
Ремонт блоков гильз и коленчатых валов конспект
Обновлено: 05.07.2024
Ремонт гильз цилиндров это комплекс работ, которые выполняются в определенной последовательности. Для полного понимания необходимости ремонта гильз цилиндров давайте рассмотрим назначение гильз цилиндров.
Для выполнения ремонта гильз цилиндров двигателя необходимо обзавестись необходимым оборудованием и инструментами, которые обеспечат точность и качество работы. Прежде чем приниматься за столько ответственную работу вы должны иметь навыки работы с микрометром, нутромером, индикаторным и штангенглубиномером, с помощью которых вам придется определить износ и искажение формы гильзы цилиндров.
Существуют различные способы восстановления гильз цилиндров, которые выбирают в зависимости от характера износа и повреждения гильзы цилиндров, если восстановить деталь не удается тогда необходимо заменить гильзу цилиндров двигателя.
Оборудование и инструменты для диагностики и ремонта гильз цилиндров двигателя.
- Нутромер гильзы цилиндров с диапазоном измерения 100-160 мм. 1-го класса точности.
- Микрометр гильзы цилиндров с диапазоном измерения 100-125 мм.
- Штангенглубиномер с пределами измерений 0-200 мм.
- Штангенциркуль с пределами измерений 0-250 мм.
- Лупа однолинзовая из стекла 6-кратного увеличения.
Диагностика гильзы цилиндров двигателя заключается в правильной дефектации гильз цидиндров.
- Необходимо провести наружный осмотр при помощи лупы. Цель наружного осмотра заключается в выявлении трещин, рисок, ржавчины, накипи, задиров гильз цилиндров двигателя. Провести анализ и составить характеристику дефектов с местом их расположения и обоснованной причиной появления.
- Определяем величину износа верхнего и нижнего посадочных поясков гильз цилиндров. Для измерения износа посадочных поясков гильз цилиндров используют микрометр, измеряя диаметры верхних и нижних поясков 4-5 гильз цилиндров. Измерения проводят в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала).
После проведения вышеуказанных замеров сопоставляют полученные результаты с установленными нормами и делают заключение о техническом состоянии посадочных поясков гильз цилиндров и выбирают способы ремонта гильз цилиндров двигателя .
- Определяем характер износа отверстия гильзы цилиндровизмерением диаметра отверстия индикаторным нутромером в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала) в шести плоскостях.
Для увеличения точности измерения провести несколько замеров отверстия одной гильзы.
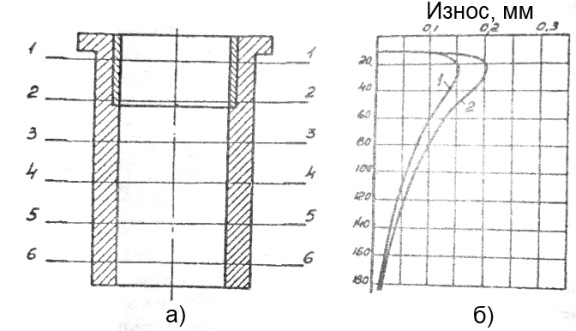
Схема измерения диаметра отверстия гильзы цилиндра:
а – плоскости измерения; б – предполагаемый характер износа.
Характер износа рабочей поверхности гильзы цилиндров обусловлен повышенным износом в зоне верхнего положения первого компрессионного кольца из-за трения в условиях недостаточности смазочного материала, высоких температур и давлений. Эта величина и определяет значение назначаемого ближайшего ремонтного размера, выполняемого при восстановлении гильз цилиндров двигателя, согласно действующим техническим условиям на ремонт.
Завершая дефектацию гильз цилиндров, произвести измерение диаметра отверстия пяти гильз цилиндров в верхней и нижней части на расстоянии 20 мм от края в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала).
Блок цилиндров является базовой деталью, которая служит для заданного расположения всех механизмов и деталей двигателя. У большинства дизелей блоки изготовлены из серого или специального легированного чугуна. Используют для изготовления этих деталей алюминиевый сплав AЛ-4 (двигатель 3M3-53).
Наиболее часто встречающимися дефектами блоков цилиндров являются:
- трещины и пробоины в стенках рубашки охлаждения
- износ гнезд под вкладыши коренных подшипников, нарушение соосности гнезд
- износ отверстий во втулках и отверстий под втулки распределительного вала или нарушение их соосности
- износ посадочных мест под гильзы, резьбовых отверстий и отверстий под толкатели
- коробление поверхностей
- трещины на перемычках между посадочными местами под гильзы цилиндров
- и др.
Блок выбраковывают при трещинах или обломах в гнездах под вкладыши коренных подшипников, в отверстиях под втулки распределительного вала, в масляных каналах и в местах, недоступных для их устранения, а также в случаях, когда обнаружено более двух трещин в перемычках между посадочными местами под гильзы или клапанными гнездами, более четырех трещин в рубашке охлаждения или более двух трещин, выходящих на обработанные поверхности.
Трещины и пробоины устраняют с помощью сварочных процессов, наложением заплат и закреплением их винтами или сваркой, наложением заплат с применением эпоксидных композиций. В местах, не испытывающих больших нагрузок, трещины заделывают стягивающими или уплотняющими фигурными вставками.
Изношенные резьбовые отверстия восстанавливают постановкой спиральных резьбовых вставок, нарезанием резьбы ремонтного (увеличенного) размера. Шпильки с изношенной резьбой выбраковывают: При наличии обломанных болтов и шпилек место облома зачищают заподлицо с поверхностью блока. В центре облома сверлят отверстие на всю длину обломанной части болта (шпильки). Затем забивают экстрактор соответствующего номера, на него надевают соответствующую гайку и вывинчивают обломанную часть из отверстия. При необходимости прогоняют резьбу метчиком.
Посадочные места (гнезда) под вкладыши коренных подшипников восстанавливают растачиванием под вкладыши ремонтного размера с увеличенным наружным диаметром на станке РД-14.
При отсутствии вкладышей ремонтного размера гнезда коренных подшипников восстанавливают путем фрезерования плоскостей разъема крышек коренных подшипников на 0,3-0,4 мм и последующего растачивания до номинального размера при условии сохранения допустимого расстояния от оси отверстия гнезд до верхней плоскости блока цилиндров. Перед фрезерованием плоскостей разъема комплект крышек устанавливают в специальное приспособление и фрезеруют сначала опорные поверхности под гайки. Затем переставляют крышки плоскостью разъема вверх и фрезеруют их. Паз под усик вкладыша углубляют фрезой.
Разработан технологический процесс и оборудование для восстановления изношенных гнезд коренных подшипников с диаметром более 95 мм электроконтактной приваркой стальной ленты с последующим растачиванием приваренного слоя до номинального размера.
При наличии повреждений отдельных гнезд коренных подшипников их восстанавливают газовой наплавкой латунью Л-63 с применением флюса, напаивают припоем ПМЦ-54. Перед наплавкой постели вкладыша в блоке растачивают на глубину 1,0-1,5 мм и подогревают до температуры 500-600°С. Наплавленный слой латуни легко обрабатывается, но его твердость ниже твердости чугуна. Отдельные изношенные гнезда восстанавливают эпоксидными композициями без последующей обработки. Изношенные поверхности шлифуют вручную, обезжиривают и наносят приготовленный состав слоем не менее 1 мм. Затем укладывают на все гнезда специальную скалку диаметром, равным номинальному размеру отверстий под коренные подшипники. Перед укладкой скалку смазывают минеральным маслом. Гнезда, не подлежащие восстановлению, служат для центрирования скалки. Зажимают скалку крышками и отверждают эпоксидный состав, после чего крышки и скалку снимают, а наплывы состава зачищают шабером.
При несоосности опор коренных подшипников не более 0,07 мм и отсутствии других дефектов коренные вкладыши устанавливают в опоры и растачивают по антифрикционному слою под размеры имеющихся коленчатых валов. Не допускается раскомплектовывать вкладыши после расточки.
Гнезда коренных подшипников в блоках автомобильных двигателей восстанавливают железнением в проточном электролите. Применяют специальные установки, позволяющие одновременно наращивать все гнезда подшипников.
Коробление поверхности прилегания головки цилиндров, превышающее 0,15 мм, устраняют шлифованием на плоскошлифовальном станке или вертикально-сверлильном при помощи специального приспособления. В ЦРМ хозяйств допускается устранять коробление шлифованием вручную кругом диаметром 300-450 мм в зависимости от размеров блока или пришабриванием.
Изношенные гнезда под втулки распределительного вала растачивают на горизонтально-расточных станках и запрессовывают новые втулки с последующей расточкой под номинальный или ремонтный размер шеек распределительного вала. Непараллельность оси отверстий под опоры распределительного вала с осью отверстий под вкладыши коренных подшипников коленчатого вала допускается не более 0,1 мм по всей длине.
Износ нижнего посадочного пояска под гильзу цилиндров устраняют растачиванием на пояске новой уплотнительной канавки под резиновое кольцо номинального размера. Канавку формируют выше или ниже существующей. Торцовую поверхность гнезда блока цилиндров под бурт гильзы, имеющую разницу по глубине при промерах в двух взаимно перпендикулярных плоскостях более 0,05 мм, зенкеруют или протачивают. При сборке увеличение глубины выточки компенсируют постановкой металлического кольца под торец бурта гильзы.
После устранения всех неисправностей блок подвергают контролю, так как применение сварки и других способов устранения дефектов может вызвать искажение его основных геометрических параметров. Коробление поверхности прилегания головки цилиндров контролируют с помощью поверочной линейки ШП-1- 650 и набора щупов. Соосность гнезд под коренные подшипники проверяют при помощи гладких оправок, индикаторных и других приспособлений.
Биение торцов выточек под бурт гильзы цилиндров контролируют специальным индикаторным приспособлением. Непараллельность опорной поверхности выточек относительно верхней плоскости блока не должно превышать 0,03 мм.
Перпендикулярность осей посадочных поясков под гильзы цилиндров к оси отверстий под коренные подшипники проверяют приспособлениями 70-8704-1002, КИ-4862 и др.
После запрессовки гильз проверяют испытание блока на герметичность. Испытывают блоки на специальном гидравлическом стенде КИ-5372, создавая давление 0,4 МПа. Подтекание воды или запотевание указывает на неисправность блока.
Дефекты гильз цилиндров и их устранение
Гильзы цилиндров изготавливают из серого специального и легированного чугуна. Внутреннюю рабочую поверхность гильз закаливают токами высокой частоты на глубину 1,5 мм с последующим отпуском для получения твердости не ниже HRC 40-50. Ресурс двигателя в значительной мере определяется состоянием гильз цилиндров.
Основными дефектами гильз цилиндров являются следующие:
- износ внутренней рабочей поверхности, риски и задиры
- износ нижней опорной поверхности установочного бурта и посадочных поясков
- кавитационные разрушения наружной поверхности
Наибольший износ гильз блоков наблюдается на расстоянии 20-25 мм от верхней кромки в зоне остановки верхнего компрессионного кольца в в.м.т. Интенсивнее гильзы изнашиваются в плоскости качания шатуна. Неравномерный износ гильз цилиндров по образующей объясняется различными условиями трения.
Реже наблюдаются задиры на рабочей поверхности и кавитационный износ гильзы.
Величину износа, овальность, конусообразность определяют с помощью индикаторного нутромера. При износе гильз цилиндров и увеличении зазора в сопряжении цилиндр — поршень выше допустимого значения их растачивают и хонингуют на следующий ремонтный размер, после чего комплектуют с поршнями соответствующего диаметра. Допустимый без ремонта зазор между гильзой и юбкой поршня двигателей Д-160 — 0,59 мм, для СМД-60 и СМД-62 — 0,44 мм, для остальных дизелей — 0,4 мм, для ЗИЛ- 130 и 3M3-53 — 0,2 при допускаемой конусообразности и овальности не более 0,02 мм для гильз 3M3-53 и 0,09 мм всех остальных двигателей. При овальности 0,1 симметричные гильзы рекомендуется повернуть на 90° по отношению к прежнему положению.
Ремонтный размер гильз цилиндров большинства дизелей увеличен на 0,7 мм, а для А-01М, А-41 и дизелей ЯМЗ — на 0,5 мм. Для гильз и цилиндров двигателей ЗИЛ, ГАЗ и ЗМЗ предусмотрено три ремонтных размера с межремонтным интервалом 0,5 мм. Bee цилиндры или гильзы одного блока обрабатывают под один ремонтный размер.
Растачивают цилиндры и гильзы на вертикально-расточных станках. Блок для расточки цилиндров устанавливают на стол станка, а гильзы крепятся в специальных приспособлениях.
Перед растачиванием гильзы (цилиндра) замеряют наибольший диаметр в зоне работы верхних компрессионных колец и определяют возможность ее расточки на ремонтный размер Dpp:
Dрр > Dr = Dmax + 2а + 2b
где Dr — расчетный диаметр гильзы, мм; Dmax — наибольший замеренный диаметр изношенной гильзы, мм; а — припуск на заглубление резца (0,02-0,03 мм); b — припуск на хонингование (0,02-0,05 мм).
При растачивании цилиндров блока необходимо сохранить расстояние между осями цилиндров и перпендикулярность их осей к оси коленчатого вала. Для этого необходимо совместить оси растачиваемого цилиндра (гильзы) с осью шпинделя. Совмещение осей производят предварительно с помощью оправки с шариком, вставленной в шпиндель станка. При этом конец оправки должен находиться от оси шпинделя на расстоянии, равном половине диаметра растачиваемого цилиндра. Центрирование выполняют по верхнему пояску цилиндра блока поворотом шпинделя с оправкой. Оправку предварительно устанавливают на размер Н, определяемый по формуле:
H=(d2+ D)/2
где d2 — диаметр головки шпинделя, мм; D — диаметр цилиндра в верхней, неизношенной части, мм.
Для более точной установки блока или гильзы цилиндров относительно оси шпинделя применяют приспособление с индикатором часового типа. После центрирования блок или приспособление с гильзой закрепляют на столе станка.
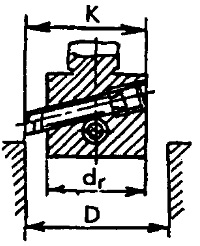
Цилиндры растачивают резцами с твердыми пластинками ВК2 или со вставками из эльбора-Р. Перед растачиванием резец устанавливают на размер К, вычисленный по формуле:
К = (d2 + Dpр — b)/2
где Dpp — принятый стандартный ремонтный размер.
После растачивания с целью получения требуемой шероховатости цилиндры и гильзы хонингуют абразивными или алмазными брусками, закрепленными в специальной головке, на станках ЗБ-833, ЭГ-833 и др. При хонинговании головка совершает вращательное и возвратно-поступательное движение. В качестве охлаждающей жидкости применяют смесь керосина (80—90%) и машинного масла. Ход хонинговальной головки устанавливают таким, чтобы бруски выходили за верхний и нижний края цилиндра на 0,2-0,3 их длины.
Обычно хонингование ведут в два приема: предварительное (черновое) и окончательное (чистовое). Черновое хонингование ведут брусками зеленого карборунда на керамической связке зернистостью 10-16 или брусками из синтетических алмазов марки А250/200-М1. Припуск на чистовое хонингование оставляют 0,010-0,005 мм. Чистовое хонингование закаленных гильз ведут брусками ACM 28/20-МСВ, ACM 20/14-М1, шероховатость поверхности — Ra 0,32-0,16 мкм.
На некоторых ремонтных предприятиях вместо хонингования применяют раскатку шариковыми или роликовыми раскатниками. В этом случае припуск при растачивании на раскатку оставляют в пределах 0,05-0,06 мм.
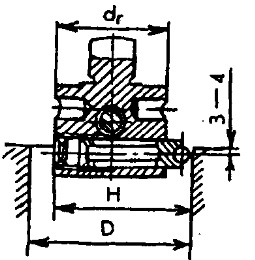
Рис. Совмещение оси цилиндра и шпинделя станка с помощью шариковой оправки.
После окончательной механической обработки овальность и конусообразность цилиндров не должна превышать 0,02 мм.
Кавитационные разрушения наружных поверхностей гильз устраняют заделкой составами на основе эпоксидных смол.
Изношенные посадочные пояса гильз восстанавливают железнением или контактной приваркой ленты с последующей механической обработкой до номинального размера.

Ремонт блока и гильз цилиндров
Ремонт блока. В большинстве двигателей блоки изготовлены из серого и специального легированного чугуна. В процессе их эксплуатации возможны следующие основные дефекты: трещины, изломы и пробоины; повреждения и износ резьбы в отверстиях и на шпильках; износ отверстий во втулках и под втулки распределительного вала; износ, овальность, конусность и смещение отверстий в опорах под вкладыши коренных подшипников; коробление поверхности прилегания к головке блока; износ отверстий: под палец промежуточной шестерни, под установочные штифты и втулки; износ торцевых поверхностей гнезд под верхние бурты гильз цилиндров; износ клапанных гнезд и втулок клапанов; износ, овальность, конусность и задиры поверхностей цилиндров или гильз цилиндров.
Блок выбраковывают при трещинах и обломах в гнездах под вкладыши коренных подшипников, в отверстиях под втулки распределительного вала, в масляных каналах и местах, недоступных для выполнения ремонта, а также в случаях, когда обнаружено: более двух трещин между отверстиями цилиндров (гильз) или клапанных гнезд; более четырех трещин в водяных рубашках или более двух трещин, выходящих на обработанные поверхности; изломы одного и более гнезд по уплотнительные кольца гильз цилиндров размером более ‘/з периметра.
Трещины, изломы и пробоины заваривают электродуговой или газовой сваркой, наложением заплат и закреплением их болтами и сваркой, наложением заплат с применением полимерных материалов на основе эпоксидных смол. Трещины в местах, не испытывающих больших нагрузок, заделывают штифтами или уплотняющими фигурными вставками.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Изношенные резьбовые отверстия восстанавливают нарезанием резьбы увеличенного размера или постановкой вставок. Шпильки с изношенной резьбой, как правило, выбраковывают, а иногда восстанавливают наплавкой и нарезанием резьбы нормального или увеличенного размера.
Изношенные отверстия под втулки распределительного вала (до ослабления посадки втулок) растачивают под втулки ремонтного размера. Отверстия втулок растачивают под ремонтный размер опор вала или восстанавливают постановкой втулок с уменьшенными отверстиями и шлифуют опоры распределительного вала по этим отверстиям.
Посадочные места (постели) под вкладыши коренных подшипников восстанавливают нанесением покрытий сваркой, осталиванием или заделкой составами на основе эпоксидных смол.
Наплавляют постели электросваркой, малоуглеродистым электроном с меловой обмазкой способом отжигающих валиков или газовой сваркой чугунными прутками с применением флюсов ФСЧ -1 и фСЧ-2. Можно также наплавлять постели газовым пламенем, используя латунные прутки, а в качестве флюса — буру и напаивать твердым припоем ПМЦ54 (или латунью Л-62). Перед наплавкой шпильки коренных подшипников закрывают кожухами из листовой стали, плоскости разъема — медными накладками, а отверстия для подачи масла — асбестовыми, графитовыми или медными пробками, чтобы предохранить их от брызг и наплывов при наплавке.
Иногда постели восстанавливают постановкой полуколец. В этом случае постели растачивают так, чтобы толщина стенок полуколец после окончательной обработки была в пределах 1,5…2,0 мм. Полукольца вытачивают из чугуна, близкого по механическим свойствам чугуну блока. Закрепляют полукольца в блоке и крышках гладкими штифтами диаметром 6…8 мм, изготовленными из мягкой стали, зачищают их заподлицо с поверхностью полуколец.
Постели блоков автомобильных двигателей восстанавливают железнением в проточном электролите. Применяют специальные установки, позволяющие одновременно наращивать все постели коренных подшипников.
Составами на основе эпоксидных смол восстанавливают постели коренных подшипников блоков тракторных и автомобильных двигателей. Перед нанесением состава постели протачивают на глубину 0,3…0,6 мм, затем поверхности придают шероховатость для лучшего сцепления пасты с металлом. Наносят состав толщиной 1,5…2,5 мм и после затвердения тщательно зачищают наплыв на плоскостях разъема. Плоскости разъема крышек фрезеруют, а затем шлифуют на глубину 0,8…1,2 мм и устанавливают крышки на постели, подложив под них по одной прокладке толщиной 0,05 или 0,10 мм с каждой стороны. Затягивают болты или гайки крепления крышек нормальным усилием и растачивают отверстия под номинальный размер. После расточки снимают крышки, зачищают боковые наплывы состава, прочищают и продувают масляные каналы.
При износе или короблении отдельных постелей их восстанавливают составами на основе эпоксидных смол без последующей обработки. Изношенные постели шлифуют вручную шлифовальным кругом крупной зернистостью с приводом через гибкий вал. Наносят приготовленный состав слоем не менее 1 мм и укладывают на все постели специальную скалку диаметром, равным номинальному Размеру отверстий под коренные подшипники. Перед укладкой скал-КУ смазывают слоем минерального масла. Постели, не подлежащие восстановлению, служат для центрирования скалки. Зажимают скалку крышками и дожидаются отверждения состава, после чего кРышки и скалку снимают, а подтеки и наплывы состава зачищают напильником или шабером.
Отверстия под коренные подшипники в блоках двигателей, имеющие износы не более 0,30 мм в вертикальной и не более 0,20 мм в горизонтальной плоскостях, восстанавливают растачиванием их под номинальный размер со смещением осей коленчатого и распределительного валов. Для этого плоскости разъема крышек коренных подшипников фрезеруют и затем шлифуют на глубину 0,5…0,7 мм, ставят их в блок, затягивают болтами или гайками с необходимым усилием и, сместив оси валов, растачивают отверстия под номинальный размер.
Отверстия под коренные подшипники растачивают одновременно с отверстиями под опоры распределительного вала на специальных горизонтально-расточных станках модели РД. Такие станки выпускают для восстановления блока двигателя одной марки. Например, станок РД-14 предназначен для растачивания отверстий только блока двигателей СМД -14, станок РД-50 — для блока двигателей Д-50 и т. д.
Станки позволяют получать высокое качество расточки отверстий и дают возможность сохранять расстояние между осями коленчатого и распределительного валов. Растачивают отверстия специальными борштангами, которые легко снимать и устанавливать на станок.
Несоосность расточенных отверстий под коренные подшипники допускается в пределах 0,02…0,03 мм по всей длине блока, а конусность и овальность — не более 0,02 мм.
Коробление поверхности прилегания к головке блока, превышающее 0,15 мм, устраняют шлифованием на плоскошлифовальных или вертикально-сверлильных станках при помощи специальных приспособлений. В небольших мастерских допускается устранять коробление пришабриванием или шлифованием вручную кругом диаметром 300…450 мм в зависимости от размеров блока.
После шлифования поверхности проверяют глубину гнезд под верхние бурты гильз и при необходимости углубляют их торцевыми фрезами на толщину слоя, снятого при шлифовании. Если гнезда изношены, их обрабатывают фрезами до получения одинаковой глубины во всех гнездах и ставят металлические прокладки, закрепляя их клеем ВС-ЮТ или на эпоксидном составе.
После шлифования плоскости и восстановления гнезд выступа-ние запрессованных гильз над поверхностью блока должно соответствовать техническим требованиям.
При сборке дизельных двигателей, где шлифовалась верхняя поверхность блока, необходимо на такой же размер проточить днища поршней, чтобы избежать соприкосновения их с плоскостью головки блока.
Коробление других привалочных поверхностей блока устанавливают шлифованием, фрезерованием или строганием.
Изношенные отверстия под втулки клапанов, толкателей, установочные штифты и палец промежуточной шестерни восстанавливают развертыванием под ремонтный размер или постановкой втулок.
Контроль и испытание блока. Блок двигателя — очень сложная и ответственная корпусная деталь, от технического состояния которой во многом зависят технико-экономические показатели и песурс отремонтированного двигателя. Поэтому после выявления еГо неисправностей при дефектации и устранения их блок снова подвергают контролю, так как применение сварки и других способов устранения дефектов может вызвать искажение его основных геометрических параметров. В блоке вновь проверяют коробление привалочных плоскостей, соосность отверстий под коренные вкладыши, биение торцов выточек под бурт гильзы цилиндров, перпендикулярность осей этих выточек к оси коренных подшипников и испытывают блок на герметичность.
Коробление поверхностей прилегания контролируют при помощи поверочной линейки типа ШП-630 и набора щупов. Для большинства двигателей коробление плоскости прилегания головки блока допускается в пределах 0,08…0,10 мм.
Соосность отверстий под коренные вкладыши проверяют при помощи гладких оправок, индикаторных и других приспособлений, а на специализированных предприятиях — при помощи пневматических и оптических установок.
Контрольную гладкую оправку, специально изготовленную для одного типоразмера блока, укладывают в постели блока и затягивают крышки динамометрическим ключом при нормальном усилении. Если оправка проворачивается и перемещается в осевом направлении от усилия руки, то соосность отверстий находится в допускаемых пределах.
Индикаторное приспособление, показанное на рисунке 68, наиболее универсальное. Оно позволяет определить смещение средних опор относительно крайних и овальность отверстий. В проверяемом блоке ставят на место крышки опор и затягивают их с нормальным усилием. На крайние опоры вставляют центрирующие втулки. Ступенчатая кольцевая поверхность втулок дает возможность устанавливать их без зазора в пределах допуска на диаметр отверстий блока. Во втулки вводят оправку и перед измеряемым отверстием надевают на оправку индикаторное приспособление. Винтом устанавливают рычаг в такое положение, при котором его сферический палец будет соприкасаться с поверхностью отверстия, а индикатор — иметь натяг в пределах нормируемого участка стрелки. Ставят стрелку индикатора на нуль и, поворачивая приспособление на 360°, по отклонению стрелки определяют смещение измеряемой опоры относительно крайних. Точно так же проверяют смещение в других опорах. Для большинства двигателей смещение отверстий смежных опор допускается не более 0,03 мм и несмежных — не более 0,04 мм.
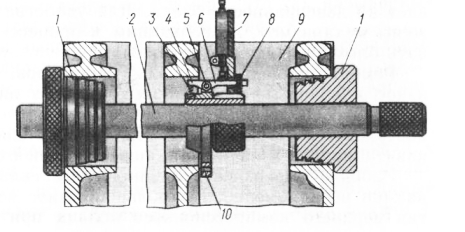
Рис. 1. Приспособление для проверки соосности отверстий в блоке под коренные подшипники:
Биение торцов выточек под бурт гильзы цилиндров контролируют индикаторным приспособлением, аналогичным по устройству и принципу действия приспособлению для измерения соосности отверстий под подшипники. Допускаемое биение выточек под бурт гильзы относительно оси отверстия не должно превышать 0,06 мм, а непараллельность опорной поверхности выточек относительно верхней плоскости блока не должно превышать 0,03 мм.
Перпендикулярность осей посадочных поясков под гильзы цилиндров к оси отверстий под подшипники проверяют пневматическими приспособлениями типов 70-8704-1002, 70-8704-1003, КИ-4862 и другими, предназначенными для контроля геометрических параметров блоков, а также оптическими установками.типа КИ-5506 и оптико-механическими установками. Последние позволяют выполнять комплексный контроль параметров пространственной геометрии блоков двигателей. При помощи такой оптико-механической установки можно контролировать соосность коренных опор коленчатого вала в вертикальной и горизонтальной плоскостях; перпендикулярность осей расточек под гильзы цилиндров к оси отверстий коренных подшипников; параллельность осей расточек под гильзы цилиндров между собой и прямолинейность привалочных плоскостей блоков.
Испытание блока на герметичность водяной рубашки охлаждения проводят при дефектации до выпрессовки гильз цилиндров и после ремонта блока, когда запрессованы новые или отремонтированные гильзы. Испытывают блоки на специальных гидравлических стендах типа КИ-5372. Блок ставят нижней привалочной плоскостью на нижнюю плиту (стол) стенда и герметизируют его плитами с мягкой маслобензостойкой резиной, прижимая их пневматическими механизмами. Затем в рубашку охлаждения подают воду под давлением до 0,4 МПа и в течение 5 мин осматривают блок. Появление подтекания воды или запотевание указывает на неисправность блока. Для удобства осмотра стенды снабжены механизмом, позволяющим в процессе испытания поворачивать блок в различные положения.
Ремонт цилиндров и гильз цилиндров. Основные дефекты — износ и задиры рабочей поверхности, а для гильз цилиндров — дополнительно деформация и изнашивание наружных посадочных поверхностей. В некоторых тракторных двигателях наблюдается кавитационное изнашивание поверхностей охлаждения.
Рабочие поверхности цилиндров и гильз цилиндров изнашиваются неравномерно. Наибольший износ всегда расположен против верхнего компрессионного кольца при положении поршня в верхней мертвой точке (в.м.т.). Поэтому цилиндры измеряют (индикаторным нутромером) в зоне наибольшего износа на расстоянии 30 ..40 мм от верхней кромки.
Изношенные и поврежденные поверхности цилиндр о-в и гильз цилиндров восстанавливают растачиванием и последующей доводкой (хонингованием) под ремонтный размер.
Для цилиндров и гильз цилиндров двигателей типа ГАЗ и ЗИЛ предусмотрено три увеличенных ремонтных размера с интервалом через 0,5 мм от номинального размера.
Гильзы цилиндров двигателей ЯМЗ (всех моделей и модификаций), А-01М, А-41 и Д-37 (всех модификаций) ремонтных размеров не имеют. Гильзы цилиндров остальных тракторных двигателей восстанавливают под ремонтный размер, увеличенный на 0,7 мм против номинального.
Все цилиндры или гильзы цилиндров одного блока обрабатывают под один и тот же ремонтный размер. Цилиндры, выполненные в теле блока, изношенные до последнего ремонтного размера, восстанавливают постановкой гильз с последующей обработкой под номинальный размер.
Растачивают цилиндры и гильзы цилиндров на вертикально-расточных станках типа 278Н. Некоторые ремонтные предприятия растачивают гильзы цилиндров на токарных станках, применяя специальные приспособления, или шлифуют их абразивными кругами. Базовыми поверхностями при установке блока для растачивания цилиндров служат нижняя привалочная плоскость и фаска в верхней части цилиндра. При установке гильз на расточку или шлифование базовыми поверхностями служат наружный чисто обработанный поясок и верхний торец гильзы.
При растачивании цилиндров блока следят за сохранением расстояний между осями цилиндров и перпендикулярностью осей цилиндров к оси коленчатого вала. Отклонение от перпендикулярности допускается не более 0,05 мм на всей длине цилиндра. При растачивании или шлифовании гильз цилиндров следят за толщиной стенок гильзы. Разница в толщине стенок гильзы, измеренных по посадочным пояскам в вертикальной плоскости, не должна превышать 0,06 мм.
После растачивания диаметр цилиндра или гильзы должен быть на 0,04…0,10 мм меньше ремонтного размера, это так называемый припуск на последующую доводку (хонингование).
Доводку цилиндров выполняют на вертикально-хонинговальных или вертикально-сверлильных станках специальными хонинговальными головками. На головке по окружности установлены четыре, пять или шесть сменных мелкозернистых абразивных спусков. Головка, соединенная с хвостовиком через шарнир, закрепляется в шпинделе станка. При хонинговании головка с оразивными брусками совершает вращательное и возвратно-поступательное движение по стенкам цилиндра. На необходимый Размер бруски разжимают вручную при помощи кольца подачи.
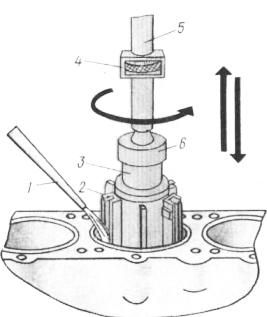
Рис. 2. Схема процесса хонингования цилиндров блока:
1 — подача охлаждающей жидкости; 2 — бру. сок; 3 — хонинговальная головка; 4 — кольцо подачи; 5 — хвостовик; 6 — шарнир.
На современных хонинговальных головках для разжатия брусков используют гидравлические и пневматические приводы.
По мере снятия металла и изнашивания брусков при ручном механическом приводе радиальная подача выполняется автоматически спиральной пружиной, а при пневматическом приводе бруски автоматически прижимаются с постоянным усилием.
В качестве охлаждающей жидкости при хонинговании используют керосин или смесь керосина (80…90%) с машинным маслом. Ее обильно подают в цилиндр в течение всего процесса. Для обеспечения высокой точности геометрических размеров ход головки устанавливают таким, чтобы абразивные бруски выходили за верхний и нижний края цилиндра на 0,2…0,3 их длины.
Обычно хонингование ведут в два приема: предварительное (черновое) и окончательное (чистовое). Черновое хонингование ведут крупнозернистыми брусками зеленого карборунда на керамической связке зернистостью 10… 16 или брусками из синтетических алмазов марки АСР 50/40 и АСР 100/80. Припуск на чистовое хонингование оставляют в пределах 0,02…0,03 мм. Чистовое хонингование ведут брусками из синтетических алмазов марок АСМ 20/14 и АСМ 28/20.
Примерный режим хонингования: окружная скорость хонинговальной головки 60…80 м/мин; возвратно-поступательная скорость 20…25 м/мин.
На некоторых ремонтных предприятиях вместо хонингования применяют раскатку шариковыми или роликовыми раскатными головками. В этом случае при растачивании оставляют припуск на раскатку в пределах 0,05…0,06 мм.
После окончательной обработки (хонингования или раскатки) овальность и конусность цилиндров не должна превышать 0,02 мм, а шероховатость поверхности должна быть не ниже 9 класса.
Изношенные и поврежденные посадочные поверхности гильз восстанавливают железнением и последующей обработкой под номинальный размер.
Кавитационное изнашивание поверхностей охлаждения гильз устраняют заделкой полимерными составами на основе эпоксидных смол.
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам
ПЛАН УРОКА № 79 /автомеханики/
ЦЕЛИ УРОКА: ОБУЧАЮЩАЯ. ОБРАЗОВАТЕЛЬНАЯ.
Закрепить, углубить и расширить знания. Проверить знания.
По теме Пригоночные работы
ВОСПИТАТЕЛЬНАЯ: воспитывать внимание, усидчивость, сознательную дисциплину, культуру речи, способствовать воспитанию профессиональной направленности.
РАЗВИВАЮЩАЯ: развивать память, техническую речь, умение свободно и правильно использовать усвоенную профессиональную терминологию. Поиск аналога изучаемого
МЕТОДИЧЕСКАЯ ХАРАКТЕРИСТИКА УРОКА ТИП УРОКА: комбинированный
ДЕЯТЕЛЬНОСТЬ студентов: восприятие информации /слушание, наблюдение, запись конспекта/. Запоминание информации. Умение применять усвоенные знания путем речевого общения, проявление умение применять ранее полученные знания.
ОСНАЩЕНИЕ УРОКА:
Плакат Разрез коробки передач и заднего моста МТЗ-80, Плакаты
ТСО: Компьютер. Мультимедийный проектор МЕЖПРЕДМЕТНЫЕ СВЯЗИ:
Производственное обучение.
Вождение автомобиля. Ремонт автомобиля
Устройство автомобиля. Коробки передач и задние мосты
ХОД УРОКА
ОРГАНИЗАЦИОННАЯ ЧАСТЬ(1 мин). Принять рапорт дежурного. Проверить наличие учебных принадлежностей. Объявить тему и цель урока.
Актуализация опорных знаний 8 мин.
Чему должны соответствовать технические условия на сдачу автомобилей и агрегатов в капитальный ремонт?
/ должны соответствовать требованиям ГОСТов и руководствам на капитальный ремонт./
2.2 Какими автомобили и агрегаты, направляемые в ремонт, должны быть ?
/комплектными и иметь лишь те неисправности, которые возникли в результате естественного износа деталей./
Что составляется при приемке автомобиля в ремонт?
/ составляется приемо-сдаточный акт по установленной форме в трех экземплярах./
Что отмечается в акте?
/В акте отмечается техническое состояние и комплектность сдаваемого в ремонт объекта. /
2.5 Кем подписывается акт?
/ Акт подписывается представителями АРП и заказчика. Первый и третий экземпляры акта остаются на ремонтном предприятии, а второй выдается заказчику
ФОРМИРОВАНИЕ НОВЫХ ПОНЯТИЙ И УМЕНИЙ
Изложение нового материала 15 мин
Сборка цилиндрических и конических шестерен.
Сборка шпоночных и шлицевых соединений
Закрепление и совершенствование приобретённых знаний 8 мин / в ходе изложения материала /
Расскажите порядок сборки:
3.3. Самостоятельная работа.10 мин
Записать в тетрадь.
Как собирают шпоночные и шлицевые соединения
ЗАКЛЮЧИТЕЛЬНАЯ ЧАСТЬ. АНАЛИЗ И ПОДВЕДЕНИЕ ИТОГОВ. 2 мин
Объявить студентам оценки и дать им анализ.
ДОМАШНИЕ ЗАДАНИЕ . 1 мин.
Ремонт автомобилей и двигателей.конспект
Дефектация корпусных деталей двигателя
Блок цилиндров. Блок отлит из специального чугуна. При такой конструкции он практически не изнашивается, но бракуется при наличии следующих дефектов: трещины, обломы, сколы и пробой стенок; коробления поверхности сопряжения с головками цилиндров и наличие раковин на этих поверхностях; коробления поверхности переднего и заднего торцов, наличие раковин на этих поверхностях; износ отверстий под толкатели более допустимого; деформация и износ более допустимого верхнего посадочного отверстия под гильзу цилиндров; наличие кавитационных разрушений в зоне уплотнительных колец гильзы; износ более допустимого отверстий под коренные опоры коленчатого вала; коробление поверхности прилегания масляного поддона и наличие раковин на этой поверхности; коробление поверхности прилегания впускного трубопровода и наличие раковин на этой поверхности.
Рис. 8.11. Измерение внутреннего диаметра гильзы цилиндров: а — в блоке цилиндров; б — вне блока цилиндров; в — схема измерения
ния под ремонтный размер или заменить новой, выпускаемой заводом в комплекте с поршнем и кольцами.
Гильзы цилиндров, диаметры которых больше критического, ремонту не подлежат и бракуются. При износе 0, 1 5. 0,20 мм гильзы цилиндров пригодны для эксплуатации без перешлифовки, но с заменой поршней и колец. Требуют ремонта гильзы, имеющие наружную поверхность, покрытую слоем накипи, подвергнутые коррозии и с нагаром.
Гильзы очищаются разными способами: механическим — косточковой крошкой в специальной установке; химическим — выдержкой гильзы в 5%-ном растворе триполифосфатанатрия в ванне; электрическим — промывкой гильз в расплаве щелочи NaOH (93 %) и соли NaCl (7 %) при пропускании постоянного тока напряжением 6 В и плотностью 8 А на 1 дм 2 площади очищаемой поверхности. Температура расплава должна быть 50 °С, время выдержки гильзы 8 . 10 мин с последующей промывкой в холодной воде.
Растачивание гильзы под ремонтные размеры в связи с
тонкостенностью гильзы и наличием в ней нерезистовой вставки представляет значительную технологическую трудность и должно проводиться в специализированных мастерских, имеющих необходимое оборудование
. Дефектация головок цилиндров
Головка цилиндров. При наличии коробления, превышающего допускаемые величины, поверхность головки следует подвергнуть фрезерованию или шабрению. При фрезеровании необходимо помнить, что уменьшать объем камеры сжатия допускается не более чем на 1,5 см 3 . Контроль фрезерования или шабрения должен осуществляться набором щупов на контрольной плите или при помощи лекальной линейки (рис. 8.12).
Трещины в рубашке охлаждения, прогары по перемычкам между камерами сгорания, разрушения под действием коррозии, износ поверхности в зоне отверстий для свечей зажигания ликвидируется заваркой проволокой АК-5 (ГОСТ 7871—75) в среде аргона с последующей зачисткой следов сварки в камере сгорания и восстановлением размеров.
Поврежденные резьбовые внутренние поверхности отверстий восстанавливают спиральными резьбовыми вставками. При этом фаски в отверстиях для вставок и выступание наружу первого витка вставки не допускаются. Испытание головки цилиндров на герметичность следует проводить водой или эмульсией под давлением 0,3 МПа.
Рис. 8.12. Определение отклонения от плоскостности головки цилиндров при помощи лекальной линейки
Во время профилактического осмотра и малого периодического ремонта у дизелей типа Д100 проверяют надежность крепления блока к поддизельной раме, а последней — к раме тепловоза. У дизелей типа Д50 проверяют крепление блока к картеру и картера к раме тепловоза. У дизелей других типов проверяют крепление блока, картеров между собой и к раме тепловоза.
При М5 и М6 блоки и рамы очищают и осматривают, обращая внимание на места, где возможно образование трещин, обрыв болтов и шпилек. Ослабшие шпильки и болты крепят, а оборванные заменяют. Ремонты М4 и М5 предусматривают измерение диаметров гильз цилиндров индикаторным нутромером непосредственно в блоке. Гильзы цилиндров заменяют новыми во время заводского ремонта при износе более 0,15 мм (2Д100 и типа Д50) и при выпуске из М4 и М5 при увеличении внутреннего диаметра и овальности более нормы.. Гильзы цилиндров, вынимаемые при ремонте из блока, очищают и осматривают для выявления дефектов.
У блоков, крышек и картеров имеет место появление трещин как по сварочным швам, так и по целому месту. Трещины могут возникать из-за нарушения технологического процесса при изготовлении и ремонте, усталостных разрушений от действия сил инерции и газов, а также при ненормальной работе коленчатого вала. У некоторых блоков возникают разрушения от неправильной затяжки и от явления кавитации и коррозии (дизели типа Д50). У моноблоков дизелей М756 в процессе эксплуатации возможны кавитационные разрушения в зоне разъединительного пояска, а также трещины между отверстиями впускных и выпускных клапанов и между отверстиями клапанов и форсунки. Дефекты устраняют наплавкой и заваркой. Встречаются разрушения из-за неправильной сборки или ослабления гаек.
У гильз цилиндров часто наблюдается нарушение плотности у поясов в месте посадки гильз в блок и в местах установки резиновых колец; разрушение поверхности со стороны охлаждающей полости вследствие кавитационных и коррозионных явлений; на внутренней поверхности гильз возможно образование рисок и задиров.
Наибольший износ гильз встречается в месте изменения направления движения первого компрессионного кольца у дизеля типа Д100 (рис. 46). Интенсивней всего износ происходит в плоскости движения шатуна.

Рис. 47. Места, пораженные кавитационными разрушениями у блока и гильзы двигателя типа Д50:
Овальность 1—6 — места, подвергающиеся разрушениям; справа поврежденная поверхность
гильзы увеличивается в процессе работы, как следствие износа и деформации гильзы в блоке.
Основной дефект у цилиндровых гильз двигателей типа Д100 — трещины у адаптерного отверстия — появляется из-за повышенных напряжений в бонке, возникающих от натяга между рубашкой и гильзой, от резиновых колец уплотнения (статическая нагрузка) и от давления газов (циклическая нагрузка). Максимальные рабочие напряжения в адаптерной бонке серийной гильзы цилиндров достигают 1 520 кГ/см 2 , при амплитуде циклических напряжений 310 κΓ/см 2 . Такой порядок напряжений указывает на низкий запас прочности у отверстия гильзы, что в сочетании с технологическими отступлениями и создает возможность возникновения трещин. Гильзы последних выпусков имеют подкрепляющее кольцо в зоне адаптерного отверстия.
Кавитационные и коррозионные явления, способы их устранения.
Существуют различные взгляды на причины кавитации. Так считают, что кавитационные явления представляют собой процесс образования пузырьков, наполненных парами жидкости и газов, выделяющихся из охлаждающей воды. Находясь в области пониженного (критического) давления, пузырьки растут и затем, перемещаясь в область с более высоким давлением, разрушаются, создавая таким образом четко ограниченную кавитационную зону, заполненную движущимися пузырьками. Разрушение кавитационных пузырьков сопровождается гидравлическим ударом, размывающим поверхность деталей. Различают два типа кавитации: поверхностную и отрывную. Поверхностная кавитация возникает на поверхности или в непосредственной близости от нее. Отрывная кавитация возникает в результате турбулентного движения жидкости.
С изменением расхода жидкости и скорости ее протекания кавитационные явления могут ослабевать или усиливаться. При исчезновении кавитации обнаженная поверхность кристаллов металла подвергается коррозии, усугубляя таким образом процесс разрушения стенок блоков и гильз.
По данным других исследователей, кавитационные разрушения у гильз двигателей тронкового типа происходят вследствие колебаний, вызываемых ударами поршня при изменении направления действия силы на боковую поверхность гильзы (перекладке). Колебания гильзы в воде образуют кавитационные пузырьки, при разрыве которых происходит удар, разрушающий поверхность гильзы и блока.
Присадки химических реагентов к охлаждающей воде изменяют условия образования пузырьков и защищают от коррозии обнаженную поверхность после изменения режима протекания жидкости.
Коррозия наблюдается на стенках и у уплотняющих поясов гильз в виде отдельных точек и мелких каналов. Скорость развития этого вида разрушений небольшая. Места в блоке и гильзе дизеля типа Д50, подверженные разрушению, показаны на рис. 47.
В качестве присадок употребляют: каустическую соду, тринатрийфосфат и нитрат натрия. Эти присадки растворяются в воде, получаемой путем конденсации или химическим катионированием воды. Жесткость конденсата должна быть не более 0,2 мг-экв/л и содержание хлоридов не более 10 мг/л.
Блок дизелей типа Д50.

В случае появления свищей и трещин у посадочного пояса блока двигателей типа Д50 его ремонтируют на заводе. Посадочное место в блоке растачивают и впрессовывают сменное кольцо 1 (рис. 48), изготовленное из стали. Для предупреждения появления трещин у блока расточенное место подвергают дробеструйному наклепу. Для экономии металла допускается контактная сварка кольца встык. Возможна постановка сменного кольца на эластомере ГЭН-150 (В) или эпоксидной смоле. Поверхность А после запрессовки проверяют по краске. Отпечаток краски по кольцу должен быть непрерывным, шириной не менее 3 мм\ допускается подшабровка. Между кольцом и блоком в месте Б пластина щупа толщиной 0,03 мм входить не должна.
Отремонтированный блок при помощи специального приспособления опрессовывают водой под давлением 2,5 кГ/см 2 в течение 25 мин. На месте перехода воды из блока в цилиндровые крышки ставят резиновые кольца.
Рис. 48. Вставка сменного кольца и уплотнения гильзы при ремонте блока двигателя типа Д50:
У дизелей 1Д12 на цилиндрах после вырезки поврежденных мест устанавливают стальную накладку с уплотняющей прокладкой и укрепляют их болтами.
Блок дизеля типа Д100.
Цилиндровый блок представляет собой сварную конструкцию, изготовленную из большого количества деталей. Длина сварных швов составляет 600 м, а вес электродов, израсходованных на сварку, —400 кг.
На заводе изношенные опоры наплавляют, трещины заваривают и блок обрабатывают, после чего проверяют. Все замеры и проверки геометрии блоков, заварка трещин и наплавка поверхностей, а также механическая обработка осуществляются с поставленными на место и закрепленными плитами жесткости.
Сомнительные места на сварных швах и околошовных зонах проверяют магнитным дефектоскопом или смачивают керосином, протирают насухо, обмазывают меловым раствором и после высыхания последнего обстукивают молотком. Выступающий на поверхность керосин укажет на места трещин.
Допускается оставлять без исправления износ опор вкладышей до диаметра 242,05 мм. При большем износе или при овальности и конусности более 0,03 мм, а также для устранения ступенчатости более допустимой постели наплавляют с последующей обработкой до чертежного (номинального) размера.
На тепловозоремонтных заводах наплавку постелей ведут в защитной среде углекислого газа.
Перед наплавкой поверхности зачищают шлифовальной машинкой Шр-06 с войлочным кругом до чистого металла и протирают авиационным бензином. Блок для наплавки монтируют на кантователе типа ТК431-61 или Д103-64. Сначала наплавляют опоры под верхний коленчатый вал, причем одну половину каждой опоры, начиная с третьей опоры, в последовательности 3, 1, 4, 2, 7, 5, 8, 6, 11, 9, 12 и 10. Опоры наплавляют, укладывая валики поперек опор, как это представлено на схеме I (рис. 49). Высота наплавленного слоя должна быть 1,5—2,5 мм. Затем продольными валиками в направлении только от середины опоры вниз к замку наплавляют кромки опор. Аналогичным порядком наплавляют половины опор под нижний коленчатый вал, причем первый валик наплавляют, отступив от кромки отверстия под масло на расстояние 5—7 мм (схема II, рис. 49).
После этого блок перекантовывают и наплавляют вторые половины опор под нижний коленчатый вал. Наплавку кромок под масляные отверстия начинают от наплавленных валиков и ведут по окружности, приближаясь по спирали к кромке отверстия. Наплавку заканчивают, не доходя на 1—2 мм до кромки отверстия.
Заварку трещин в сварных швах после разделки и удаления ранее наплавленного металла производят электродами УОНИ-13/45 или УОНИ-13/55. В доступных местах разделку под заварку ведут с обеих сторон или с вырубкой и подваркой корня шва при односторонней разделке.
Увеличение диаметров I и II поясов под цилиндровые гильзы более 0,2 мм и под вертикальную передачу более 0,4 мм устраняют наплавкой с последующей обработкой до чертежных размеров.
После наплавки опорных поверхностей и заварки трещин блок обрабатывают на расточных станках, соблюдая следующие нормы: ступенчатость в вертикальной плоскости на длине блока не более 0,06 мм, а между соседними опорами 0,03 мм, в горизонтальной плоскости на длине блока не более 0,1 мм, а между соседними опорами 0,03 мм. Неперпендикулярность и смещение осей отверстия под гильзу каждого цилиндра или вертикальную передачу относительно оси верхнего коленчатого вала допускают не более 0,2 мм в габаритах детали. Неперпендикулярность осей посадочных поясов под цилиндровые гильзы относительно обеих осей коленчатых валов допускается не более 0,15 мм и овализация не свыше 0,05 мм. Проверку ведут оптическим способом.
Блок дизелей типа М753 и М756.
У двигателей М753Б и М756 выпрессовку гильзы 2 с рубашкой 5 (рис. 50) в условиях депо производят после прогрева паром моноблока 1 при помощи винтового приспособления. Это создает при температуре пара 110—120° С ослабление натяга за счет различного расширения алюминиевого сплава и стали.
Устранение дефектов у блоков и моноблоков производят наплавкой и заваркой в защитной среде аргона. Для сварочных работ используют установку УДАР-300-2, дающую возможность регулировать сварочный ток в пределах 50—300 а. В качестве присадочного материала применяют проволоку марок АК-6 и АК-10 диаметром 4—5 мм. Перед употреблением проволоку очищают каустической содой 25-процентной концентрации, осветляют в 25-процентном растворе азотной кислоты, а затем промывают в холодной и горячей воде.
Аргон должен соответствовать по своему качеству ГОСТ 10157—62. С давлением 0,5—0,25 кГ/см 2 аргон подается через головку, снабженную вольфрамовым электродом. Головка охлаждается водой. Моноблок устанавливают в кантователь и опрессовывают водой с температурой 80—90° С при давлении 4 кГ/см 2 . Опрессовкой устанавливают места появления течи. Места с трещинами разделывают V-образно. Перед наплавкой и сваркой места, подлежащие исправлению, зачищают щетками, фрезами, шаберами и другими инструментами. Дополнительно эти места с некоторым запасом по площади обезжиривают уайт-спиритом или ацетоном. Моноблок подогревают паром и местным подогревом электронагревателями до температуры около 120° С. В процессе подогрева перед сваркой свободные отверстия выпускных и впускных клапанов и форсунки закрывают асбестом, а внутрь цилиндра в случае наплавки гнезд, клапанов вставляется защитная гильза из негорючего материала. Силу тока регулируют в пределах 220—240 а. По окончании сварки моноблок устанавливают в ящик для медленного охлаждения. Затем вынув из ящика, моноблок опрессовывают; наплавленные места механически обрабатывают. Механическую обработку гнезд под сменные седла клапанов производят фрезой на сверлильно-радиальном станке с таким расчетом, чтобы запрессованное гнездо было вровень с днищем цилиндра. Для· удобства обзора при фрезеровании станок снабжают системой зеркал. Можно устранить течь и другим способом. Так, форсуночное отверстие разделывают с 24 мм до 30—32 мм. Изготовляют сменную втулку с натягом 0,12—0,15 мм. Блок нагревают до температуры 90—110° С, а втулку охлаждают в камере до — 70° С. Затем втулку вставляют и наконец обваривают. Температура — 70° С создается смесью гидролизного спирта с газообразной углекислотой. Гильзу вместе с рубашкой опрессовывают на специальном приспособлении с закрытыми отверстиями для прохода воды. Посадочную часть гильзы смазывают ГЭН-150 и охлаждают в камере до 70° С, затем вставляют в подогретый блок и набивают сальник из резиновых 4 и стальных колец 5 с использованием цилиндрической оправки. Сальник прижимают гайкой 6.
Замена шпилек и болтов.
Шпильки анкерные, сшивные и цилиндровые, а также болты и шпильки опор в случае трещин и повреждений резьбы заменяют на новые, изготовленные из стали в соответствии с чертежом, а перед постановкой на место их проверяют дефектоскопом. Шпильки по резьбе устанавливают с натягом, который обеспечивается подбором. Шпильки базовых деталей дизелей М753 и М756 изготовляют из стали 18ХНВА и термически обрабатывают до твердости НВ = 303-4-335. Резьбу шпилек накатывают.
Заварка трещин у чугунных картеров и блоков.
Трещины, образовавшиеся у стенок картера, заваривают медножелезными электродами 034-1.

Рис. 50. Поперечный разрез моноблока дизелей М753Б и М756

Рис. 51. Схемы проверки приспособлениями блока дизеля типа Д100:
а — соосности отверстий под толкатель и перпендикулярности их общей оси относительно плоскости фланца; б — расстояния между поверхностями платиков верхнего и нижнего валов вертикальной передачи; в — неперпендикулярности торцовых поверхностей постелей опорно-упорных подшипников к оси постелей коленчатых валов
Монтаж блока на картер или поддизельную раму.
У двигателя типа Д50 перед постановкой блока взамен сменяемого проверяют монтажные поверхности картера и блока при помощи контрольной линейки и щупа. Допускаются отдельные просветы до 0,15 мм. Затем блок устанавливают на картер с установкой анкерных и сшивных шпилек в соответствующие отверстия картера. Допускается ступенчатость не более 0,1 мм. Максимальный зазор допускается до 0,4 мм.
Поверхность соприкосновения блока с картером при окончательном монтаже смазывают герметиком и блок по ранее намеченным рискам прикрепляют сшивными и анкерными шпильками. Предварительно крепят шпильки усилием одного человека ключом с рукояткой длиной 400 мм или гайковертом; затем сшивные шпильки закрепляют до упора ключом, имеющим плечо 1000 мм, усилием одного человека (25 кГ), а анкерные шпильки — ключом с плечом 1 500 мм усилием двух человек (50 кГ). Как предварительные, так и окончательные крепления делают от четвертого подшипника к концам блока.
Блок двигателя типа Д100 устанавливают непосредственно на поддизельную раму и фиксируют контрольными штифтами. Смещение блока вдоль рамы регулируют прокладками со стороны генератора.
Читайте также:
- Конспект занятия по развитию речи в средней группе на тему деревья весной
- Мир востока в 18 веке наступление колониальной системы конспект кратко
- Конспект занятия автоматизация звука с в связной речи конспект
- Сделать конспект на тему подвижное ударение в глаголах
- Урок дмитрия быкова о романе ф м достоевского преступление и наказание конспект