
Накернивание разметочных линий кратко
Обновлено: 05.07.2024
При работе берут кернер тремя пальцами левой руки так, чтобы остриё кернера было строго на середине риски. Сначала наставляют кернер в сторону от себя и прижимают к намечаемой точке, затем быстро ставят в вертикальное положение и наносят лёгкий удар молотком массой 100…200 г. Линию окружности кернят в четырёх местах (точках пересечения осей с окружностью). На обработанных поверхностях керны наносят только на концах линий, иногда риски продолжают на боковые грани и накернивают там. Керны для сверления отверстий делают более глубокими, чтобы сверло не уводило в сторону от разметочной точки.
Для разметочных работ используют молотки В.М.Гаврилова со вставленной в сквозное отверстие уширённой части головки молотка четырёхкратной линзой. Пустотелая деревянная рукоятка служит пеналом для хранения кернеров и чертилок.
В молотке В.Н.Дубровина имеется линза, пенал в ручке и прикреплённая к ручке линейка.
Способы разметки с использованием специальных приспособлений
Разметка по шаблону применяется при изготовлении больших партий одинаковых по форме и размерам деталей. Шаблоны изготавливают из листового материала толщиной 0,5…1 мм, а для деталей сложной формы или с отверстиями толщиной 3..5 мм. Шаблон накладывают на окрашенную заготовку и проводят чертилкой риску вдоль контура шаблона, после чего риску накернивают. Иногда шаблон служит кондуктором, по которому деталь обрабатывается без разметки.
Разметку по образцу применяют при ремонтных работах, когда размеры снимают непосредственно с вышедшей из строя детали и переносят на разметочный материал с учётом износа.
Разметку по месту применяют при сборке больших деталей. Одну деталь размечают по другой в таком положении, в каком они должны быть соединены.
На заготовках из сплавов алюминия разметку производят не чертилкой, а карандашом так как после нанесения рисок чертилкой разрушается защитный слой и создаются условия для появления коррозии.
При точной разметке применяют более точные измерительные и разметочные инструменты: штангенрейсмас с точностью 0,05 мм; индикаторы часового типа; плоскопараллельные меры длин (плитки). Риски проводят неглубокие, накернивание проводят острозаточенным кернером.
Разметочные риски должны быть хорошо видны, не стираться в процессе обработки заготовки, не ухудшать внешний вид и не снижать качество детали.
Дефекты при разметке:
- несоответствие размеров размеченной заготовки данным чертежа вследствие невнимательности разметчика или неточности разметочного инструмента;
- неточность установки рейсмаса на нужный размер;
- небрежная установка заготовки на плите в результате неточной выверки плиты.
РУБКА МЕТАЛЛА
Сущность и назначение рубки
Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла или заготовка разрубается на части.
Рубка производится в тех случаях, когда по условиям производства станочная обработка трудно выполнима или нерациональна и когда не требуется высокой точности обработки.
Рубка применяется для удаления (срубания) с заготовки больших неровностей (шероховатостей), снятия твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях, для вырубания шпоночных пазов, смазочных канавок, для разделки трещин в деталях под сварку (разделка кромок), срубания головок заклепок при их удалении, вырубания отверстий в листовом материале. Кроме того, рубка применяется, когда необходимо от пруткового, полосового или листового материала отрубить какую-то часть.
Заготовку перед рубкой закрепляют в тисках. Крупные заготовки рубят на плите или наковальне, а особо крупные - на том месте, где они находятся.
В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0,5 до 1 мм, во втором - от 1,5 до 2 мм. Точность обработки, достигаемая при рубке, составляет 0,4. 1 мм.
Физические основы процесса резания
При рубке, как и при большинстве слесарных операций (опиливании, сверлении, шабрении, притирке и др.), осуществляется резание - процесс удаления режущим инструментом с обрабатываемой заготовки (детали) лишнего слоя металла в виде стружки.

Режущая часть (лезвие) любого режущего инструмента представляет
собой клин (зубило, резец) или несколько клиньев (ножовочное полотно, метчик, плашка, фреза, напильник) с определенными углами заострения.

Благодаря клиновидной форме он может внедряться в обрабатываемый материал и производить его разделение.
Рисунок . 5.1. Схема работы клина
Рассмотрим работу клина. Под действием силы Рна боковых поверхностях клина возникают силы нормального давления N = , которые производят разделение частиц металла.
Рассмотрим, как влияет изменение угла заострения клина β на условия резания. При β = 60°, N = Р - нормальная сила N равна действующей Р, при β Р - имеется выигрыш в силе, при β > 60°, N
Керном называется углубление ( лунка) , которая образуются от действия острия кернера при ударе молотком . Масса молотка должна быть СОРАЗМЕРНА массе кернера ( 100-200 грамм).
Разметка по шаблону применяется при изготовлении больших партий одинаковых по форме и размерам деталей, иногда малых , но сложных изделий.
Разметка по образцу -при этом шаблон не изготавливается.
Разметка по месту применяют при сборке больших деталей
Разметка карандашом производится на заготовках из алюминия и дюралюминия
( чертилкой не разрешается , так как она царапает поверхность и появляются условия для появления коррозии)
Точная разметка -используются более точные измерительные и разметочные инструменты.


Разметка по шаблону:
а — работа чертилкой и размеченная заготовка, б — работа чертилкой и накернивание
Убедившись в правильности выполнения разметки, все линии накернивают для того, чтобы они не стерлись при обработке заготовки. Керны (конусные углубления) должны быть неглубокими и разделятся разметочной риской пополам. При накернивании длинных рисок расстояние между двумя соседними углублениями должно быть 25-30 мм; при накернивании коротких рисок 10-15 мм; на закруглениях, сопряжениях и других криволинейных участках 5-10 мм; линии малых окружностей накернивают в четырех взаимно перпендикулярных точках; линии больших окружностей – в 6-8 местах (на пересечениях и сопряжениях риски накернивать обязательно.
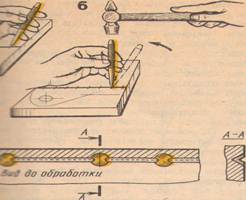
Накернивание разметочных линий производят в определенной последовательности. Кернер 1 (рис. 11, а) ставят острым концом на разметочную линию, затем с помощью оптической лупы 2, вмонтированной в боек молотка 3, проверяют установку острия кернера, слегка наклоняют кернер от себя (рис. 11, б) и прижимают к нужной точке.
Затем быстро устанавливают его в вертикальное положение и наносят легкий удар молотком 3 массой 100-200 г.
Центры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на поверхности детали оставались отпечатки половинок кернов. Керны обязательно ставят на пересечении рисок и закруглениях. На длинных прямых линиях керны наносятся на расстоянии 20-100 мм, на коротких линиях, перегибах, закруглениях и в углах – на расстоянии 5-10 мм. Окружность достаточно кернить в четырех местах – на ее пересечениях – взаимно перпендикулярными осями. Керны, нанесенные неравномерно, а также не на самой риске, не обеспечивают возможности контроля. На обработанных поверхностях Деталей керны наносят только на концах линий. Иногда на чисто обработанных поверхностях риски не накернивают, а продолжают их на боковые поверхности и накернивают там.
Убедившись в правильности выполнения разметки, все линии накернивают для того, чтобы они не стерлись при обработке заготовки. Керны (конусные углубления) должны быть неглубокими и разделятся разметочной риской пополам. При накернивании длинных рисок расстояние между двумя соседними углублениями должно быть 25-30 мм; при накернивании коротких рисок 10-15 мм; на закруглениях, сопряжениях и других криволинейных участках 5-10 мм; линии малых окружностей накернивают в четырех взаимно перпендикулярных точках; линии больших окружностей – в 6-8 местах (на пересечениях и сопряжениях риски накернивать обязательно.
Накернивание разметочных линий производят в определенной последовательности. Кернер 1 (рис. 11, а) ставят острым концом на разметочную линию, затем с помощью оптической лупы 2, вмонтированной в боек молотка 3, проверяют установку острия кернера, слегка наклоняют кернер от себя (рис. 11, б) и прижимают к нужной точке.
Затем быстро устанавливают его в вертикальное положение и наносят легкий удар молотком 3 массой 100-200 г.
Центры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на поверхности детали оставались отпечатки половинок кернов. Керны обязательно ставят на пересечении рисок и закруглениях. На длинных прямых линиях керны наносятся на расстоянии 20-100 мм, на коротких линиях, перегибах, закруглениях и в углах – на расстоянии 5-10 мм. Окружность достаточно кернить в четырех местах – на ее пересечениях – взаимно перпендикулярными осями. Керны, нанесенные неравномерно, а также не на самой риске, не обеспечивают возможности контроля. На обработанных поверхностях Деталей керны наносят только на концах линий. Иногда на чисто обработанных поверхностях риски не накернивают, а продолжают их на боковые поверхности и накернивают там.
Заготовки для деталей машин поступают на обработку в механические и слесарные цеха в виде поковок сортового металла. Чтобы знать, где и до каких размеров вести обработку, сначала заготовку размечают.
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий (рисок), определяющих контуры будущей детали или места, подлежащие обработке. Разметку выполняют точно и аккуратно, потому что ошибки, допущенные при разметке, могут привести к тому, что изготовленная деталь окажется браком.
Плоскостная разметка выполняется обычно на поверхностях плоских деталей и заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Приспособления для плоскостной разметки
Разметочные плиты:
а — на тумбах, б — на фундаменте
Для выполнения разметки используют различные приспособления: плиты разметочные, подкладки, поворотные приспособления, домкраты и т. д.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент.
Поверхность плиты всегда должны быть
сухой и чистой. После работы плиту
обметают щеткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом.
Плиты размещают в наиболее светлой части помещения или в качестве дополнительного источника света пользуются светильником.
Инструменты для плоскостной разметки
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали.
Кернер — слесарный инструмент, применяется для нанесения углубления (кернов) на предварительно размеченных линиях. Керны делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали. Изготовляют кернеры из инструментальной углеродистой стали. Кернеры бывают обыкновенные, специальные, пружинные (механические) и электрические.
Чертилки.

Кернер.
Циркули слесарные
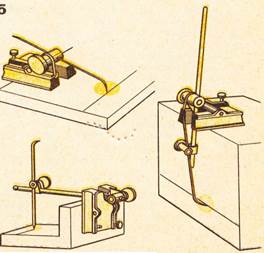
Разметочный штангенциркуль. Слесари-новаторы, стремясь повысить точность разметки, совершенствуют конструкции циркулей.
разметочный штангенциркуль для разметки плоскостей. Он имеет штангу 9 с утолщенным концом, в котором устанавливается резец 2. По штанге перемещается рамка 6 с нониусом 3. В нижней части рамки находится вставка 13, в отверстие которой вставляется сменная центрирующая коническая опора, закрепляемая зажимом 12.
При разметке вначале устанавливают центрирующую опору, соответствующую базовому отверстию, затем на плоскость размечаемой детали устанавливается резец. После этого проверяют горизонтальное положение штангенциркуля по уровню 5, закрепляют резец стопорным зажимом 1 и производят разметку.
Рейсмас является основным инструментом для пространственной разметки. Он служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмас состоит из чугунного основания 2 (рис. 43, а), вертикальной стойки (штатива) 5, винта с гайкой 6 для крепления чертилки 4, установочного винта 3 для подводки иглы на точную установку размера, планки 1 и муфты 7.
Применение рейсмаса показано на рис. 43, б. Для более точной разметки применяют рейсмас с микрометрическим винтом.
Рис. 43. Рейсмас и его применение.
Подготовка к разметке
Перед разметкой необходимо выполнить следующее:
очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой и др.;
тщательно осмотреть заготовку, все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение.
Окрашивание поверхностей. Для окраски используют различные составы.
Мел, разведенный в воде. Состав доводят до кипения, затем для предохранения слоя краски от стирания в него добавляют жидкий столярный клей. После добавления клея состав еще раз кипятят. Такой краской покрывают черные необработанные заготовки.
Обыкновенный сухой мел. Им натирают размечаемые поверхности. Окраска получается менее прочной.
Раствор медного купороса. Очищенную от пыли, грязи и масла поверхность покрывают раствором купороса кистью или кусковым медным купоросом натирают смоченную водой поверхность, подлежащую разметке. Разметку делают после того, как купорос высохнет.
На поверхности заготовки осаждается тонкий слой меди, на который хорошо наносятся разметочные риски.
Быстросохнущие лаки и краски применяют для покрытия поверхностей больших обработанных стальных и чугунных отливок. Цветные металлы, горячекатаный листовой и профильный стальной материал лаками и красками не окрашивают.
Приемы плоскостной разметки
Разметочные линии наносят в такой последовательности: сначала проводят горизонтальные, затем — вертикальные, после того — наклонные и последними — окружность, дуги и закругления. Вычерчивание дуг в последнюю очередь дает возможность проконтролировать точность расположения прямыx рисок: если они нанесены точно, дуга замкнет их и сопряжения получатся плавными.
Прямые риски наносят чертилкой, которая должна быть наклонена в сторону от линейки рис. 45, б) и по направлению перемещения чертилки (рис. 45, а). Углы наклона должны соответствовать указанным на рисунке и не меняться в процессе нанесения рисок, иначе линии будут не параллельными линейке. Риски ведут только один раз.
Рис. 46. Нанесение линий: А) перпендикулярных;
Б) параллельных.
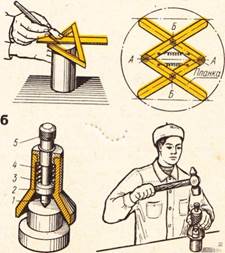
Рис. 47. Отыскание центров окружностей.
Перпендикулярные линии (не в геометрических построениях) наносят с помощью угольника. Деталь (заготовку) кладут в угол плиты и слегка прижимают грузом, чтобы она не двигалась в процессе разметки. Первую риску проводят по угольнику, полку которого прикладывают к боковой поверхности 6 (рис. 46, а) разметочной плиты. После этого угольник прикладывают полкой к боковой поверхности и проводят вторую риску, которая будет перпендикулярна первой.
Параллельные риски (линии) наносят с помощью угольника (рис. 46, б), перемещая его на нужное расстояние.
Отыскание центров окружностей осуществляют с помощью центроискателей и центрометчиков. Простейший центроискатель (рис 47, а) представляет угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Установив угольник- центроискатель на наружную поверхность изделия, проводят чертилкой прямую. Она пройдет через центр окружности. Повернув угольник на некоторый угол (около 90°), проводят вторую прямую. На их пересечении и находится центр.
При малом диаметре размечаемого торца центроискателями пользоваться неудобно, в этом случае используют кернер-центроискатель.
Кернер-центроискатель (рис. 47, 6) применяется для нанесения центров на цилиндрических деталях диаметром до 40 мм.
Разметка углов и уклонов, производится с помощью транспортиров (рис. 48, а) и угломеров. При разметке транспортир (рис. 48, б) устанавливают на заданный угол, удерживая левой рукой основание его, а правой рукой, поворачивая широкий конец линейки до тех пор, пока конец линейки, имеющий форму стрелки, не совпадет с делением заданных градусов, нанесенных на основании. После этого линейку закрепляют шарнирным винтом, затем чертилкой наносят линии.
Рис. 48. (слева) транспортир для разметки углов и уклонов и его применение.
Рис.51. Ватерпас с градусной шкалой (а); угломер часового типа (б).

Рис. 49. Штангенциркуль карманный.
Рис. 50. Центроискатель-транспортир.

Штангенциркуль карманный (рис. 49) с линейкой для измерения глубин, вместо обычного нониуса имеет индикатор часового типа. Этот инструмент успешно используется разметчиками, так как уменьшает напряжение зрения при взятии отсчетов и обеспечивает достаточную точность.
Центроискатель-транспортир (рис. 50) отличается от обычного транспортира-центроискателя наличием транспортира 2, который при помощи движка 4 может перемещаться по линейке 3 и закрепляться на ней в нужном положении гайкой 5. Линейка прикреплена к угольнику 7. Транспортир дает возможность находить центры отверстий, расположенных на заданном расстоянии от центра цилиндрической детали и под любым углом. На рис. 50 найдено положение точки d, находящейся под углом 45° и на расстоянии 25 мм от центра.
Ватерпас с градусной шкалой и угломер часового типа (рис. 51), выпускаемые в ГДР, могут быть использованы для разметочных работ. Ватерпас (рис. 51, а) рационально применять при измерении уклонов с точностью до 0,0015° и при установке деталей на плите в тех случаях, когда плоскость разметочной плиты строго выверена по уровню.
Угломер часового типа (рис. 51, 6) не требует большого напряжения зрения при установке угловых величин по шкале.
Накернивание разметочных линий
Керном называется углубление (лунка), образовавшееся от действия острия (конуса) кернера при ударе по нему молотком.
Масса молотка должна быть соразмерна массе кернера.
Рис.52. Накернивание разметочных линий:

Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или места, подлежащее обработке.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм.
Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Пространственная разметка наиболее распространена в машиностроении; и по приёмам она отличается от плоскостной.
Характерности плоскостной маркировки
Назначение разного типа маркировки – это правильно, правильно и без огрехов перенести на заготовку размеры, требуемые во время изготовления детали. Разрешается погрешность при ее выполнении 0,2–0,5 мм.
Основная особенность плоскостной маркировки – сложность. По этому данную операцию лучше всего использовать в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
Помимо плоскостной маркировки применяется пространственная разметка. Она выделяется тем, что все линии вычерчиваются на нескольких поверхностях, находящихся в различных плоскостях относительно друг друга.
Разметка наноситься разметочными рисками. Они собой представляют линии с особыми углублениями, сделанными методом накернивания.
Приспособления для плоскостной разметки
Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из мелкозернистого серого чугуна.
Размер плиты выбирают так, чтобы её ширина и длина были на 500 мм больше соответствующих размеров размечаемой заготовки. Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щёткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом.
Инструменты для плоскостной маркировки
Работы необходимо выполнять на ровной и удобной поверхности. Для этой цели применяют разметочные столы:
Ключевые условия к качеству и конструкции столов:
-
Крепость и стойкость.
Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется ставить на домкратах.

- грузами для фиксирования листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления листов металла;
- прямоугольными и клиновидными прокладками для установки профилей и остальных деталей.
Место работы должно быть гарантировано всеми нужными для плоскостной маркировки инструментами. В таблице приведен список нужных инструментов и определенные советы по работе с ними.
· один конец затачивается под 45 градусов, второй – согнут в кольцо;
· острый конец закаливают
· чертилку во время работы отклоняют от линейки по направлению ее перемещения, она должна регулярно острием прижиматься к линейке
· наличие в рабочей части графитового карандаша
· проведение параллельных рисок
· высота фиксации отмеряется угольником
· нанесение лунок на разметочные линии
· конец затачивается под 60 градусов;
· бывают ручные и автоматические (выставляют отметки одинакового размера)
· угольник с полкой используется для проверки корректности размещения деталей на плите
· перенос размеров с линейки на заготовки
· используется для хранения оборудования
· должна быть чистой и сухой
Основные причины брака при разметке
Брак по вине разметчика
Брак по причинам, не зависящим от разметчика
Неправильное прочтение чертежа
Неправильный выбор баз
Неточность разметочного инструмента и разметочной плиты
Неправильное или неточное откладывание размеров
Неточность измерительного инструмента
Неправильное пользование инструментами и несоблюдение правил разметки
Неправильно или неточно обработана база, относительно которой ведется разметка
Небрежность при разметке
Выполнение плоскостной разметки состоит из нескольких этапов:
- заготовку предварительно осматривают, проверяют, нет ли у нее пороков (раковин, трещин, пузырей);
- намеченную к разметке поверхность очищают от окалины и остатков формовочной земли;
- удаляют с детали неровности;
- окрашивают поверхность для того, чтобы разметочные линии были отчетливо видны при обработке. Черные, т.е. необработанные, а также грубо обработанные поверхности окрашивают мелом, скоросохнущими красками или лаками. Мел (порошок) разводят в воде до густоты молока и в полученную массу прибавляют немного льняного масла и сиккатива. Не рекомендуется натирать размечаемую поверхность куском мела, так как мел быстро осыпается и разметочные линии пропадают. Для окрашивания чисто обработанных поверхностей применяют: раствор медного купороса (две-три чайные ложки на стакан воды), который наносится на поверхность кистью или тряпочкой; или кусковой купорос, которым натирают смоченные водой поверхности. В обоих случаях поверхность покрывается тонким и прочным медным слоем, на котором отчетливо видны разметочные линии;
- определяют базу, от которой будут наноситься риски. При плоскостной разметке базами могут служить наружные кромки плоских деталей (нижняя, верхняя или боковая), которые предварительно выравнивают, полосового и листового материала, а также различные линии, нанесенные на поверхность, например центровые, средние, горизонтальные, вертикальные или наклонные;
- наносятся риски обычно в следующем порядке: сначала проводят все горизонтальные риски, затем вертикальные, после этого наклонные и, наконец, окружности, дуги и закругления.
Так как риски во время работы легко затереть руками и тогда они станут плохо заметны, по линиям рисок набивают кернером небольшие углубления — керны, которые должны разделяться риской пополам. Расстояния между кернерами определяют на глаз. На длинных линиях простого очертания эти расстояния принимаются от 20 до 100 мм; на коротких линиях, а также в углах, перегибах или закруглениях — от 5 до 10 мм. На обработанных поверхностях точных изделий керны по разметочным линиям не делаются.
Инструменты для пространственной (объёмной) разметки
Те же что и для плоскостной разметки + штангенрейсмас.
Рейсмас является основным инструментом для пространственной разметки и служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите.
Подготовка к разметке.
Перед разметкой необходимо выполнить следующее:
— очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой и др.;
— тщательно осмотреть заготовку;
— при обнаружении раковин, пузырей, трещин и т. п., точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно);
— все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
— изучить чертеж размечаемой детали, выяснить её особенности и назначение;
— определить базовые поверхности заготовки, от которых следует откладывать размеры в процессе разметки;
— при плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносятся в первую очередь;
— за базы удобно также принимать приливы, бобышки, платики.
Нанесение разметочных рисок. Разметочные риски наносятся в такой последовательности: сначала проводят горизонтальные, затем — вертикальные, после этого — наклонные и последними — окружности, дуги и закругления.
Прямые риски наносят чертилкой, которая должна быть наклонена по направлению её перемещения и в сторону от линейки. Чертилку всё время прижимают к линейке, которая должна плотно прилегать к детали. Риски проводят только один раз. Если риска нанесена некачественно её закрашивают, дают красителю высохнуть, и проводят риску вновь.
Разметка углов и уклонов производится с помощью транспортиров, штангенциркулей, угломеров.
Накернивание разметочных линий. Керном называется углубление (лунка), образовавшееся от действия острия кернера при ударе по нему молотком. Центры кернеров должны располагаться точно на разметочных линиях.
Разметочные молотки. Для разметочных работ используют молоток №1 (массой 200 гр.).
Способы разметки. Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей, но иногда этим способом размечают даже малые партии, но сложных изделий.
Разметка карандашом производится по линейке на заготовках из алюминия и дюралюминия. Размечать последние с помощью чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и появляется следы коррозии.
Дефекты:
— несоответствие размеров размеченной заготовки данным чертежа вследствие невнимательности разметчика или неточности разметочного инструмента;
— неточность установки рейсмаса на нужный размер; причиной этого является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки;
— небрежная установка заготовки на плите в результате выверки плиты.
Безопасность труда.
Соблюдать следующие правила безопасности труда:
— установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах;
— заготовки (детали) и приспособления надёжно устанавливать ближе к середине;
— перед установкой заготовок (деталей) проверить плиту на устойчивость;
— проверять надёжность крепления молотка на рукоятке;
— удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит — метлой.
Дата добавления: 2015-05-05; 15515; Опубликованный материал нарушает авторские права? | Защита персональных данных |
Не нашли то, что искали? Воспользуйтесь поиском:
Кол-во блоков: 10 | Общее кол-во символов: 11873
Количество использованных доноров: 3
Информация по каждому донору:
Читайте также:
- Климат в белоруссии кратко
- Экономическое влияние россии география 9 кратко
- Классификация наук аль фараби кратко
- Административное деление великобритании на английском кратко
- Обязанность платить налоги и сборы кратко