
Сварочный преобразователь принцип работы кратко
Обновлено: 08.07.2024
Сварочный электрический преобразователь представляет собой совокупность генератора постоянного тока и электрического двигателя постоянного тока. В процессе работы происходит преобразование сетевой электроэнергии переменного тока в механическую энергию электрического двигателя. В результате вращения генераторного вала она преобразуется в электрическую энергию постоянного тока, используемого для сварки. Преобразователь имеет относительно небольшой КПД, а из-за присутствия вращающихся элементов в сравнении с выпрямителем он считается менее надежным. Но для строительно-монтажных работ применение генераторов имеет свои преимущества. Например, если сравнивать с прочими источниками, они менее чувствительны к сетевым колебаниям напряжения.
Устройство
Устройство сварочного электрического преобразователя: электрический приводной двигатель, генератор, вырабатывающий сварочный ток. Из-за того, что конструкция генератора для сварки включает вращающиеся элементы, надежность и КПД устройства ниже, чем у стандартных трансформаторов, выпрямителей.
Но преобразователи при этом имеют свое преимущество – вырабатывают сварочный ток, практически не зависящий от сетевых перепадов напряжения. Их целесообразнее всего использовать в случае повышенных требований к качеству сварочных работ.
Рабочие узлы преобразователя сварочного оборудования, пускорегулирующая аппаратура в том числе, размещены в одном корпусе. Отличают передвижные агрегаты и преобразователи (для осуществления строительно-монтажных работ), стационарные посты (используются на производствах). Они имеют немного разные характеристики.
Принцип работы
Принцип работы механизма ПСО-500 предоставляет возможность вырабатывать постоянный, переменный ток. Достаточно часто в производственных цехах используются именно преобразователи марки ПСО-500, так как они характеризуются высокой технической производительностью, надежностью.
Особенности установки
- В основе устройства используется генератор марки ГСО-500, назначение которого – вырабатывать постоянный электрический ток.
- Два рабочих режима: до 300 А и 500 А.
- Ротор электромотора, якорь генератора оборудованы на одном валу. Между ними размещена крыльчатка вентилятора, обеспечивающая эффективное охлаждение механизма.
- Пакетник, выполняющий функцию запуска устройства, и реостат, регулирующий рабочий процесс, размещены в едином блоке, закрепленном на корпусе установки.
- Для регулировки сварочного тока используется реостат, который подключен к цепи обмотки возбуждения.
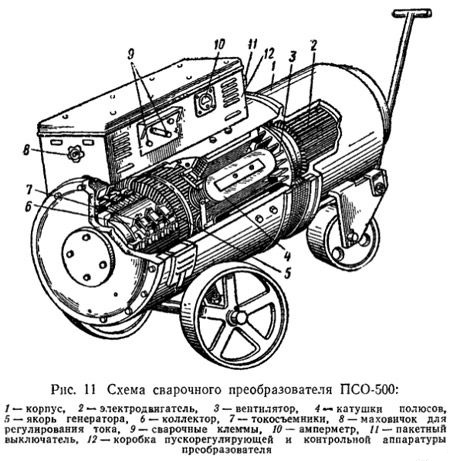
Преобразователь сварочный модели ПСО-500 смонтирован на колесном шасси, имеет небольшой вес. Благодаря этим характеристикам установка является достаточно мобильной и может использоваться на строительных площадках.
Техника безопасности
При использовании преобразователей нужно соблюдать требования по технике безопасности для электроустановок:
- корпус обязательно должен быть заземлен; работы, связанные с подключением агрегата к электросети, должен производить исключительно профессиональный электрик;
- учитывая, что оборудование подключается к источнику питания с напряжением 220/380 В, двигательная клеммная коробка должна быть закрыта и надежно изолирована.
Несмотря на то что сварочные преобразователи расходуют больше электрической энергии из-за низкого КПД, наличия механических связей, сварочный ток всегда стабильный независимо от перепадов сетевого напряжения. Это предоставляет возможность выполнять сварные швы высокого качества.
Также необходимо соблюдать в процессе работы со сварочным преобразователем следующие требования:
- обязательное заземление корпуса установки;
- на клеммах двигателя напряжение в 380/220 В считается опасным, они обязательно должны быть надежно изолированы, прикрыты. Соединительные работы осуществляются опытным электриком, у которого есть допуск к работам с высоким напряжением;
- на клеммах генератора при нагрузке напряжение составляет 40 В, на холостом ходу напряжение генератора марки ГСО-500 может увеличиваться до 85 В. В процессе эксплуатации оборудования в закрытых помещениях с повышенной влажностью, при наличии пыли, на открытом воздухе, при повышенных температурах окружающей среды (более 30 градусов), токопроводящем половом основании, выполнении сварки материалов на конструкциях, сделанных из металла, напряжение более 12 В представляет опасность для человеческой жизни.
При любых неблагоприятных рабочих условиях нужно использовать резиновый коврик и обувь, обязательно работать в резиновых перчатках. Защитные средства от возможного ультрафиолетового излучения, разбрызгивания расплавленных металлических частиц те же, что и для работы со стандартными трансформаторами, инверторами.
Разновидностью источника рабочего тока считается сварочный преобразователь, объединяющий в одном корпусе электродвигатель, генератор и выпрямитель. Такая установка используется при проведении строительно-монтажных работ, когда электросеть провисает и другие сварочные аппараты работают нестабильно. Сварка преобразователем проводится током в пределах 500 ампер, можно варить толстые заготовки, формировать сварочный шов от 10 до 30 мм глубиной. Преобразователь меняет напряжение, тип токовых характеристик.

Принцип работы
Строение у всех видов сварочных преобразователей типовое:
- подводимый к асинхронному электродвигателю ток после включения установки преобразуется в механическую, которая подается на вал генератора;
- генератор выдает необходимую частотность токовых параметров, в работе использован метод электромагнитной индукции, на вал насажен якорь с обмотками;
- коллектор выполняет функцию выпрямителя, подает питание на выходные клеммы.
Сварочный преобразователь по сути – это комбинация электродвигателя, работающего от сети 220 или 380 В и генератора постоянного тока. Надежность преобразователя снижают вращающиеся узлы, велики энергопотери в процессе преобразования электротока.
Оборудование ценится за стабильность токовых характеристик вне зависимости от скачков подаваемого на двигатель напряжения. Регулятором рабочих характеристик является реостат, меняя число витков независимой обмотки изменяют ампераж. Выходной ток регулируется вручную по амперметру.
Чем отличается сварочный преобразователь от генератора
Генерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую.
Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической.
Устройство
Детально рассмотреть устройство оборудования можно на примере стационарного сварочного преобразователя ПСО 500, выдающего два рабочих режима с максимальными токовыми характеристиками 300 или 500 ампер. Между ротором электромотора и якорем генератора, расположенными на одном валу, размещен вентилятор с крыльчаткой, обеспечивающей направленное охлаждение контактной зоны, где большая сила трения. Подшипники размещены в корпусе преобразователя, он обязательно заземляется.

Блок управления у преобразователя модульный. Для запуска сварочного преобразователя вмонтирован пакетник. Рядом размещен амперметр, по которому определяют токовые параметры. Прибор подключен к реостату, регулирующему рабочие токовые показатели (измеряет ампераж в цепи независимой обмотки возбуждения).
Классификация
Производители выпускают преобразователи разных модификаций. При выборе генерирующих установок учитывают вид сварки, предполагаемое место работы. Классификация источников тока для сварных работ проводится по нескольким признакам:
- Количество сварочных постов. Однопостовые рассчитаны на подключение к одному аппарату, для работы одного сварщика. От многопостовых могут запитаться несколько сварщиков, выполнять работы одновременно на нескольких рабочих участках.
- Конструктивно различаются по габаритам, виду исполнения. Бывают:
передвижные сварочные установки, оснащаются колесиками или подставными тележками;
стационарными, крепятся к фундаменту или устанавливаются непосредственно у рабочего места сварщика.
- По количеству корпусов сварочные установки бывают одинарные или сдвоенные.
- По разновидности токовых показателей:
с падающей вольт-амперной характеристикой (однокорпусные модели ПСО/однопостовые/ и ПСМ/многопостовые/ с асинхронными трехфазными двигателями) предназначены для ручной электродуговой сварки плавящимся или неплавящимся электродом с использованием защитных флюсов или газов;
с жесткой или пологопадающей ВАХ необходимы для аргоновой, полуавтоматической, автоматической сварки (модельный ряд источников тока типа ПСГ);
универсальные, работающие в различных режимах (установки ПСУ с регулируемыми вольт-амперными характеристиками).
От ВАХ зависит функциональность генерирующих установок. При выборе оборудования важно это учитывать.
якорь с расщепленными полюсами, отдельно монтируются обмотки намагничивания и размагничивания;
раздельные обмотки размагничивания наводят ток от независимого возбуждения.
Физические электромагнитные особенности оборудования несущественно сказываются на КПД.
Техника безопасности
Для работы с генерирующим электрооборудованием разработаны правила. Перед включением важно соблюдать несколько пунктов:
- Проверять систему заземления корпуса, это особенно актуально для мобильных установок, после транспортировки нужно убедиться, что заземление надежное.
- Щетки коллектора должны быть в порядке. Для проверки штурвал реостата сдвигают в крайнее положение, до упора (направление штурвала совпадает с движением обмоток – только против часовой стрелки).
- Следующий этап – установка токовых параметров, контролируют положение перемычки.
- Подключение к сети осуществляет электрик с допуском. Он зажимает клеммы на электродвигателе в соответствии правилами безопасности ПЭУ.
Эксплуатационные требования ограничивают токовые характеристики:
- допустимая рабочая нагрузка 40 В;
- напряжение холостого хода не выше 85 В;
- при работе в помещениях с повышенной загазованностью, влажностью, запыленностью допустимое напряжение снижают до 12 В.
Необходимы специальные защитные средства: диэлектрические резиновые коврики, перчатки. Сварщикам необходима спецодежда, защищающая глаза, лицо, кожу рук, ног от воздействия сварочной электрической дуги, расплавленного металла.

Мастера, которые не так давно занимаются сварочными работами знакомы в основном только с инверторами или полуавтоматическими аппаратами, не зная о других видах.
В магазинах всё также можно встретить старомодные трансформаторы, выпрямители и генераторы. Но кроме них вы найдёте и сварочный преобразователь, который сейчас используется редко.
Но всё равно, узнать о нём, его устройстве и особенностях стоит, ведь никогда не знаешь, что может пригодиться в работе.
Мы расскажем, зачем нужен преобразователь, из чего он состоит и как работает. Кроме того, мы разберем его отличия от сварочного генератора.
- Общая информация
- Отличие от сварочного агрегата генератора
- Виды Количество сварочных постов
- Способ установки и характеристики
- Функционал
Что собой представляет преобразователь?
Преобразователь для проведения сварочных работ — это комбинация нескольких устройств. Здесь используется связка электрического двигателя переменного тока и специальный сварочный аппарат с постоянным током. Процесс преобразования энергии выглядит следующим образом. Электрическая энергия, поступающая от сети переменного тока, воздействует на электродвигатель, заставляя вал вращаться, создавая механическую энергию за счет электрической. Это первая часть преобразования. Вторая часть работы сварочного преобразователя заключается в том, что во время вращения вала генератора, вырабатываемая механическая энергия будет создавать постоянный электрический ток.

Однако сразу стоит отметить, что использование таких устройств не слишком популярно, так как коэффициент полезного действия их невелик. К тому же, в двигателе имеются вращающиеся части, что делает его использование не очень удобным.
Чем отличается сварочный преобразователь от генератора
Генерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую.
Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической.
Принцип действия устройства
Можно отметить, что сварочный преобразователь — это специфическая разновидность обыкновенного сварочного аппарата. Если коротко сказать о конструкции этого оборудования, то оно примерно следующее. Имеется две основных части — это электродвигатель, который чаще всего является асинхронным, а также генератор постоянного тока. Особенностью является то, что оба эти устройства объединены в один корпус. Также важно обратить внимание на то, что в схеме имеется коллектор. Так как работа генератора основана на электромагнитной индукции, то он будет производить переменный ток, который и будет преобразовываться в постоянный при помощи коллектора.

Если говорить о принципе работы сварочного преобразователя, то не стоит путать его с такими приборами, как выпрямитель или инвертор. Конечный результат у всех трех устройств одинаковый, но вот суть их работы сильно отличается. Наибольшее отличие заключается в том, что в преобразователе осуществляется более длинная цепочка преобразования. Так как переменный ток сначала преобразуется в механическую энергию и лишь потом в постоянный ток.
Устройство сварочного преобразователя
Рассмотреть устройство этого прибора можно на примере однопостового преобразователя. Такие модели состоят из обычного приводного асинхронного двигателя и сварочного генератора, объединенных в одном корпусе.
Тут стоит отметить, что такое оборудование предназначается для работы на открытом воздухе. Однако там их необходимо размещать либо в специально отведенных местах — машинных залах, либо под навесами. Это необходимо для защиты электрического оборудования от осадков.
Сварочные преобразователи и сварочные агрегаты служат источниками питания для сварки постоянным током. Сварочные преобразователи
Сварочный преобразователь преобразует механическую энергию электродвигателя в электрическую напряжением и диапазоном токов, необходимых для сварки. Сварочный преобразователь состоит из генератора постоянного тока и приводного электродвигателя. Сварочные преобразователи, как правило, оснащаются асинхронными трехфазными двигателями в однокорпусном исполнении. Сварочные преобразователи либо монтируются стационарно, либо имеют колеса для перемещения по цеху.

Сварочные агрегаты
Сварочный агрегат преобразует механическую энергию двигателя внутреннего сгорания в электрическую напряжением и диапазоном токов, необходимых для сварки. Сварочный агрегат состоит из генератора и приводного двигателя внутреннего сгорания. Сварочные агрегаты предназначены для работы в полевых условиях, а также в некоторых других случаях (например, при сильном колебании напряжения в электрической сети). Широкое распространение получили сварочные агрегаты АСБ, АДБ с бензиновыми двигателями и АСД, АДД с дизельными двигателями. Сварочные агрегаты наиболее часто комплектуются генераторами с самовозбуждением и размагничивающей последовательной обмоткой и с расщепленными полюсами. Сварочный агрегат АСБ-300 используется при ручной дуговой сварке постоянным током. Он состоит из двигателя внутреннего сгорания ГАЗ-МК (возможна комплектация и другим двигателем) и сварочного генератора ГСО-300, соединенных между собой эластичной муфтой. Двигатель и генератор смонтированы на металлической сварной раме, которая устанавливается на прицепе или в кузове автомашины Агрегат по конструкции может быть передвижной и стационарной установкой. Во время работы агрегат устанавливают в горизонтальное положение, боковые шторы снимают, а корпус генератора заземляют.

Универсальные сварочные преобразователи
Для ручной дуговой сварки и сварки на автоматах, снабженных авторегуляторами напряжения, автоматически воздействующими на скорость подачи электродной проволоки, требуются источники питания с падающими внешними характеристиками. Для питания автоматов и полуавтоматов с постоянной скоростью подачи электродной проволоки, в том числе для сварки в углекислом газе и порошковой проволокой CП-2, необходимы генераторы с жесткими внешними характеристиками. Поскольку на заводах и монтажных площадках механизированные методы сварки используются в сочетании с ручной дуговой сваркой, поэтому требуются универсальные источники, обеспечивающие как падающие, так и жесткие внешние характеристики. Для этой цели разработана конструкция универсального сварочного преобразователя ПСУ-300, генератор которого имеет одну обмотку возбуждения. Внешние характеристики в этом генераторе создаются с помощью триода ПТ, включенного в цепь обмотки возбуждения ОВ, и обратной связи по току нагрузки. Он является четырехполюсным генератором постоянного тока нормального исполнения. Его обмотка возбуждения ОВ размещена на четырех главных полюсах и питается от устройства управления, размещенного на корпусе преобразователя. Сварочная цепь и цепь обмотки возбуждения связаны между собой стабилизирующим трансформатором Тр, предназначенным для обеспечения динамических свойств генератора. Величину сварочного тока регулируют реостатом – регулятором ДП, установленным на передней стенке управления. По мере роста сварочного тока сопротивление триода возрастает, ток возбуждения уменьшается, характеристика получается падающей. При переключении цепей управления внешняя характеристика становится жесткой.
Многопостовые сварочные преобразователи
Многопостовые преобразователи предназначены для одновременного питания током нескольких сварочных постов. При этом используется мощный преобразователь с жесткой внешней характеристикой. Чтобы получить падающую характеристику на каждом из сварочных постов, сварочная дуга включается последовательно через балластный реостат. Количество сварочных постов, которые можно подключить к многопостовому преобразователю N, можно определить по формуле. Основным недостатком многопостовых преобразователей является низкий к.п.д. сварочных постов. К преимуществам многопостовых преобразователей относятся: простота обслуживания, низкая стоимость оборудования, небольшая площадь для размещения оборудования и высокая надежность в эксплуатации.
Балластный реостат
Балластный реостат предназначен для создания на каждом посту падающей внешней характеристики и регулирования сварочного тока. Реостат позволяет регулировать ток в широких пределах – имеется 20 ступеней (ступенчатое регулирование).
Внутреннее устройство агрегата
Если вдаваться в подробности устройства и конструкции, а также принципов работы сварочного преобразователя, то все это выглядит следующим образом.
Так как во время работы устройства оно нагревается, на валу между генератором и электродвигателем, крепится вентилятор, чтобы охлаждать преобразователь. Электромагнитные части генератора, то есть его полюса и якорь выполняются из тонких листов стали электротехнической марки. На магнитах полюсов располагаются такие элементы, как катушки с обмотками. Якорь же, в свою очередь, имеет продольные пазы, в которые укладывается изолированная обмотка. Концы данной обмотки припаиваются к пластинам коллектора. Также у данного устройства имеется пускорегулирующая аппаратура и амперметр. Оба прибора располагаются в коробке.

Используемые модели
В настоящее время используются сварочные преобразователи с номинальным сварочным током 315 А. Основное предназначение этих агрегатов — это питание постоянным током одного сварочного поста. Также он может использоваться для питания ручной дуговой сварки, наплавки и резки металлов штучными электродами. В преобразователях такого рода используются генераторы типа ГСО-300М и ГСО-300. Их устройство — это четырехполюсная коллекторная машина постоянного тока с самовозбуждением. Отличие этих двух моделей друг от друга заключается лишь в том, что у них разная частота вращения вала генератора. Это, что касается сварочного преобразователя 315. 500 А — это второй номинальный ток, который также используется для работы. Однако здесь уже необходимо подключать в работу более мощный преобразователь, к примеру, модель ПД-502. Существенное отличие такой модели преобразователя от ГСО заключается в том, что у него имеется независимое возбуждение. Дело здесь в том, что для питания ПД-502 используется переменный трехфазный ток, который сначала проходит через индуктивно-емкостный преобразователь напряжения. Одновременно с функцией питания он выполняет и роль стабилизатора для этой модели агрегата.

Однако важно понимать, что основное назначение сварочного преобразователя заключается в преобразовании энергии электрического типа переменного характера, в электрическую энергию постоянного характера.
Отличие от сварочного агрегата генератора
Начинающие сварщики нередко “теряются” между сварочным агрегатом и преобразователем. Эти виды сварочных аппаратов имеют много общих черт: их устройство и основы работы в целом похожи.
Но они бы не назывались по-разному, если бы не было различий между ними. В первую очередь это касается типа двигателя, который используется для создания течения тока.
У данного аппарата это электрический двигатель, поэтому его нужно подсоединять к сети или другому источнику питания.
У агрегата – это двигатель на топливе (бензине или дизеле), потому для сварки таким оборудованием не нужно иметь рядом розетку. Агрегат можно использовать где угодно.
Сварочные преобразователи делят на группы по разным критериям.
О них поговорим дальше.
Количество сварочных постов
В преобразователе может быть один или несколько сварочных постов. Однопостовые могут обеспечить питанием лишь одну сварочную электродугу.
То есть, варить в одно время сможет только один человек. Многопостовая машина может обеспечить работой несколько мастеров одновременно, поэтому такие варианты часто встречаются на заводах.
Преобразователь со множеством сварочных постов имеет много полюсов. К нему подсоединяется много кабелей питания, поэтому создавать конструкции можно нескольким людям.
Так производство экономит на ремонте и техническом обслуживании оборудования, выполняет больше работы за один день. Коэффициент полезного действия многопостового аппарата меньше, чем у аппарата с одним постом.
Поэтому то, сколько постов выбирать при покупке, зависит от того, чего ожидают от оборудования.
Иногда мощности однопостового преобразователя недостаточно, хотя он может подходить по всем остальным критериям.
В этой ситуации к дуге одновременно подключают два преобразовательных прибора, для которых настраивают одинаковые характеристики напряжения и электрического тока.
Способ установки и характеристики
Преобразователь для сварки можно устанавливать стационарно, есть и модели, которые можно перемещать. Перед тем, как закрепить прибор на одном месте, нужно создать фундамент, чтобы поверхность, на которой будет стоять преобразователь, не прогнулась и не сломалась под его весом. Для передвижного аппарата нужно сделать раму на колёсах.
Характеристики напряжения и тока могут быть падающие, падающие полого, жесткие и комбинированные.
Функционал
Большинство устройств многофункциональны и подходят для многих типов сварки. Например, электродуговой ручной, полуавтоматической в среде инертных газов или сварки автоматом с использованием флюса.
Для того, чтобы преобразователь “осилил” всё это, его вольтамперные характеристики должны быть совмещёнными: быть в состоянии работать с зафиксированным и падающим напряжением.
Виды преобразователей
Существует два основных типа преобразователя — это стационарные и передвижные. Если говорить о стационарных типах, то чаще всего это небольшие сварочные кабины или посты, предназначенные для работы с небольшими объемами изделий. Сварочные преобразователи, установленные здесь, не отличаются высокой мощностью.
Передвижные же, в свою очередь, рассчитаны в основном на работу с большими объемами. ИХ часто используют для того, чтобы сваривать водопроводы, нефтепроводы, металлические конструкции и т. д.

Важно еще кое-что добавить о принципе работы этого устройства. Как говорилось ранее — он преобразовывает переменный ток в постоянный, используя переход к механической энергии. Однако есть некоторые устройства, позволяющие регулировать величину выходного постоянного тока. Процесс регулировки осуществляется при помощи таких устройств, как балластные реостаты. Принцип работы достаточно прост — чем выше выставленное значение сопротивление, тем ниже сила выходного постоянного тока и наоборот.

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к "мясу", а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С°. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) - 35А, обратное напряжение (VR) - 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого "косого моста". В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Читайте также:
- Дайте характеристику древнерусской культуры и назовите ее главные достижения кратко
- Каковы основные правила постановки знаков препинания в сложносочиненном и сложноподчиненном кратко
- При разработке образовательной программы инклюзивной школы не обязательно ориентироваться на фгос
- Литература по теме нетрадиционные техники рисования в детском саду
- Характеристика двулетних растений кратко