
Технология аргонодуговой сварки кратко
Обновлено: 04.05.2024
Некоторые виды металлов не могут быть сварены обычной сваркой. В случае использования электродов шов получается не прочным и не может обеспечить плотного соединения. Для цветных металлов, легированной стали и сплавов требуется аргонно-дуговая сварка.
-
Чем способ сварки в среде аргона отличается от остальных?
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
-
Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Оборудование для аргонодуговой сварки
Сварочные работы в защитной среде газов выполняют как с помощью фирменных установок предназначенных непосредственно для аргонно-дуговой сварки, так и модифицированными аппаратами, используемыми для других работ. В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
-
Сопла для сварки – предназначены для обеспечения работы горелки. Так как при нагревании температура сварочной ванны достигает 2000° градусов, для производства сопел используется специальный термоустойчивый материал. Практика показала, что керамическое сопло для аргонодуговой сварки является оптимальным решением этого вопроса. В зависимости от толщины и структуры металла может понадобиться разный диаметр сопла.
Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки. Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Автоматическая аргонодуговая сварка
Для облегчения рабочего процесса предусмотрена автоматическая аргонодуговая сварка неплавящимся электродом. Потребитель может приобрести установку с разным коэффициентом автоматизации. Принято различать следующие установки:
Механизированная сварка в России используется чаще всего. Поэтому, при выполнении сварных работ большое значение играет человеческий фактор, а именно квалификация мастера.
Присадочные материалы для аргонодуговой сварки
Присадочные прутки для аргонодуговой сварки используются для наполнения сварной ванны при подаче аргона. Этот материал применяют при обработке металлов имеющих свойства, которые усложняют наложение шва. В зависимости от характеристик и состава, электроды для сварки в среде аргона могут быть обязательны при работах с чугуном, алюминием, никелем, титаном и другими цветными металлами и также легированной и жаропрочной сталью.
В зависимости от основного материала различают следующие присадки:

Сварочная проволока для аргонодуговой сварки нержавеющей стали имеет свои особенности, учитываемые при работе с этим материалом. Особенно важно следить за тем, чтобы сварочная ванна не выходила за пределы защитного облака аргона.
Техника ручной аргонодуговой сварки
Процесс выполнения работ достаточно простой, ему можно научиться самостоятельно. При наличии качественного оборудования для ручной аргонодуговой сварки наложение шва не составит труда даже в бытовых условиях. При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
-
Наложение шва должно проходить исключительно по направленности обрабатываемой комки. Колебательные движения утолщают шов и снижают его прочность.
Максимально удобно выполнять ручную сварку с помощью инверторного оборудования с механической подачей присадочного материала.
Когда необходимо сформировать неразъемное соединение деталей из нержавеющей стали, меди, титана, алюминия, а также ряда других металлов цветной группы и сплавов на их основе, чаще всего используется сварка аргоном. Процесс ее выполнения является достаточно трудоемким и специфическим.

Процесс сварки в среде аргона
Принципы сварки, выполняемой в среде аргона
Сварка аргоном совмещает в себе признаки электродуговой и газовой сварки. С электродуговой сваркой данный технологический процесс объединяет обязательное использование электрической дуги, а с газовой – применение газа, а также некоторые технологические приемы формирования неразъемного соединения.
Плавление кромок соединяемых деталей и присадочного материала, при помощи которого и формируется сварной шов, обеспечивается за счет высокой температуры, создаваемой при горении электрической дуги. Газ (в данном случае аргон) выполняет защитные функции, о чем следует поговорить более подробно.
Сварка легированных сталей, большинства цветных металлов и сплавов на их основе имеет некоторые особенности, заключающиеся в том, что, находясь в расплавленном состоянии, взаимодействуя с кислородом и другими примесями окружающего воздуха, такие металлы активно окисляются.
Это негативным образом сказывается на качестве формируемого сварного шва: он получается непрочным, в его структуре формируются поры – воздушные пузырьки, которые значительно ослабляют соединение. Еще более отрицательное влияние оказывает окружающий воздух на алюминий, расплавленный в процессе выполнения сварочных работ. Под воздействием кислорода, находящегося в окружающем воздухе, данный металл начинает гореть.
Оптимальным решением, которое позволяет эффективно защитить зону формируемого соединения при сварке металлов цветной группы и легированных сталей, является использование защитного газа – им и выступает аргон. Высокая эффективность применения именно данного газа объясняется его характеристиками.

Схема работы аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он с легкостью вытесняет воздух из зоны выполнения сварочных работ и создает ее надежную защиту. Являясь инертным по своей природе, аргон практически не реагирует с расплавленным металлом, а также другими газами, присутствующими в зоне, где горит сварочная дуга. При сварке аргоном на обратной полярности следует учитывать один важный момент: от атомов газа в этом случае легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Технология выполнения сварки в среде такого газа, как аргон, может предусматривать использование плавящихся, а также неплавящихся электродов (такими являются стержни из вольфрама). Диаметр электродов из вольфрама, который, как известно, отличается исключительной тугоплавкостью, подбирается по специальным справочникам. На выбор данного параметра оказывают влияние характеристики соединяемых деталей.

Методы аргонодуговой сварки
Сварку в среде аргона подразделяют на три типа в зависимости от используемой технологии:
- ручную, выполняемую неплавящимся вольфрамовым электродом (обозначается такая технология аббревиатурой РАД);
- автоматическую, проходящую в среде аргона с использованием неплавящихся электродов (обозначение сварки данного типа – ААД);
- автоматическую, выполняемую в среде аргона с использованием плавящихся электродов (название данной технологии – ААДП).
Согласно международной классификации, аппарат аргонодуговой сварки или сварки, выполняемой при помощи электрода из вольфрама в защитной среде любого инертного газа, обозначается аббревиатурой TIG (Tungsten Inert Gas).
Особенности сварочных работ в среде аргона
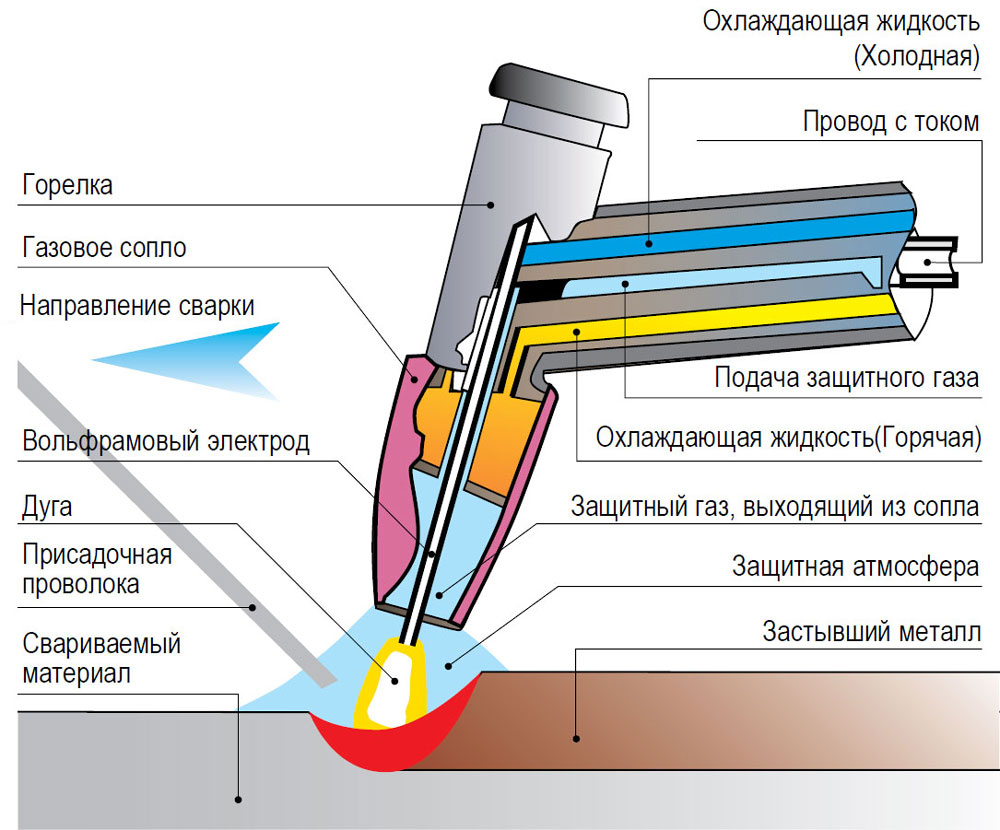
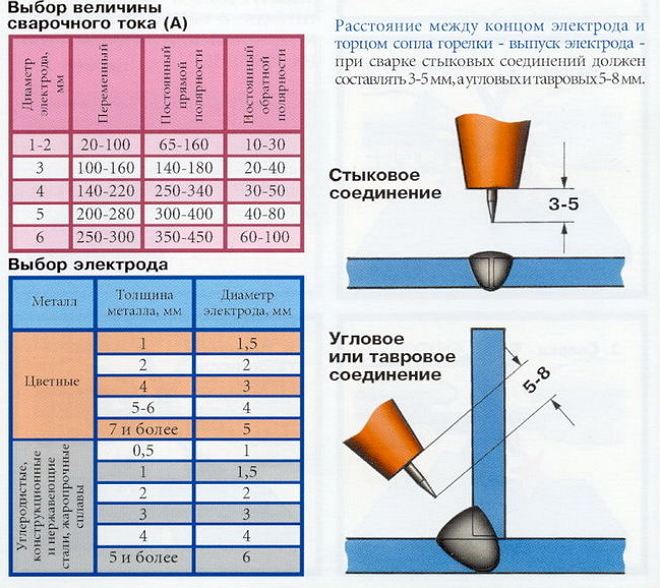
Рабочим органом сварочного оборудования, используемого для соединения металлических деталей в среде защитных газов (в том числе и аргона), является горелка. Именно в горелку (в ее центральную часть) вставляется вольфрамовый электрод, вылет которого должен находиться в пределах 2–5 мм. Фиксация электрода внутри такой горелки обеспечивается посредством специального держателя: в него можно вставить вольфрамовый стержень любого требуемого диаметра. Для подачи защитного газа сварочная горелка оснащается керамическим соплом.
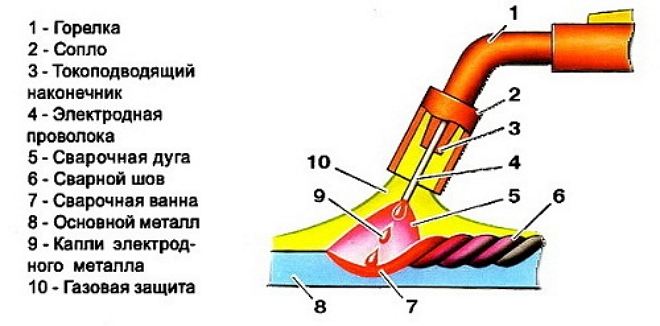
Принцип работы аргонной сварки
Требуемую температуру в процессе выполнения сварки аргоном, как уже говорилось выше, создает электрическая дуга. Сварной шов формируется при помощи присадочной проволоки, состав которой должен максимально соответствовать составу обрабатываемого металла.
Перечислим основные этапы выполнения сварки рассматриваемого типа, при которой используется электрод из вольфрама.
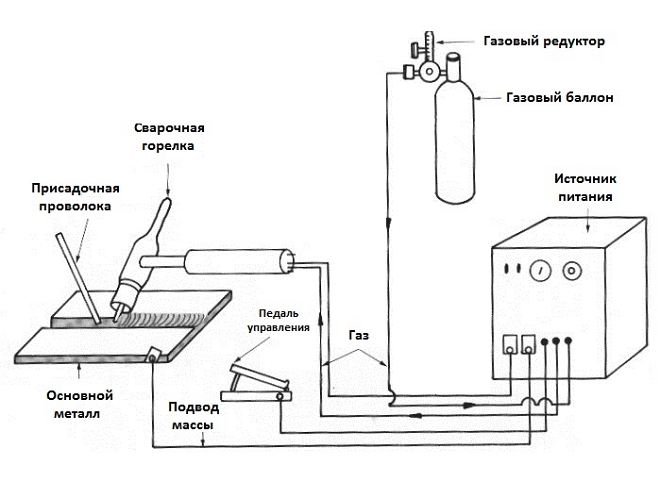
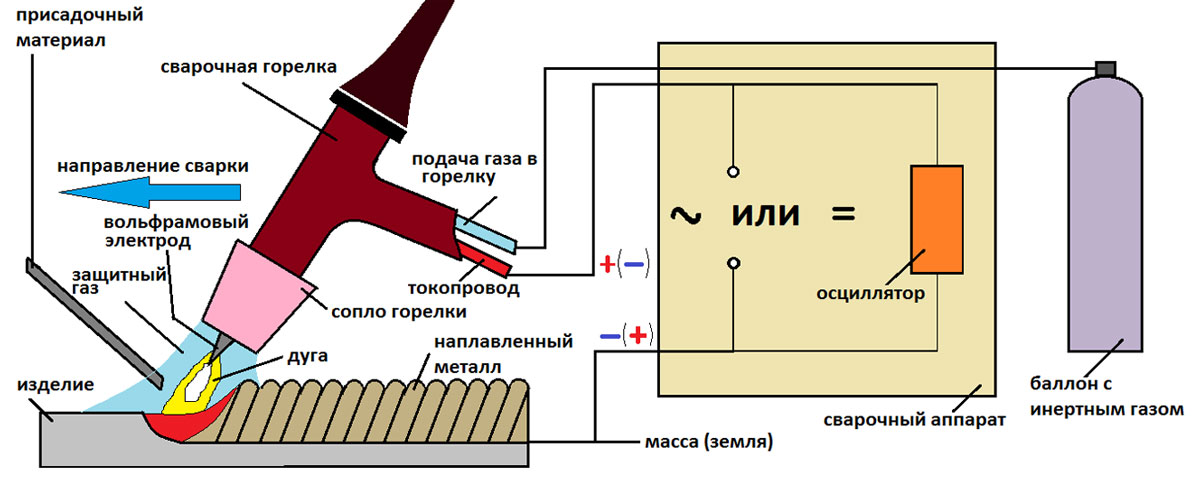
Схема сварочного оборудования для осуществления сварки в среде аргона
- Подачу защитного газа включают заранее – за 15–20 секунд до начала сварки. Выключают подачу аргона не сразу после окончания сварки, а чуть позже – спустя 5–10 секунд.
- Горелку и присадочную проволоку медленно ведут только вдоль формируемого шва, не совершая ими поперечных колебаний. Присадочную проволоку, которая располагается впереди горелки, вводят в зону действия электрической дуги очень плавно, не делая ею резких движений. В противном случае расплавленный металл будет сильно разбрызгиваться.
- При выполнении сварки электрическую дугу зажигают, не прикасаясь электродом к соединяемым поверхностям. Придерживаться такого правила необходимо по нескольким причинам. Во-первых, потенциал ионизации аргона очень высок, что мешает для его понижения эффективно использовать искру от касания электрода. Когда для сварки применяется плавящийся электрод, во время его прикасания к соединяемым деталям возникают пары металла. Потенциал их ионизации значительно ниже, по сравнению с аргоном, что и облегчает процесс зажигания электрической дуги. Во-вторых, если прикасаться вольфрамовым электродом к поверхности соединяемых деталей, она загрязняется, что мешает качественному выполнению сварочных работ.

Процесс сварки аргонодуговым способом вблизи
У многих возникает естественный вопрос о том, каким образом может быть зажжена электрическая дуга в среде такого газа, как аргон, если потенциал его ионизации слишком большой, а сам электрод не прикасается к поверхности соединяемых деталей. Для этого используется осциллятор, который преобразует поступающий из электрической сети ток с обычными параметрами в высокочастотные импульсы с величиной напряжения 2000–6000 В и частотой тока 150–500 Гц. Именно такие импульсы и дают возможность зажечь электрическую дугу без соприкосновения электрода с соединяемыми деталями.
Оборудование и оснащение для сварки аргоном
Для выполнения сварки аргоном недостаточно наличия стандартного сварочного аппарата, в качестве которого может выступать инвертор или трансформатор. Данная технология требует использования такого оборудования и специального оснащения, как:

Инверторный сварочник и газовый баллон для сварки с использованием аргона
- инвертор или обычный сварочный трансформатор, мощности которого должно хватать для выполнения подобного технологического процесса (в частности, для этих целей можно использовать трансформатор, мощность холостого хода которого находится в интервале 60–70 В);
- силовой контактор, через который на сварочную горелку будет подаваться требуемое сварочное напряжение;
- осциллятор, о назначении которого было сказано выше;
- специальный регулятор, который будет отвечать за время обдува сварочной зоны аргоном (поскольку защитный газ должен начать подаваться за несколько секунд до начала сварки, а его подачу необходимо перекрывать спустя несколько секунд после ее окончания);
- специальная горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода;
- газовый баллон и редуктор, который регулирует уровень давления аргона, подаваемого в зону сварки;
- электроды из вольфрама и присадочные прутки требуемого диаметра;

Ремонт легкосплавного колесного диска — вариант типичного использования аргонной сварки
- дополнительный трансформатор, отвечающий за подачу напряжения к коммутирующим устройствам;
- выпрямитель, вырабатывающий постоянный электрический ток с напряжением 24 В, который подается на коммутирующие устройства;
- реле, которое отвечает за включение и отключение таких устройств, как осциллятор и контактор;
- электрогазовый клапан, работающий от напряжения 24 или 220 В;
- фильтр индуктивно-емкостного типа, обеспечивающий защиту сварочного аппарата от негативного воздействия высоковольтных импульсов;
- амперметр, используемый для измерения величины сварочного тока;
- рабочий или неисправный автомобильный аккумулятор емкостью 55–75 Ah, который необходим для того, чтобы снизить постоянную составляющую сварочного тока, обязательно возникающую при выполнении процесса на переменном токе (такой аккумулятор подключается к сварочной электрической цепи последовательно);
- сварочные очки, которые необходимо использовать в качестве основного элемента защиты сварщика.
При желании оборудование для выполнения сварки аргоном можно укомплектовать своими руками, купив все необходимые компоненты в строительном магазине или на рынке. Если же вы не хотите заниматься конструированием, то можно сразу приобрести сварочный аппарат, в марке которого присутствует аббревиатура TIG. Чтобы начать использовать такой аппарат, его необходимо дополнительно укомплектовать газовым баллоном, горелкой, элементами, управляющими горелкой и подачей защитного газа.
Рекомендации по выбору режимов
Чтобы сварка с применением аргона была выполнена качественно, необходимо правильно выбрать ее режимы.
Важными параметрами при выполнении сварки по данной технологии являются полярность и направление движения электрического тока. На их выбор оказывают влияние свойства материалов, которые предстоит сваривать. Переменный ток или обратную полярность выбирают, когда необходимо выполнить сварку деталей, изготовленных из алюминия, бериллия, магния и других цветных металлов. Объясняется этот выбор тем, что при использовании таких параметров электрического тока происходит эффективное разрушение оксидной пленки, которая всегда присутствует на поверхности данных материалов.
Нюансы работы с аргонной сваркой
Характерным примером является сварка алюминия, оксидная пленка на поверхности которого имеет очень высокую температуру плавления. При сварке деталей из данного металла на токе обратной полярности эффективное разрушение оксидной пленки происходит за счет того, что ионы аргона активно бомбардируют поверхность соединяемых деталей. Аргон превращается в токопроводящую плазму, которая не только упрощает выполнение сварочных работ, но и значительно повышает их качество. Если сварка деталей из данного металла выполняется на переменном токе, то для достижения такого эффекта соединяемые детали должны выступать в роли катода.
Для сварки в среде защитных газов часто применяется такое дополнительное оборудование, как осциллятор. При выполнении сварки с использованием переменного тока он облегчает процесс зажигания сварочной дуги, а когда она загорится, выступает в роли стабилизатора.
В тот момент, когда происходит смена полярности переменного тока, может произойти деионизация (а значит, и затухание) сварочной дуги. Чтобы такого не случилось, осциллятор в моменты смены полярности электрического тока формирует электрические импульсы и подает их на сварочную дугу.
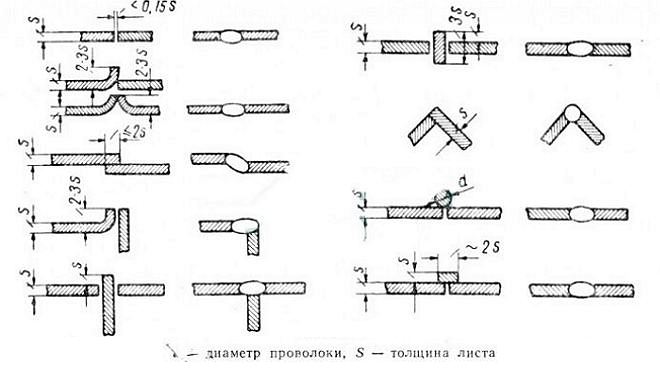
Типы соединений тонколистового металла при аргонодуговой сварке
Значение сварочного тока выбирают в зависимости от ряда параметров: свойств обрабатываемого материала, геометрических размеров заготовок, а также размеров используемых электродов. Для выбора данного параметра лучше всего использовать данные, содержащиеся в специальной литературе.
Немаловажным параметром является расход защитного газа аргона, выбираемый в зависимости от того, с какой скоростью выполняется подача присадочного материала и какой скоростью обладают сносящие воздушные потоки. Минимальным значение данного параметра будет в том случае, если сварка выполняется внутри помещений, в которых отсутствуют сквозняки. Если же процесс происходит на открытом воздухе, где нередки сильные порывы бокового ветра, необходимо не только увеличить расход аргона, но и использовать для его подачи в зону сварки специальные конфузорные сопла, газ из которых подается через мелкоячеистые сетки.
В защитную газовую смесь, кроме аргона, часто добавляют кислород в небольших количествах (3–5%). Кислород в данном случае вступает в реакцию с различными вредными примесями, которые могут присутствовать на поверхности соединяемых деталей (влага, грязь и др.). В результате такого взаимодействия вредные примеси сгорают либо переходят в шлак, всплывающий на поверхность сварного шва.
Следует иметь в виду, что нельзя использовать кислород при выполнении сварки меди, поскольку в результате получается оксид меди. Данное соединение, вступая в реакцию с водородом, содержащимся в окружающем воздухе, образует водяной пар, стремящийся выйти наружу из металла сварного шва. Все это приводит к появлению множества пор в формируемом сварном шве, что самым негативным образом сказывается на его качественных характеристиках.
Преимущества и недостатки сварки в защитной среде аргона
Сварка, выполняемая в среде защитного газа аргона, имеет как преимущества, так и недостатки, которые обязательно следует учитывать. К достоинствам данной технологии относят:

Пример шва, выполненного сваркой в среде аргона
- возможность получения качественного и надежного сварного соединения, что обеспечивается эффективной защитой области выполнения сварочных работ;
- незначительный нагрев соединяемых деталей, что дает возможность использовать данную технологию для сварки деталей сложной конфигурации (при этом они не деформируются);
- возможность использования для соединения деталей из материалов, которые невозможно варить другими способами;
- значительное возрастание скорости выполнения сварочных работ за счет использования высокотемпературной электрической дуги.
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя данную технологию, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.

Что такое аргоновая сварка
Гибридная технология, сочетающая газовый и электрический способы сварки, дает возможность работать с самыми разными объемами и материалами. Она отлично зарекомендовала себя в сварке чугуна, стали, меди и других металлов. С ее помощью хорошо свариваются большие стальные трубы и миниатюрные бронзовые крючки от вешалки. Работа с нержавеющей сталью – еще один пример универсальности оборудования и технологии.
Без изучения теории сварочного мастерства невозможно стать хорошим специалистом. Это особенно актуально для сложных технологий, к которым относится и аргоновый метод. Чтобы в деталях понять суть, преимущества и особенности аргонового способа сварки, необходимо усвоить физику процессов, которые происходят во время работы. Для того, чтобы две металлические заготовки соединить между собой, необходимо некоторые их части расплавить. А сделать это можно только при помощи нагрева.

Повышение температуры предусматривает использование огня, который в свою очередь нуждается в кислороде. Последний вступает в химические реакции окисления. И чем быстрее металл окисляется, тем сложнее его сваривать. Окисление относится к числу нежелательных явлений при сварке металлов.
В процессе химической реакции внутри металла образуется множество мелких пузырьков, которые очень сильно ухудшают механические характеристики шва. А работать с алюминием практически невозможно: при достаточном количестве кислорода он попросту сгорает.
Аргон призван изолировать рабочую зону от внешней среды. Основная его функция – вытеснять из этой области кислород. Он тяжелее атмосферного воздуха и замещает собой весь объем вокруг сварочной дуги. Инертные газы отлично справляются с поставленной задачей. Помимо аргона в сварке применяется гелий. Но его используют гораздо реже из-за более высокой стоимости и расхода.
Еще один важный нюанс – при работе с гелием необходимо защищать специальной одеждой все части тела. Еще реже применяется азот: он востребован при сварке меди. Основным компонентом для сварки в защищенной инертной среде остается аргон. Отсюда и пошло разговорное название технологии.
Основные свойства аргона
- Газ тяжелее воздуха. Благодаря этому он вытесняет из сварочной ванны атмосферный кислород и прочие ненужные летучие соединения.
- Инертные газы не вступают в химические реакции с другими элементами. Они не участвуют в сварке металла и никак не влияют на процесс.
- Важно не забывать об одной особенности аргона: он становится электропроводной средой в случае применения тока с обратной полярностью.
Классификация аргоновой сварки по видам
Разделение проводится на основе уровня механизации процесса. Аргонные сварки бывают трех видов:
- Ручные. И присадочная проволока, и сама горелка перемещаются сварщиком. Для такой работы применяются исключительно неплавящиеся вольфрамовые электроды.
- Полуавтоматические. В этом случая горелка контролируется сварщиком, а подача проволоки – механизмом.
- Автоматические. Горелка и проволока перемещаются механически, а работу автомата контролирует оператор. В наши дни уже нередко встречаются установки, которые работают даже без вмешательства людей. Роботизированные системы задействованы, к примеру, при сварке труб.
Что нужно для сварки аргоном
Метод сварки металла с использованием инертного газа подразумевает большие возможности в плане выбора оборудования и материалов. Иногда начинающих сварщиков это сбивает с толку. Но на самом деле их опасения сделать неправильный совершенно напрасны. Большинство представленного на потребительском рынке оборудования и принадлежностей универсальны и пригодны для выполнения широкого спектра работ.
Установки, предназначенные для аргонно-дуговой сварки, делится на три группы:
- Специализированное. Разработано специально для выполнения однотипной работы. Чаще всего востребовано в промышленности, когда нужно быстро и точно обрабатывать однотипные заготовки.
- Специальное. Еще один вид востребованного на промышленных предприятиях оборудования, которое предназначено для работы с заготовками одного размера.
- Универсальное. Получило наиболее широкое распространение и востребовано среди самых разных категорий пользователей – от профессионалов до начинающих сварщиков.

Кроме аппарата нужна и дополнительная оснастка:
- горелка и расходники вольфрамовые;
- контактор – применяется для подключения питания к горелке;
- баллон с редуктором для инертного газа;
- реле – отвечает за подключение осциллятора или контактора;
- выпрямитель – преобразует напряжение в постоянное 24В;
- таймер – используется для контроля периода времени обдува рабочей зоны аргоном;
- амперметр – измеряет силу тока;
- клапан подачи электропитания;
- аккумулятор для стабилизации цепи переменного тока;
- фильтр – контролирует импульсы высокого напряжения.
Для работы потребуется два трансформатора: основной и вспомогательный. Осциллятор подключается в цепь параллельно с источником питания. Он требуется для подачи импульса высокой частоты, с помощью которого поджигается дуга между металлом и неплавящимся вольфрамовым стержнем. В бытовой сети напряжение составляет 220 В, а частота – 50 Гц. После осциллятора эти показатели составляют 6 000 вольт и 500 000 Гц.
Чтобы работать с заготовками большой толщины или с целью повышения производительности сварочного оборудования, необходима дополнительная оснастка:
- специальная горелка, в которую вставляется несколько электродов одновременно. В результате шов хорошего качества получается на большей скорости перемещения горелки;
- приспособление предварительного разогрева присадочной проволоки.
Пульсирующая подача тока дает возможность делать микропаузы в работе, которые способствуют кристаллизации расплава и улучшению качества шва.
Сварка инвертором в аргоне
Инверторы применяются и на промышленных предприятиях, и в домашних мастерских. На рынке представлен целый класс оборудования для аргонодуговой сварки, которые преобразуют входящее переменное напряжение в постоянное. Инвертеры отлично приспособлены к скачкам напряжения, которыми повсеместно грешат отечественные сети энергоснабжения.
Инвертор для аргонодуговой сварки отличается небольшим весом, компактными размерами и надежностью. Он подходит для работы в разных условиях и неприхотлив в обслуживании. Именно на таком оборудовании проще всего обучаться начинающим сварщикам.
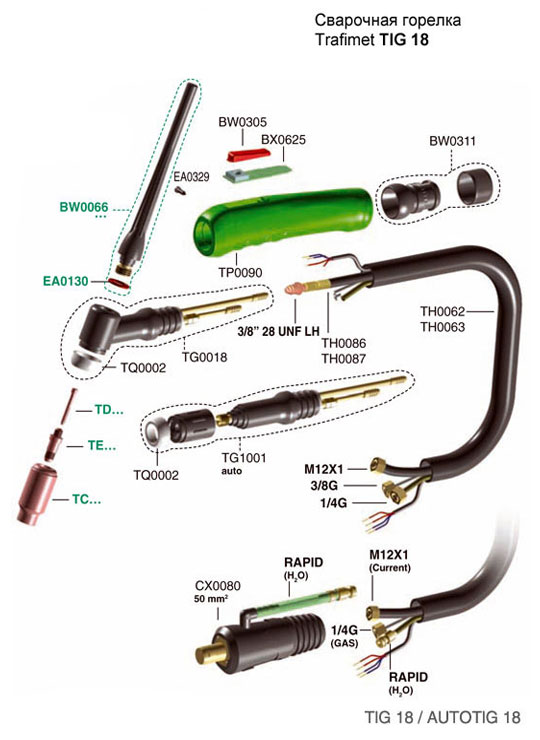
Аргоновые горелки
Горелка подает к вольфрамовому стержню напряжение и служит для образования защиты из инертного газа вокруг рабочей зоны. Важно уделить максимум внимания при ее выборе, впрочем, как и подбору расходных материалов. Как уже упоминалось выше аргонодуговая технология основана на использовании вольфрамовых электродов, которые не плавятся, и инертных газов. Из этого следуют основные критерии, по которым нужно подбирать горелку:
- максимально допустимая мощность и сила тока;
- есть ли в комплекте держатель вольфрамового стержня;
- желательно чтобы сопло было выполнено из керамики;
- вариант охлаждения горелки при работе с толстыми и тонкими заготовками;
- универсальность использования горелки. Имеется ввиду возможность ее коммуникации со сварочными аппаратами разных типов;
- длина кабеля энергоснабжения.
Работу горелки поэтапно можно расписать так:
- Работать начинает сразу все: циркулирует система охлаждения, на горелку подается инертный газ, стартовал сам сварочный аппарат.
- Сразу после формирования защитного слоя инициализируется газовая дуга. Заготовки разогреваются до температуры плавления. В этот момент нужно подавать присадочную проволоку в рабочую ванну.
- Далее присадочная проволока вместе с вольфрамовым стержнем передвигается по направлению стыка заготовок.
Неплавящиеся электроды
Ручная аргонодуговая сварка, как правило, комплектуется неплавящимися вольфрамовыми электродами. Они лучше всего подходят для сварки нержавеющей стали и цветных металлов с высокой химической активностью – алюминия, титана, магния.
Электрод крепится в токоподводящей цанге горелки с керамическим соплом, которое направляет потоки инертного газа к рабочей зоне. Система оснащена водяным охлаждением. Диаметр электрода напрямую зависит от силы тока, которая выбирается в зависимости от толщины заготовки. В силу того, что во время сваривания металлов таким способом отсутствуют брызги, то горелки комплектуются сетчатым фильтром, который служит для равномерного распределения потока инертного газа.

Механизированная горелки имеет несколько иную конструкцию. Помимо уже перечисленных элементов дополнительно она оснащается маховиком для подъема и опускания вольфрамового электрода. Токоподводящая цанга крепится при помощи резьбового соединения для смены стержней разного диаметра.
Плавящиеся электроды
Полуавтоматическая и автоматическая аргонодуговая сварка чаще всего комплектуется горелкой с плавящимся электродом. При работе аппарата дуга поддерживается между свариваемой поверхностью и присадочной проволокой. В зависимости от производительности установки система охлаждения бывает воздушной или жидкостной. Конструкция сопла и принцип работы полностью идентичны с аналогами, укомплектованными неплавящимися стержнями.
Как правильно варить аргоном
Начинающим сварщикам не лишним будет усвоить основные правила и порядок выполнения операций при работе с аргоновой сварки:
- Рабочую поверхность очищают от сторонних включений: грязи, масла, жиров, краски и т.д. Важно качественно выполнить очистку, поскольку соединение металлов не терпит никакой грязи. Допускаются любые способы очистки, включая механические и химические.
- За 20 сек перед началом сварочных работ подать инертный газ в рабочую зону. Взять в руки проволоку и горелку, которую расположить поближе к свариваемой поверхности. Дуга образуется сразу после подачи электропитания.
- Вести горилку вдоль линии стыка, избегая поперечных перемещений. Нельзя подавать присадочную проволоку в зону сварки слишком быстро, ибо будет спровоцировано разбрызгивание металла. Лучше всего вести ее немного впереди горелки и быстрыми поступательными движениями добавлять или убирать.
- Важно добиться максимально короткой дуги. В этом случае шов будет узким, глубоким и эстетичным на вид. Особенно обратить внимание на данный нюанс следует в случаях работы с неплавящимся электродом.
- Горелка и присадочная проволока обязательно должны быть внутри защитной оболочки из инертного газа.
- Заваривать кратер нужно путем понижения подаваемого к горелке напряжения, но не прерыванием дуги. Подача инертного газа перекрывается через 15 секунд после завершения сварки.

Режимы
Режим работы сварочного аппарата необходимо выбирать внимательно, учитывая при этом все исходные данные. От этого во многом зависит результат. Итак:
- Направленность и полярность тока. Определяющим критерием выступает металл, с которым приходится работать. Большинство стальных заготовок, в том числе и с нержавейки, требуют постоянный ток прямой направленности. Касательно цветных металлов, магния и алюминия, то все с точностью до наоборот. Лучше всего выбрать переменный ток с обратной полярностью.
- Расход инертного газа определяется двумя факторами – условий работы и скорости подачи аргона. Сваривание металла на открытой площадке при сильном ветре влечет увеличенный расход инертного газа. Поэтому всегда нужно иметь хотя бы две защищенные от ветра стороны.
На первый взгляд может показаться нерациональным, но в аргоновой смеси присутствует кислород. Его доля небольшая и не превышает 5% общего объема. Казалось бы, что это отрицательно повлияет на качество шва. Но нет. В малых дозах кислород выполняет положительную функцию: он сжигает мелкие вредные примеси. Они вступают в реакцию с газом и сгорают.
Делаем аргоновую сварку в домашних условиях
Хотя технология аргонодуговой сварки относится к числу сложных и характеризуется множеством технических нюансов, многие домашние умельцы умудряются выполнить работы с использованием подручных средств. Для этого обязательно нужно иметь инверторную сварку, хотя в некоторых случаях допускается ее замена ретроспективной трансформаторной установкой. Естественно, необходимо иметь баллон с инертным газом, маска и редуктор.
Помимо этого, для реализации идеи самодельного аргонового аппарата понадобятся инструменты:
- электродрель, болгарка и обычный сварочный аппарат;
- гаечные ключи, отвертка, ножовка по металлу, плоскогубцы;
- тестер, амперметр, микрометр, вольтметр.

Источник тока можно сделать из сварочного трансформатора, и выпрямителя, которые в данном случае нужно будет совместить с осциллятором. Первичную обмотку необходимо выполнить из медного провода толщиной до 0,8 мм. Для вторичной обмотки потребуется медь куда большего диаметра – не тоньше 3,5 мм.
Газовая горелка по значимости будет следующей. Для корпуса желательно использовать латунь, а само сопло можно выточить из меди. Для герметизации стыка между этими двумя компонентами подходит термостойкая резина. Тем более, что прокладку из гибкого материала сделать несложно.
Аргон будет подаваться к горелке по медной трубке, которая заводится в отверстие в корпусе, а стыковочный шов запаивается. Эта же магистраль станет отличным проводником тока, который необходим для розжига и поддержания дуги. Вольфрамовый электрод должен иметь острый конец, который шлифуется под углом примерно 45 градусов. Ориентировочная длина стержня будет составлять 25-30 см.
Какие металлы варят аргоном?
Принцип работы аргонодуговой сварки обуславливает широкий спектр ее применения. Имеется ввиду не только сфера использования, но и обрабатываемые материалы. С ее помощью можно соединять чугун, сталь (включая нержавеющую), титан, алюминий, а также другие черные и цветные металлы.
Работаем с алюминием
Без аргона соединить две алюминиевые заготовки не то что проблематично, а практически невозможно. Распространенный в быту и производственной сфере металл – один из наиболее сложных в этом плане. Трудности обусловлены свойствами алюминия. при малейшем контакте с кислородом на его поверхности моментально образуется защитная пленка, представляющая собой оксид алюминия.
Сама по себе она не проблема. Дело в другом: температура плавления оксида намного выше по сравнению с алюминием. Инертный газ тяжелее воздуха и направляясь в рабочую зону, он вытесняет оттуда кислород, препятствуя окислению металла и образованию защитной пленки. При таких условиях сам алюминий и присадочная проволока плавятся при подходящей температуре, а сварочный шов получается достаточно прочным и внешне приятным.
Подразумевается использование переменного тока. Обратная полярность заметно повышает температуру плавления за счет катодной очистки оксида металла. И наоборот. Прямая полярность дает возможность сформировать короткую и стабильную дугу. Тем не менее мощности недостаточно, чтобы разрушить оксидную пленку. Вывод: необходима обратная полярность, поскольку в этом случае повышается качество сварного шва.
Не исключено использование постоянного тока при сваривании алюминиевых заготовок. Но в таком случае необходим другой инертный газ – гелий. А он намного дороже гелия и расходуется куда активнее. Помимо этого, работать постоянным током очень сложно с точки зрения техники исполнения.
При любых технологиях сваривания алюминиевых деталей предварительная обработка поверхности очень важна. Ею нельзя пренебрегать, независимо от уровня мастерства сварщика. Очистка проводится в следующем порядке:
- растворителем обезжириваются предназначенные для сваривания части заготовок;
- механическим или химическим путем удаляется оксидная пленка;
- очищенной поверхности дают возможность высохнуть.
Варим медь
Высокая устойчивость к агрессивной среде и коррозии отличает медь от других цветных металлов с точки зрения химической активности. При работе с ней опытный сварщики используют не чистый аргон, а его смесь с гелием (добавляется в меньших долях). Вольфрамовые электроды используются как плавящиеся, так и неплавящиеся. Ток выбирается постоянный.
Когда необходимо варить заготовки толщиной от 4 мм и больше, то требуется их предварительный разогрев до температуры 800 градусов Цельсия. Присадочная проволока может быть из чистой меди или медно-никелевого сплава. Нередко она заменяется аналогичного состава прутками. Дуга при работе образуется устойчивая и стабильная.
Из-за высокой теплопроводности свариваемые кромки нужно в обязательном порядке разделывать. Если толщина заготовок не превышает 12 мм, то достаточно разделать одну из двух кромок. При большей толщине желательно обработать обе стороны.
Преимущества и недостатки
Минусов аргонная сварка имеет немного и перечислить их не составит никакого труда:
- оборудование технически сложное, а его настройка требует определенных знаний и навыков;
- методом не смогут воспользоваться новички из-за технической сложности.

Преимущества на этом фоне выглядят куда внушительней:
- высококачественные швы;
- благодаря умеренному прогреву металла отсутствует деформация свариваемого шва;
- уникальная возможность работы с широким спектром металлов;
- допускается сваривание неоднородных заготовок;
- применение высокотемпературного режима позволяет значительно ускорить выполнение работы.
Из списка видно, что недостатки относятся к числу незначительных и решаемых проблем. В то время как преимущества обусловлены особенностями оборудования и технологий. Эксклюзивные возможности, которые нельзя получить с использованием любой иной технологии.

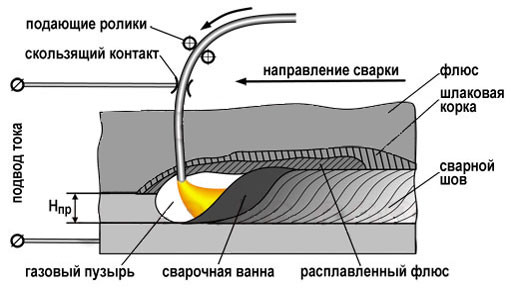
Газ аргон дал путёвку в жизнь ещё одному очень перспективному виду соединения металлов: полуавтоматической сварке плавящимися электродами в среде защитного газа. В этом случае всё чаще используют другие газы, сварочную проволоку с обмазкой, сварку под флюсом, но фундаментом был аргон. Познакомимся с ним поближе в этой статье.
Газ аргон
Опыты по получению азота из воздуха давали разные результаты по плотности в зависимости от методики проведения. Это можно было объяснить только присутствием ещё одного газа в качестве примеси. Вскоре его удалось выделить. Это был неизвестный ранее газ, который назвали аргоном.
Электронные оболочки аргона насыщены до предела, чем объясняют одноатомность его молекул и крайнюю химическую инертность. Инертные газы – тяжёлые газы. Аргон самый легкий из них, но он в 1,38 раза тяжелее воздуха. Из химических свойств, которые могут интересовать сварщиков, отметим, что он не растворяется в металлах, а значит, не будет влиять на химический состав шва.
Аргон и сварка
Будучи тяжелее воздуха, аргон надёжно покрывает зону сваривания, не давая активным газам влиять на химические свойства сварного шва. Это свойство делает его незаменимым при сваривании активных металлов, алюминия и меди. В качестве защитной среды он показывает отличные результаты при сваривании нержавейки и жаропрочных сплавов. Для сваривания чёрных металлов аргон применяют в смесях с гелием, кислородом или углекислым газом.
При использовании аргона можно поднять температуру сварочной дуги. Это увеличивает глубину проплавления сварочного шва и позволяет варить в один проход более толстые листы. При работе сварочными аппаратами для аргонодуговой сварки защитные свойства этого газа проявляются не только в защите шва, но и предохраняют от окисления материал неплавящегося электрода.
Аргон не вредит окружающей среде и не опасен для здоровья человека. Единственное, чего следует опасаться, так это его особенности накапливаться в больших количествах. Будучи тяжелее воздуха, аргон скапливается в нижней части помещения, замещает собой воздух и может вызвать удушье сварщика. Хорошая вентиляция служит залогом недопущения подобной ситуации.
Гост 10157 задает условия поставок газообразного и жидкого аргона. Транспортировка и хранение газообразного аргона осуществляется в баллонах под давлением 15 МПа в соответствии с ГОСТ 949.
Виды и особенности аргонодуговой сварки
Не так давно было известно три вида аргонодуговой сварки: ручная, механизированная и автоматическая, совсем недавно появилась роботизированная..
Ручная
Данный вид предполагает управление всем процессом вручную. Сварщик вручную перемещает горелку и вручную подаёт присадку в виде прутка или проволоки. Этот вид применим как для самых простых домашних работ, так и для изготовления сверхсложных конструкций. Существенный недостаток этого метода – низкая производительность труда и необходимость иметь достаточно опытного сварщика.
Механизированная
Такую сварку чаще всего называют полуавтоматической или сваркой полуавтоматом. Процесс управления горелкой осуществляется вручную, а подача проволоки автоматически. Такой вид в три раза производительнее ручной. Сварку полуавтоматом в среде углекислого газа массово используют в судостроении. Там много длинных прямых швов для соединения толстых листов чёрного металла. Работа на этих полуавтоматах по силам сварщикам с невысокой квалификацией.
Автоматическая
Этот вид сваривания вообще не требует сварщиков. Казалось бы, это замечательно. Но несмотря на то, что автоматы работают сами, подготавливают их к работе, настраивают и ремонтируют специалисты очень высокой квалификации. Ещё большего участия высококлассных специалистов требует следующий вид сварки.
Роботизированная
Этот вид сварки аргоном появился сравнительно недавно. Роботы-сварщики заменили собой множество сварщиков на конвейерах, повысив производительность работ и снизив себестоимость во много раз. Человеку никогда не угнаться за роботом, он не сможет сохранять максимальную концентрацию и работать без ошибок в таком темпе.
Конечно, есть и обратная сторона медали. Роботы очень дорогие; кроме высококвалифицированных наладчиков для их обслуживания, они нуждаются в конструкторах для их создания и программистах для составления рабочих программ. В настоящее время роботы заняли места на конвейерах по сборке автомобилей. Чем более массовым является производство, тем выгоднее обходится роботизированная сварка.
Область применения
Возможности аргонодуговой сварки практически безграничны. На заре своего становления эта технология получила толчок в развитии ввиду острой необходимости найти способ соединения алюминиевых деталей. Растущие объёмы производства самолётов и других летательных аппаратов требовали создания нового оборудования для сваривания алюминия.
По мере наработки навыков при сваривании алюминия была замечена замечательная особенность аргонной сварки – высокое качество шва. Это качество пришлось кстати в ракетостроении, авиации, судостроении и автомобилестроении. Кроме высокого качества сварочных швов, этот вид сварки обеспечивает соединение многих трудносвариваемых материалов и тонколистовых материалов. Появившиеся в последнее время импульсные установки аргонодуговой сварки ещё более расширили функциональные возможности этого вида соединения металлов.
Особое место занимают сварочные аппараты TIG в ремонте автомобилей. Малогабаритные, недорогие, надёжные в работе, они стали главным инструментом ремонтников. Этими аппаратами варят:
алюминиевые колёсные диски;
алюминиевые и медные трубки радиаторов и кондиционеров;
чугунные корпуса двигателей.
В дорогих автомобилях широко применяются такие материалы, как нержавеющая сталь, латунь, титан. Со всеми этими материалами легко справляется TIG сварка.
Не обошли своим вниманием этот вид сваривания и специалисты художественных работ по металлу. Особенно выручает аргонодуговая сварка мастеров чугунного литья. Она не только прекрасно варит чугун, но и успешно устраняет трещины и каверны в готовых изделиях. Художественные изделия отличаются утончённостью форм, и в их производстве очень ценится тонкий и качественный шов, присущий аргоновой сварке.
Все вышеупомянутые сферы применения очень важны, но основная масса работ с использованием аргонно-дуговой сварки приходится на длинный перечень производств, в которых используется нержавеющая сталь. Устойчивость от коррозии этой стали придают присадки, которые выгорают при обычных способах сваривания. Защитный газ при сваривании TIG аппаратами защищает шов от окисления кислородом воздуха, что позволяет сваривать все виды высоколегированных сталей.
Технология и принцип работы
Аргонодуговая сварка работает на том же принципе, что и ручная дуговая сварка плавящимся электродом, но имеет ряд специфических особенностей. Дуга зажигается между неплавящимся вольфрамовым электродом и свариваемым металлом в среде защитного газа, который подаётся по корпусу горелки. При необходимости, в зону сваривания вручную подаётся присадочный материал.
При автоматическом режиме аргонодуговой сварки необходимо подключение дополнительного устройства – осциллятора. Такая необходимость возникает ввиду плохих условий зажигания дуги в среде аргона. В автоматическом режиме сложно обеспечить касание металла электродом, как при ручной сварке, и дугу приходится зажигать на некотором расстоянии электрода от металла.
Технологические режимы для этого вида сваривания разнятся в зависимости от рода используемого сварочного тока: переменного или постоянного. Различия имеют и режимы для сваривания различных металлов. При сваривании на постоянном токе осциллятор отключается после зажигания дуги в начале процесса. Если сваривание ведётся на переменном токе, то осциллятор остаётся включённым и подаёт импульсы при каждой смене полярности, вновь и вновь ионизируя дуговой промежуток. В таком режиме варится алюминий. Изменение направления тока не позволяет образовываться оксидной плёнке на поверхности металла.
При сваривании на постоянном токе необходимо учитывать распределение тепла между электродом и изделием. Две трети на аноде и одна треть на катоде – такое распределения тепла при прямой полярности подключения. Именно такое подключение используют при сваривании изделий из всех видов стали и титана. В этом случае две трети тепла позволяют лучше прогреть свариваемый материал.
Из технологических особенностей ещё можно отметить условия, требующие добавления кислорода в защитный газ. Добавляют 3-5% кислорода, если необходимо избежать малейшей пористости в сварочном шве. Аргон в смеси с кислородом обеспечивает более надёжную защиту сварочного шва от влаги и вредных включений. Все случайные примеси и включения просто сгорают в кислородной среде.

Преимущества и недостатки аргонодуговой сварки
Главными достоинствами аргонодуговой сварки являются шов высокого качества и практически неограниченный перечень металлов, которые можно сваривать этим способом. Это преимущество приобретает особую ценность, когда необходимо сваривать материалы, которые иным способом сварить невозможно вообще. Второе, что выделяет этот вид сварки - малый нагрев свариваемых изделий. При незначительном нагреве изделия не подвержены деформациям, а это очень ценно при сваривании деталей сложной конфигурации.
К недостаткам обычно относят сравнительную дороговизну метода, сложность необходимого оборудования и необходимость высокой квалификации сварщиков при сварке аргоном.
Режимы аргонодуговой сварки
Режим сварки аргоном состоит из ряда параметров, которые необходимо правильно задать. Главными параметрами режима такой сварки являются следующие:
Читайте также: