
Бессемеровский способ получения стали кратко
Обновлено: 05.07.2024
Сказать, что с техническим образованием в Европе в начале XIX века было плохо – ничего не сказать. Даже в Англии, стране, находившейся на острие уже явно обозначившейся даже для современников технической революции, учиться механике или химии было негде.
Собственно, поэтому Энтони Бессемер, заслуживший славу изобретателя и инженера, решил, что его сын Генри, с детства проявлявший большой интерес ко всякого рода механизмам, учиться будет в его собственной мастерской (для чего одиннадцатилетнему Генри был даже куплен, среди всего прочего, токарный станок).
Сам Энтони, в свое время, ездил учиться механике в Нидерланды, и учился он точно так же, как после учил своего сына, и точно так же, как учили ремеслу уже много столетий: он осваивал навыки работы с материалами на практике. Судя по всему, руки у Энтони росли, откуда надо, а к рукам прилагалась еще и очень хорошая голова, и в какой-то момент для талантливого двадцатилетнего паренька нашлось место в мастерских Парижа, где Энтони уже почтительно именуют инженером: его работы оптике и механике так хороши, что привлекают внимание Парижской Академии наук, да и вообще, дела основанной им в столице Франции мастерской идут в гору.
Как нам сегодня известно, для Энтони Бессемера не стояло вопроса, принимать или не принимать французскую революцию: у него хорошая реакция и верное чутье, он вовремя бежит с семьей из Парижа, оставив победившему революционному классу свою мастерскую со всем добром, и на родине, в Англии, ему приходится всё начинать с нуля. Но хорошая голова в сочетании с руками не дают талантам Энтони пропасть: он основывает собственную словолитню (шрифтолитейное производство). В этом деле Бессемер-старший – признанный всей Европой мастер, у него множество клиентов не только среди английских типографов, но и среди их коллег на континенте.
Он успешно занимается художественным литьём, что дает деньги на существование. Параллельно он открывает способ получения тисненого изображения на картоне, но эта идея, позже широко распространившаяся в полиграфии, не находит в то время своего покупателя. Махнув рукой на эту неудачу, он обращает свое внимание на почтовые марки, полиграфический продукт без средств защиты, и он придумывает игольчатый штемпель, который пробивает бумагу: это позволяет избегать повторного использования марок, экономя Королевской Почте огромные деньги.
Кажется, это успех: почтовое ведомство предлагает ему контракт на огромные для него тогда годовые 800 фунтов стерлингов. Отличные деньги, перспектива получения которых позволяет Генри сделать решительный шаг, которого он так долго ждал: он предлагает руку и сердце Анне Аллен. Умная девушка (говорят, что её советы, советы человека одаренного, пусть и технически необразованного, будут постоянно поражать великого изобретателя своей гениальной простотой) говорит, что на марках можно просто ставить дату их использования.
Генри в восторге от этой идеи и делится ей со своими коллегами в Почте. Они разделяют восторг Генри и… отказывают ему в контракте: ведь эта идея хороша еще и тем, что упраздняет должность смотрителя, которая первоначально предназначалась Бессемеру.
Собственно, Генри получает отличный урок, который он, на некоторое время (но не на всю жизнь), выучивает, потому что следующее свое изобретение, которое, собственно, и обеспечит ему финансовое благополучие, он готовит в сугубой тайне: даже технология разрабатывается им таким образом, чтобы производством могли бы управлять только три человека, не больше – братья его жены.
Стоимость изготовления красок падает многократно, и почти на 20 лет маленькое семейное предприятие становится для Бессемера его личной финансовой подушкой, защитой от неудач, которые, конечно же, случаются, даже при разработке идей, которые кажутся, не только ему одному, но и всем окружающим – блестящими.
Например, судно с пассажирской кабиной на карданных шарнирах, позволяющих при любой качке оставаться в горизонтальном положении, кажется отличным решением не только самому Бессемеру, страдающему морской болезнью, но и буквально всем окружающим, однако эта идея так и не нашла инвестора.
Метод листового литья стекла был всем хорош, Бессемер даже продал патент на него за огромные 6 тысяч фунтов, вот только в дело эта идея пошла через много десятилетий, уже после смерти изобретателя.
Соединение вагонов гофрированным рукавом для безопасности пассажиров тоже будет реализовано только через много лет.
А вот система тормозного гидравлического устройства для железнодорожных вагонов будет принята, хотя позже гидравлику заменит пневматика, вместо воды в тормозные устройства станут подавать воздух.
Виной (а может, творческим толчком) для изобретения послужила Крымская война, ставшая большим полигоном для использования новинок.
В частности, выяснилось, что конические снаряды имеют значительные преимущества в сравнении с ядрами, вот только выстрел из гладкоствольной артиллерии делает их полет неустойчивым.
Зато идеи Бессемера готовы обсуждать французы: изготовленную Бессемером своими руками мортиру (в единственном экземпляре, как промышленный образец) хвалит и император Наполеон III и, что может быть важнее Бессемеру, сам изобретатель конической пули, капитан Минье. Вот только Минье высказывает вполне справедливые опасения в том, что чугунные пушки не способны будут выдержать такой заряд, и Бессемер, считая это замечание справедливым, задумывается о модернизации орудийного ствола.
Нужно принципиально иное качество орудийной стали и изобретатель в своей лондонской мастерской пускается в бесконечные эксперименты по поиску новых решений в этой области.
Опять же, дело случая – он обращает внимание на то, как чугун ведет себя в тот момент, когда…
Видимо, свежесть наблюдений и помогла ему заметить то, о чем знали многие поколения металлургов, но все они не смогли увидеть то, что заметил Бессемер: при увеличении продувки чугуна воздухом от чугунных чушек оставались лишь их оболочки (легко разрушаемые ломом), а происходило это потому, что чугун под воздействием воздуха терял углерод, превращаясь в железо, температура плавления которого намного выше температуры плавления чугуна.
Так началась история листовой стали и металлопроката. Это был невероятный качественный рывок, повлиявший буквально на любую отрасль человеческой деятельности и изменивший не только артиллерию, послужившую толчком для поиска подобного решения, но и строительства, и кораблестроения, и даже консервирования – существовавшая к тому времени консервная банка отныне и навсегда изменится радикально.
Бессемер узнает об этом и (вот она, эпоха благородных людей) предлагает Несмиту треть своего патента. Несмит, представитель той же эпохи, от такого царского подарка столь же благородно отказывается.
Говорят, что Бессемер или скрыл некоторые несовершенства своего процесса, или, к моменту выступления, не предполагал о них – и бессемеровский процесс будет совершенствоваться им всю его жизнь.
Но его выступление мгновенно делает и без того известного инженера мировой знаменитостью: на следующий день текст его речи полностью перепечатывает The Times, в течение всего нескольких дней статью переводят на огромное количество языков мира (в том числе – и на русский).
Но всё это вовсе не означает, что метод Бессемера так же мгновенно завоевывает мир. Изобретатель продает свой патент пяти металлургам (выбраны крупнейшие из крупнейших) за 10 тысяч фунтов стерлингов каждому, кроме того, он получал роялти (по 10 шиллингов с каждой тонны стали), сделав покупателям шикарную скидку: он сократил срок получения роялти с положенных по английскому закону 14 лет до 10. Уже первые две недели использования бессемеровского процесса принесли ему 27 тысяч фунтов.
Его юношеская мечта придумать что-то, что бы кормило его и его семью и позволяло бы ему заниматься изобретением, как творчеством, была воплощена в том виде, о котором он даже не мог и мечтать, о чем он сам напишет потом в своих воспоминаниях.
Однако проблемы с использованием метода Бессемера возникают постоянно, сказывается несовершенство самого метода и разнородность используемых материалов (отчасти это стало следствием использования Бессемером в своих экспериментах очень чистого, по содержанию примесей, чугуна). Через несколько лет после начала применения технологии шведский промышленник Йоран Фредрик Йорансон, наконец-то разобравшись в качестве подходящего чугуна и применении топлива, начинает выпускать первоклассную сталь. Роберт Мушель, английский металлург, догадался добавлять в процесс углерод и марганец, дозировка которых позволяла контролировать качество конечного продукта.
Но всё это не устраивало Бессемера, и он решает довести до совершенства этот процесс самостоятельно. При участии компаньонов, он строит металлургический завод в Шеффилде, где не только оттачивает собственную технологию, привлекая для анализа процесса и продукта лучших ученых Англии и доведя её до идеала, но и зарабатывает отличные деньги, даже продавая сталь по демпинговым ценам, 10-15 фунтов стерлингов за тонну (против 32 фунтов за тонну на заводах, где служил Мушель). И первым покупателем, очень крупным, становятся заводы артиллерийского Арсенала.
Бессемеровский цех на заводах Круппа. Метод Бессемера позволял получить материал нового качества, но общедоступным и востребованным он стал в силу того, что обеспечивал невиданную раньше производительность, поэтому распространялся довольно быстро.
Бессемеровский цех на заводах Круппа. Метод Бессемера позволял получить материал нового качества, но общедоступным и востребованным он стал в силу того, что обеспечивал невиданную раньше производительность, поэтому распространялся довольно быстро.
Спрос на производимую им сталь, благодаря столь низким ценам, в довольно короткий период времени вырос так значительно, что это вынуждало и другие металлургические компании переходить на выпуск стали, а значит, всё новые производители стали покупать у Бессемера патенты.
Сам Бессемер продолжает совершенствовать процесс: появляется известный грушеобразный конвертор, тележка для разлива стали, нижний люк в конверторе, меняется горловина печи и сам процесс становится все больше и больше похожим на тот, описание которого можно найти в школьных учебниках. Хотя путь к совершенству долог, и прокладывается этот путь, конечно же, за счет умения Бессемера видеть необычное в обычных явлениях.
В его процесс отлично добавился изобретенный им в 1857 году метод непрерывного литья стали, ставший, как считают биографы изобретателя, продолжением его технологии производства листового стекла.
Сталь является распространенным материалом, который обладает высокими эксплуатационными характеристиками. Он встречается в самых различных отраслях промышленности, применяется при изготовлении изделий, предназначенного для быта или других целей существует просто огромное количество различных методов производства стали, каждый обладает своими определенными особенностями.

Бессемеровский процесс производства стали
Бессемеровский процесс производства стали – новая эра в металлургии, которая позволила получить более качественные металлы с высокими эксплуатационными качествами. Рассмотрим особенности бессемеровского процесса производства стали подробнее.
История изобретения
При развитии машиностроительной, судостроительной промышленности и распространении железной дороги появилась необходимость в появлении более качественной стали. Для этого ранее применяемые технологии изготовления не подходили.
Год изобретения бессемеровского процесса производства стали принято считать 1856. Именно тогда рассматриваемая технология была запатентована автором. Подобное изобретение позволило существенно ускорить развитие машиностроительной промышленности и распространить железную дорогу для транспортировки различных вещей.

Выплавка стали в конверторах
К особенностям изобретения бессемеровского процесса изготовления стали отнесем нижеприведенные моменты:
- Ранее применяемые методы производства обладали относительно невысоким показателем производительности. Поэтому на заводах не было достаточного количества металла. Тигельный метод был достаточно дорог, а главное, органичен по объему выпуска
- Бессемер начал работать над улучшением качества получаемого чугуна, которое применялось для изготовления дальнобойного орудия. Получаемые механизмы для дальних выстрелов должны выдерживать длительную эксплуатации.
- На протяжении длительного периода он разработал довольно большое количество различных технологий, которые позволили повысить качество чугуна и упростить процесс производства металла.
- До появления бессемеровского процесса производства меиалла в промышленности практически не было плавленой стали, так как разогреть шихту до температуры более 1 500 градусов Цельсия пока не могли.
- Продувка полученного сплава проводилась атмосферным воздухом. При этом подача воздуха проходит не на протяжении всего периода производства стали.
- Основной недостаток этой технологии заключается в получении низкокачественного металла. Это связано с тем, что из состава не выводятся достаточное количество серы и фосфора.
- Достаточно высокая стоимость получаемого металла также является причиной, по которой бессемеровский процесс производства за достаточно длительный период существования практически не изменилась.

Получение стали в конверторе Бессемера
Разработанная технология основана на применении специального конвертора, при помощи которого происходит продувка сырья.
Бессемеровский конвертер
Распространение этой технологии в 20 веке было очень обширным. Она применялась в странах Америки и Европы. Объем выплавки на тот момент составлял примерно 12,5 миллионов тонн стали. Разработанная технология была настолько удачной, что ее на протяжении многих лет оставляли практически неизменной.
Конструкция конвертера бессемера обладает весьма большим количеством особенностей:
- Устройство представлено корпусом и днищем, а также воздушной коробкой.
- Корпус устанавливается на металлический пояс, который перераспределяет нагрузку.
- Днище имеет сопла, через которые может подаваться воздух для обеспечения протекания процесса окисления.
Устанавливаемое оборудование имеет большие размеры и массу, что существенно усложняет установку и фиксацию. Для конвертора требуется надежный фундамент, который сможет выдерживать давление от устройства и шихты в нем. Кроме этого, возникает довольно много трудностей с нагревом среды до температуры выше 1500 градусов Цельсия.
Технология
Бессемерование – процесс плавки чугуна, который позволяет получить сталь относительно высокого качества. Следует отметить, что подобная технология на сегодняшний день применяется крайне редко. Это связано с появлением довольно большого количества современных технологий, которые позволяют получить более качественную сталь за меньшие сроки.
Весь бессемеровский процесс производства стали можно разделить на несколько основных этапов:
- Выполняется заливка чугуна в конвертор через горловину. Важным моментом назовем то, что в подобном положении устройство должно находится в горизонтальном положении, так как есть вероятность заливки сопла металлом. Сопла необходимы для того, чтобы продувать шихту. Именно окисление примесей и их вывод в качестве шлаков позволяет получать сталь повышенного качества.
- Следующий этап заключается в пуске дутья и переворачивании конвертора в вертикальное положение.
- Для того чтобы обеспечить окисление вредных примесей и излишков углерода проводится продувка металла воздухом. На данном этапе происходит образование шлака, с которым и уходят ненужные химические вещества.
- После достаточно длительного периода продувки конвертор снова переворачивается в горизонтальное положение, прекращается продувка расплавленного металла.
- Выполняется слив расплавленного металла в ковш и его раскисление путем добавления специальных веществ.
На момент начала продувки состава происходит активное окисление марганца и кремния. На первоначальной стадии углерод практически не окисляется. Это связано с тем, что данный компонент реагирует исключительно на воздействие высоких температур. Кроме этого, на процесс окисления примесей оказывает влияние термодинамические факторы, которые определяют активность переноса кислорода к местам протекания бессемеровского процесса.
Рассматривая данную технологию отметим нижеприведенные моменты:
- На первом этапе происходит образование большого количества различных шлаков, который в составе имеет высокую концентрацию кремнезема. Временной интервал протекания первого этапа составляет 2-5 минут.
- На втором этапе бессемеровского процесса производства обеспечиваются наиболее благоприятные условия для окисления углерода. Примером можно назвать повышение рабочей температуры примерно до 2000 градусов Цельсия. Протяженность данного этапа составляет примерной 13 минут. В конце этого этапа температура понижается примерно до отметки 1600 градусов Цельсия.
- Добиться высокого качества стали можно различными методами бессемерования. Все зависит от особенностей состава применяемого лома, концентрации крема в составе.
- Для того чтобы исключить вероятность возникновения процесса передувки металла активная подача воздуха прекращается уже на втором этапе.
- Только на третьем этапе можно отметить активное окисление железа, что становится причиной выделения бурого дыма. Данный этап начинается на тот момент, когда концентрация углерода меньше 0,1%.
Как ранее было отмечено, бессемеровский метод изготовления стали получил большое распространение по причине высокой производительности. В литейных цехах довольно часто устанавливается оборудование, которое имеет садку около 35 тонн.

Бессемеровский метод выплавки стали
Сегодня бессемеровский метод производства стали практически не применяется, что связано с низким качеством получаемого металла и его достаточно высокой стоимостью.
Информация должна быть проверяема, иначе она может быть поставлена под сомнение и удалена.
Вы можете отредактировать эту статью, добавив ссылки на авторитетные источники.
Эта отметка установлена 21 декабря 2009.


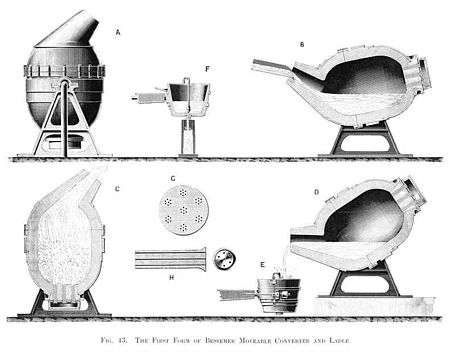
Схема бессемеровского конвертера. Через расплавленный чугун продувают воздух, вызывающий окисление примесей и превращение чугуна в сталь.

Содержание
Технология
На нагрев балластного азота, являющегося при бессемеровском процессе основным компонентом дымовых газов, при средней их температуре 1450 °C расходуется около 110 ккал на 1 кг продуваемого чугуна. При полной замене воздуха кислородом кремний перестаёт играть ведущую роль в тепловом балансе бессемеровского процесса. Оказывается возможной продувка химически холодных чугунов, поскольку количество тепла дымовых газов снижается в этом случае примерно с 28 % до 8,5 %. При чисто кислородном дутье содержание в шихте лома, как показывают тепловые расчёты, может быть очень значительным (до 25 %).
Условия прекращения процесса
Вследствие кратковременности бессемеровского процесса (около 15 мин.) весьма трудно определить момент прекращения продувки на заданном содержании углерода в стали. Примерно до 40-х годов XX века бессемеровский процесс обычно заканчивался на пониженном (против заданного) содержании в стали углерода; сталь затем дополнительно науглероживали в ковше. Продувка приводила к повышению содержания в металле остаточного кислорода, а следовательно, к увеличению расхода ферросплавов — раскислителей; в результате повышалось также содержание в стали неметаллических включений. Впоследствии на агрегатах были установлены приборы для непрерывного определения по спектру вырывающегося из горловины конвертера пламени содержания в металле углерода (а также температуры); это позволило автоматически точно определять момент требуемого окончания продувки, с получением стали заданного состава. Для достижения этой цели стали применяться и другие способы, например, кратковременная остановка продувки для взятия пробы на углерод. Температура металла при выпуске составляет около 1600 °C. Выход годных слитков (см. Бессемеровская сталь) к весу залитого в конвертер чугуна колеблется в пределах 88—90 %, поднимаясь до 91—92 % при добавке в конвертер руды.
Малый бессемеровский процесс
Разновидностью бессемеровского процесса является малое бессемерование (малый бессемеровский процесс), проводимое в небольших конвертерах ёмкостью обычно 0,5—4 т, в которых воздух не пронизывает толщу металла, а направляется на его поверхность. При этом получается горячая сталь (1600—1650 °C) с относительно небольшим содержанием азота (примерно до 0,0075 %), используемая главным образом для тонкостенного и мелкого фасонного стального литья; жидкий чугун для малого бессемеровского процесса готовится в вагранках.
Новая эра в металлургии
С развитием машиностроения, железнодорожного и водного вида транспорта стала особенно актуальной разработка новых способов изготовления стали, которые бы заменили старые - кричный, пудлинговый, тигельный.
И такие способы были найдены, и получили название конвертерные. Суть этих процессов состояла в том, что при производстве жидкой стали чугун продували окислительными газами.
Речь пойдет о таком конвертерном процессе, который получил название бессемеровский, в честь автора, изобретателя Генри Бессемера, запатентовавшего в 1856 г. способ, при котором для получения жидкой стали осуществляют продувку чугуна через дно сосуда паром, сжатым воздухом, или смесями из них.

Рис. 1 Сэр Генри Бессемер
Осуществление процесса в стационарном аппарате не давало возможности отключать дутье в процессе плавки и заливки чугуна, поэтому в 60-х гг. 19 в. Бессемером было предложено использование поворачивающегося конвертера, который устранял недостатки данного агрегата.
Конвертер – это сосуд грушевидной формы, с футеровкой динасовым кирпичом, через дно которого расплавленный чугун продувается воздухом, и происходит превращение чугуна в жидкую сталь.
Данный процесс быстро обрел популярность в странах Европы и Америки. В начале 20 века объем выплавки стали таким способом достиг 12,5 млн.т.
Разработанная Бессемером конструкция конвертера показала себя настолько удачно и технологично, что за свою более чем столетнюю историю не претерпела при донном дутье никаких существенных изменений.
Бессемеровский конвертер изображен на рисунке 2.

Рис.2 Бессемеровский конвертер
Конструкция данного конвертера включает в себя корпус (3) (в виде футерованного динасовым кирпичом стального кожуха), днища (2) и воздушной коробки (1). Опирается корпус на металлический пояс (5) – опорное кольцо с двумя цапфами. Цапфы опираются на подшипники, установленные на двух колоннах, располагающихся на фундаментах. В футерованном динасом днище имеются сопла для поступления воздуха из воздушной коробки.
При пребывании конвертера в вертикальном положении воздух через сопла попадает в обрабатываемый чугун. Избыточное (примерно 0,2 МПа) давление сжатого воздуха гораздо больше, чем давление столба жидкого металла, это защищает от заливания им сопел. Особенности формы верхней части корпуса конвертера позволяют увеличивать вместительность ванны, заливать в него чугун и осуществлять дутье в горизонтальном положении.
С помощью горловины (4) заливается чугун, иногда загружается стальной лом или железная руда для охлаждения металла, выливается в конце процесса плавки сталь и шлак, отводя конвертерные газы при продувке.
Подача воздуха начинается после заливки чугуна в момент, когда конвертер поворачивают из горизонтального в вертикальное положение, и прекращается в конце плавки после т.н. повалки (возвращения в горизонтальное положение) конвертера, когда уровень металла становится ниже уровня ближайших к “спине” (в верхней части корпуса конвертера) сопел.
Оптимальный показатель давления дутья равен 0,2 – 0,25 МПа, интенсивность продувки металла воздухом 15-25 м³.
Чугун является исходным материалом, используемым во время бессемеровского процесса. Количество фосфора и серы в чугуне должно быть ограниченным, поскольку из-за того, что футеровка конвертера кислая (динасовая), то и шлак получается кислым, а это лишает возможности выведения фосфора и серы из металла в шлак.
В качестве шихтовых материалов пользуются охладителями металла, например стальным ломом, железной рудой, прокатной окалиной, раскислителями и легирующими ферропластами. Серу, фосфор, ржавчину, землю и цветные металлы в стальном ломе стараются сводить до минимума. Оптимальнее всего использовать мелкий лом, который полностью расплавляется до конца продувки. Что касается железной руды как шихтового материала, то она должна быть кусковой и содержать минимум влаги.
Чугун, нагретый до 1250 – 1350 Сº , превращается в жидкую сталь, нагретую уже до 1590-1650 Сº за счет окисления примесей чугуна кислородом поступающего снизу воздуха и выделяемого при этом тепла.
Процесс плавки состоит из таких этапов:
- Заливка чугуна через горловину (при этом важно следить, что конвертер находился в горизонтальном положении и сопла не заливались металлом);
- Пуск дутья и одновременное переведение конвертера в вертикальное положение;
- Продувка металла воздухом (шлакообразование, обезуглероживание, передувка);
- Прекращение дутья и возвращение конвертера в горизонтальное положение (повалка конвертера);
- Слив металла в ковш и его раскисление (или в конвертере, или в ковше).
Изменения, происходящие с составом металла, шлака, отходящих газов и температуры во время нормальной бессемеровской плавки, проводящейся без присадок материалов, регулирующих нагрев ванны, изображены на рис.3.

В первой периоде продувки активно окисляются кремний и марганец и медленно (или почти не окисляется) углерод. Это происходит потому, что под воздействием низких температур и при соответствующих процентных содержаниях элементов в металле максимальная работа реакции окисления углерода гораздо меньше, чем реакций окисления кремния и марганца. На окисление примесей металлов оказывают влияние не только термодинамические факторы, но и факторы переноса массы кислорода к местам протекания реакции.
Повышение температуры металла во втором периоде происходит не так быстро, как в первом, поскольку при продувке воздухом количество тепла реакции окисления углерода, нагревающего металл, меньше тепла реакции окисления кремния (в расчете на единицу массы окисленного элемента). Чтобы не допустить передувки металла, процесс продувки заканчивают во второй периоде. Передувку стараются не допускать, потому что тогда ухудшается качество металла, повышается концентрация O и N, угар раскислителей, и концентрация неметаллических включений в стали, а также получают меньше выход годного из-за дополнительного угара железа.
Во время третьего периода происходит активное окисление железа и выделение бурого дыма. Начинается этот период, когда углерода меньше 0,1%. В течение этого периода активно растут (FeO), температура металла и концентрация азота в газах и металле, а также повышается окисленность стали.
Могут применяться различные способы бессемерования, в зависимости от футеровки, содержания кремния в обрабатываемом чугуне и нагрева чугуна. Необходимую производительность конвертера и качество стали можно достигнуть путем комбинации большого нагрева чугуна (примерно 1450ºС) и низкого содержания в нем кремния (около 0,7%). Такой вариант лежит в основе трудов ученых Д.К.Чернова и К.П. Поленова.
В крупных бессемеровских цехах обычно устанавливали три конвертера садкой 25-35 т. Производительность цеха, имеющего три таких конвертера, достигала 0,7-0,8 млн.тонн или 1,5-1,6 млн.тонн (в зависимости от садки конвертера) в год, производительность труда рабочего 1200-1800 тонн в год. И хоть данная производительность и выше, чем у мартеновских печей, их все равно стали заменять на мартеновские, по таким причинам, как: малый расход стальных ломов и железной руды, приводящий к повышению себестоимости стали; низкое качество стали из-за повышенного содержания в ней азота, фосфора и серы; узкий диапазон подлежащих к обработке видов чугуна – только с достаточно большой концентрацией кремния в составе и маленькой – фосфора и серы.
Александр Рыбаков
Источники использованные при написании статьи:
В.И.Баптизманский, М.Я.Меджибожский, В.Б. Охотский "Конвертерные процессы производства стали"
Читайте также: