
Индукционные электротермические установки конспект
Обновлено: 05.07.2024
Индукционные электротермические установки , работа на которых связана с выделением веществ, загрязняющих воздух, оборудуют местной вытяжной вентиляцией, обеспечивающей соблюдение санитарных норм по содержанию вредных веществ в воздухе. [2]
Индукционные электротермические установки должны оборудоваться местной вытяжной вентиляцией в виде зонта. [3]
Индукционные электротермические установки питаются при частоте от 50 до 10 000 гц и в некоторых случаях выше. [4]
На индукционной электротермической установке термисту разрешается включать и отключать установку и выполнять ту работу, которая разрешена администрацией. [5]
В индукционных электротермических установках трансформаторы обеспечивают согласование индукторов с генераторами высокой частоты. [6]
Помещения с действующими индукционными электротермическими установками оборудуют общеобменной вентиляцией, обеспечивающей нормальные гигиенические условия работы в соответствии с действующими санитарными нормами. [7]
Запрещается работа на индукционных электротермических установках при неисправных электрооборудовании, аппаратуре, приборах, блокировках, установленных на дверях, через которые возможен доступ к шинам и к токоведущим частям, находящимся под напряжением; при отсутствии или неисправности защитных кожухов; при неисправной механической части установки. [8]
Для улучшения коэффициента мощности индукционных электротермических установок с машинными генераторами требуются силовые конденсаторы, рассчитанные на работу при средних частотах порядка 1 - 10 кгц. [10]
После окончания работы на индукционной электротермической установке термист должен привести в порядок рабочее место и передать установку и закалочный станок своему сменщику. [11]
Категорически запрещается осматривать внутренние части индукционной электротермической установки , находящейся под напряжением. Прикосновение к ним опасно для жизни. [12]
Конденсаторы применяют для повышения коэффициента мощности cos ф индукционных электротермических установок . [14]
Индукционный нагрев проводящих тел основан на поглощении ими электромагнитной энергии, возникновении наведенных вихревых токов, нагревающих тело по закону Джоуля-Ленца.
Принципиальная схема индукционного нагрева включает: индуктор, зазор и нагреваемое тело.
Индуктор создает переменный во времени магнитный поток, действующий на нагреваемое тело.
Формы индукторов различны — цилиндрическая, плоская и др.
Индукторы изготавливают обычно из меди — немагнитного материала, охлаждаемого водой.
Он имеет много витков и может быть снаружи и внутри нагреваемого тела.
Достоинствами электроустановок индукционного нагрева являются:
- высокая скорость нагрева и неограниченный уровень температур,
- простота автоматизации технологического процесса,
- возможность регулирования зоны действия вихревых токов в пространстве (ширина и глубина прогрева),
- хорошие санитарно-гигиенические условия труда.
Но, вместе с этим, требуются более сложные источники питания и повышенный удельный расход электрической энергии на технологические операции.
Индукционный способ нагрева применяется для:
- плавки металлов и неметаллов,
- нагрева изделий для пластической деформации и т.п.
Индукционные электротермические установки разделяются на плавильные, нагревательные и закалочные.
Они могут работать от источников на частотах:
50 Гц — промышленная; 0,5-10 кГц — средняя; сотни и тысячи кГц— высокая.
Плавильные установки (печи) разделяются по конструкции на индукционные канальные печи (ИКП) и индукционные тигельные печи (ИТП). Для рабочего процесса печей характерно:
- электродинамическое и тепловое движение жидкого металла в ванне или тигле, что способствует получению однородного по составу металла и равномерному прогреву по всему объему;
- малый угар металла (в несколько раз меньше, чем в дуговых печах). Применяются для производства фасонного литья из черных и цветных металлов.
Индукционная канальная печь представляет собой трансформатор, обычно промышленной частоты (50 Гц). Вторичной обмоткой трансформатора служит виток из расплавленного металла. Металл заключен в кольцевом канале из огнеупора. Основной магнитный поток наводит в металле канала ЭДС, ЭДС создает ток, ток нагревает металл, поэтому, индукционная канальная печь подобна трансформатору, работающему в режиме короткого замыкания.
Возникающий в короткозамкнутом витке (канал с металлом) ток, проходя по металлу, выделяет теплоту согласно закону Джоуля-Ленца.
Индукторы канальных печей выполняют из продольной медной трубки, он имеет водяное охлаждение, канальная часть подового камня охлаждается от вентилятора или от централизованной воздушной системы.
Подъем крышки производится гидро- или электроприводом.
Электроснабжение к индуктору подводится по гибким кабелям.
Индукционные канальные печи предназначены для непрерывной работы с редкими переходами с одной марки металла на другую. Индукционные канальные печи, в основном применяют для плавки алюминия и его сплавов, а также меди и некоторых ее сплавов. Другие серии печей специализированы как миксеры для выдержки и перегрева жидкого чугуна, цветных металлов и сплавов перед разливкой в литейные формы.
Индукционные тигельные печи работают на промышленных, средних и высоких частота. Работа индукционной тигельной печи основана на поглощении электромагнитной энергии проводящей садки. Садка размещена внутри цилиндрической катушки - индуктора. Нагрев и расплавление садки происходит за счет вихревых токов, наводимых в ней. Кроме того, индукционные тигельные печи имеют механизмы подъема крышки, наклона печи, загрузки (подвесные тележки, мостовые краны и т. п.).
Для компенсации реактивной мощности требуется установка конденсаторных батарей.
Индукторы изготавливают из медной трубки (круглого или квадратного сечения), охлаждаемой водой, накладываемой в один слой. Обмотка состоит из нескольких катушек, имеющих раздельное охлаждение.
Индукционные тигельные печи используют преимущественно для плавки металлов на фасонное литье при периодическом режиме работы.

Индукционный нагрев проводящих тел основан на поглощении ими электромагнитной энергии, возникновении наведенных вихревых токов, нагревающих тело по закону Джоуля-Ленца.
Принципиальная схема индукционного нагрева включает: индуктор, зазор и нагреваемое тело.
Индуктор создает переменный во времени магнитный поток, действующий на нагреваемое тело.
Формы индукторов различны — цилиндрическая, плоская и др.
Индукторы изготавливают обычно из меди — немагнитного материала, охлаждаемого водой.
Он имеет много витков и может быть снаружи и внутри нагреваемого тела.
Достоинствами электроустановок индукционного нагрева являются:
- высокая скорость нагрева и неограниченный уровень температур,
- простота автоматизации технологического процесса,
- возможность регулирования зоны действия вихревых токов в пространстве (ширина и глубина прогрева),
- хорошие санитарно-гигиенические условия труда.
Но, вместе с этим, требуются более сложные источники питания и повышенный удельный расход электрической энергии на технологические операции.
Индукционный способ нагрева применяется для:
- плавки металлов и неметаллов,
- нагрева изделий для пластической деформации и т.п.
Индукционные электротермические установки разделяются на плавильные, нагревательные и закалочные.
Они могут работать от источников на частотах:
50 Гц — промышленная; 0,5-10 кГц — средняя; сотни и тысячи кГц— высокая.
Плавильные установки (печи) разделяются по конструкции на индукционные канальные печи (ИКП) и индукционные тигельные печи (ИТП). Для рабочего процесса печей характерно:
- электродинамическое и тепловое движение жидкого металла в ванне или тигле, что способствует получению однородного по составу металла и равномерному прогреву по всему объему;
- малый угар металла (в несколько раз меньше, чем в дуговых печах). Применяются для производства фасонного литья из черных и цветных металлов.
Индукционная канальная печь представляет собой трансформатор, обычно промышленной частоты (50 Гц). Вторичной обмоткой трансформатора служит виток из расплавленного металла. Металл заключен в кольцевом канале из огнеупора. Основной магнитный поток наводит в металле канала ЭДС, ЭДС создает ток, ток нагревает металл, поэтому, индукционная канальная печь подобна трансформатору, работающему в режиме короткого замыкания.
Возникающий в короткозамкнутом витке (канал с металлом) ток, проходя по металлу, выделяет теплоту согласно закону Джоуля-Ленца.
Индукторы канальных печей выполняют из продольной медной трубки, он имеет водяное охлаждение, канальная часть подового камня охлаждается от вентилятора или от централизованной воздушной системы.
Подъем крышки производится гидро- или электроприводом.
Электроснабжение к индуктору подводится по гибким кабелям.
Индукционные канальные печи предназначены для непрерывной работы с редкими переходами с одной марки металла на другую. Индукционные канальные печи, в основном применяют для плавки алюминия и его сплавов, а также меди и некоторых ее сплавов. Другие серии печей специализированы как миксеры для выдержки и перегрева жидкого чугуна, цветных металлов и сплавов перед разливкой в литейные формы.
Индукционные тигельные печи работают на промышленных, средних и высоких частота. Работа индукционной тигельной печи основана на поглощении электромагнитной энергии проводящей садки. Садка размещена внутри цилиндрической катушки - индуктора. Нагрев и расплавление садки происходит за счет вихревых токов, наводимых в ней. Кроме того, индукционные тигельные печи имеют механизмы подъема крышки, наклона печи, загрузки (подвесные тележки, мостовые краны и т. п.).
Для компенсации реактивной мощности требуется установка конденсаторных батарей.
Индукторы изготавливают из медной трубки (круглого или квадратного сечения), охлаждаемой водой, накладываемой в один слой. Обмотка состоит из нескольких катушек, имеющих раздельное охлаждение.
Индукционные тигельные печи используют преимущественно для плавки металлов на фасонное литье при периодическом режиме работы.
Электротехнологические процессы широко применяются в промышленности. Оборудование для этих процессов весьма разнообразно по принципу действия, мощности, характеристикам потребления электроэнергии.
Электронагрев широко применяется на промышленных предприятиях при производстве фасонного литья из металлов и сплавов, нагрева заготовок перед обработкой давлением, термич0еской обработки деталей и узлов электрических машин, сушки изоляционных материалов и т. д.
Электротермические установки применяются в промышленности для термообработки металлов под пластическую деформацию, закалку, плавления, нагрева диэлектриков; в сельском хозяйстве для обогрева помещений различного технологического назначения; в быту (бытовые нагревательные приборы).
Электротермической установкой называют комплекс, состоящий из электротермического оборудования (электрической печи или электротермического устройства в которых электрическая энергия преобразуется в тепловую), и электрического, механического и другого оборудования, обеспечивающего осуществление рабочего процесса в установке.
Электронагрев (электротермия) объединяет разнообразные технологические процессы тепловой обработки с использованием электроэнергии в качестве основного энергоносителя.
Применение электрической энергии для нагрева имеет ряд достоинств:
- существенное снижение загрязнения окружающей среды;
- получение строго заданных значений температур, в том числе и превосходящих уровни, достигаемые при сжигании любых видов топлива;
- создание сосредоточенных интенсивных тепловых потоков;
- достижение заданных полей температур в нагреваемом пространстве;
- строгий контроль и точное регулирование длительности выделения энергии;
- гибкость в управлении потоками энергии;
- возможность нагрева материалов изделий в газовых средах любого химического состава и вакууме;
- выделение тепловой энергии непосредственно в нагреваемом веществе.
Электрический нагрев дает следующие преимущества по сравнению с топливным нагревом:
- Очень простое и точное осуществление заданного температурного режима.
- Возможность концентрации высоких мощностей в малом объеме.
- Получение высоких температур (3000 °C и выше против 2000 ° при топливном нагреве).
- Возможность получения высокой равномерности теплового поля.
- Отсутствие воздействия газов на обрабатываемое изделие.
- Возможность вести обработку в благоприятной среде (инертный газ или вакуум).
- Малый угар легирующих присадок.
- Высокое качество получаемых металлов.
- Легкость механизации и автоматизации электротермических установок.
- Возможность использования поточных линий.
- Лучшие условия труда обслуживающего персонала.
Недостатки электрического нагрева: более сложная конструкция, высокая стоимость установки и получаемой тепловой энергии.
Электротермическое оборудование весьма разнообразно по принципу действия, конструкции и назначению. Все электрические печи и электротермические устройства можно разделить по назначению на плавильные печи для выплавки или перегрева расплавленных металлов и сплавов и термические (нагревательные) печи, устройства для термообработки, изделий из металла, нагрева материалов под пластическую деформацию, сушки изделий и т. д.
1. По способу преобразования электрической энергии в тепловую различают, в частности, печи и устройства сопротивления, дуговые печи, индукционные печи.
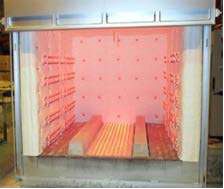
Рисунок 1. Печь нагрева сопротивлением.
2. По месту нагревания
- Прямой нагрев (тепло выделяется непосредственно в изделиях)
- Косвенный нагрев (тепло выделяется в нагревателе или в межэлектродном промежутке электрической дуги.
3. По конструктивным признакам.
4. По назначению.
В электропечах и электротермических устройствах сопротивления используется выделение тепла электрическим током при прохождении его через твердые и жидкие тела. Электропечи этого вида преимущественно выполняются как печи косвенного нагрева.
Превращение электроэнергии в тепло в них происходит в твердых нагревательных элементах, от которых тепло путем излучения, конвекции и теплопроводности передается нагреваемому телу, либо в жидком теплоносителе — расплав ленной соли, в которую погружается нагреваемое тело, и тепло передается ему путем конвекции и теплопроводности. Печи сопротивления — самый распространенный и многообразный вид электропечей.
Плавильные печи сопротивления применяют преимущественно при производстве литья из легкоплавких металлов и сплавов.
Работа плавильных дуговых электропечей основана на выделении тепла в дуговом разряде. В электрической дуге концентрируется большая мощность и развивается температура свыше 3500°С.
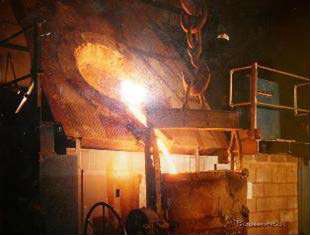
Рисунок 2. Дуговая сталеплавильная печь
В дуговых печах косвенного нагрева дуга горит между электродами, а тепло передается расплавляемому телу в основном излучением. Печи такого рода используют при производстве фасонного литья из цветных металлов, их сплавов и чугуна.
В дуговых печах прямого нагрева одним из электродов служит само расплавляемое тело. Эти печи предназначены для выплавки стали, тугоплавких металлов и сплавов. В дуговых печах прямого нагрева, в частности, выплавляют большую часть стали для фасонного литья.
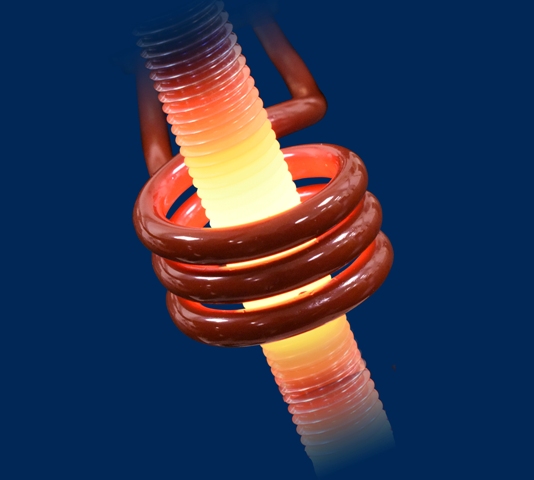
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем, а значит осуществляется прямой нагрев.

Рисунок 3. Индукционная закалочная установка
Индукционную печь или устройство можно рассматривать как своего рода трансформатор, в котором первичная обмотка (индуктор) подключена к источнику переменного тока, а вторичной обмоткой служит само нагреваемое тело. Индукционные плавильные печи применяют при производстве литья, в том числе фасонного, из стали, чугуна, цветных металлов и сплавов.
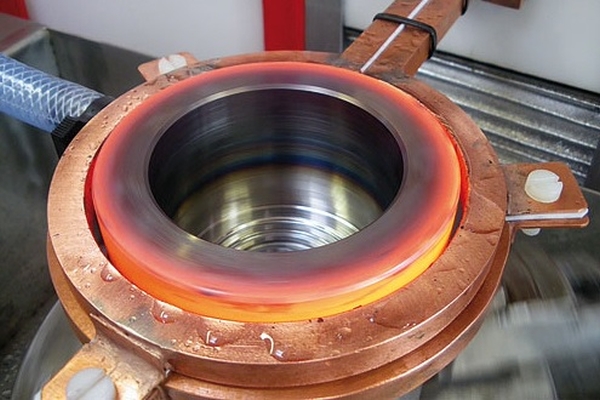
Один из вариантов электротермических установок – индукционная тигельная печь. На рис. 4 представлена схема печи.
Индукционная тигельная печь широко применяется для плавки как цветных, так и черных металлов. Емкость печи может варьироваться от десятков граммов до десятков тонн.

Рисунок 4.. Схема индукционной тигельной печи: 1 – кожух печи; 2 – водоохлаждаемый индуктор; 3–тигель; 4–металл; 5 – шлак; 6 – сливной носок для выпуска металла.
Использование электронагрева вместо пламенного в некоторых технологических процессах позволяет получить большую экономию топлива и сократить количество обслуживающего персонала. Внедрение электротермии также обеспечивает экономию материальных и трудовых ресурсов, что в конечном результате приводит к повышению экономической эффективности.
При эксплуатации электротермических установок следует руководствоваться технологическими инструкциями и режимными картами, а также Правилами технической эксплуатации электроустановок.
При эксплуатации электротермических установок должны предъявляется требования других разделов настоящих Правил и соблюдаться касательно эксплуатации отдельных элементов, поддерживающие работу установок, трансформаторов, электродвигателей, преобразователей, распределительных устройств, конденсаторных установок, устройств релейной защиты и средств автоматики, измерительных приборов и др.
Сопротивление изоляции вторичных токопроводов и рабочих токоведущих элементов электропечей и электротермических устройств (электронагревателей сопротивления, индукторов и др.) должно измеряться при каждом включении электротермической установки после ремонта и в других случаях, предусмотренных местными инструкциями.
Дуговые электропечи. На дуговой печи опытным путем должны быть сняты рабочие характеристики для всех ступеней вторичного напряжения и ступеней реактивного сопротивления дросселя. При наличии в цехе нескольких электропечей с одинаковыми параметрами характеристики определяются на одной из них.
В период загрузки электропечей необходимо следить, чтобы раскаленные концы электродов находились под сводом электропечи.
На установках дуговых сталеплавильных печей настройка токовой защиты от перегрузки должна согласовываться с действием автоматического регулятора электрического режима. В процессе эксплуатации короткие замыкания должны ликвидироваться автоматическим регулятором, и только в случаях, когда перемещением электродов не удается быстро устранить короткое замыкание должна работать защита от перегрузки.
Настройка автоматического регулятора электрического режима должна обеспечивать оптимальный режим работы дуговой электропечи. Параметры настройки регуляторов должны периодически контролироваться.
Объемы и сроки проверок автоматических регуляторов определяются местными инструкциями, составленными с учетом инструкции по эксплуатации завода-изготовителя и местных условий. Полные проверки автоматических регуляторов должны проводиться не реже одного раза в год.
Контактные соединения короткой сети токопровода и электродержателей должны подвергаться периодическому осмотру не реже одного раза в шесть месяцев.
В целях сокращения потерь электроэнергии в контактах электродов необходимо обеспечивать высокое качество их торцов и ниппельных соединений и плотное свертывание электродов.
Контроль качества масла в трансформаторе и масляных выключателях, испытание масла на электрическую прочность, проверка контактов в переключателях, трансформаторах и масляных выключателях производится в сроки, установленные ответственным за электрохозяйство Потребителя, но не реже, чем это предусмотрено настоящими Правилами электроустановок.
Все работы по подготовке к плавке на установках электрошлакового переплава производятся только при отключенном трансформаторе. В случаях, если один трансформатор питает попеременно две электрошлаковые установки, должна быть разработана специальная инструкция по безопасной подготовке второй установки, когда включена первая.
Дуговые электропечи должны быть оснащены устройствами, не позволяющими ухудшать качество электроэнергии на границе, определенной договором энергоснабжения.
Работа дуговых электропечей без фильтрокомпенсирущих устройств не допускается.
Работы по перепуску, наращиванию и замене электродов на дуговой сталеплавильной печи, а также по уплотнению электродных отверстий должны проводиться на отключенной электропечи.
Перепуск и наращивание набивных самоспекающихся электродов руднотермических печей, приварку тормозной ленты и загрузку электродной массой можно производить без снятия напряжения в электроустановках до 1000 В. Эти работы должны выполняться с изолированных рабочих (перепускных) площадок, имеющих междуфазные разделительные изоляционные перегородки.
Плазменно-дуговые и электронно-лучевые установки. Плазменнодуговые и электронно-лучевые установки должен обслуживать персонал, специально подготовленный для работы на данных установках.
На основании инструкции по эксплуатации завода-изготовителя должна быть составлена и утверждена единая местная инструкция для электротехнического и электротехнологического персонала по обслуживанию плазменно-дуговых и электронно-лучевых установок, учитывающая специфику местных условий.
Плазменно-дуговые и электронно-лучевые установки должны быть оборудованы следующими блокировками:
- электрической, отключающей масляные выключатели при открывании дверок, ограждений блоков и помещения электрооборудования (замки электрической блокировки);
- механической блокировкой приводов разъединителей, допускающей открывание дверок камер масляного выключателя, а также разъединителей выпрямителя и блока накала только при отключенном положении разъединителей.
Открывать двери блока сигнализации, крышку пульта управления и защитные кожухи электрооборудования при включенной установке не допускается.
Ремонтные работы в зоне плазменно-дугового и электронно-лучевого нагревателя установки проводятся только после ее отключения и наложения заземления.
Уровень рентгеновского излучения плазменно-дуговых и электроннолучевых установок должен быть не выше значений, допускаемых действующими санитарными нормами. В процессе эксплуатации установок должен периодически проводиться дозиметрический контроль.
Электропечи сопротивления. Температура наружной поверхности кожуха электропечи должна быть не выше значений, установленных инструкцией по эксплуатации завода-изготовителя.
Состояние нагревательных элементов должно проверяться в соответствии с инструкцией по эксплуатации завода-изготовителя с учетом местных условий.
Индукционные плавильные и нагревательные приборы. Приемка индукционных установок в эксплуатацию производится при выполнении требований Правил технической эксплуатации электроустановок и правил устройства электроустановок, санитарных норм по уровню электромагнитного поля на рабочих местах, проведении испытаний в соответствии с технической документацией завода-изготовителя.
Принцип действия индукционных печей основан на токах, возникающих в расплаве с помощью специальных устройств — индукторов. При этом наведенные токи позволяют достигать температуры плавления в металлах, достигается высокая равномерность расплавов за счет перемешивания. Все элементы расплавов подвергаются вихревому воздействию токов, таким образом происходит движение слоев и достигается максимально возможное смешивание различных присадок и металлов.
Преимуществами установок являются следующие: выделяющееся непосредственно в металле тепло, высокая равномерность металла по химическому составу и температуре, отсутствие источников загрязнения металла, удобство управления и регулирования процесса плавки, гигиеничность условий труда. Кроме этого, для индукционных установок характерны: более высокая производительность вследствие высоких удельных (на единицу емкости) мощностей нагрева; возможность плавить твердую шихту, не оставляя металл от предыдущей плавки, снижает тепловую инерцию печи и делает плавильные печи этого типа исключительно удобными для периодической работы с перерывами между плавками, в частности для цехов машиностроительных заводов; компактность печи, что позволяет достаточно просто изолировать рабочее пространство от окружающей среды и осуществлять плавку в вакууме или в газовой среде заданного состава. Поэтому в металлургии широко применяют вакуумные индукционные печи.
К основным достоинствам индукционных печей следует отнести простейший ремонт, высокий КПД, возможность получения сплавов, обладающих заданными характеристиками и выполнять термообработку в любом режиме.
Индуктор, помимо создания электрического тока в обрабатываемом металле, воспринимает механические вибрационные и температурные нагрузки, поэтому при проектировании предусматривается необходимая прочность и тугоплавкость как токопроводящей, так и изолирующей части. В качестве изоляции может применяться воздушная прослойка, при этом должно быть обеспечено необходимое расстояние между витками и жесткое закрепление проводника.
Токопроводящая часть индуктора должна обладать хорошей электропроводностью, снижающей потери мощности. Кроме того, материал, используемый в электрической части индуктора, должен быть немагнитным. Для того, чтобы обеспечить максимальную площадь со стороны, обращенной к обрабатываемому металлу и меньшую массу, используются различные сечения с внутренними полостями.
Каркас печи должен обеспечить жесткость всей конструкции и исключить поглощение мощности деталями. В промышленных печах обычно применяется цилиндрический каркас из листов стали со специальными технологическими отверстиями, обеспечивающими свободный доступ к индуктору.
Плавка металла в индукционной печи позволяет точно регулировать температурные режимы, поддерживать необходимую температуру в течение определенного времени. КПД индукционных печей очень высокий, поскольку отсутствуют дополнительно нагреваемые элементы, нагревается только обрабатываемый металл. По экологическим характеристикам индукционные печи являются наиболее безопасными, так как отсутствуют продукты сгорания топлива и вредные вещества, выделяющиеся при других способах плавки.
Индукционные печи применяются для выплавки цветных и черных металлов, закалки, отпуска, отжига, нормализации сталей. Конструктивно индукционные печи бывают канального типа и тигельные. Выпускаются печи, позволяющие производить плавку с доступом воздуха, в определенной газовой среде с избыточным давлением или вакууме.
Выплавка стали в индукционных печах позволяет получать высоколегированные сорта, отвечающие самым жестким требованиям. В некоторых случаях применяется плавка стали в определенной газовой среде или вакууме, что позволяет получать дополнительные качества.
Следует учесть, что плавка влажных или содержащих лед металлов очень опасна, поэтому рекомендуется предварительная сушка. Наличие влаги в рабочей камере печи при появлении расплава вызовет разбрызгивание раскаленного металла, что может повлечь за собой травмы и выход из строя оборудования.
Принцип действия и области применения индукционного нагрева
Электротермические устройства, которые осуществляют нагрев электропроводящих материалов посредством наведения в них индуктированных токов, называются индукционными нагревателями. Поскольку э. д. с. индукции возникает при изменении возбуждающих электромагнитное поле токов, то такие устройства могут работать только на переменном токе.
Основным элементом индукционных нагревателей является индуктор — катушка, содержащая определенное количество витков, которая при пропускании по ней переменного тока создает переменное магнитное поле. Здесь происходит преобразование (первое) электрической энергии в энергию магнитного поля.
При внесении в переменное магнитное поле электропроводящего тела индуктированная в нем э. д. с. вызывает появление "вторичного" тока. Происходит обратное преобразование (второе) энергии магнитного поля в электрическую энергию.
И, наконец, вторичный ток, наведенный в нагреваемом теле, согласно закона Джоуля-Ленца выделяет тепло: электрическая энергия переходит в тепловую. В результате третьего преобразования энергии и получается то тепло, которое обеспечивает нагрев или расплавление материалов в индукционных нагревателях.

Схема индукционного нагрева
Для работы индукционных нагревателей не требуется непосредственного контакта источника энергии с нагреваемым объектом, а необходимо только наличие магнитной связи между объектом и индуктором.
Основным и наиболее давним применением индукционных нагревателей в промышленности является их использование в качестве индукционных электропечей, предназначенных для плавки цветных и черных металлов и их сплавов. Индукционные электропечи обеспечивают высокую чистоту плавки, так как не вносят в расплавляемый материал никаких примесей.
Кроме того, индукционные электропечи создают равномерный прогрев всей массы расплавляемого материала без значительных местных перегревов. Последнее обстоятельство очень важно при выплавке многокомпонентных сплавов, составные части которых имеют различные температуры плавления. При наличии местных перегревов (как, например, в дуговых печах) в таких сплавах интенсивно угарают более легкоплавкие компоненты и начальный состав шихты нарушается.

Область применения индукционных нагревателей не ограничивается установками для плавления металлов. Очень часто в современном производстве индукционный нагрев используется для поверхностной закалки деталей, в операциях изгиба труб и профильного проката марки биметаллических изделий, для пайки изделий сложной конфигурации и т. д.
При нагреве электропроводящих материалов в электромагнитном поле высокой частоты большую роль играет наличие поверхностного эффекта. Поверхностный эффект проявляется все более и более отчетливо по мере увеличения частоты питающего тока.
Возможность быстрого нагрева только верхних слоев материала, необходимая при поверхностной закалке, целиком основана на использовании этого эффекта.
Толщина слоя, называемая "глубиной проникновения тока", зависит от удельного сопротивления материала, частоты тока и абсолютной магнитной проницаемости.
Кроме того, подбирая такой режим работы индукционного нагревателя, чтобы при нем обеспечивалась высокая концентрация индуктированных токов в поверхностных слоях, можно получить значительное увеличение к. п. д. нагревателя.
Главным достоинством метода индукционной поверхностной закалки является возможность концентрированного выделения тепловой энергии в поверхностных слоях изделий произвольной формы и возможность передачи энергии без непосредственного контакта между нагревателем и деталью. Равномерность нагрева деталей сложной конфигурации обеспечивается с помощью индукторов специальной формы. В общем случае форма индуктора повторяет очертания детали.
Применение индукционных нагревателей, как правило, обеспечивает улучшение качественных показателей технологических операций, повышение производительности труда и создает условия для перехода производства на более высокий уровень с широкой механизацией и автоматизацией процессов.
Индукционный нагрев применяется и для такой распространенной операции, как наплавка. Наплавкой называется неразъемное соединение слоя наплавляемого металла с основным металлом.
Обычно применяется наплавка цветных металлов и сплавов на стальные и чугунные изделия. Для наплавки необходимо и достаточно расплавить присадочный металл, а основной металл довести до температуры, близкой к температуре плавления присадочного материала. Присадочный материал, применяемый для наплавки, может быть в любой форме — в виде прутков, полос, стружки и т. д.
Использование индукционных нагревательных устройств в промышленности не ограничивается рассмотренными примерами, область их применения чрезвычайно широка и увеличивается с каждым годом.
Значительные преимущества использования индукционных методов нагрева — экономичность, универсальность применения, высокое качество продукции, рост производительности труда и т. д. — позволяют оценить эти методы как прогрессивные, а индукционные нагреватели считать наиболее совершенным видом электротермических устройств.
Читайте также: