксплуатацию после длительного хранения (более одного межповерочного интервала)
- при проведении повторной юстировки или настройки, известном или предполагаемом ударном воздействии на СИ или при неудовлетворительной работе прибора.
Инспекционную поверку СИ проводят при проведении государственного метрологического надзора.
Обязательной поверке подлежат средства измерений предназначенные для применения в сфере государственного регулирования обеспечения единства измерений. Средства измерений, не предназначенные для применения в сфере государственного регулирования обеспечения единства измерений, могут подвергаться поверке в добровольном порядке.
Оборудование КИП и А как и любое другое измерительное оборудование следует периодически калибровать или подвергать поверке. Поверка прибора это сличение его реальных метрологических характеристик с заявленными производителем характеристиками. Проще говоря, поверка проводится для того, чтобы убедиться, что погрешность измерения прибора во всем диапазоне измерения не превышает допустимую. Калибровка и поверка оборудования производится силами обслуживающего персонала участка КИП, силами специального ремонтного участка предприятия, силами специализированных сервисных компаний или органов местных ЦСМ.
Учитывая, что неповеренное оборудование приравнивается к неисправному, необходимо постоянно отслеживать сроки поверки приборов. Так как на отдельном эксплуатационном участке и на предприятии в целом может быть несколько сотен и даже тысяч единиц различного киповского оборудования с различным межповерочным интервалом и датой последней поверки, то оперировать таким объемом данных и не упустить что-либо из вида весьма проблематично. Поэтому все данные об имеющемся на участке оборудовании сводятся в своеобразную базу данных - график калибровки и поверки приборов и средств измерений. Но в графике калибровки отображаются лишь самые общие данные - более подробные сведения содержатся в паспорте прибора. На каждый прибор на производстве должен быть заведен свой собственный паспорт, в котором указываются более детальные сведения о этом приборе: название, место установки, дата ввода в эксплуатацию, пределы измерений и погрешность измерения и т.д. Метрологические характеристики прибора (диапазон измерений, погрешность) можно взять из заводского паспорта прибора (этим документом комплектуется прибор при выпуске из производства), в инструкции по эксплуатации на данное оборудование или в методике поверки.
При поступлении приборов в эксплуатацию, вне зависимости от того есть у этих приборов заводской паспорт или нет, каждому прибору заводят новый паспорт. Ведь заводские паспорта часто содержат в себе большой объем избыточной информации, быстро найти в них нужную информацию порой проблематично, вписать дополнительные данные некуда. Да и размеры у заводских паспортов разных приборов могут быть разными, что существенно усложняет их хранение.
Паспорта обычно изготавливаются типографским способом из тонкого картона. На лицевой стороне паспорта указываются необходимые данные, метрологические характеристики и данные последних калибровок (поверок). На оборотной стороне паспорта приводится информация, касающаяся производившихся ранее ремонтов, ревизиях и других манипуляциях с данным прибором.
Паспорт может содержать следующие области для внесения данных.
- Номер паспорта. Нумерация сквозная последовательная.
- Наименованиеие прибора. Например, преобразователь перепада давления Метран-55. Данные можно взять с заводского паспорта или с шильдика прибора.
- Наименование предприятия. Если на предприятии несколько обособленных участков КИП, то желательно кроме названия организации указать название цеха или участка, например, ОАО "Новый завод", цех ТНП.
- Дата поступления прибора в эксплуатацию. Даже если новый прибор не установлен, а находится в резерве, эксплуатация прибора все равно началась. Как правило указывают только год начала эксплуатации.
- Периодичность калибровки прибора. Периодичность калибровки или поверки устанавливается производителем данного прибора или оборудования. В некоторых случаях периодичность поверки за время выпуска прибора меняется. Например, для первых приборов этой серии периодичность была 1 раз в год, через несколько лет выпуска приборов периодичность поверки была установлена 1 раз в 2 года.
- Завод изготовитель. Указывается производитель оборудования, например, ПГ "Метран" или JUMO. Для иностранных производителей часто указывают и страну происхождения, например, JUMO, Германия.
- Заводской номер. Писать нужно все цифры заводского номера, какие есть на шильдике прибора, так как серийный номер 0394 и 394 это фактически два разных номера.
- Инвентарный номер по бухгалтерским документам.
- Тип или система. Отчасти дублирует информацию поля "наименование прибора", но содержит полное обозначение типа прибора.
- Пределы измерения. Указывают тот диапазон измерения и те единицы измерения, в которых настроен прибор. Ведь большинство современных приборов является перенастраиваемыми многопредельными, имеющими возможность изменения единиц измерения.
- Цена деления шкалы. Обычно цену деления указывают для манометров, биметаллических термометров, щитовых амперметров и вольтметров и других подобных приборов.
- Класс и допускаемая погрешность. Для манометров, биметаллических термометров, щитовых амперметров и вольтметров и других подобных приборов указывают класс точности. Для других приборов указывают погрешность, причем указывают и вид этой погрешности: абсолютная, относительная или приведенная.
| ООП | основная относительная погрешность |
| ОПП | основная приведенная погрешность |
| ОАП | основная абсолютная погрешность |
В верхнем правом свободном углу паспорта (b) указывают для измерения чего применяется данный прибор, например, "Q сжатого воздуха на вводе III нитки" или "Резерв". В верхнем левом свободном углу паспорта (a) указывают позицию данного прибора на схеме автоматизации, например, FIA 092, TIRSA 118 или 67Б.
Если доступ к настройкам прибора осуществляется по паролю желательно также указать этот пароль в паспорте прибора (например, "пароль 2448") так как именно при калибровке и поверке чаще всего возникает необходимость ввода пароля. Хорошо себя зарекомендовала практика, когда к паспорту прибора прикрепляется карта программирования данного прибора с массивом всех введенных данных.
На оборотной стороне паспорта обычно фиксируют все манипуляции с прибором - ревизию, чистку, ремонт и т.п. с указанием, при необходимости, подробностей выполнения этих манипуляций (какая была неисправность, какую деталь меняли и т.д.). Перед записью ставят текущую дату в формате число, месяц и год. После записи ставится подпись внёшнего запись.
Если калибровка или поверка осуществляется в органах ЦСМ то по результатам проведения калибровки выдается сертификат о калибровке, а по результатам поверки свидетельство о поверке. Если прибор не внесен в Госреестр средств измерений, то его нельзя поверить, а можно только откалибровать. Если метрологические характеристики прибора не соответствуют заявленным производителем этого прибора, то прибор бракуется, владельцу прибора выдается извещение о непригодности средства измерения. Перед тем как сдать прибор на поверку в ЦСМ его нужно почистить, отремонтировать при необходимости и настроить. Так как поверители ЦСМ не будут производить даже небольшой ремонт приборов и сразу же забракуют их. Если выполнить ремонт и подготовку прибора к поверке силами обслуживающего персонала предприятия нет технической возможности, следует обратиться в специализированную аккредитованную сервисную компанию.
Если какое-либо оборудование из графика калибровки и поверки не эксплуатируется и не находится в резерве то его можно вывести на консервацию, чтобы не поверять временно "ненужное" оборудование. Вывод оборудования на консервацию оформляется специальным актом вывода оборудования на консервацию, на корпус прибора наклеивается табличка "Консервация", в графике калибровки делается соответствующая отметка.
Технологическая схема и схема КИПиА, Схема трубопроводов и КИПиА, Схема трубной обвязки и КИПиА (Piping & Instrumentation Diagrams) символы и обозначения оборудования на технологических схемах.
Этапы где используется P&ID (Схема трубопроводов, трубопроводной арматуры, насосов и КИПиА):
- Проектирование и компоновка технологического процесса (системы)
- Спецификация оборудования
- Разработка алгоритмов и схем управления
- Анализ эксплуатационных опасностей и работоспособности технологического оборудования (HAZOP – hazard and operability study)
- Монтаж и/или демонтаж системы
- Схемы и регламенты запуска и остановки системы, а также производственные регламнты и процедуры
- Обучение и переобучение операторов технологического процесса (системы)
- Обслуживание и модификации системы (процесса)
Также эти схемы (P&ID) широко используются как основа графического интерфейса в компьютерных системах управления технологическими процессами HMI (human-machine interface = HMI-интерфейс = человеко-машинный интерфейс).
Символы оборудования в диаграммах и схемах P&ID
Существуют стандартные и вполне общепринятые знаки и символы для обозначения оборудования на этих схемах. Важно понимать, что у этих символов нет "правильного" масштаба и/или каких-то требований к размерам. Они используются только лишь для того, чтобы указывать тот или иной компонент схемы. Для более точного указания на тип представляемого оборудования вместе с этими символами используются подписи, буквы и цифры. Кроме того, такая диаграмма не отражает фактического месторасположения элементов схемы и/или близость одних элементов к другим. Идея использования этих схем - только лишь подробно проиллюстрировать технологический процесс.
Символы клапанов, кранов, задвижек, вентилей и другой трубопроводной арматуры для P&ID

Образующий символ для проходного = двухходового = 2-way клапана - это два треугольника, соприкасающиеся вершинами (см. рисунок ниже). Трубопроводы изображаются в виде прямых линий, соединенных с обеими сторонами символа клапана. Различные типы линий обозначают различные типы труб, шлангов, подводок и т.п. На примере ниже - сплошные линии - обозначают твердые (негибкие) трубопроводы. Обычно, для унификации, трубы на схемах изображают только горизонтальными и вертикальными линиями. Направление потока указывается в месте где труба переходит в другой символ и на каждом повороте трубопровода (как помним, повороты - это 90°
Тип трубопроводной арматуры по конструкции.
Тип крана, клапана, задвижки, вентиля затвора и т.д. указывается значком в центре образующего символа. Ниже - символы и знаки для наиболее распространённых типов трубопроводной арматуре, а именно: шаровой кран, затвор поворотный, пробковый, седельчатый, мембранный клапаны, задвижки, затворы, вентили.
Ниже, во-первых, значок (символ) любой проходной = двухходовой = 2-way трубопроводной регулирующей, запорной или дросселирующей арматуры. Для многоходовых (таких, как трехходовые и четырехходовые) кранов, клапанов и т.п. используется аналогичный символ, в котором используется по треугольнику на каждый порт арматуры.
Знаки для трехходовых (3-way) и четырехходовых (4-way) шаровых кранов могут содержать дополнительные детали, которые уточняют тип прохода шара - либо сверловка “T” либо сверловка “L”. Кроме того с помощью стрелок может быть указано направление потока "по умолчанию", т.е. в случае обрыва или отключения питания привода.

Существет огромное множество различных типов трубопроводной арматуры, некоторые символы с пояснениями - ниже:
Тип привода.

Тип привода указывается с помощью линии, выходящей из центра крана (клапана. ) с небольшим символом, часто содержащим еще буквы. Ниже - несколько примеров символов шаровых кранов с различными типами приводов:
Позиция клапана по умолчанию = позиция клапана с приводом при обрыве питания = Fail-Safe Position
Если у привода есть некая позиция по умолчанию, то ее обозначают стрелочкой. Либо, если при обрыве питания клапан закрывается - то это позиция обозначается "FC" = fail closed или "NC" = normally closed или "НЗ"=Нормально Закрыт, противоположная "FO" = fail opened или "NO" = normally opened или "НО"=Нормально открыт.


Типы присоединений трубопроводной арматуры к трубопроводу

В общем, присоединение к трубопроводу всега обозначается линиями, выходящими из символа крана. Тип присоединения к трубопроводу может быть при необходимости дополнительно определен различными другими способами. Фланцевое присоединение обозначается (рисунок ниже) перпендикулярными трубе отрезками на конце трубопровода, которые парралельны концам крана с небольшим промежутком между краном и этими отрезами. Это говорит в первую очередь о том, что кран можно удалить не разрезая трубопровод. Полунеразборное резьбовое соединение указывается небольшими полыми внутри кружочками. Неразборное сварное присоединение указывается малыми квадратами. Если это сварка враструб (Socket Weld) то квадрат изображается полым (пустым внутри).
Стандартизация
Международное общество автоматизации (ISA: www.isa.org) определяет самые распространенные стандарты для технологических схем и схем КИПиА (P&IDs). Основной стандарт это ANSI / ISA-5.1 "Instrumentation Symbols and Identification" и его можно приобрести тут ISA website, хотя и бесплатных вариантов в сети полно.
Невзирая на то, что казалось бы стандарт строго определяет используемые символы, на практике Вы постоянно будете встречать массу "народного творчества". Вы также обнаружите очевидные несоответствия в обозначении некоторых типов трубопроводной арматуры в различных библиотеках, компаниях, а также в зависимости отрасли промышленности. По факту это не особо критично, поскольку все элементы схемы также описываются текстом, технологическим номером (место в схеме), собственным наименованием (уникальное наименование), а также присутствуют в спецификации материалов и оборудования, которая обязательно прилагается к схеме. Если Вы подходите достаточно ответственно к своей схеме Ваша P&ID схема будет полезна и понятна всем, кто с ней работает.
Трубопроводы, трубы, рукава, шланги (технологические трубопроводы):
Технологические трубопроводы (process lines) это общее обозначение для всего, в чем течет рабочая среда. Различные типы трубопроводов указываются различными символами. На законченной технологической схеме (P&ID) каждый трубопровод будет подписан собственным технологическим номером. Например - 150-67P00-2299-115101-N. Этот номер указывается либо параллельно линии на схеме, либо на выноске, которая упирается в линию схемы. Номер обычно включает в себя информацию о размере, требованиях к качеству, изоляции трубопровода и т.д. Различные компании используют различные структуры этих данных, но в целом все они содержат одну и ту же информацию. Линии, обозначающие технологические трубопроводы, исполняются толще, чем линии, которые обозначают сигналы управления (пневматические, электрические, цифровые. )
Различные символы технологических трубопроводов:

Существует два основных способа указать на схеме тот факт, что трубопроводы пересекаются, но не соединяются. Следует либо использовать небольшую "горку", чтобы показать один трубопровод, проходящий над другим, либо прервать одну из линий, как указано ниже. Это не является схемой реального физического расположения труб, они вообще могут не пересекаться в реальной системе, это исключительно способ указывать трубопроводы раздельными, если они встретились на схеме.

Обозначение сигналов управления:
Для указания сигналов управления, которые отвечают за обмен данными между различными элементами технологической системы, также используются собственные символы.
Различные символы сигналов управления:

Сосуды, емкости и баки = Vessels

Насосы, вентиляторы, компрессоры = Pumps, Fans, & Compressors

Этот список можно продолжать и продолжать. Существуют сотни символов, которые соответствуют всем возможным компонентам технологического процесса. Теплообменники, кулеры, котлы, бойлеры, фильтры и т.д. и т.п.
КИПиА = контрольно-измерительные приборы и автоматика (датчики, расходомеры, измерители, детекторы, сигнализирующие реле, преобразователи и т.д.)
КИПиА (по буржуински - instrumentation) котнтрольно-измерительные приборы и автоматика - это совокупность устройств измерения, контроля, регистрации и управления. Для символов КИПиА принят несколько другой подход - эти устройства обозначают так называемым "пузырем" - квадратом, кругом или там гексагоном, октагоном.
Квадратный символ соответствует многоканальному (многопользовательскому) экрану. Такой экран показывает информацию из нескольких источников или управляет несколькими устройствами. Внутри квадрата может быть либо круг, либо ромб ("diamond")
Круг указывает на тот факт, что это устройство по умолчанию в основной системе управления (Basic Process Control System)
Такой тип выносного символа используется для описания функционирования полевого оборудования, такого как клапаны. Буквы и цифры из символа описываются в легенде отдельно.
Существуют дополнительные простые символы (различные горизонтальные линии), которые определяют где находится устройство и показывают насколько данные с этого устройства доступны оператору:

Цифры и буквы внутри символов.
Внутри символов в качестве дополнительных обозначений-уточнений используются и буквы и цифры для указания измеряемого или регистрируемого параметра (расход, давление, температура, уровень), а также описания выполняемой функции. Типичные функции устройства в системе таковы - отображение параметров, запись, передача данных, управление. Ниже - несколько примеров и список наиболее используемых символов в технологических планах и схемах:
Каждый элемент схемы маркируется символам (от 2х=до 5-ти):
- 1-я буква определяет измеряемую величину: F = расход (flow rate), P = давление (pressure), T = температура, L = уровень (level)
- 2-я буква это уточнение: D = дифференциальная величина (differential), R= относительная величина (ratio). пропускаем, если не нужно это уточнение
- 3-я буква указывает назначение устройства: A = авариный сигнал (alarm), R = (запись) record, I = индикатор, G =датчик (gauge)
- 4-я буква - функционал: C = контроллер, T = передатчик (transmit), S = выключатель, переключатель (switch), V = трубопроводная арматура (valve)
- 5-я буква - уточнение функции: H = верхнее, высокое, превышение (high), L = нижнее, низкое, снижение (low), O = открыто (open), C = закрыто (closed). пропускаем, если не нужно это уточнение

Это обозначение дополняется номером контура управления технологической схемы. Для примера - FIC045 обозначает Расхода Показывающий Контроллер (расходомер с выходным сигналом) = Flow Indicating Controller в контуре 045. Этот номер частенько называют "тэгом" ("tag” identifier) устройства - номер указывающий на местоположение и назначение устройства. Ниже - несколько примеров полных символов для некоторых устройств в том-же контуре системы:
Таблица - Обозначения, используемые в технологических схемах (P&IDs) согласно ISA standard ISA-S5-1
Первая буква
Не первая буква
Вкратце, это все + существует огромное количество компьютерных программ для создания P&ID, ищите и пробуйте.
Дополнительная информация от Инженерного cправочника DPVA, а именно - другие подразделы данного раздела:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Читайте также: