
Опиливание металла слесарное дело кратко
Обновлено: 05.07.2024
Опиливанием называется снятие поверхностного слоя с металлическои детали при помощи режущего инструмента — напильника.
Опиливание производят для получения определенной формы, точных размеров, гладкой прямолинейной или криволинейной поверхности, для подгонки деталей друг к другу, образования наружных и внутренних углов, обработки отверстий, снятия фасок.
Мелкие детали опиливают в тисках, установленных в мастерской, а крупные — на месте заготовки и сборки их.
Напильник представляет собой стальной закаленный брусок с насеченными на рабочих поверхностях правильно расположенными мелкими зубьями. Насечка напильника может быть одинарной под углам 70—80° к ребру напильника и двойной (перекрестной). При двойной насечке нижняя выполняется под углом 55°, а верхняя—под углом 70°. Угол заострения зуба напильников — 70°.
Зубьями напильника срезают с поверхности металла небольшой слой в виде стружки. Напильниками с одинарной насечкой срезают широкую стружку, а с двойной насечкой — мелкую.
Рис. 1. Классификация напильников: а — по виду насечки, б — по форме; 1 — драчевый, 2 — личной, 3— бархатный, 4 — плоский, 5 — полукруглый, 6 — квадратный, 7 — трехгранный, 8— круглый
Напильники разделяются: по крупности насечки (номеру), по длине и форме (рис. 1).
В зависимости от назначения применяют напильники с насечкой различной крупности: драчевые (№1) с крупной насечкой, личные (№2) с более мелкой насечкой и бархатные (№ 3, 4, 5, и 6) с очень мелкой насечкой.
Драчевые напильники применяют для предварительной, черновой, грубой обработки; личные —для чистовой, отделочной обработки и бархатные — для окончательной, точной обработки.
Драчевыми напильниками за один рабочий ход, в зависимости от твердости металла, можно снять слой толщиной 0,05—0,1 мм с точностью обработки до 0,2—0,5 мм; личными — толщиной 0,02— 0,06 мм и с точностью обработки до 0,02 мм; бархатными можно обработать поверхность детали с точностью 0,01—0,005 мм.
Напильники имеют следующие части: нос — конец насеченной части напильника, тело — рабочая насеченная часть, пятка—не-насеченная часть тела напильника и хвостовик — часть напильника, на которую надевают ручку.
Напильники изготовляют длиной от 100 до 450 мм. Размер напильника следует выбирать соответственно величине обрабатываемой поверхности. Напильник должен быть на 150 мм длиннее опиливаемой поверхности.
В зависимости от вида обрабатываемых поверхностей изделий и от характера работ применяют напильники с профилем различной формы: плоские, полукруглые, квадратные, трехгранные и круглые. Плоские напильники используют для опиливания наружных и внутренних плоских поверхностей, наружных и внутренних криволинейных поверхностей выпуклой формы, плоских поверхностей, сквозных отверстий прямоугольной формы; полукруглые — для опиливания криволинейных поверхностей вогнутой формы, для выпиливания закруглений в углах; квадратные — для опиливания прорезей и отверстий прямоугольной формы; трехгранные — для выпиливания углов и отверстий треугольной формы; круглые — для выпиливания круглых и овальных отверстий.
Рис. 2. Пневматический напильник: 1 — рабочий инструмент, 2 — головка, 3 — преобразователь движения, 4 — редуктор, 5 — электродвигатель
На хвостовик напильника надевают деревянную ручку круглой формы с утолщением в середине. Ручки изготовляют из древесины твердых пород: березы, клена, бука. Поверхность ручки должна быть чистой и ровной. Чтобы ручка не раскололась при насадке на напильник и при работе, на конец ее надевают стальное кольцо.
Для повышения производительности труда при обработке металла применяют пневматические и электрические напильники.
Пневматический напильник (рис.2) состоит из рабочего инструмента, головки для его закрепления, преобразователя движения, редуктора и двигателя.

Опиливание производится, как правило, после операций рубки или резки для отделки поверхности обрабатываемого изделия и придания ему более точных размеров. В слесарном деле основными видами опиловочных работ являются:
- опиливание плоских наружных и криволинейных поверхностей;
- опиливание наружных и внутренних углов, а также сложных или фасонных поверхностей;
- опиливание углублений и отверстий, пазов и выступов, пригонка их к друг к другу.
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками. Напильник подбирают в зависимости от заданной точности обработки и величины припуска, оставляемого на опиливание; данные в таблице дают представление об этой зависимости.

Напильники и их конструкция.
Напильники представляют собой режущие инструменты в виде стальных закаленных брусков различного профиля с насеченными на рабочих поверхностях зубьями. Этими зубьями напильник срезает небольшие слои металла в виде стружки (опилок). Напильники бывают различной длины (за длину принимается насеченная часть напильника).
Виды насечек напильников. Насечка напильников бывает одинарной (простой) и двойной (перекрестной). Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий.

Рис. 1. Напильники.
а — плоский тупоносый, б — плоский остроносый, в — виды насечек (слева одинарная, справа двойная, или перекрестная)
Такими напильниками опиливают мягкие металлы (медь, бронзу, латунь, баббит, алюминий). Одинарная насечка наносится под углом 70-80 0 к ребру напильника.
В напильниках с двойной насечкой одна насечка называется основной, или нижней, а другая — верхней. Перекрестная насечка раздробляет стружку, что облегчает работу. У напильников с перекрестной насечкой нижняя обычно выполняется под углом 55 0 , а верхняя — под углом 70 0 . Наиболее целесообразными углами наклона насечек при обработке различных металлов являются углы, указанные в таблице:

Шаг, т.е. расстояние между двумя соседними зубьями, делают у нижней насечки большим, чем у верхней. В результате зубья располагаются друг за другом по прямой, составляющей некоторый угол с осью напильника (рис. 2), при движении напильника следы зубьев частично перекрывают друг друга. Благодаря этому на обрабатываемой поверхности не остаются глубокие канавки и она получается более чистой и гладкой.

Рис. 2. Насечка и зубья напильников.
а — правильная насечка, б — неправильная, в — углы зубьев, г — насеченный зуб, д — фрезерованный или шлифованный зуб, е — зуб, полученный протягиванием
Классификация напильников и их применение.
Напильники делятся на обыкновенные, специальные, рашпили и надфили. К обыкновенным относятся напильники плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые и круглые.

Рис. 3. Специальные напильники.
а — ножовочный, б — ромбический, в — овальный, г — напильник-брусовка
К специальным напильникам относятся:
— ножовочные, ромбические (мечевидные), плоские с овальными ребрами, овальные, а также напильники- брусовки (рис. 3) и др.;
— напильники в виде круглых дисков с насечками, нанесенными по окружности и на боковых сторонах (рис. 4).

Рис. 4. Напильники-диски.
а — д — виды дисковых напильников; е — приспособление, в котором закрепляется дисковый напильник для работы.
Рашпили — напильники с особым видом насечки, называемой рашпильной (рис. 5). Подразделяются они на плоские тупоносые, плоские остроносые, полукруглые, круглые.

Рис. 5. Рашпиль и рашпильная насечка.
Надфили (мелкие напильники) делятся на плоские тупоносые, плоские остроносые, трехгранные, квадратные, полукруглые, круглые, овальные, ромбические, ножовочные (рис. 6).

Рис. 6. Надфили.
Классы напильников. По числу насечек, приходящихся на 1см длины, напильники делятся на шесть классов:
- 1-й класс — напильники драчевые (крупная насечка); применяются для грубого чернового опиливания;
- 2-й класс — напильники личные (мелкая насечка); применяются для чистовой обработки поверхностей;
- 3-й, 4-й, 5-й и 6-й классы — напильники бархатные с мелкой и очень мелкой насечкой; применяются для подгонки деталей, для отделки, доводки и шлифования поверхностей.
Напильники-брусовки имеют всего один класс. Это драчевые с очень крупной насечкой напильники, применяемые для самого грубого опиливания. Рашпили применяются для грубого опиливания баббитов, свинца, цинка и других материалов; они делятся на два класса. Рашпили 2-го класса имеют более мелкую насечку, чем рашпили 1-го класса, поэтому ими можно пользоваться и для чистовой обработки (там, где не требуется высокое качество чистоты поверхности).
Насечки подразделяются на шесть номеров. Первый номер имеет 22 насечки, шестой 80 насечек на 1см длины. Надфили применяются при опиливании очень точных и мелких изделий, при опиливании изделий в местах, не доступных для обычных напильников, при изготовлении инструментов и обработке штампов.
Обращение с напильниками и уход за ними.
Напильники во время работы изнашиваются. Износ напильника сопровождается потерей его режущих способностей. Преждевременный износ напильника является обычно результатом неумелой работой или небрежного обращения с ним. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания поверхности, не очищенной от окалины и корки, или закаленной поверхности.
На продолжительность службы напильника влияют твердость обрабатываемого металла, острота насечки и качество закалки напильника, умение пользоваться им. Для удлинения срока службы напильников нужно соблюдать определенные правила.
Зубья нового напильника имеют заусенцы. При обработке твердого металла эти заусенцы быстро обламываются, а напильник тупится раньше срока. Следовательно, нельзя употреблять им, нужно опиливать мягкую сталь, бронзу, латунь. Лишь когда заусенцы на зубьях окончательно сработаются, можно перейти к обработке более твердых металлов.
Новыми напильниками нельзя опиливать поверхности с окалиной или литейной коркой, а также твердые, стальные неотожженные детали. Корку и окалину нужно срубить зубилом или снять на обдирочном наждачном точиле или, в крайнем случае, опилить старым напильником.
Личный напильник нельзя употреблять для опиливания мягких металлов (свинца, олова и т.п.), так как стружка этих металлов быстро забивает впадины между зубьями, и напильник будет только скользить по обрабатываемой поверхности. Забитые стружкой напильники очищают вдоль зуба стальной щеткой или пластинкой.
Всегда следует пользоваться только одной стороной напильника, вторую нужно пускать в дело лишь после затупления первой стороны или же в том случае, когда обработка обязательно должна производиться острыми зубьями, как при работе, так и при хранении нельзя укладывать напильники один на другой, бросать их в кучу с другими инструментами и предметами.
Надо беречь напильники от ржавления, следить, чтобы на них не попала вода. Не следует также допускать попадания на напильники наждачной пыли, так как при опиливании она затупляет зубья инструмента. Затупившиеся и изношенные напильники надо сдавать на восстановление.
Отделка обработанной поверхности.
Опиливание поверхности обычно заканчивается ее отделкой, которая производится различными способами. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками.
Отделка напильниками производится поперечным, продольным и круговым штрихами (рис. 7)

Рис. 7. Отделка поверхности напильником.
а — поперечным штрихом, б и в — продольным штрихом, г — круговым штрихом.
Чтобы получить в результате отделки гладкую и чистую поверхность, очень важно не допускать на ней глубоких царапин при доотделочном опиливании. Так как царапины получаются от опилок, застрявших в насечке напильника, необходимо во время работы насечку чаще прочищать и натирать мелом или минеральным маслом. Еще более тщательно надо прочищать и натирать мелом или маслом (а при опиливании алюминия — стеарином) насечку отделочных напильников, особенно при работе по вязким металлам.
После отделки напильником поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом. В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку следует натирать стеарином.
Обработка плоской поверхности шкуркой требует умения; неправильная работа шкуркой может привести к порче изделия. Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. Иногда шкурку навертывают на плоский напильник (в один слой) или же натягивают на напильник полоску шкурки, придерживая ее при работе.
При отделке криволинейной поверхности, а также в тех случаях отделки прямолинейной поверхности, когда возможный небольшой завал краев не будет считаться браком, шкурку навертывают на напильник в несколько слоев.
Измерение и контроль при опиливании. Чтобы убедиться в правильном опиливании плоскости, необходимо время от времени проверять ее проверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно. Если обозначается ровный по всей длине линейки просвет — плоскость опилена правильно, но грубо. Такой просвет образуется от того, что насечка напильника оставляет на поверхности металла тонкие бороздки и линейка опирается на их вершинки. На неправильно опиленной плоскости при наложении линейки обнаружатся неровные просветы. Проверка на просвет производится по всем направлениям контролируемой плоскости: вдоль и поперек и с угла на угол, т.е. по диагонали. Линейку надо держать тремя пальцами правой руки — большим, указательным и средним. Нельзя передвигать линейку по проверяемой плоскости: она от этого изнашивается и теряет прямолинейность. Чтобы переместить линейку, ее надо приподнять и осторожно наложить на новое место.
При проверке угольником его осторожно и плотно прикладывают длинной стороной к широкой плоскости детали; короткую сторону подводят к проверяемой боковой стороне и смотрят на свет. Если деталь с этой стороны опилена правильно, короткая сторона угольника плотно ляжет поперек боковой стороны детали. В случае неправильного опиливания угольник коснется либо только середины боковой стороны (если эта сторона выпуклая), либо какого-нибудь края (если боковая сторона косая).
Для проверки параллельности двух плоскостей пользуются кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения. Установка раствора ножек кронциркуля на определенный размер производится легким постукиванием одной из ножек по какому-нибудь твердому предмету.
Ножки кронциркуля надо устанавливать на детали так, чтобы их концы находились друг против друга. При косо установленных ножках, смещениях и наклонах при проверке будут получены неверные результаты.
Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности. Если при перемещении кронциркуля между его ножками ощущается качка, это значит, что в данном месте расстояние между плоскостями меньше; если же кронциркуль перемещается туго (без качки), это значит, что расстояние между плоскостями в данном месте больше, чем в другом.
Две плоскости могут считаться параллельными между собой, если ножки перемещаемого кронциркуля скользят по ним с легким трением равномерно.
Под размерной обработкой понимается обработка заготовки (детали) для придания ей заданных формы, размеров и шероховатости обработанных поверхностей. В результате обработки получается готовое изделие, которое может иметь самостоятельное применение (например, зубило, угольник), или деталь, пригодная к монтажу в собираемое изделие (например, рукоятки и рычаги различных конструкций). К операциям размерной слесарной обработки относятся опиливание, обработка отверстий (сверление, зенкерование, зенкование, цекование, развертывание) и нарезание наружных и внутренних резьб.
Опиливание металла
Опиливание — это операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента — напильника, целью которой является придание заготовке заданных формы и размеров, а также обеспечение заданной шероховатости поверхности. В большинстве случаев опиливание производят после рубки и резания металла ножовкой, а также при сборочных работах для пригонки детали по месту. В слесарной практике опиливание применяется для обработки следующих поверхностей:
• плоских и криволинейных;
• плоских, расположенных под наружным или внутренним углом;
• плоских параллельных под определенный размер между ними;
• фасонных сложного профиля.
Кроме того, опиливание используется для обработки углублений, пазов и выступов.
Различают черновое и чистовое опиливание. Обработка напильником позволяет получить точность обработки деталей до 0,05 мм, а в отдельных случаях и более высокую точность. Припуск на обработку опиливанием, т. е. разница между номинальным размером детали и размером заготовки для ее получения, обычно небольшой и составляет от 1,0 до 0,5 мм.
Инструменты, применяемые при опиливании
Основными рабочими инструментами, применяемыми при опиливании, являются напильники, рашпили и надфили.
Напильники представляют собой стальные закаленные бруски, на рабочих поверхностях которых нанесено большое количество насечек или нарезок, образующих режущие зубья напильника. Эти зубья обеспечивают срезание с поверхности заготовки небольшого слоя металла в виде стружки. Напильники изготавливают из инструментальных углеродистых сталей марок У10, У12, У13и инструментальных легированных сталей марок ШХ6, ШХ9, ШХ12.
Насечки на поверхности напильника образуют зубья, причем чем меньше насечек на единицу длины напильника, тем крупнее зубья. По виду насечек различают напильники с одинарной (рис. 3.1, а), двойной (перекрестной) (рис. 3.1, б) и рашпильной (рис. 3.1, в) насечками.
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, что требует приложения больших усилий. Такие напильники применяются для обработки цветных металлов, их сплавов и неметаллических материалов.
Напильники с двойной насечкой имеют основную насечку (более глубокую) и нанесенную поверх нее вспомогательную (более мелкую), которая обеспечивает дробление стружки по длине, что снижает усилия, прикладываемые к напильнику при работе. П1аг нанесения основной и вспомогательной насечек неодинаков, поэтому зубья напильника располагаются друг за другом по прямой, составляющей с осью напильника угол 5 Такое расположение зубьев на напильнике обеспечивает частичное перекрытие следов от зубьев на обработанной поверхности, что уменьшает ее шероховатость.

Напильники с рашпильной насечкой (рашпили) имеют зубья, которые образуются выдавливанием металла из поверхности заготовки напильника при помощи специального насекательного зубила. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Такое расположение зубьев на поверхности напильника обеспечивает уменьшение глубины канавок, образованных зубьями, за счет частичного перекрытия следов зубьев на поверхности заготовки, что облегчает резание. Рашпили применяют для опиливания мягких материалов (баббит, свинец, дерево, каучук, резина, некоторые виды пластмасс).
Насечки на поверхности напильника получают различными методами: насеканием (рис. 3.2, а) на специальных станках, фрезерованием (рис. 3.2, б) и протягиванием (рис. 3.2, в). Независимо от способа получения насечки зубья, образованные на поверхности напильника, имеют форму режущего клина, геометрическая форма которого определяется углом заострения р>, задним углом а, передним углом у и углом резания 5 (см. рис. 3.2, а).
Передний угол — это угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника. Угол заострения — это угол между передней и задней поверхностями зуба. Задний угол — это угол между задней поверхностью зуба и касательной к обработанной поверхности. Угол резания — это угол между передней поверхностью зуба и плоскостью обработанной поверхности.
Напильники классифицируются в зависимости от числа насечек на 10 мм длины напильника на 6 классов Насечки имеют номера от 0 до 5, при этом чем меньше номер насечки, тем больше расстояние между насечками и соответственно крупнее зуб. Выбор номера напильника зависит от характера работ, которые будут им выполняться. Чем выше требования к точности обработки и шероховатости обработанной поверхности, тем более мелким должен быть зуб напильника.
Для грубого чернового опиливания (шероховатость Rz 160… 80, точность 0,2…0,3 мм) применяются напильники 0-го и 1-го классов (драчевые), имеющие от 5 до 14 зубьев на 10 мм насеченной части в зависимости от длины напильника.
Для выполнения чистовой обработки (шероховатость Rz 40… 20, точность 0,05…0,1 мм) используются напильники с более мелким зубом 2-го и 3-го классов (личные), имеющие от 8 до 20 насечек на 10 мм длины насеченной части напильника.

Для пригоночных, отделочных и доводочных работ (шероховатость поверхности Ra 2,5… 1,25, точность 0,02…0,05 мм) применяются напильники с мел) ими и очень мелкими зубьями 4-го и 5- го классов (бархатные), имеющие от 12 до 56 насечек на 10 мм длины насеченной части.
Для выполнения слесарных работ предназначены напильники с двойной насечкой, выполненной метод on насекания. Такие напильники изготовляют с различной формой поперечного сечения, которая выбирается в зависимости от формы обрабатываемой поверхности.
плоские напильники (рис. 3.3, а, б) — для опиливания плоских и выпуклых широких наружных поверхностей и распиливания прямоугольных отверстий;
квадратные напильники (рис. 3.3, в) — для распиливания квадратных и прямоугольных проемов, прямоугольных пазов и узких плоских наружных поверхностей;

трехгранные напильники (рис. 3.3, г) — для распиливания отверстий и пазов с углами более 60°;
круглые напильники (рис. 3.3, д) — для распиливания круглых и овальных отверстии, а также вогнутых поверхностей малого радиуса закругления, которые не могут быть обработаны полукруглым напильником;
полукруглые напильники (рис. 3.3, е) — для опиливания вогнутых поверхностей большого радиуса закругления и галтелей;
ромбические напильники (рис. 3.3, ж) — для опиливания зубьев зубчатых колес, звездочек, для распиливания профильных пазов и поверхностей, расположенных под острыми углами;

ножовочные напильники (рис. 3.3, з) — для опиливания внутренних углов менее 10°, а также клиновидных канавок, узких пазов, зубьев зубчатых колес, плоских поверхностей и отделки углов в трехгранных, прямоугольных и квадратных отверстиях.
Рашпили по форме поперечного сечения могут быть плоские тупоконечные (рис. 3.4, а), плоские остроконечные (рис. 3.4, б), круглые (рис. 3.4, в) и полукруглые (рис. 3.4, г). Рашпили изготавливают с мелкой и крупной насечкой.
Для обработки мелких деталей применяют специальные напильники — надфили, имеющие малую длину (80,120 или 160 мм) и различную форму поперечного сечения (рис. 3.5). Надфили имеют также двойную насечку: основную — под углом 25 ° и вспомогательную — под углом 45
Для обеспечения высокого качества опиливания необходимо правильно выбирать профиль поперечного сечения, длину и насечку напильника.

Профиль поперечного сечения напильиика выбирается в зависимости от формы опиливаемой поверхности:
• плоский, плоская сторона полукруглого — для опиливания плоских и выпуклых криволинейных поверхностей;
• квадратный, плоский — для обработки пазов, отверстий и проемов прямоугольного сечения;
• плоский, квадратный, плоская сторона полукруглого — при опиливании поверхностей, расположенных под углом 90°;
• трехгранный — при опиливании поверхностей, расположенных под углом свыше 60°;
• ножовочный, ромбический — для опиливания поверхностей, расположенных под углом свыше 10°;
• трехгранные, круглые, полукруглые, ромбические, квадратные, ножовочные — для распиливания отверстий (в зависимости от их формы).
Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять:
• 100… 160 мм — для опиливания тонких пластин;
• 160…250 мм — для опиливания поверхностей с длиной обработки до 50 мм; 250…315 мм — с длиной обработки до 100 мм; 315… 400 мм — с длиной обработки более 100 мм;
• 100…200 мм — длг: распиливания отверстий в деталях толщиной до 10 мм;
• 315 …400 мм — для чернового опиливания;
• 100… 160 мм — при доводке (надфили).
Номер насечки выбирается в зависимости от требований к шероховатости обработанной поверхности.
Для удобного держания и обеспечения безопасности напильники снабжаются ручкой, которая изготовляется из дерева или пластмассы. Ручки бывают одноразовыми или многократного применения. Деревянные одноразовые ручки (рис. 3.6) напильников выполняют из березы или липы. Поверхность рукоятки должна быть чистой и ровной. Для предупреждения раскалывания при установке на хвостовик напильника рукоятка снабжается специальным металлическим кольцом, установленным на ее шейке. В рукоятке просверливается отверстие под хвостовик напильника. При закреплении хвостовик напильника вставляют в отверстие, затем, ударяя головкой рукоятки по верстак у или тискам, добиваются его плотного вхождения в отверстие рукоятки. Запрещается насаживание рукоятки ударами молотка по носку напильника, так как это может привести к травме.

Представляет интерес быстросменная пластмассовая ручка многократного пользования, изображенная на рис. 3.7. Внутрь пластмассового корпуса 3 ручки запрессован металлический стакан 3, дном которого служит гайка 4 с термически обработанной резьбой. В стакан помещены пружина 2 и в гулка 1 с пазом. От проворачивания и выпадения из ручки втулку предохраняет штифт, ввинченный в стакан. Относительно стакана втулка может двигаться только поступательно. Для установки ручки на напильник в нее вводят хвостовик. Ручку вращают, при этом гайка 4 навинчивается на хвостовик. Второй точкой опоры хвостовика является втулка, поджимаемая пружиной.

Слесарное опиливание
Слесарное опиливание
Опиливанием называют метод размерной обработки заготовок напильником. Опиливание предназначено для получения необходимой формы, размера, шероховатости и расположения поверхности. Опиливают такие поверхности заготовок, обработка которых на станках технически невозможна или экономически нецелесообразна (рабочие полости штампов, пресс-форм и т. п.). Опиливание применяют и для подгонки сопряженных поверхностей деталей на месте сборки изделия.
Виды опиливания. Опиливание бывает ручное и машинное. Опиливание с целью повысить качество поверхности иногда называют зачисткой.
Опиливание основано на разрушении поверхностного слоя материала заготовки режущими элементами инструмента (напильника), выполненными в виде клина. Каждый режущий клин срезает с заготовки слой материала и превращает его в стружку, которая размещается в стружечном пространстве.
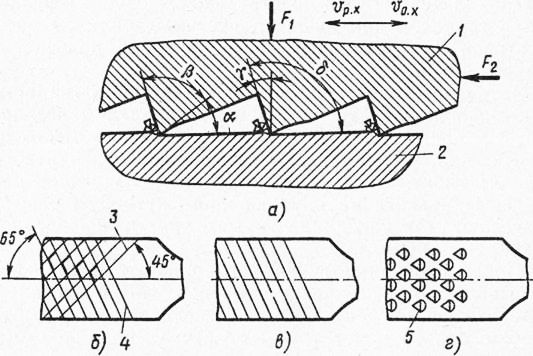
Рис. 1. Режущие элементы различных типов напильников: а — процесс опиливания, б, в; г — двойная, одинарная и точечная (рашпиль-ная) насечки соответственно; 1 — напильник, 2 — заготовка, 3 — вспомогательная насечка, 4 — основная насечка, 5 — режущая кромка; у — передний угол, а — задний угол, fi — угол заострения, 6 — угол резания
При опиливании напильник двигают вручную вперед (от себя) со скоростью Цр.х. рабочего хода и назад (на себя) со скоростью v0.x. обратного хода (рис. 1, а). Горизонтальную силу прикладывают как при рабочих, так и при холостых ходах, а вертикальную (двумя руками) — только при рабочих ходах. Чтобы напильник всегда был параллелен обрабатываемой поверхности, в начале рабочего хода на напильник сильнее нажимают левой рукой, а по мере его движения нажим левой рукой уменьшают, а правой — увеличивают.
Режущий инструмент для опиливания. Напильник представляет собой многолезвийный режущий инструмент, у которого зубья расположены на поверхностях стальных закаленных брусков, имеющих различные профиль поперечного сечения и длину. Напильник имеет рабочую часть и хвостовик. Оттянутую часть называют носком. На рабочей части различают узкую сторону, широкую сторону и ребро.
Зубья напильника получают насеканием, фрезерованием; шлифованием и другими технологическими методами. Наибольшее распространение получило насекание зубьев на насекальных станках специальными зубилами. Насеченные зубья более прочны.
Напильники изготовляют с различными по длине и форме режущими кромками. Короткую кромку в виде неправильного треугольника получают двойной насечкой, длинную (прямую или радиусную) кромку— одинарной насечкой. Короткую кромку получают также рашпильной (точечной) насечкой.
Слесарные напильники общего назначения обычно имеют двойную насечку — основную (под углом 65°) и вспомогательную (под углом 45°). Последняя делит основную насечку на многочисленные зубья, что позволяет при одинаковой затрате сил увеличить количество снимаемой стружки.
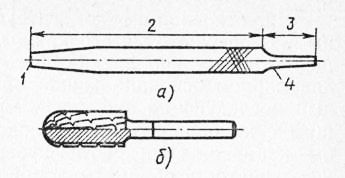
Рис. 2. Стержневой напильник (а) и борфреза (б): 1 — носок, 2 — рабочая часть, 3 — хвостовик, 4 — заплечик
Шаг основной и вспомогательной насечек делают разным. В результате этого каждый последующий зуб смещен относительно предыдущего в направлении, перпендикулярном оси напильника. Без такого смещения каждый последующий зуб следовал бы строго за предыдущим и на обрабатываемой поверхности образовывались бы канавки. Перекрытие зубьев обеспечивает низкую шероховатость обрабатываемой поверхности.
Величина стружечного пространства оказывает большое влияние на качество и производительность опиливания. Объем стружечного пространства определяется шагом насечки, т. е. числом основных насечек на длине 10 мм. Это число определяется номером насечки. Слесарные напильники общего назначения имеют шесть номеров насечек — от нуля (наибольший шаг) до 5 (наименьший шаг).
По форме поперечного сечения напильники общего назначения бывают: плоские, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные. Напильники общего назначения изготовляют длиной 100; 125; 150; 200; 250; 300; 350 и 400 мм.
Напильники маленьких размеров называют надфилями. Выпускаемые надфили имеют десять номеров насечки: 00; 0; 1; 2; 3; 4; 5; 6; 7 и 8. Формы поперечного сечения надфилей такие же, как напильников общего назначения. Кроме того, выпускают надфили трехгранные односторонние, овальные и пазовые. Каждый тип надфиля выпускают трех типоразмеров. Общая длина соответственно 100; 120 и 160 мм; длина рабочей части соответственно 50; 60 и 80 мм.
Слесарные напильники общего назначения и надфили делают из сталей У12, У12А, У13 и У13А. Допускается изготовление напильников из сталей 13Х и ШХ15. Напильники закаливают до твердости 54 HRQ .
Напильники для труднообрабатываемых материалов изготовляют из сталей 14ХФ и 13Х, а также из быстрорежущей стали. Они отличаются от напильников общего назначения числом и углами наклона насечек. Их широкие поверхности имеют радиусную форму, благодаря чему в работе одновременно участвует меньшее число зубьев.
При машинном опиливании применяют стержневые напильники и борфрезы. Стержневой напильник в отличие от слесарного имеет хвостовик, с помощью которого он крепится в машине. При опиливании штампов и пресс-форм широко применяют концевые и насадные борфрезы (диаметром 3 — 32 мм) цилиндрической, угловой, дисковой и другой формы. Изготовляют борфрезы из быстрорежущей стали или из инструментальной стали У12А и закаливают до твердости 66 HRC s. Борфрезы делают с особо крупным, крупным, средним, мелким и особо мелким зубом.
Оборудование и приспособления для опиливания. Опиливание вручную обычно производят за слесарным верстаком. Заготовку устанавливают в слесарных тисках, оснащенных алюминиевыми или медными нагубниками и деревянными прокладками, предохраняющими обработанные поверхности от повреждений.
Обработку заготовки борфрезами выполняют с помощью электрической машины с гибким валом. Опиливание стержневыми напильниками осуществляют на стационарных опиловочных станках. Использование приспособлений типа копиров позволяет повысить производительность опиливания, так как при этом в процессе работы не надо контролировать отклонение формы и расположения обрабатываемых поверхностей.
Последовательность и приемы выполнения работ при опиливании. Поверхность заготовки очищают от грязи, масла и окалины. Твердую поверхностную корку отливок и поковок предварительно удаляют старым напильником или зубилом. Затем заготовку размечают.
При выборе напильника необходимо учитывать физико-механические свойства обрабатываемого материала, размеры, форму обрабатываемой поверхности и ее расположение относительно других поверхностей заготовки, величину припуска на обработку, требуемую точность и шероховатость поверхности.
Плоские и плоские остроносые напильники применяют для обработки плоских и выпуклых поверхностей, канавок. Квадратные и прямоугольные пазы и отверстия опиливают квадратными напильниками. Трехгранные напильники удобны при обработке острых углов в пазах, а также трехгранных и многогранных отверстий. Круглые и овальные отверстия, вогнутые поверхности опиливают круглыми напильниками; вогнутые и плоские — полукруглыми; узкие фасонные поверхности, прорези и канавки — ромбическими.
Длину напильника рекомендуется выбирать на 150— 200 мм больше длины опиливаемой поверхности. Для очень точной обработки небольших поверхностей и твердых материалов используют надфили. Грубое опиливание мягких материалов, пластмасс и дерева рационально проводить рашпилями.
Опиливание производят последовательно каждым типом напильника (начиная с наиболее грубого и кончая наиболее точным). Заготовку устанавливают в тисках так, чтобы разметочная риска была хорошо видна, а опиливаемая поверхность располагалась горизонтально.
Для повышения производительности и качества обработки применяют перекрестное опиливание: сначала всю поверхность опиливают косым штрихом слева направо; потом — прямым штрихом; затем — косым штрихом справа налево.
В результате неправильной эксплуатации напильники теряют режущие свойства. Если на рабочую часть напильника попало масло или частицы стружки забили его впадины, то он становится непригодным для работы. Засаленные напильники очищают твердым куском древесного угля. От стружки напильник очищают заостренной лопаточкой из мягкого железа (или латуни) и стальной жесткой щеткой. Очистку ведут в направлении верхней насечки. Перед опиливанием алюминиевых сплавов напильник следует натереть стеарином в целях уменьшения его засаливания.
При опиливании контролируют шероховатость, форму, размеры и расположение поверхности. Шероховатость, как правило, контролируют по эталонным образцам. Отклонение от плоскостности (наиболее распространенный вид брака при опиливании) контролируют поверочной линейкой (на просвет). Взаимное расположение поверхностей контролируют угольниками, шаблонами и угломерами; линейные размеры проверяют штангенциркулями.
Читайте также: