
Инструментальные стали и твердые сплавы кратко
Обновлено: 02.07.2024
Для изготовления режущих инструментов применяют различные материалы:
- Сталь инструментальная углеродистая
- Сталь легированная
- Сталь быстрорежущая
- Твердые сплавы
- Минералокерамические материалы
- Алмазы
Сталь быстрорежущая
Быстрорежущими называют стали, содержащие от 8,5 до 19% вольфрама и от 3,8 до 4,4% хрома, а также кобальт и ванадий.
После термической обработки, включающей закалку и многократный (двух- или трехкратный) отпуск при температуре 550..600° С, инструмент из быстрорежущих сталей может иметь твердость HRC 63—65, и характеризуется повышенным сопротивлением износу и теплостойкостью до 600° С.
В настоящее время выпускаются следующие марки быстрорежущей стали:
- Р9, Р18, Р9Ф5, Р18Ф2 — стали нормальной производительности;
- Р9К5, Р14Ф4, Р9К10, Р18К5Ф2 и Р10К5Ф5 — стали повышенной производительности.
Обозначение быстрорежущих сталей:
- Буква Р обозначает, что сталь относится к группе быстрорежущих;
- Цифра, стоящая после буквы Р, показывает среднее содержание вольфрама в процентах;
- Цифра после буквы К — среднее содержание кобальта;
- Цифра после буквы Ф — среднее содержание ванадия.
Резцы из быстрорежущей стали рекомендуется применять там для инструмента, где нет быстроходных и мощных станков и, следовательно, не могут быть эффективно использованы резцы с пластинками из твердого сплава, либо при работе с ударами, когда твердосплавные резцы недостаточно прочны.
Быстрорежущую сталь марки Р18 применяют для изготовления особенно ответственного режущего инструмента и фасонных резцов.
Быстрорежущие стали марок Р9К5, Р9К10, Р18К5Ф2 и Р10К5Ф5 — стали повышенной производительности — имеют более высокую твердость, красностойкость и повышенную износостойкость по сравнению с быстрорежущей сталью Р18, рекомендуется применять при обработке труднообрабатываемых легированных сталей, высокопрочных нержавеющих и жаропрочных сталей и сплавов.
При обработке чугуна быстрорежущую сталь применять не рекомендуется.
Твердые сплавы
Твердые сплавы — наиболее производительные из всех существующих инструментальных материалов.
Твердые сплавы, изготовляемые в СССР, делятся на три группы:
- вольфрамовая (однокарбидные);
- титано-вольфрамовая (двухкарбидные);
- титано-тантало-вольфрамовая (трехкарбидные).
Однокарбидные твердые сплавы условно обозначаются буквами ВК и цифрой, указывающей процент содержания кобальта. Например, в сплаве ВК8 содержится 92% карбида вольфрама и 8% кобальта. К этой же группе относятся марки ВК2, ВК3М, ВК4 и ВК8.
Двухкарбидные твердые сплавы обозначаются буквами ТК и цифрами, стоящими после каждой из этих букв, которые указывают соответственно процент содержания карбида титана и кобальта. Например, твердый сплав Т15К6 содержит 15% карбида титана, 6% — кобальта, остальные 79% составляет карбид вольфрама.
К группе двухкарбидных твердых сплавов относятся марки Т5К10, Т14К8, Т15К6, Т30К4 и Т5К12В.
Трехкарбидные твердые сплавы условно обозначаются буквами ТТК и цифрами, стоящими после букв ТТ и К, которые указывают соответственно процент содержания карбида титана, карбида тантала и кобальта. Например, твердый сплав ТТ7К12 содержит 7% карбида титана и карбида тантала (из них 4% TaC и 3% TiC), 12% кобальта, остальные 81% составляет карбид вольфрама.
Твердые сплавы изготовляют в виде пластинок, которые припаивают или механически прикрепляют к стержню резца.
Основное преимущество твердых сплавов заключается в их исключительно высокой твердости (HRA 87—91), хорошей сопротивляемости истиранию сходящей стружкой и высокой температурной стойкости (800—900° С). Благодаря этим ценным свойствам, резцы с пластинками из твердого сплава пригодны для обработки самых твердых металлов и неметаллических материалов (стекла, фарфора, пластмасс) со скоростями резания, превышающими в 3—4 раза и более скорости, допускаемые быстрорежущими резцами. Недостатком твердых сплавов является их хрупкость.
В табл. 11 приведены свойства и назначение основных марок твердых сплавов.
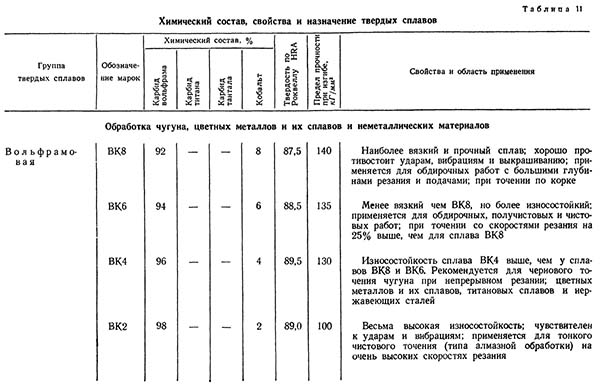
Cвойства и назначение основных марок твердых сплавов

Cвойства и назначение основных марок твердых сплавов

Cвойства и назначение основных марок твердых сплавов
Минералокерамические сплавы
Минералокерамические сплавы имеют высокую температурную стойкость (до 1100..1200° С) и исключительно высокую износостойкость. Это позволяет обрабатывать металлы, особенно чугун, резцами с минералокерамическими пластинами на более высоких скоростях резания по сравнению с твердосплавными резцами. Основным недостатком минералокерамических пластинок является их повышенная хрупкость. Поэтому при применении резцов с минералокерамическими пластинками следует избегать ударов, вибраций и других неблагоприятных условий работы, которые могут привести к разрушению пластинок.
Испытания резцов, оснащенных минералокерамическими пластинками, показали, что при получистовом и чистовом точении деталей из стали, чугуна и цветных металлов в условиях безударной работы они могут успешно заменить по производительности резцы с твердосплавными пластинками. Эти же испытания показали, что минералокерамические пластинки в целях меньшего их выкрашивания и поломок лучше крепить механическим путем, чем припаивать или приклеивать к стержням.
Краткий исторический обзор получения материалов для изготовления режущих инструментов
Основоположниками учения о резании металлов считают выдающихся русских ученых И. А. Тиме (1838—1920), К. А. Зворыкина (1861 — 1928), Я. Г. Усачева (1873—1941).
Работы этих ученых получили мировое признание и до сих пор не утратили своей ценности.
В 1868 г. профессор Петербургского горного института И. А. Тиме подробно исследовал процесс резания различных металлов. Он впервые объяснил, как происходит процесс образования стружки, и дал классификацию стружек, получающихся при резании металлов в различных условиях. И. А. Тиме определил пути дальнейшего развития учения о резании металлов. Он также первый в мире теоретически вывел формулы для определения силы резания и объяснил явление усадки стружки.
Крупный вклад в области резания металлов сделал профессор К. А. Зворыкин. В 1893 г. им впервые был создан прибор для определения силы резания. Он первый дал схему сил, действующих на резец, и теоретически вывел наиболее точную для своего времени формулу для определения силы резания.
Мировую известность получили также работы старшего мастера Петербургского политехнического института Я. Г. Усачева. Применив микроскоп, он впервые в 1912 г. произвел глубокое исследование процесса образования стружки и наметил новое направление в науке о резании металлов — изучение физических явлений процесса резания. Я. Г. Усачев установил явление наклепа, объяснил процесс образования нароста, разработал метод определения температуры резца и др.
Достойными продолжателями русских ученых дореволюционного периода являются наши ученые, создавшие советскую школу резания металлов, отличительной особенностью которой является тесное содружество науки с производством, ученых с новаторами производства. Работами советских ученых совместно с рабочими-новаторами было создано впервые в мировой науке высокопроизводительное резание металлов (резание с большими скоростями и подачами). Это явилось важным резервом дальнейшего повышения производительности труда в машиностроении.
Особенно значительный вклад в учение о резании металлов был сделан советскими учеными А. В. Панкиным, В. А. Кривоуховым, Н. И. Резниковым, И. М. Беспрозванным, М. Н. Лариным, Г. И. Грановским, П. П. Грудовым.
Инструментальные стали предназначены для изготовления режущего и измерительного инструмента, а также штампов холодного и горячего деформирования. Это углеродистые и легированные стали с высокими твердостью и износостойкостью. Методами порошковой металлургии получены сплавы повышенной твердости, износостойкости, теплостойкости для специального инструмента. Углеродистые инструментальные стали маркируют буквой У и цифрами содержания С в десятых % и легирующего элемента в %. Быстрорежущие маркируют буквой Р и цифрами содержания W в %,V и Co в %.
Стали для режущего инструмента должны быть износо- и теплостойкими, твердыми и прочными, высокопластичными и вязкими. Для резания материалов малой твердости на низких используют углеродистые стали У8 – У12 после закалки и низкого отпуска. Из стали 7ХФ изготавливают инструмент, работающий с ударными нагрузками. Для чистой обработки – ХВ4 с особой твердостью и износостойкостью (карбиды W). Быстрорежущие стали, обладают высокой теплостойкостью за счет карбидов W, Mo, V, Co и структуры мартенсита, формируемой специальной ТО, их износостойкость повышается за счет низкотемпературного цианирования. Марки Р18, Р9Ф5 (нормальная производительность); Р18Ф2; Р18К5Ф2 и др. (повышенная производительность).
Стали для измерительного инструмента должны иметь высокую износостойкость и стабильность размеров и формы. К ним относятся: высокоуглеродистые хромовые стали: Х; ХВГ,9ХС и др., закаливаемые до твердости 57-60HRC, никель-хромовые: 12ХН3А и др. Для плоского инструмента с закалкой поверхности ТВЧ; 38ХМЮА - для инструмента большого размера и сложной формы.
Стали для штампов холодного и горячего деформирования должны быть твердыми, прочными, износостойкими, с вязкой сердцевиной, хорошо прокаливаться, не менять формы и размеров при ТО. Для холодного деформирования – это низколегированные: Х, ХВГ, 9ХС и углеродистые инструментальные (У10-У12), высокохромистые (Х12; Х12М) и легированные W (4ХВС2 и др.) Подвергаются закалке и многократному отпуску. Стали для горячего деформирования должны иметь те же прочные свойства, но в сочетании с теплопроводностью, жаропрочностью. Для молотовых штампов используются, стали легированные Mo и V (5ХНМ, 5ХНВС)+ прерывистая закалка. Для литьевых форм: 4ХВС2 и др.; тяжело нагревающийся инструмент изготавливают из сталей с высоким содержанием W (3Х2В8Ф); при резких перепадах температуры стали легированные Cr (4Х5ФС, 4Х4ВМФС и др.).
Твердые сплавы состоят из высокотвердых и тугоплавких карбидов W, Ti, Ta с металлической связкой, полученные методами порошковой металлургии. Порошки WC (вольфрамовые сплавы); Ti+WC (титан вольфрамовые сплавы) и TiC-TaC-WC (титанотанталовольфрамовые сплавы) смешиваются с кобальтовой связкой, прессуют и спекают при 1400-1550 С в вакууме или .
Маркируют буквами и цифрами: вольфрамовые - ВК; титан вольфрамовые - ТК; титанотанталовольфрамовые – ТТК, цифры – содержание Со (в ТТК и ВК) или WC – в сплавах ТК. Недостаток – хрупкость и сложность обработки.
Чугуны
Сплавы Fe-C с концентрацией С>2,14% и примесями Si, Mn, P, S. Если в стали углерод растворен в феррите и аустените, а также связан в цементите, то в чугуне он может находиться в виде свободного графита. Механические свойства и области применения чугуна чаще всего определяются именно структурой его углеродной составляющей. По ее виду различают: белые, серые, высокопрочные и ковкие чугуны. Для обеспечения требуемых характеристик чугуны легируют Ni, Cr, Al, Ti и др. и применяют специальные ТО для изменения структуры углеродистой составляющей.
- белые чугуны содержат углерод в виде цементита. Прочные, твердые, но хрупкие и непластичные, хорошо обрабатываются литьем, но плохо резанием. Маркируются БЧ, далее цифры, характеризующие их механические св-ва;
- серые: высокопрочные (графит шаровидной формы, окружен цементитом, маркируется ВЧ) и ковкие (содержат графит хлопьевидной формы, маркируются КЧ, хорошо обрабатываются резанием и давлением). Из КЧ и ВЧ изготавливаются детали узлов трения, корпуса машин и оборудования. Свободный графит обеспечивает хорошую смазку трущихся частей, особенно при высоких температурах.
- легированные чугуны бывают жаростойкими, высокопрочными, коррозионно- и износостойкие. Маркируются Ч, далее как легированные стали.

Получение графита определенной формы обеспечивается в ходе графитизации при плавлении, а также длительном отжиге. В качестве графитизаторов используются специальные примеси (повышенное содержание соли, щелочных металлов, Si , др.)
Инструментальные стали предназначены для изготовления режущего и измерительного инструмента, а также штампов холодного и горячего деформирования. Это углеродистые и легированные стали с высокими твердостью и износостойкостью. Методами порошковой металлургии получены сплавы повышенной твердости, износостойкости, теплостойкости для специального инструмента. Углеродистые инструментальные стали маркируют буквой У и цифрами содержания С в десятых % и легирующего элемента в %. Быстрорежущие маркируют буквой Р и цифрами содержания W в %,V и Co в %.
Стали для режущего инструмента должны быть износо- и теплостойкими, твердыми и прочными, высокопластичными и вязкими. Для резания материалов малой твердости на низких используют углеродистые стали У8 – У12 после закалки и низкого отпуска. Из стали 7ХФ изготавливают инструмент, работающий с ударными нагрузками. Для чистой обработки – ХВ4 с особой твердостью и износостойкостью (карбиды W). Быстрорежущие стали, обладают высокой теплостойкостью за счет карбидов W, Mo, V, Co и структуры мартенсита, формируемой специальной ТО, их износостойкость повышается за счет низкотемпературного цианирования. Марки Р18, Р9Ф5 (нормальная производительность); Р18Ф2; Р18К5Ф2 и др. (повышенная производительность).
Стали для измерительного инструмента должны иметь высокую износостойкость и стабильность размеров и формы. К ним относятся: высокоуглеродистые хромовые стали: Х; ХВГ,9ХС и др., закаливаемые до твердости 57-60HRC, никель-хромовые: 12ХН3А и др. Для плоского инструмента с закалкой поверхности ТВЧ; 38ХМЮА - для инструмента большого размера и сложной формы.
Стали для штампов холодного и горячего деформирования должны быть твердыми, прочными, износостойкими, с вязкой сердцевиной, хорошо прокаливаться, не менять формы и размеров при ТО. Для холодного деформирования – это низколегированные: Х, ХВГ, 9ХС и углеродистые инструментальные (У10-У12), высокохромистые (Х12; Х12М) и легированные W (4ХВС2 и др.) Подвергаются закалке и многократному отпуску. Стали для горячего деформирования должны иметь те же прочные свойства, но в сочетании с теплопроводностью, жаропрочностью. Для молотовых штампов используются, стали легированные Mo и V (5ХНМ, 5ХНВС)+ прерывистая закалка. Для литьевых форм: 4ХВС2 и др.; тяжело нагревающийся инструмент изготавливают из сталей с высоким содержанием W (3Х2В8Ф); при резких перепадах температуры стали легированные Cr (4Х5ФС, 4Х4ВМФС и др.).
Твердые сплавы состоят из высокотвердых и тугоплавких карбидов W, Ti, Ta с металлической связкой, полученные методами порошковой металлургии. Порошки WC (вольфрамовые сплавы); Ti+WC (титан вольфрамовые сплавы) и TiC-TaC-WC (титанотанталовольфрамовые сплавы) смешиваются с кобальтовой связкой, прессуют и спекают при 1400-1550 С в вакууме или .
Маркируют буквами и цифрами: вольфрамовые - ВК; титан вольфрамовые - ТК; титанотанталовольфрамовые – ТТК, цифры – содержание Со (в ТТК и ВК) или WC – в сплавах ТК. Недостаток – хрупкость и сложность обработки.
Чугуны
Сплавы Fe-C с концентрацией С>2,14% и примесями Si, Mn, P, S. Если в стали углерод растворен в феррите и аустените, а также связан в цементите, то в чугуне он может находиться в виде свободного графита. Механические свойства и области применения чугуна чаще всего определяются именно структурой его углеродной составляющей. По ее виду различают: белые, серые, высокопрочные и ковкие чугуны. Для обеспечения требуемых характеристик чугуны легируют Ni, Cr, Al, Ti и др. и применяют специальные ТО для изменения структуры углеродистой составляющей.
- белые чугуны содержат углерод в виде цементита. Прочные, твердые, но хрупкие и непластичные, хорошо обрабатываются литьем, но плохо резанием. Маркируются БЧ, далее цифры, характеризующие их механические св-ва;
- серые: высокопрочные (графит шаровидной формы, окружен цементитом, маркируется ВЧ) и ковкие (содержат графит хлопьевидной формы, маркируются КЧ, хорошо обрабатываются резанием и давлением). Из КЧ и ВЧ изготавливаются детали узлов трения, корпуса машин и оборудования. Свободный графит обеспечивает хорошую смазку трущихся частей, особенно при высоких температурах.
- легированные чугуны бывают жаростойкими, высокопрочными, коррозионно- и износостойкие. Маркируются Ч, далее как легированные стали.
Получение графита определенной формы обеспечивается в ходе графитизации при плавлении, а также длительном отжиге. В качестве графитизаторов используются специальные примеси (повышенное содержание соли, щелочных металлов, Si , др.)
Твердые сплавы - материалы с высокой твердостью, прочностью, режущими и другими свойствами, сохраняющимися при нагреве до высоких температур. Различают литые и спеченные (порошковые) твердые сплавы.
Инструментальные стали предназначены для изготовления режущего и измерительного инструмента, штампов холодного и горячего деформирования, а также ряда деталей точных механизмов и приборов: пружин, подшипников качения, шестерен и др. Часто из таких сталей изготавливают только рабочую (режущую) часть инструмента, а крепежные части выполняют из конструкционных сталей.
Основными потребительскими требованиями к инструментальным сталям являются высокие твердость, износостойкостъ и прочность при высокой (500. 800°С) теплостойкости. Кроме эксплуатационных свойств, для инструментальных сталей большое значение имеют технологические свойства: прокаливаемость, малые объемные изменения при закалке, обрабатываемость давлением, резанием, шлифуемостъ.
Необходимые свойства инструментальным сталям придают карбидные фазы, так как именно их присутствие обуславливает высокие прочностные показатели и твердость.
Инструмента́льная углеро́дистая сталь — сталь с содержанием углерода от 0,7 % и выше. Эта сталь отличается высокой твёрдостью и прочностью (после окончательной термообработки) и применяется для изготовления инструмента. Инструментальная углеродистая сталь делится на качественную и высококачественную. Содержание серы и фосфора в качественной инструментальной стали — 0,03 % и 0,035 %, в высококачественной — 0,02 % и 0,03 % соответственно.
Выпускается по ГОСТ 1435-99 следующих марок: У7; У8; У8Г; У9; У10; У11; У12; У13; У7А; У8А; У8ГА; У9А; У10А; У11А; У12А; У13А. Стандарт распространяется на углеродистую инструментальную горячекатаную, кованую, калиброванную сталь, серебрянку.
К группе качественных сталей относятся марки стали без буквы А(в конце маркировки), к группе высококачественных сталей, более чистых по содержанию серы и фосфора, а также примесей других элементов — марки стали с буквой А. Буквы и цифры в обозначении этих марок стали означают: У — углеродистая, следующая за ней цифра — среднее содержание углерода в десятых долях процента, Г — повышенное содержание марганца.
Достоинство углеродистых инструментальных сталей состоит в основном в их малой стоимости и достаточно высокой твёрдости по сравнению с другими инструментальными материалами. К недостаткам следует отнести малую износостойкость и низкую теплостойкость.
Искусственные каменные изделия на основе минеральных неорганических вяжущих веществ
В эту группу входят искусственные каменные необожженные изделия, которые получают из растворных или бетонных смесей на основе минеральных вяжущих веществ в процессе их формования и последующего затвердевания. В качестве заполнителей применяют кварцевый песок, пемзу, шлак, золу, древесные опилки. Для повышения прочности изделий на изгиб их армируют, используя для этой цели волокнистые материалы — асбест, древесину (в виде шерсти, дробленых отходов), бумажную макулатуру, листовую бумагу и др.
Искусственные каменные изделия можно разделить на следующие четыре группы по виду минерального вяжущего:
1) гипсовые и гипсобетонные;
2) силикатные, получаемые на основе извести с кремнеземистыми заполнителями;
3) на основе магнезиальных вяжущих;
4) асбестоцементные, изготовляемые на основе портландцемента с добавкой асбеста.
Искусственные каменные материалы
Строительные каменные материалы - обширная группа строительных материалов и изделий камневидного строения. Различают каменные материалы природные, получаемые механической обработкой (иногда и без специальной обработки) горных пород и искусственные, производимые технологической переработкой исходного минерального сырья. Благодаря высоким строительным качествам (долговечности, прочности, морозостойкости и др.), распространённости и неограниченным запасам природного сырья, каменные материалы широко применяются в современном строительстве. Они являются основными строительными материалами для возведения жилых, общественных, промышленных зданий и различных инженерных сооружений. По форме каменные материалы делятся на материалы, состоящие из кусков неправильной формы (бутовый камень, щебень), и штучные изделия, имеющие правильную форму (блоки, плиты, фасонные изделия). В зависимости от плотности (объёмной массы) каменные материалы разделяют на тяжёлые (более 1800 кг/м3), лёгкие (от 1800 до 1200 кг/м3) и особо лёгкие (менее 1200 кг/м3). Искусственные каменные материалы, используемые в качестве теплоизоляционных материалов, могут иметь плотность в пределах 500 кг/м3.
Природные каменные материалы
по способам их механической обработки делятся на следующие основные разновидности: песок и гравий, получаемые просеиванием и промывкой соответствующих рыхлых горных пород; бутовый камень, добываемый главным образом разработкой (при взрывных работах) известняков, песчаников и др. осадочных пород; щебень, получаемый дроблением горных пород; пилёные камни и блоки, выпиливаемые из лёгких горных пород (туфы, ракушечники и др.) непосредственно в карьере камнерезными машинами; облицовочные камни, плиты и фасонные изделия (см. Отделочные материалы), изготовляемые на специализированных камнеобрабатывающих предприятиях из декоративных горных пород (мрамор, гранит, известняк и др.). К природным каменные материалы, в зависимости от их назначения (гидротехнические сооружения, дорожное строительство, наружная или внутренняя отделка зданий), предъявляют различные требования, установленные соответствующими СНиП и ГОСТами. Наиболее распространённые природные каменные материалы - песок, гравий и щебень - широко применяются в качестве заполнителей при изготовлении бетонов и растворов строительных. Бутовый камень служит в основном для кладки фундаментов зданий, подпорных стен и т.п. Пилёные камни и блоки используются главным образом как местные стеновые материалы. Облицовочные камни, плиты и фасонные изделия с различным характером поверхности (фактуры) - колотые, тёсаные, шлифованные и полированные - применяют в большом объёме для наружной и внутренней отделки зданий, настилки полов, изготовления ступеней, парапетов, ограждений и др. Этому способствуют их высокие декоративные качества и долговечность, а также снижение их стоимости в результате внедрения новейших методов обработки (алмазного инструмента, термообработки, способов механизированного раскалывания и др.).
Горные породы широко используют в качестве сырья для изготовления разнообразных искусственных каменные материалы (например, керамики, стекла, теплоизоляционных материалов), а также неорганических вяжущих веществ (гипса, извести и цемента). В производстве этих материалов и изделий применяют технологические процессы, изменяющие состав, строение и свойства природных каменные материалы Искусственные каменные материалы могут быть получены следующими основными способами формования: из глиняных и др. керамических масс с последующим обжигом (кирпич глиняный, камни керамические); из силикатных расплавов (каменное литьё, шлаковое литьё, стеклянные изделия); из смесей, содержащих вяжущее вещество, - изделия из бетонов и строительных растворов (например, бетонные, железобетонные и силикатобетонные панели и блоки, силикатный кирпич и др.).
Керамические материалы
Керамическими называют материалы и изделия, получаемые из порошкообразных веществ различными способами и подвергаемые в технологический период обязательной термической обработке при высоких температурах для упрочнения и получения камневидного состояния. Такая обработка носит название обжига. Среди сырьевых порошкообразных материалов -- глина, которая имеет преимущественное применение при производстве строительной керамики. Она большей частью содержит примеси, влияющие на ее цвет и термические свойства. Наименьшее количество примесей содержит глина с высоким содержанием минерала каолинита и потому называемая каолином, имеющая практически белый цвет. Кроме каолинитовых глин разных цветов и оттенков применяют монтмориллонитовые, гидрослюдистые. Кроме глины к применяемым порошкообразным материалам, являющимися главными компонентами керамических изделий, относятся также некоторые другие минеральные вещества природного происхождения -- кварциты, магнезиты, хромистые железняки. Для технической керамики (чаще именуемой специальной) используют искусственно получаемые специальной очисткой порошки в виде чистых оксидов, например оксиды алюминия, магния, кальция, диоксиды циркония, тория и др. Они позволяют получать изделия с высокими температурами плавления
Классификация чугунов.
Чугун представляет собой многокомпонентный сплав железа с углеродом, содержащий >2,1% С. Кроме углерода в чугуне обычно содержится (в %): до 4 Si; 2 Мп; 0,3 Р; 0,25 S, а также 0,1 Cr, Ni или Cu. Классификация чугунов в зависимости от состояния углерода в сплаве:
В белом чугуне весь углерод находится в виде химического соединения с железом - цементита (Fе3С). Цементит обладает высокими твердостью (800 НВ) и хрупкостью, поэтому трудно поддается механической обработке. Из-за этого белые чугуны нашли ограниченное применение в качестве конструкционных материалов и служат в основном для получения ковких чугунов. При длительном обжиге белого чугуна цементит в нем распадается и углерод выделяется в свободное состояние.
Серые чугуны в изломе имеют серебристый цвет из-за наличия в них пластинчатых включений графита. Они широко используются в литейном производстве и выпускаются в соответствии с ГОСТ 1412-85. Прочность серого чугуна с пластинчатым графитом при растяжении находится в пределах 120.. .440 МПа, твердость 140. 290 НВ. Структура серых чугунов в зависимости от состава и условий охлаждения может быть с перлитной, перлитно-ферритной и ферритной основой.
Наличие свободного графита в чугуне (до 50 % С) оказывает влияние на его свойства. Увеличение количества и размеров графитовых включений и неравномерность их распределения уменьшают прочность чугуна. Вместе с тем, свободный графит придает чугуну износостойкость, высокие литейные свойства, хорошую обрабатываемость режущим инструментом и высокую сопротивляемость при знакопеременных нагрузках. Все это обусловливает широкое применение серого чугуна в качестве конструкционного материала.Чугун, полученный из белого чугуна продолжительным отжигом при температуре 800. 850oС, называют ковким. В отличие от серого чугуна в ковком углерод находится не в виде пластинчатого графита, а в виде хлопьевидного. Ковкий чугун по сравнению с серым чугуном обладает более высокой прочностью (300 . 630 МПа), пластичностью и ударной вязкостью. Ковкий чугун имеет однородные свойства по сечению, в его отливках отсутствуют напряжения, ему при суши высокие механические свойства, он хорошо обрабатывается.В зависимости от режима термообработки основа ковкого чугуна может быть ферритной или перлитной. Состав основных элементов в ковком чугуне (в %): 2,3 . 3 С; 0,9 . 16 Si; 0,3 . 1,2 Мn; >0,15 Р и S. Основные характеристики ковких чугунов определены ГОСТ 1215-79. Ферритные чугуны отличаются более высокой пластичностью, а перлитные обеспечивают лучшую износостойкость.В промышленности получили распространение высокопрочные и легированные чугуны. В высокопрочном чугуне (ГОСТ 7293-85) углерод находится в виде шаровидного графита. Содержание основных элементов в таких чугунах составляет (в %): до 38 С; 2.9 Si; 0,9 Мn; 0,1 Сг; 0,02 S; 0,1 Р; 0,08 Mg. Чугуны с шаровидным графитом значительно превосходят по характеристикам серые чугуны. в частности по износо-, жаро- и коррозионной стойкости.
Легированные чугуны выпускаются согласно ГОСТ 7769-82.
Классификация чугунов легированных:
жаростойкие хромовые чугуны,
Такие чугуны легируются хромом, никелем, кремнием, магнием, медью и другими элементами. В легированных чугунах с содержанием до 10 % Ni, Сr и Мn и более имеют место перлитно-карбидные, бейнитные, мартенситные и аустенитные основы.
Клеящие материалы
Первые клеи были из одного компонента (растительные смолы, битумы, млечные соки растений и т.п.), часто даже не подвергнутого какой-либо обработке. Некоторые из них применяются и сейчас, но современные клеи представляют собой многокомпонентные системы из нескольких, иногда разной природы (органические, неорганические), материалов. Основной компонент — это клеящее вещество, обеспечивающее адгезионную и когезионную прочность в клеевом соединении. Остальные компоненты выполняют другие функции.
Разбавители применяются как регуляторы вязкости готовой композиции должны быть совместимы с остальными компонентами.
Катализаторы и отвердители являются отверждающими агентами для клеящих систем, обеспечивая отверждение за счет химической реакции с клеящим материалом или каталитического воздействия на него.
Ускорители, ингибиторы и замедлители регулируют скорость и степень отверждения. Ускоритель — это вещество, увеличивающее скорость процесса отверждения. Ингибитор должен останавливать реакцию отверждения до нужного, по технологии, момента. Замедлитель уменьшает скорость процесса отвердения, что удлиняет срок хранения и (или) жизнеспособности клея.
Модифицирующие агенты вводят в состав клеевых композиций для изменения исходных технологических и эксплуатационных характеристик. К модифицирующим агентам относятся наполнители, разбавители, пластификаторы, стабилизаторы и вещества, повышающие смачивающую способность клея.

Режущая способность инструмента для токарных работ определяется физико-механическими свойствами материала, из которого он изготовлен. К основным свойствам, определяющим работоспособность инструмента относятся твердость, теплостойкость, износостойкость, теплопроводность и адгезионная способность.
Твердость материала, из которого изготовлен инструмент, должна превышать твердость обрабатываемого материала. В связи с тем, что на рабочую часть инструмента действуют значительные силы резания, создающие деформации изгиба, инструментальный материал должен обладать прочностью. На твердость и прочность инструментального материала существенное влияние оказывает соотношение легирующих компонентов и углерода, входящих в их состав в виде карбидов. С увеличением количества карбидов и уменьшением их зернистости твердость и износостойкость инструмента повышается, а прочность понижается.
Теплостойкость инструмента определяется температурой, выше которой снижается твердость и возрастает износ.
Износостойкость инструмента характеризуется сопротивляемостью инструмента истиранию под действием сил трения, возникающих в процессах резания.
Теплопроводность инструмента определяется способностью его отводить возникающее в процессах резания тепло от режущих граней инструмента. Чем выше теплопроводность, тем лучше отводится тепло от режущих кромок, благодаря чему повышается стойкость инструмента.
Адгезионная способность инструментального и обрабатываемого материала характеризуется температурой, при которой происходит налипание обрабатываемого материала на режущие грани инструмента. Она зависит от молекулярных сил, развивающихся при высоких температурах и давлениях в точках контакта режущего инструмента с обрабатываемой поверхностью. Чем выше температура налипания обрабатываемого материала на инструмент, тем качественней должен быть материал, из которого инструмент изготовлен.
Инструментальные стали.
Инструментальные стали делят на:
- углеродистые;
- легированные;
- быстрорежущие.
Углеродистые инструментальные стали.
Для того, чтобы изготовить режущий инструмент применяют углеродистые стали марки У10А, У11А, У12А и У13А. Буква У означает, что сталь углеродистая инструментальная. Число после буквы указывает, сколько примерно углерода в десятых долях процента содержится в данной стали.
Если в конце названия марки стали есть буква А, то это говорит о том, что сталь относится к группе высококачественных (У10А; У12А).
После закалки и отпуска твердость инструмента из этих сталей составляет HRC 60—64. Однако при нагреве до температуры свыше 220—250°С твердость инструмента резко снижается. Поэтому в настоящее время на токарных станках такой инструмент используется только на работах, связанных с невысокими скоростями резания (некоторые типы метчиков, зенкеров и разверток).
Легированные инструментальные стали.
Легированные инструментальные стали — это такие, в состав которых с целью повышения физико-механических свойств вводятся специальные примеси (легирующие элементы).
При введении хрома, молибдена, вольфрама, ванадия, титана и марганца твердость стали повышается, так как они образуют с углеродом простые или сложные соединения (карбиды), которые обладают высокой твердостью (особенно карбиды вольфрама и ванадия). При этом у стали сохраняется достаточная вязкость. Никель, кобальт, алюминий, медь и кремний, растворяясь в железе, упрочняют сталь.
При соответствующей термообработке инструмент имеет твердость HRC 62—64 и сохраняет ее при нагреве до температуры 250—300°С. Зенкера, развертки, метчики, протяжки изготовляют из сталей марок 9ХС, ХВГ и ХВ5.
Быстрорежущие инструментальные стали.
Быстрорежущие инструментальные стали — это легированные стали со значительным содержанием вольфрама, кобальта, ванадия и молибдена. Они сохраняют полученную после термообработки твердость HRС 62 – 64 при нагреве до температуры 600°, а некоторые марки комплексно легированных сталей сохраняют свою твердость даже при нагреве до температуры 700—720°С.
Эти качества быстрорежущих сталей позволяют увеличивать в процессе обработки скорости резания в два-три раза по сравнению с инструментом, изготовленным из углеродистой и обычной легированной инструментальной стали.
Все марки быстрорежущей стали обозначаются буквой Р (Р9, Р12, Р18), число, проставленное после буквы Р, показывает среднее процентное содержание вольфрама в этой стали.
Широкое применение имеют быстрорежущие стали, содержащие 3—5% молибдена (Р6М3, Р6М5). Эти стали по прочности превосходят сталь Р18, хотя имеют несколько меньшую теплостойкость. Их обычно применяют для инструментов, работающих в условиях тяжелых силовых режимов.
При обработке легированных, жаропрочных и нержавеющих сплавов и сталей эффективно применение быстрорежущих сталей повышенной производительности, в состав которых входит ванадий и кобальт (Р10КФ5, Р18К5Ф2), или комплекснолегированных сталей (марки Р18МЗК25, Р18М7К25 и Р10М5К25). При наличии в стали 10% и более кобальта твердость ее после термообработки составляет 67—68 и сохраняется до температуры нагрева 640 – 720°С.
Быстрорежущие инструментальные стали применяются для изготовления резцов, сверл, зенкеров, разверток, метчиков, плашек и другого инструмента. .
Твердые сплавы.
Твердые сплавы состоят из карбидов тугоплавких металлов, которые равномерно распределены в кобальтовой связке. Их изготовляют методом прессования и спекания. Твердые сплавы имеют высокие показатели плотности и твердости, которая не снижается даже при нагреве до 800— 900°С. По составу твердые сплавы разделяются на три группы:
- вольфрамовые;
- титановольфрамовые;
- титанотантало-вольфрамовые.
Основными марками твердого сплава вольфрамовой группы, применяемыми для изготовления режущего инструмента являются ВКЗ, ВКЗМ, ВК4, ВК4М, ВК6 ВК6М ВК6В, ВК8, ВК8В, ВК10. В обозначении марки твердого сплава этой группы буква В обозначает группу, буква К и число, следующее за ней — процентное содержание кобальта, являющегося связывающим металлом. Буква М обозначает, что структура сплава мелкозернистая, а буква В — что она крупнозернистая.
Твердые сплавы титановольфрамовой группы.
Твердые сплавы титановольфрамовой группы состоят из зерен твердого раствора карбида вольфрама в карбиде титана, избыточных зерен карбида вольфрама и кобальта, являющегося связкой. Основными марками сплава этой группы являются Т5К10, Т5К12, Т14К8, Т15К6. В обозначении сплавов этой группы число после буквы Т показывает процентное содержание карбида титана, а число после буквы К — содержание кобальта в процентах. Остальное в сплаве — карбиды вольфрама.
Твердые сплавы титанотанталовольфрамовой группы.
Твердые сплавы титанотанталовольфрамовой группы состоят из зерен карбидов титана, тантала, вольфрама и связки, в качестве которой также использован кобальт. Марками этой группы сплавов являются ТТ7К12, ТТ8К6, ТТ10К8Б и ТТ20К9. В обозначении этой группы сплавов число после букв ТТ показывает содержание карбидов титана и тантала, а число после буквы К — содержание кобальта в процентах.
В зависимости от содержания карбида вольфрама, карбида титана, карбида тантала и кобальта твердые сплавы имеют различные свойства. Чем больше кобальта, тем сплав более вязок и лучше сопротивляется ударной нагрузке. Поэтому для изготовления инструментов, которыми выполняют обдирочные работы, используют сплавы с большим содержанием кобальта. При обработке стали применяют твердые сплавы, содержащие карбид титана, так как на инструмент из этих сплавов стальная стружка меньше налипает.
Вольфрамокобальтовые твердые сплавы.
Согласно ГОСТ 3882 – 74 твердые сплавы группы ВК (вольфрамокобальтовые) рекомендуются для обработки хрупких материалов (чугун, бронза). Сплавы группы ТК (титановольфрамокобальтовые) рекомендуются для обработки вязких материалов (сталь, латунь). Сплавы титанотанталовольфрамовой группы применяются при неблагоприятных условиях работы инструмента с ударными нагрузками, при обработке стальных отливок и поковок.
Минералокерамические материалы.
Минералокерамические материалы для режущего инструмента изготавливают в виде пластинок из окиси алюминия Al2O3 (глинозема) методом прессования под большим давлением с последующим спеканием. Они имеют высокую твердость, температуростойкость (до 1200°С), износостойкость и достаточную прочность на сжатие. К недостаткам этих материалов относится большая хрупкость и малая ударная вязкость. Инструменты, оснащенные минералокерамикой, обычно используются при чистовой обработке при точении с постоянной нагрузкой и в случае отсутствия вибрации.
Синтетические материалы.
Синтетический алмаз характеризуется высокими твердостью и износостойкостью, химически мало активен. Имеет небольшой коэффициент трения и слабую склонность к налипанию стружек обрабатываемого материала. Недостатки алмаза его хрупкость и сравнительно низкая температуростойкость (750—850°). Алмазные резцы применяют для финишной обработки цветных металлов, сплавов и неметаллических материалов.
Кубический нитрид бора (КНБ) — синтетический сверхтвердый материал (эльбор, кубанит, гексанит) состоящий из соединений бора и азота. Твердость его несколько ниже твердости алмаза, но температуростойкость значительно выше (1200 – 1300°С). Он химически инертен к материалам, содержащим углерод, поэтому при обработке сталей и чугунов его износостойкость значительно выше износостойкости алмазов. Вставками из КНБ оснащаются токарные резцы для обработки закаленной стали и высокопрочных чугунов.
В его состав стали могут входить различные легирующие добавки — марганец, свинец, хром, никель, фосфор и другие. Главной функцией легирующих добавок является улучшение свойства материала — повышение прочности, снижение коррозийного потенциала, улучшение электропроводности. Особое положение занимают так называемые инструментальные стали, из которых делают различные детали и инструменты (топоры, иголки, зубила, кувалды, молотки и так далее). Но какими физико-химическими особенностями обладают инструментальные стали? Как их производят? И какие существует основные марки таких сталей?

Основные особенности
Инструментальная сталь — это такая сталь, в состав которой входит не менее 0,7% углерода. В ее состав могут входить и некоторые другие легирующие компоненты (свинец, хром, алюминий, никель, фосфор). Однако их содержание в большинстве случаев невелико — менее 0,1%. Так как инструментальные стали содержат повышенное количество углерода, их очень часто называют углеродистыми. Подобное терминологическое словоупотребление не совсем корректно с точки зрения ГОСТ, однако обыкновенные люди часто используют такое название на бытовом уровне.
- Качественные сплавы. Главный критерий — низкое содержание серы (до 0,03%) и фосфора (до 0,035%). Низкая концентрация легирующих веществ делает сплав твердым и прочным. Детали из этого сплава не ломаются, не деформируются, сохраняют форму при ударе и нагреве. Качественные сплавы не имеют специальной маркировки в виде буквы А в конце буквенно-числового обозначения стали.
- Высококачественные сплавы. Главный критерий — сверхнизкое содержание серы (до 0,02%) и фосфора (до 0,03%). По физико-химическим свойствами высококачественные сплавы повторяют просто качественные. Но за счет более низкого содержания легирующих добавок высококачественные сплавы обладают более высокой прочностью, не ржавеют, не гнутся при нагреве и так далее. Высококачественные сплавы имеют специальную маркировку в виде буквы А в конце буквенно-числового обозначения марки стали.
Сплав инструментальных сталей высокопрочный. Поэтому из него часто делают различные инструменты. Это молотки, отвертки, пилы, оборудование для механических или электронных устройств. За счет прочности сплава инструменты сохраняют свою форму даже при длительной эксплуатации. Чистые инструментальные сплавы обладают пониженными антикоррозийными свойствами, поэтому в состав многих сплавов добавляют легирующие добавки, снижающие коррозийную активность материала. В качестве легирующих добавок применяют хром, вольфрам, алюминий и другие вещества.

Виды углеродистой стали
- Инструментальные углеродистые стали стандартного типа. Отличаются средним или высоким содержанием углерода (более 0,7%) и низким содержанием легирующих добавок (суммарно менее 1%). Обладают неплохими физическими свойствами — высокая прочность, устойчивость при ударе или деформации, химическая инертность, низкий коррозийный потенциал. Применяются для изготовления ручных, механических и электронных инструментов.
- Легированные. По составу похожи на предыдущую марку, однако содержат повышенное количество легирующих добавок. Содержание легирующих веществ от 1 до 20%. В качестве дополнительных компонентов чаще всего выступают хром или вольфрам. Эти добавки улучшают антикоррозийные свойства материала, что хорошо сказывается на сроке годности деталей. Также в металл могут вноситься и другие добавки — алюминий, марганец, кремний, медь, азот, кобальт, бор, никель. Их назначение — увеличение пластичности, повышение прочности, снижение электрического потенциала, снижение магнитных свойств.
- Быстрорежущие. Представляет собой особую разновидность легированного сплава, который прошел специальную финальную обработку. Основные легирующие добавки — углерод (0,7-1,5%), хром (3-4%), вольфрам (0-18%), молибден (0,5-6%), кобальт (0-9%). Материал обладает высокой прочностью и прекрасно сохраняет форму при физической деформации, ударе или высокотемпературном нагреве. Поэтому из него делают различное режущие оборудование — дисковые пилы, ножи, лезвия, хирургические инструменты. Материал проходит многократную закалку, отпуск, что усложняет его производство, увеличивает себестоимость.
- Валковые. Материал содержит ряд легирующих добавок (алюминий, кремний, ванадий), улучшающих прочность и пластичность металла. Валковую сталь обычно выплавляют в виде длинных пластин или листов, которые потом нарезаются на нужные детали. Сфера применения — изготовление опорных, прокатных, листовых валков. Также из валковых материалов делают небольшие плоские инструменты для резки металла — обрезные матрицы, пуансоны, ножи, рамные пилы. На финальном этапе обработки материал может проходить отпуск или закалку в цехах для улучшения физических свойств металла.
- Штамповые. Материал содержит среднее количество углерода (от 0,7 до 1,5%) и небольшое количество легирующих добавок (алюминий, хром, никель, марганец). Главное отличие материала заключается в том, что на финальном этапе выплавки материал проходит штамповку. Это обуславливает ряд физических свойств материала — повышенная устойчивость, минимальный риск образования трещин, высокая теплопроводность, устойчивость к образованию окалины. На этапе выплавки материал отличается высокой вязкостью, однако после застывания он становится прочным и однородным. Высокая вязкость при нагреве позволяет упростить процедуру штамповки, а также улучшает теплопроводность металла после остывания.

Марки и категории
Различают множество категорий инструментальных сталей — У7, У7А, У8, У8ГА, У9 и другие. Самые используемые материалы марок У7А, У8, У8А и У9, поскольку они отличаются высокой прочностью, устойчивостью к нагреву, не деформируются при ударе. Марки У10 и выше также отличаются хорошей прочностью, однако они становятся пластичными при длительном контакте с высокими температурами, что снижает их универсальность. Основные марки инструментальных сталей:
| Категория | Марки | Физические особенности |
| Углеродистая, стандартная | У7, У7А | Марки отличаются хорошей прочностью, низкой электропроводностью, низким риском коррозии. Подходят для производства деревообрабатывающих инструментов — топоры, стамески, долота. Также могут применяться для изготовления зубил, иголок, плоскогубцев, кусачек, молотков, ручных пил, крючков. |
| Углеродистая, повышенной прочности | У8, У9 + подвиды | Марки обладают повышенной прочностью, но хуже переносят локальный или общий нагрев. Поэтому их используют для производства деревообрабатывающего оборудования — топоры, стамески, станковое оборудование, пилы, ролики. Также могут применяться для производства мелких деталей, которые не будут подвергаться нагреву — запчасти для часов, иголки, крючки, заклепки, гвозди, болты, шурупы. |
| Углеродистая, стандартной или повышенной прочности, с легирующими добавками или без них | У10, У11 + подвиды | Марки хорошо выдерживают деформацию и локальный нагрев до невысоких температур, отличаются пониженным риском коррозии. Легирующие добавки могут улучшать физические свойства марок (устойчивость к нагреву, пониженный риск коррозии, повышенная пластичность). Основные запчасти — сверла, ленточные пилы, фрезы, ролики, шаберы, напильники. Некоторые марки применяются для изготовления медицинского оборудования, деталей для электронных инструментов. |
| Углеродистая, повышенной или стандартной прочности, без легирующих добавок | У12, У12А | Марки относятся к категории грубых сталей, отличающихся пониженным классом точности. Сфера применения — производство прочных запчастей или деталей, которые не будут нагреваться до средних, высоких температур. Примеры запчастей — резцы, молотки, топоры, ручные пилы, напильники. |
| Углеродистая, стандартной или повышенной прочности, без легирующих добавок | У13, У13А | Марки относят к группе грубых сталей, которые становятся пластичными при нагреве. Обладают пониженным классом точности, поэтому эти марки используют для производства ручных обрабатывающих инструментов. Примеры — напильники, лезвия, надфили, инструменты для гравировки, хирургическое оборудование. |

Особенности закалки, отжига
- В первой ванне температура находится в пределах от 400 до 550 градусов. Металл сперва помещаются в эту ванну на срок не более 1 часа.
- После равномерного обогрева запчасти деталь переносят в другую соляную ванну, где температура будет на 200-300 градусов выше.
- После нагрева деталь вновь переносят в третью ванну, где температура составляет 1250-1300 градусов. В этой ванне проходит финальная закалка металла.
Ступенчатая закалка позволяет равномерно распределить мартенсит, аустенит по всему материалу, что благоприятно сказывается на его физических свойствах. Чтобы расплавить часть аустенита, нужно выполнить финальный отпуск в ванне, температура которой составляет не более 550 градусов. Отпуск рекомендуется повторять хотя бы 3 раза, чтобы снизить количество аустенита ниже критического уровня. Для дополнительной закалки можно также применять технологию обработки холодом. Для этого закаленный металл следует поместить в емкость с жидким материалом, температура которого составляет от -100 до -50 градусов. Низкотемпературная закалка выполняется в один этап, повторная закалка не требуется, что связано с особенностью расплава аустенита при низких температурах.

Несколько слов о маркировке
Все инструментальные стали имеют специальное буквенно-числовое обозначение. По ГОСТ этот код должен наноситься на все упаковки со стальными деталями, а в ряде случаев обозначение должно наноситься и на саму деталь. В случае транспортировки детали на территорию другого государства маркировка наносится в обязательном порядке. Также должны быть учтены государственные стандарты принимающей сторон. Скажем, государство может потребовать, чтобы помимо отечественной маркировки на нее наносился дополнительный код, соответствующий национальному законодательству.
Код ГОСТ имеет следующую структуру: X1 X2 Y Z. Расшифровка будет такой:
- X1 — этот показатель отражает высокое содержание углерода в сплаве. Переменная X1 может принимать только одно значение — символ У. Так как инструментальные сплавы содержат повышенное количество углерода, то этот символ указывается всегда. Поэтому по факту у всех инструментальных сплавов код начинает с символа У.
- X2 — этот показатель отражает концентрацию углерода в десятых долях процента. Минимальное значение, которое может принимать инструментальная сталь, равно 7 (что ясно из определения этой стальной марки). Формально значение X2 не ограничено, однако по факту содержание углерода в инструментальных сплавах редко составляет более 1,2%. Поэтому обычно переменная X2 находится в пределах от 7 до 12.
- Y — этот показатель указывает на наличие легирующих добавок. Основная легирующая добавка — это марганец, из-за которой переменная может принимать значение Г. В качестве легирующих веществ могут также использоваться хром (символ X), вольфрам (символ В) и другие. Обратите внимание, что при отсутствии легирующих добавок переменная Y будет отсутствовать.
- Z — этот показатель указывает на категорию сплава (качественная или высококачественная). Если сплав является высококачественным, то ставится буква А. Если сплав является просто качественным, то какие-либо символы не ставятся.
- Скажем, у нас имеется деталь марки У8ГА. Символы У и 8 означают, что в состав материала входит повышенное содержание углерода, а точная концентрация углерода составляет 0,8%. Буква Г указывается на то, что в сплаве содержится марганец. Буква отражает тот факт, что сталь является высококачественной.
- Теперь рассмотрим другой пример. У нас имеется сплав с маркировкой У12. Символы У и 12 указывают на то, что в составе сплава содержит углерод в концентрации 1,2%. Переменная Y отсутствует — это значит, что материал не содержит легирующие добавки в значительных количествах. Также у сплава нет буквы А в конце кода — это значит, что материал относится к категории качественных (но не высококачественных).

Заключение
Углеродистые инструментальные стали — стальной сплав, который содержит не менее 0,7% углерода. Материал обладает хорошими физическими свойствами — высокая прочность, хорошая пластичность, низкий риск коррозии, сохранение формы при ударе. Сплав обладает простой выплавкой, что хорошо сказывается на себестоимости материала. Чтобы улучшить свойства металла, в него добавляют различные легирующие добавки — хром, вольфрам, кобальт, алюминий и другие.
Сера и фосфор ухудшают физические свойства материала, поэтому их содержание должно составлять менее 0,03% для серы и менее 0,035% для фосфор. Если металл содержит до 0,02% серы и до 0,03% фосфора, то его называют высококачественным. Из инструментальных углеродистых сплавов делают различные инструменты — молотки, пилы, ролики, отвертки, кусачки и так далее. В зависимости от состава и способов обработки различают несколько категорий стали. Основные типы — стандартная сталь, легированная, быстрорежущая, валковая, штамповая. Популярные марки — У7А, У8, У8А, У9. По ГОСТ инструментальные сплавы должны иметь специальную маркировку в виде буквенно-числового кода.
Читайте также: