
Агрегатирование это в метрологии кратко
Обновлено: 05.07.2024
Унификация — это приведение объектов одинакового функционального назначения к единообразию (например, к оптимальной конструкции) по установленному признаку и рациональное сокращение числа этих объектов на основе данных об их эффективной применяемости. Таким образом, при унификации устанавливают минимально необходимое, но достаточное число типов, видов, типоразмеров, изделий, сборочных единиц и деталей, обладающих высокими показателями качества и полной взаимозаменяемостью.
Унификация помогает выделить отдельные образцы, прототипы которых в тех или иных размерах и параметрических вариантах применяются во многих изделиях. Выделение этих представителей и всех их прототипов, расположение их в ряд по возрастающей или убывающей величине основного параметра, упорядочение этого ряда в соответствии с рядами предпочтительных чисел позволяет создавать типы объектов и типоразмеров. Кроме того, появление благодаря унификации достаточно большого спроса на отдельные детали и узлы, приводящего к укрупнению партий, дает возможность даже на заводах с единичным типом производства ограничивать поточное изготовление, создавать специализированные линии, участки, цеха. В настоящее время перед унификацией стоят следующие задачи:
• уменьшение многообразия имеющихся видов, типов и типоразмеров изделий одинакового функционального назначения путем изменения в необходимых случаях конструкций или конструктивных элементов, основных и второстепенных размеров и т.д.;
• изменение конструкций и исполнительных размеров, марок материала, технической и термохимической обработки, точности изготовления аналогичных деталей, применяемых на разных заводах с целью внедрения автоматических линий, допускающих экономически выгодную переналадку при данных размерах серийного выпуска деталей;
• создание комплексов взаимозаменяемых агрегатов, узлов и деталей, предназначенных для сборки значительно большей номенклатуры машин, механизмов, аппаратов или приборов (по сравнению с существующими неунифицированными аналогичными изделиями) путем добавления некоторого количества специальных (оригинальных) узлов и деталей;
• пересмотр видов, типов и типоразмеров, изготовляемых или приобретаемых для комплектации изделий для замены морально устаревших или недостаточно качественных более современными, надежными и долговечными изделиями.
В процессе развития унификации все более четко определяются два основных ее направления: ограничительное и компоновочное. Ограничительное направление характеризуется проведением анализа номенклатуры выпускаемых изделий и ограничение ее до минимально необходимой номенклатуры типоразмеров изделий и их элементов. Компоновочное направление характеризуется проведением анализа потребности и выявлением номенклатуры изделий, необходимых народному хозяйству. Результатом этого анализа является создание новых рядов машин и их промежуточных типоразмеров на основе компоновки из определенного набора унифицированных узлов, агрегатов или блоков, но в пределах стандартных действующих или создаваемых типоразмерных рядов.
По содержанию унификация подразделяется на:
• внутриразмерную, когда унификация охватывает все разновидности (модификации) определенной машины как в отношении ее базовой модели, так и в отношении модификаций этой модели;
• межразмерную, когда унифицируют не только модификации одной базовой модели, но и базовые модели машин разных размеров данного параметрического ряда;
• межтиповую, когда унификация распространяется на машины разных типов, входящих в различные параметрические ряды.
Унификация может проводиться на заводском, отраслевом и межотраслевом уровнях.
Заводская (в рамках завода), отраслевая и межотраслевая (для ряда заводов отрасли или отраслей) унификация в машиностроении и приборостроении может охватывать номенклатуру изделий, сборочных единиц и деталей, которые производят и применяют в различных отраслях народного хозяйства.
Из рис. 8.4 видно, что наряду с классификацией, базой унификации является стандартизация с ее системой предпочтительных чисел, которая позволяет установить оптимальные значения размеров и параметров стандартизованных объектов, а также разработать комплекс государственных стандартов на основные нормы, обеспечивающие взаимозаменяемость унифицированных деталей и узлов.

Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы.
Рис. 8.4. Последовательность работ по унификации в машиностроении и приборостроении
Эффективность работ по унификации характеризуется уровнем унификации.
Под уровнем унификации и стандартизации изделий понимают насыщенность их соответственно унифицированными и стандартными составными частями (деталями, узлами, механизмами), и наиболее часто для их расчета используются коэффициенты применяемости и повторяемости.
Коэффициент применяемости Кпр показывает уровень применяемости составных частей, т.е. уровень использования во вновь разрабатываемых конструкциях деталей, узлов, механизмов, применявшихся ранее в предшествовавших аналогичных конструкциях. Рассчитывают по количеству типоразмеров, по составным частям изделия или в стоимостном выражении.
Коэффициент применяемости в различных отраслях промышленности в основном определяют с помощью дифференцированных показателей, характеризующих уровень (степень) унификации изделий (в %):
1. Показатель уровня стандартизации и унификации по числу типоразмеров определяют по формуле:

, (8.1)
где n — общее число типоразмеров; n0 — число оригинальных типоразмеров, которые разработаны впервые для данного изделия. Типоразмером называют такой предмет производства (деталь, узел, машину, прибор), который имеет определенную конструкцию (присущую только данному предмету), конкретные параметры и размеры и записывается отдельной позицией в графу спецификации изделия.
2. Показатель уровня стандартизации и унификации по составным частям изделия определяют по формуле:

(8.2)
где N — общее число составных частей изделия; N0 — число оригинальных составных частей изделия.
3. Показатель уровня стандартизации и унификации по стоимостному выражению определяют по формуле:

(8.3)
где С — стоимость общего числа составных частей изделия; С0 — стоимость числа оригинальных составных частей изделия.
Любая из приведенных формул характеризует уровень унификации только с одной стороны. Более полную характеристику уровня унификации изделия может дать комплексный показатель — коэффициент применяемости, который можно представить в виде:

(8.4)
где Су —средняя стоимость веса материала унифицированных деталей; Ст — средняя стоимость веса материала изделия в целом; h — средняя стоимость нормо-ч; Ау.в — вес всех унифицированных деталей в изделии; Ау.т — суммарная трудоемкость изготовления унифицированных деталей; Ад.в — общий вес изделия; Ад.т — полная трудоемкость изготовления изделия.
Коэффициент повторяемости составных частей в общем числе составных частей данного изделия Кп (%) характеризует уровень унификации и взаимозаменяемость составных частей изделий определенного типа:

, (8.5)
где N— общее число составных частей изделий, n — общее число оригинальных типоразмеров.
Среднюю повторяемость составных частей в изделии характеризует коэффициент повторяемости:

. (8.6)
Пример 8.1. Определить уровень стандартизации и унификации продольнообрабатывающего станка по коэффициенту применяемости (по числу типоразмеров, по составным частям изделия и в стоимостном выражении), а также уровень унификации и взаимозаменяемости по коэффициенту повторяемости составных частей и среднюю повторяемость составных частей данного изделия. Общее число типоразмеров n = 1657, число оригинальных типоразмеров n0= 203, общее число деталей N= 5402, оригинальных N0 = 620, стоимость всех деталей С =85000 руб., оригинальных — С0 = 2 200 руб.
Решение. По формулам (8.1)—(8.3) определяем:
Кпр.т = 100 = 87,7%;
Кпр.ч = 100 = 88,5%;
Кпр.с = 100 = 68%.
Коэффициент повторяемости рассчитываем по формулам (8.5) и (8.6):
Кп = 100 = 69,3%;
Ксп = 5402 / 1657 = 3,2.
Ограничительное направление унификации в мировой практике получило название симплификации.
Симплификация — форма стандартизации, цель которой уменьшить число типов или других разновидностей изделий до числа, достаточного для удовлетворения существующих в данное время потребностей. При симплификации обычно исключают разновидности изделий, их составных частей и деталей, которые не являются необходимыми. В объекты симплификации не вносят какие-либо технические усовершенствования.
Типизация конструкций изделий — разработка и установление типовых конструкций, содержащих конструктивные параметры, общие для изделий, сборочных единиц и деталей. При типизации не только анализируют уже существующие типы и типоразмеры изделий, их составные части и детали, но и разрабатывают новые, перспективные, учитывающие достижения науки и техники и развитие промышленности. Часто результатом такой работы является установление соответствующих рядов изделий, их составных частей и деталей.
Типизация технологических процессов — разработка и установление технологического процесса для производства однотипных деталей или сборки однотипных составных частей или изделий той или иной классификационной группы.
Типизации технологических процессов должна предшествовать работа по классификации деталей, сборочных единиц и изделий и установлению типовых представителей, обладающих наибольшим числом признаков, характерных для деталей, сборочных единиц и изделий данной классификационной группы.
Агрегатирование — принцип создания машин, оборудования, приборов и других изделий из унифицированных стандартных агрегатов (автономных сборочных единиц), устанавливаемых в изделии в различном числе и комбинациях. Эти агрегаты должны обладать полной взаимозаменяемостью по всем эксплуатационным показателям и присоединительным размерам. Выделение агрегатов выполняют на основе кинематического анализа машин и их составных частей с учетом применения их в других машинах. При этом стремятся, чтобы из минимального числа типоразмеров автономных агрегатов можно было создать максимальное число компоновок оборудования.
Важным преимуществом созданных на основе агрегатирования машин (технологического оборудования) является их конструктивная обратимость. Кроме того, агрегатирование дает возможность применять стандартные агрегаты и узлы в новых компоновках при изменении конструкций объектов производства.
Если унификация приводит к уменьшению числа типоразмеров унифицированных объектов, то агрегатирование дает возможность увеличивать число объектов специализированного назначения.
Агрегатирование расширяет и обеспечивает:
• область применения некоторых универсальных машин и оборудования путем создания условий для быстрой замены их рабочих органов (в этом случае универсальные машины приобретают свойства специализированных, обеспечивая высокую производительность труда и необходимое качество работы);
• номенклатуру выпускаемых машин и оборудования путем модификации их основных Типов и создания различных исполнений, лучше отвечающих требованиям эксплуатации, чем машины и оборудование основных типов (базовых моделей) универсального назначения;
• комплектование (сборку) некоторых машин, механизмов, аппаратов, устройств и другого оборудования разного функционального назначения из унифицированных взаимозаменяемых агрегатов, узлов и деталей;
• номенклатуру продукции приборостроения благодаря применению блочного (агрегатного) способа их конструирования;
• дает возможность создавать приспособления и другую сложную технологическую механизированную и автоматизированную оснастку на основе использования общих агрегатов и узлов и способствует организации высокопроизводительного ремонта машин и других изделий путем использования взаимозаменяемых агрегатов и узлов.
Внедрение принципов агрегатирования возможно во всех отраслях машиностроения и приборостроения. В настоящее время метод агрегатирования находит широкое применение при создании технологического оборудования и средств механизации самого различного назначения: металлорежущих и деревообрабатывающих станков, кузнечно-прессового и сварочного оборудования, литейных машин, подъемно-транспортного оборудования, всех видов технологической оснастки.
Свидетельство и скидка на обучение каждому участнику
Зарегистрироваться 15–17 марта 2022 г.
Агрегатирование.
Агрегатирование. Агрегатирование — это метод создания машин, приборов и оборудования из отдельных стандартных унифицированных узлов, многократно используемых при создании различных изделий на основе геометрической и функциональной взаимозаменяемости. Например, применение в мебельном производстве щитов 15 размеров и стандартных ящиков трех размеров позволяет получить при различной комбинации этих элементов 52 вида мебели.
Агрегатирование очень широко применяется в машиностроении, радиоэлектронике. Развитие машиностроения характеризуется усложнением и частой сменяемостью конструкции машин. Для проектирования и изготовления большого количества разнообразных машин потребовалось в первую очередь расчленить конструкцию машины на независимые сборочные единицы (агрегаты) так, чтобы каждая из них выполняла в машине определенную функцию.
Это позволило специализировать изготовление агрегатов как самостоятельных изделий, работу которых можно проверить независимо от всей машины.
Расчленение изделий на конструктивно законченные агрегаты явилось первой предпосылкой развития метода агрегатирования. В дальнейшем анализ конструкций машин показал, что многие агрегаты, узлы и детали, различные по устройству, выполняют в разнообразных машинах одинаковые функции. Обобщение частных конструктивных решений путем разработки унифицированных агрегатов, узлов и деталей значительно расширило возможности данного метода.
В настоящее время на повестке дня переход к производству техники на базе крупных агрегатов — модулей. Модульный принцип широко распространен в радиоэлектронике и приборостроении; это основной метод создания гибких производственных систем и робототехнических комплексов.
Параметр продукции — это количественная характеристика ее свойств. Наиболее важными параметрами являются характеристики, определяющие назначение продукции и условия ее использования:
размерные параметры (размер одежды и обуви, вместимость посуды);
весовые параметры (масса отдельных видов спортинвентаря);
параметры, характеризующие производительность машин и приборов (производительность вентиляторов и полотеров, скорость движения транспортных средств);
энергетические параметры (мощность двигателя и пр.).
Продукция определенного назначения, принципа действия и конструкции, т.е. продукция определенного типа, характеризуется рядом параметров. Набор установленных значений параметров называется параметрическим рядом. Разновидностью параметрического ряда является размерный ряд. Например, для тканей размерный ряд состоит из отдельных значений ширины тканей, для посуды — отдельных значений вместимости. Каждый размер изделия (или материала) одного типа называется типоразмером. Например, сейчас установлено 105 типоразмеров мужской одежды и 120 типоразмеров женской одежды.
Процесс стандартизации параметрических рядов (параметрическая стандартизация) заключается в выборе и обосновании целесообразной номенклатуры и численного значения параметров. Решается эта задача с помощью системы предпочтительных чисел, подробно рассмотренной в предыдущей теме.
Применение системы предпочтительных чисел позволяет не только унифицировать параметры продукции определенного типа, но и увязать по параметрам продукцию различных видов. Например, практика стандартизации в машиностроении показала, что параметрические ряды деталей и узлов должны базироваться на параметрических рядах машин и оборудования. При этом целесообразно руководствоваться следующим правилом: ряду параметров машин по R5 должен соответствовать ряд размеров деталей по R10, ряду параметров машин по R10 — ряд размеров деталей по R20 и т.д.
В целях более эффективного использования тары для консервных банок и транспортных средств для их перевозки предлагается ряд грузоподъемности железнодорожных вагонов и автомашин, ряд размеров контейнеров, ящиков и отдельных консервных банок строить по ряду R5.
Унификация продукции. Деятельность по рациональному сокращению числа типов деталей, агрегатов одинакового функционатьного назначения называется унификацией продукции. Она базируется на классификации и ранжировании, селекции и симплификации, типизации и оптимизации элементов готовой продукции. Основными направлениями унификации являются:
разработка параметрических и типоразмерных рядов изделий, машин, оборудования, приборов, узлов и деталей;
разработка типовых изделий в целях создания унифицированных групп однородной продукции;
разработка унифицированных технологических процессов, включая технологические процессы для специализированных производств продукции межотраслевого применения;
ограничение целесообразным минимумом номенклатуры разрешаемых к применению изделий и материалов.
Результаты работ по унификации оформляются по-разному: это могут быть альбомы типовых (унифицированных) конструкций деталей, узлов, сборочных единиц; стандарты типов, параметров и размеров, конструкций, марок и др.
В зависимости от области проведения унификация изделий может быть межотраслевой (унификация изделий и их элементов одинакового или близкого назначения, изготовляемых двумя или более отраслями промышленности); отраслевой и заводской (унификация изделий, изготовляемых одной отраслью промышленности или одним предприятием).
В зависимости от методических принципов осуществления унификация может быть внутривидовой (семейств однотипных изделий) и межвидовой или межпроектной (узлов, агрегатов, деталей разнотипных изделий).
Степень унификации характеризуется уровнем унификации продукции — насыщенностью продукции унифицированными, в том числе стандартизированными, деталями, узлами и сборочными единицами. Одним из показателей уровня унификации является коэффициент применяемости (унификации) К ,%, который вычисляют по формуле

где п — общее число деталей в изделии, шт.; n0 — число оригинальных деталей (разработанных впервые), шт.
Коэффициент применяемости можно рассчитывать применительно к унификации деталей общемашиностроительного (ОМП), межотраслевого (МП), отраслевого (ОП) применения.
Согласно плану повышения уровня унификации машиностроительной продукции предусмотрено снижение доли оригинальных изделий и соответственно повышение доли изделий (деталей, узлов) ОМП, МП, ОП.
Коэффициенты применяемости могут быть рассчитаны: для одного изделия; для группы изделий, составляющих ти-поразмерный (параметрический) ряд; для конструктивно-унифицированного ряда.
Примером использования унификации в типоразмерном ряду изделий может быть ГОСТ 26678 на параметрический ряд холодильников. В стандартном параметрическом ряду находятся 17 моделей холодильников и три модели морозильников, коэффициент применяемости ряда составляет 85%. В ГОСТе указываются перечень составных частей, подлежащих унификации в пределах параметрического ряда (допустим, холодильные агрегаты двухкамерных холодильников с объемом камеры 270 и 300 см 3 и объемом низкотемпературного отделения 80 см 3 ), и перечень составных частей, подлежащих унификации в пределах одного типоразмера (например, холодильный агрегат по присоединительным размерам, конденсатор).
Агрегатирование — это метод создания машин, приборов и оборудования из отдельных стандартных унифицированных узлов, многократно используемых при создании различных изделий на основе геометрической и функциональной взаимозаменяемости. Например, применение в мебельном производстве щитов 15 размеров и стандартных ящиков трех размеров позволяет получить при различной комбинации этих элементов 52 вида мебели.
Агрегатирование очень широко применяется в машиностроении, радиоэлектронике. Развитие машиностроения характеризуется усложнением и частой сменяемостью конструкции машин. Для проектирования и изготовления большого количества разнообразных машин потребовалось в первую очередь расчленить конструкцию машины на независимые сборочные единицы (агрегаты) так, чтобы каждая из них выполняла в машине определенную функцию, что позволило специализировать изготовление агрегатов как самостоятельных изделий, работу которых можно проверить независимо от всей машины.
Расчленение изделий на конструктивно законченные агрегаты явилось первой предпосылкой развития метода агрегатирования. В дальнейшем анализ конструкций машин показал, что многие агрегаты, узлы и детали, различные по устройству, выполняют в разнообразных машинах одинаковые функции. Обобщение частных конструктивных решений путем разработки унифицированных агрегатов, узлов и деталей значительно расширило возможности данного метода.
В настоящее время на повестке дня переход к производству техники на базе крупных агрегатов (модулей). Модульный принцип широко распространен в радиоэлектронике и приборостроении; это основной метод создания гибких производственных систем и робототехнических комплексов.
Комплексная стандартизация. При комплексной стандартизации (КС) осуществляются целенаправленное и планомерное установление и применение системы взаимоувязанных требований как к самому объекту комплексной стандартизации в целом, так и к его основным элементам в целях оптимального решения конкретной проблемы. Применительно к продукции — это установление и применение взаимосвязанных по своему уровню требований к качеству готовых изделий, необходимых для их изготовления сырья, материалов и комплектующих узлов, а также условий сохранения и потребления (эксплуатации). Комплексная стандартизация обеспечивает взаимосвязь и взаимозависимость смежных отраслей по совместному производству готового продукта, отвечающего требованиям государственных стандартов. Например, нормы, требования, указываемые в стандарте на автомобиль, затрагивают металлургию, подшипниковую, химическую, электротехническую и другие отрасли промышленности. Качество современного автомобиля определяется качеством более 2000 изделий и материалов — металлов, пластмасс, резинотехнических и электротехнических изделий, лаков, красок, масел, топлива, смазок, изделий легкой, целлюлозно-бумажной промышленности и др. В таких случаях отдельные стандарты, даже когда в них заложены перспективные показатели, не всегда могут обеспечить нужные результаты.
Комплексная стандартизация позволяет устанавливать наиболее рациональные в техническом отношении параметрические ряды и сортамент промышленной продукции,
устранять ее излишнее многообразие, неоправданную разнотипность, создавать техническую базу для организации массового и поточного производства на специализированных предприятиях с применением более совершенной технологии, ускорять внедрение новейшей техники и обеспечивать эффективное решение многих вопросов, связанных с повышением качества изделий, их надежности, долговечности, ремонтопригодности, безотказности в условиях эксплуатации (потребления).
Основными критериями выбора объектов КС являются технико-экономическая целесообразность стандартизации и уровень технического совершенства продукции. Принципы комплексной стандартизации основаны на выявлении взаимосвязей между показателями качества составных частей изделия и предметов труда. Для нее характерны три главных методических принципа:
системность (установление взаимосвязанных требований с целью обеспечения соответствующего уровня качества);
оптимальность (определение оптимальной номенклатуры объектов КС, состава и количественных значений показателей их качества);
программное планирование (разработка специальных программ КС объектов, их элементов, включаемых в планы государственной, отраслевой и республиканской стандартизации).
Одним из главных показателей, определяющих степень комплексной стандартизации, является интегральный коэффициент охвата изделий стандартизацией Кнтт получаемый перемножением частных коэффициентов, характеризующих уровень стандартизации сырья, полуфабрикатов, частей и деталей конструкций, комплектующих изделий, оснащения, методов испытаний, готовой продукции и др.: Кинт = К1 К2 К3. Кп, где, Кп — частные коэффициенты стандартизации каждого элемента конструкции, компонента, входящего в изделие.
Частный коэффициент К,%, представляет собой отношение количества разработанных нормативно-технических документов на стандартизированные элементы конструкции (КСТ) к общему количеству нормативно-технических документов, необходимых для выпуска данной продукции (Кобщ ), т.е.
Частные коэффициенты стандартизации делятся на группы по их отношению к орудиям труда (оборудование, оснастка, инструмент и т.п.); к предметам труда (сырье, материалы, полуфабрикаты и т.п.).
Ввиду сложности создания и освоения новых высокоэффективных видов сырья, материалов, изделий планы и программы комплексной стандартизации целесообразно разрабатывать на пять и более лет. Разработку конкретных стандартов следует планировать с разбивкой по годам.
Один из наиболее серьезных вопросов в методологии программно-целевого планирования комплексной стандартизации — оценка эффективности ПКС продукции. Она может проводиться на четырех этапах планирования: утверждения перечня ПКС, разработки проекта ПКС, научно-технической экспертизы проекта, реализации. Достоверность оценки эффективности ПКС имеет большое значение, так как по ней принимается решение о целесообразности ее реализации.
При вынесении окончательного решения учитывается необходимость разработки и реализации ПКС для нормативно-технического обеспечения ранее запланированных целевых комплексных программ.
В отрасли автомобильного и сельскохозяйственного машиностроения осуществляется комплексная программа стандартизации, направленная на максимальную унификацию конструкций деталей и узлов общего назначения. Для целенаправленного выполнения этой работы составлены альбомы рабочих чертежей унифицированных узлов и деталей, разработана нормативно-техническая документация на организацию специализированных производств и освоение унифицированных изделий непосредственно на заводах — изготовителях сельскохозяйственных машин. Установлена обязательность применения унифицированных узлов и деталей при проектировании новых сельскохозяйственных машин, использования их в качестве запасных частей для действующего парка машин.
Опережающая стандартизация. Метод опережающей стандартизации заключается в установлении повышенных по отношению к уже достигнутому на практике уровню норм и требований к объектам стандартизации, которые согласно прогнозам будут оптимальными в последующее время.
Стандарты не должны только фиксировать достигнутый уровень развития науки и техники, так как из-за высоких темпов морального старения многих видов продукции они могут стать тормозом технического прогресса. Для того чтобы стандарты не тормозили технический прогресс, они должны устанавливать перспективные показатели качества с указанием сроков их обеспечения промышленным производством. Опережающие стандарты должны стандартизировать перспективные виды продукции, серийное производство которых еще не начато или находится в начальной стадии.
К опережающей стандартизации можно отнести применение в стандартах отраслей (стандартах организаций) прогрессивных международных стандартов и стандартов отдельных зарубежных стран до их принятия в нашей стране в качестве государственных.
В ряде случаев опережающие стандарты влияют на организацию специализированного производства совершенно новых видов продукции. Например, в конце 1980-х гг. было утверждение международного стандарта на аудиокомпактный диск до начала производства самого изделия. Это позволило обеспечить полную совместимость компакт-диска с другими техническими средствами и тем самым избежать непроизводительных затрат.
1. Стандартизация. Цели стандартизации. Принципы стандартизации.
2. Документы в области стандартизации.
3. Международные организации по стандартизации.
4. Органы и службы стандартизации РФ.
5. Виды национальных стандартов РФ: Категории стандартов.
6. Методы стандартизации: упорядочение объектом, параметрическая стандартизация, унификация продукции, агрегатирование
1. Стандартизация. Цели стандартизации. Принципы стандартизации
Стандартизация – деятельность по установлению правил и характеристик в целях их добровольного многократного использования, направленная на достижение упорядоченности в сферах производства и обращения продукции и повышение конкурентоспособности продукции, работ или услуг.
Основные понятия закона, касающиеся стандартизации:
стандарт – документ, в котором в целях добровольного многократного использования устанавливаются характеристики продукции, правила осуществления и характеристики процессов производства, эксплуатации, хранения, перевозки, реализации и утилизации, выполнения работ или оказания услуг. Стандарт также может содержать требования к терминологии, символике, упаковке, маркировке или этикеткам и правилам их нанесения;
международный стандарт – стандарт, принятый международной организацией;
национальный стандарт – стандарт, утвержденный национальным органом Российской Федерации по стандартизации;
технический регламент – документ, который принят международным договором Российской Федерации, ратифицированным в порядке, установленном законодательством Российской Федерации, или федеральным законом, или указом Президента Российской Федерации, или постановлением Правительства Российской Федерации и устанавливает обязательные для применения и исполнения требования к объектам технического регулирования (продукции, в том числе зданиям, строениям и сооружениям, процессам производства, эксплуатации, хранения, перевозки, реализации и утилизации).
2.3. Методические основы стандартизации
2.3.6. Унификация и агрегатирование изделий
Унификация проводится на основе анализа конструктивных исполнений изделий, их применяемости путем сведения близких по назначению, конструкции и размерам изделий, их составных частей и деталей к единой типовой унифицированной конструкции. Унификация является наиболее распространенной и эффективной формой стандартизации. Конструирование аппаратуры, машин и механизмов с применением унифицированных элементов позволяет не только сократить сроки разработки и уменьшить стоимость изделий, но и повысить их надежность, сократить сроки технологической подготовки и освоения производства.
Различают внутриразмерную, межразмерную (внутритиповую) и межтиповую унификацию. Внутриразмерная унификация осуществляется для модификаций изделий, имеющих одинаковое функциональное назначение, но отличающихся значением главного параметра. Например, токарно-винторезные станки для обработки заготовок с максимальным диаметром 320 мм унифицированы с токарными, двухсуппортными, операционными и т. д. Степень их унификации между собой и с базовым токарно-винторезным станком достигает 85 - 95 %. Средняя степень унификации автомобилей ЗИЛ, ВАЗ - составляет 80 - 90%.
Межразмерная или внутритиповая унификация осуществляется для базовых моделей или их модификаций между разными размерами параметрического ряда изделий, но внутри одного типа. Например, унифицированы токарно-винторезные станки для обработки заготовок диаметром 320 и 400 мм. Степень такой унификации может составлять до 35 %.
Межтиповая унификация осуществляется для изделий, относящихся к различным параметрическим рядам и различным типам. Например, унифицированы в один межтиповой ряд продольно-фрезерные, продольно-строгальные, продольно-шлифовальные станки на основе стандартной ширины обрабатываемых заготовок, установленных по ряду R10 (800; 1000; 1250 и 1600 мм). Это позволило применить для указанных станков 45 % унифицированных узлов в том числе: стойки, станины, поперечины и др.
Заводская и отраслевая унификации, осуществляемые соответственно в рамках одного завода и ряда заводов отрасли может охватывать номенклатуру изделий, сборочных единиц и деталей, которые производят и применяют в различных отраслях - межотраслевая унификация.
Работа по унификации и стандартизации нашла широкое применение в различных отраслях производящих продукцию, особенно в литейном производстве, изготовлении кузнечно-прессовой оснастки, станочных приспособлений, инструмента и т. д. Унифицированы крепежные детали, арматура и соединения трубопроводов (вентили, клапаны, тройники, краны), редукторы, муфты, шкивы, более подшипники качения и многие другие сборочные единицы и детали. Унификация деталей и агрегатов общемашиностроительного назначения заключается в замене группы близких по конструкции и размерам типов одним оптимальным типоразмером, использование которого возможно для различного назначения. Такой метод широко используется для деталей и узлов машин с ограниченным числом параметров, определяющих их конструкцию, например: шайбы, винты, болты, гайки, уплотнения, муфты и др. В более сложных случаях требуется предварительный анализ конструкций и параметров объектов, оценка качества их функционирования и проведение расчётов. При этом большое внимание следует уделять влиянию конструктивных элементов на эксплуатационные качества унифицируемых деталей и агрегатов. Например, необходимо уменьшать концентрацию напряжений, особенно в местах контакта деталей, проводить оптимизацию формы деталей и предусматривать плавные переходы от одной поверхности детали к другой.
В настоящее время унификацию деталей и сборочных единиц проводят во всех отраслях промышленного производства. В случае создания специализированных производств унифицированных деталей и составных создаётся значительный технико-экономический эффект. Возможность применения агрегатов в различных модификациях машин и приборов одного класса или близких по назначению обеспечивает конструктивную преемственность при создании новых изделий. Использование одинаковых узлов и агрегатов, значительно сокращает трудоемкость проектирования, изготовления и ремонта изделий, повышает уровень взаимозаменяемости продукции, способствует специализации предприятий, механизации и автоматизации производственных процессов, улучшает качество продукции, а также облегчает перестройку производства при переходе предприятий на освоение новой продукции. Выделение агрегатов выполняют на основе кинематического анализа машин и их составных частей с учетом возможности применения их в других машинах. При этом стремятся, чтобы из минимального числа типоразмеров автономных агрегатов можно было создать максимальное число компоновок оборудования. Большое распространение получили агрегатные станки, так как при смене объекта производства их легко разобрать и из тех же агрегатов собирать новые станки для обработки других деталей с требуемой точностью.
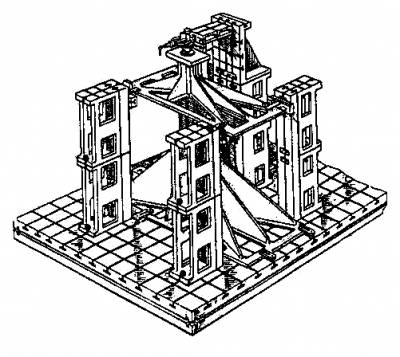
Рис. 2.4. Приспособление для сборки и сварки крупных агрегатов
Наглядным примером применения принципа агрегатирования является система универсально-сборных приспособлений (УСП). Такие приспособления компонуют из окончательно и точно обработанных взаимозаменяемых элементов: угольников, стоек, призм, опор, прихватов, зажимов, крепежных деталей и др. Систему УСП наиболее широко используют на опытных заводах и в условиях мелкосерийного и среднесерийного производства. При таких условиях конструирование и изготовление неразработанных приспособлений экономически нецелесообразны. С помощью элементов УСП собирают приспособления для сборки и сварки крупногабаритных изделий (рис. 2.4).
Универсально-сборные приспособления для фрезерных, сверлильных, расточных, сварочных, сборочных, контрольных и других операций показаны на рис. 2.5. Узлы и базовые детали УСП представлены на рис. 2.6.
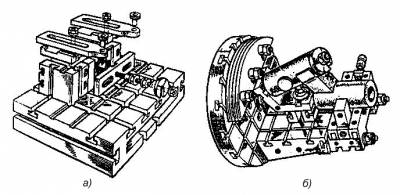
Рис. 2.5. Приспособление для механической обработки:
а) для обработки отверстий; б) для токарных работ
Сборно-разборные приспособления (СРП) собираются из стандартных взаимозаменяемых универсальных узлов и деталей. Основные универсальные узлы и базовые детали УСП представлены на рис.2.6., где: 1 - базовая плита, 2 - базовый угольник, 3 - стойка, 4 - универсальный гидравлический зажим, 5 - регулируемая опора, 6 - прихват, 7 - подводная опора, 8 - регулируемый упор, 9 - самоцентрирующий упор, 10 - гидравлический цилиндр, 11 - разъемный клапан, 12 - рукав высокого давления.
Читайте также: