
Суть процесса клепки кратко
Обновлено: 05.07.2024
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции). Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными (рис. 5.14). Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.

Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
Клепка металла
Клепка металла – это процесс получения неразъемного соединения сравнительно тонких деталей: металлических листов или полосок, или листа железа с полосой ил металла.
Клепка производится при помощи заклепок, которые изготавливаются из мягкой стали и представляют собой цилиндрические стержни с двумя головками. Одна из этих головок называется закладной, а другая, расклепываемая на другом конце стержня, — замыкающей. Именно замыкающая головка обеспечивает скрепление деталей.
В зависимости от требований к поверхности, замыкающие головки заклепок могут быть полукруглыми, потайными, полупотайными или плоскими. Если обе головки заклепки располагаются над поверхностями склепанных деталей, клепка называется обыкновенной. Если же головки заклепки помещаются заподлицо с поверхностями склепанных деталей, клепку называют потайной.
Заклепочные соединения подразделяются на:
— прочные (рассчитаны только на восприятие силовых нагрузок); — плотные (обеспечивают герметичность соединения в резервуарах с невысоким давлением); — прочноплотные.
Для обеспечения герметичность соединения на поверхность стыка наносятся различные герметики или под стык подкладываются разные пластичные материалы. Для выполнения герметичных соединений используют заклепки с усиленными головками.
В зависимости от конструкции выделяют однорядные, двухрядные и многорядные заклепочные соединения с расположением заклепок параллельными рядами или шахматном порядке. В однорядных соединениях расстояние между центрами заклепок (шаг заклепочного шва) должно быть равно трем диаметрам заклепки, а в двухрядных соединениях – четырем диаметрам заклепки.
По количеству плоскостей среза такие соединения подразделяются на одно- и многосрезные. В качестве еще одного критерия для классификации выступает характер воздействия нагрузки на заклепочное соединение. Нагрузка может воздействовать на заклепочное соединение в продольном направлении, параллельном оси заклепок, и в поперечном, перпендикулярном оси заклепок.
По конструкции заклепочные соединения во многом схожи с паянными, клеевыми и сварными соединениями. Детали и листы, соединяемые заклепочным швом, могут располагаться внахлестку или встык с накладками.
Заклепки изготавливаются для разных способов установки. Односторонняя клепка выполняется с использованием множества видов заклепок, включая отрывные и взрывные. При обычной клепке наковаленка-поддержка может находиться с лицевой либо с тыльной стороны. Преимуществом последнего способа является возможность использования более легкой по весу наковаленки-поддержки.
Клепка бывает холодной, горячей и смешанной. При холодной клепке замыкающая головка заклепки высаживается в холодном состоянии. Холодную клепку используют, когда толщина стержня заклепки не превышает 8 мм.
Горячая клепка предусматривает предварительный разогрев стержня заклепки до температуры красного каления. Данный способ применяют при толщине стержня заклепки 8 мм и более.
Технология клепки
При ручной клепке для осаживания стержня заклепки используется кувалда или ручной клепальный пневматический молоток. Ручная клепка выполняется следующим образом. Клепальщик вставляет в буксу молотка наковаьню-поддержку, затем в правую руку берет рукоятку молотка, одновременно левой рукой поддерживая его ствол, направляемый на расклепываемую заклепку. Прижав молоток к заклепке, клепальщик пускает его в работу.
Как правило, в процессе клепки участвуют два человека – клепальщик и его подручный. Подручный молотком меньшей мощности клепает с внутренней стороны, подбивая заклепку, а клепальщик в это время клепает с наружной стороны, заклепку осаживая. Таким образом достигается уплотнение листов и, как результат, высокое качество клепки.
В последнее время для выполнения клепки вместо клепального молотка и наковальни-поддержки все чаще применяются клепальные прессы с ЧПУ, которые позволяют увеличить производительность и автоматизировать процесс клепки.
Преимущества и недостатки заклепочных соединений
В число недостатков заклепочных соединений входят трудоемкость процесса, повышенная материалоемкость соединения, необходимость специальных мер для обеспечения герметичности, а также шум и вибрация, сопровождающие процесс.
При этом заклепочные соединения препятствуют распространению усталостных трещин, повышая надежность всего изделия. Еще одно преимущество – возможность соединения не поддающихся сварке материалов.
Типы заклепок и заклепочных швов
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок (рис. 5.15).
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенка ни отверстия под нее.

Рассмотрим порядок определения длины стержня заклепок с потайной (см. рис. 5.14, а) и полукруглой (см. рис. 5.14, б) головками. В обоих случаях длина заклепки / определяется, исходя из толщины склепываемых деталей S и длины /0 части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей. Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей головки. Для заклепок с полукруглой головкой 10= (1,2… 1,5)d, для заклепок с потайной головкой 10 = (0,8… ,2)d.
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка…. 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка…. 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
В случаях, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки (рис. 5.15, ё). Такая заклепка, заполненная взрывчатым веществом, устанавливается в отверстие соединяемых деталей и осаживается легкими ударами молотка в холодном состоянии. После этого ее нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки и его конец расширяется, образуя замыкающую головку.
Для соединения тонких металлических листов и деталей из неметаллических материалов используются трубчатые заклепки (рис. 5.15, ж), замыкающая головка которых образуется развальцовкой.
Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и егоназначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.

Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку (рис. 5.16, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна (рис. 5.16, б) или две (рис. 5.16, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 5.17).
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
Горячая клепка
Есть раздел: Клепка и паяние
Клепкой называется процесс соединения двух или нескольких деталей с помощью заклепок, представляющих собой цилиндрические стержни с головками. Изготовляют заклепки из мягкой стали. Одна головка называется закладной, а вторая головка, которая расклепывается на другом конце стержня и служит для скрепления деталей, называется замыкающей. Замыкающие головки делают полукруглыми, плоскими и конусными (потайными). Заклепочное соединение является неразъемным.
Толщину заклепок рассчитывают и указывают на чертежах.
Листовой материал чаще всего склепывают заклепками толщиной до 9—10 мм. Для получения замыкающей головки длина стержня заклепки должна равняться толщине склепываемых материалов и величине выступающей части. Для получения полукруглой замыкающей головки выступающая часть стержня должна равняться от 1,3 до 1,5 диаметра стержня заклепки, а конусной— от 0,8 до 1,2 диаметра.
Заклепки в швах располагают в один, два, три и больше рядов. В зависимости от этого заклепочные швы называются однорядными, двухрядными и т. д.
В двухрядных и многорядных заклепочных швах заклепки располагают параллельными рядами или в шахматном порядке.
Листы и детали, соединяемые заклепочным швом, располагают встык с накладками или внахлестку.
Расстояние между центрами заклепок называется шагом заклепочного шва. Для однорядных швов шаг / принимается равным трем диаметрам заклепки, а расстояние а — от центра заклепки до края листа — 1,5 диаметра при пробитых отверстиях.
При двухрядном шве шаг принимается равным четырем диаметрам заклепки. Расстояние между двумя рядами заклепок должно быть равным двум диаметрам заклепок.
Клепка бывает холодная, горячая и смешанная.
Холодной клепкой называется такая, при которой высадка замыкающей головки заклепки производится в холодном состоянии. Холодную клепку применяют при толщине стержня заклепки до 8 мм.
Горячей клепкой называется такая, при которой стержень заклепки предварительно разогревают до температуры красного каления. Горячую клепку выполняют при толщине стержня 8 мм и более.
Смешанная клепка производится обычно при длинных стержнях заклепок. Конец стержня разогревается для высаживания замыкающей головки.
Клепка бывает ручная и механизированная. Ручную клепку выполняют ручным и пневматическим инструментом, а механизированную— клепальными машинами и различными прессами. Для склепывания деталей ручным способом используют слесарный молоток, бородок, натяжку, обжимку и поддержку. Слесарный молоток подбирают по массе соответственно толщине заклейки. Бородки слесарные применяют для правки отверстий под заклепки, пробивки мелких отверстий в тонколистовой стали, для выбивки забракованной заклепки.
Отверстия в соединяемых деталях должны точно совпадать, а заклепки должны быть правильно подобраны по толщине и длине стержня.
Во избежание ушибов и ранений склепываемые детали необходимо располагать так, чтобы они не упали во время работы.

Общее понятие о клепке
Общее понятие о клепке
Клепкой называется соединение двух или нескольких деталей при помощи заклепок, представляющих собой цилиндрические стержни с головками. Клепка применяется для неразъемного соединения деталей. Она подразделяется на холодную, горячую и смешанную.
Холодная клепка — это такой вид клепки, при котором высадка второй (замыкающей) головки заклепки выполняется без ее разогрева. Холодным способом ведут клепку в тех случаях, когда применяют заклепки диаметром до 8 мм.
Горячая клепка представляет собой способ, при котором вся заклепка разогревается до определенной температуры. При горячей клепке берут заклепки диаметром на 0,5— 1 мм меньше диаметра заклепочных отверстий, для того чтобы они легко входили в отверстие в нагретом состоянии.
Смешанная клепка — это такой вид клепки, при котором заклепки (длинные) разогреваются не на всю длину стержня, а только в концевой части, из которой высаживается вторая (замыкающая) головка.
Процесс клепки состоит в следующем (рис. 220):
1) подлежащие соединению детали накладывают одну на другую так, чтобы их подготовленные для заклепки отверстия совпали; это возможно только при очень точном расположении отверстий, поэтому рекомендуется заклепочные отверстия сверлить на соединенных деталях; обычно для этого на верхней детали сверлят заранее отверстие несколько меньшего диаметра и по нему за-сверливают окончательное отверстие уже на соединенных деталях;
2) вводят в окончательно засверленные отверстия заклепку;
3) при помощи специального инструмента натяжки (осадки) осаживают склепываемые листы и прижимают к головке заклепки, опирая ее на поддержку;
4) ударами молотка осаживают выступающий конец стержня, формируя из него вторую головку;
5) специальным инструментом обжимкой отделывают замыкающую головку и придают ей окончательную форму.
При склепывании детали сильно сдавливаются и в результате между ними возникает трение, препятствующее их взаимному сдвигу.
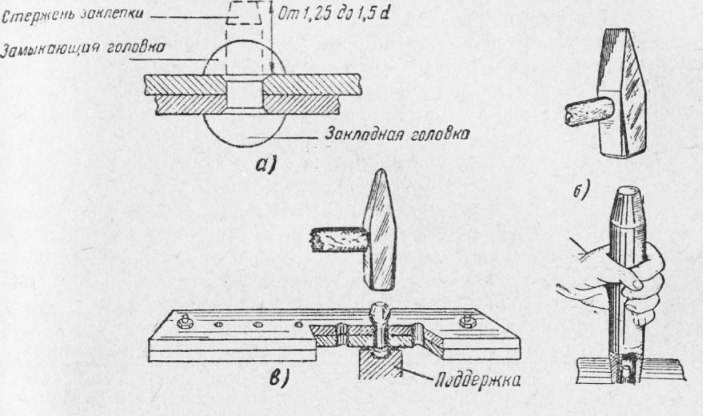
Рис. 1. Приемы клепки: а — заклепочное соединение, б — осадка склепываемых листов, в — осадка стержня, г — формирование головки
Клепка называется обыкновенной, если обе головки заклепки находятся над поверхностями склепанных деталей, и потайной, если головки заклепки помещены заподлицо с поверхностями склепанных деталей.
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции). Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными (рис. 5.14). Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.

Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
Особенности применения вытяжных заклепок
Размер отверстия под вытяжную заклепку
Правильное отверстие очень важно для получения максимальной несущей способности вытяжной заклепки. Даже небольшое увеличение размера может привести к резкому снижению несущей способности заклепок, как на разрыв, так и на срез. Поэтому при установке заклепок применяют точно заданные размеры сверла и хороший сверлильный инструмент, чтобы не получить разбитое отверстие, как показано на рисунке 9б.

Рисунок 9 — а — нормально, б — не допускается
Типы заклепок и заклепочных швов
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок (рис. 5.15).
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенка ни отверстия под нее.

Рассмотрим порядок определения длины стержня заклепок с потайной (см. рис. 5.14, а) и полукруглой (см. рис. 5.14, б) головками. В обоих случаях длина заклепки / определяется, исходя из толщины склепываемых деталей S и длины /0 части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей. Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей головки. Для заклепок с полукруглой головкой 10= (1,2… 1,5)d, для заклепок с потайной головкой 10 = (0,8… ,2)d.
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка…. 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка…. 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
В случаях, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки (рис. 5.15, ё). Такая заклепка, заполненная взрывчатым веществом, устанавливается в отверстие соединяемых деталей и осаживается легкими ударами молотка в холодном состоянии. После этого ее нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки и его конец расширяется, образуя замыкающую головку.
Для соединения тонких металлических листов и деталей из неметаллических материалов используются трубчатые заклепки (рис. 5.15, ж), замыкающая головка которых образуется развальцовкой.
Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и егоназначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.

Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку (рис. 5.16, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна (рис. 5.16, б) или две (рис. 5.16, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 5.17).
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
Стандартные (вытяжные) слепые заклепки
Стандарты и термины

Преимущества вытяжных заклепок
Тремя основными причинами применения вытяжных заклепок являются следующие:
- Низкая стоимость установки. Другие методы соединения материалов — сварка, винты, болты с гайками и сплошные заклепки — требуют большей затраты человеческого труда.
- Многообразие. Вытяжные заклепки имеют много типов, размеров и сочетаний материалов, чтобы удовлетворять специфическим конструкторским требованиям.
- Надежность. Правильно подобранная и установленная вытяжная заклепка способна выдерживать высокие механические нагрузки и жесткие климатические воздействия.
Ограничения вытяжных заклепок
- Прочность заклепок ограничена прочностными характеристиками применяемых в ней материалов и особенностями ее пустотелой формы.
- Может применяться только для соединения относительно тонких материалов.
Установка вытяжных заклепок
Слепые — вытяжные — заклепки устанавливаются в плотное отверстие, которое проходит через соединяемые материалы (шаги 1 и 2) — рисунок 5. Заклепочный инструмент, который называют заклепочником, захватывает хвост сердечника и тянет его на себя, удерживая при этом заклепку на месте (шаг 3). Когда сердечник вытягивается, он деформирует заклепку и формирует заднюю, слепую головку заклепки. В определенный момент сердечник обрывается и часть его вместе с головкой остается в заклепке (шаг 4). Образовавшаяся на задней части соединения головка заклепки прочно прижимает материалы друг к другу.

Усилие разрыва сердечника
Усилие, которое требуется, чтобы оторвать сердечник, задается количеством деформации, которая требуется для формирования задней головки заклепки, и диаметром паза (засечки) на сердечнике. Усилие разрыва сердечника задается таким образом, чтобы:
— во-первых, избежать возникновения слишком большого усилия зажатия, которое может повредить соединяемые материалы, и
— во-вторых, его величина была достаточной для выполнения плотного соединения материалов.
Самое надежное соединение деталей
Иногда из-за особенностей конструкции невозможно передвинуть место соединения. В этом случае может помочь специальная наставка, которую закрепляют со стороны головки. При выборе размера и веса наставки нужно учитывать толщину соединения, а также материал заклепок. После этого можно начинать расклепку свободной стороны.
Оптимально, чтобы соединительный металл заполнил все пространство выполненного отверстия, и из каждой из сторон появились шляпки, которые и должны фиксировать детали. К этому методу можно прибегать не только для соединения друг с другом деталей, но и для заделывания отверстий в одном листе. Это способ часто применяется ремесленниками, когда нужно отремонтировать прохудившиеся ёмкости.
Не всегда при изготовлении металлоконструкций удается соединить детали с помощью сварки. В таких случаях приходится прибегать к более аккуратному методу фиксации элементов, предусматривающему использование заклепок. С его помощью можно достаточно надежно зафиксировать между собой соединяемые элементы. Однако нужно помнить, что качество соединения обеспечить не так просто, как может показаться на первый взгляд. Оно зависит не только от заклепочника, который сегодня производители выпускают в различных вариантах.
Важную роль в процессе фиксации элементов играет и сам заклёпочный крепёж. От его правильного выбора зависит, как долго скрепленные детали будут оставаться в этом положении.
От начинающих мастеров требуется не только правильно подобрать заклепки, но и узнать о том, как должно выполняться соединение деталей с помощью этого крепежа. Здесь очень важно правильно подобрать необходимое усилие для фиксации соединяемых элементов, иначе при нагрузке изделия эти части могут разболтаться, в результате чего придется всё переделывать.
Рекомендации по выбору инструмента
Сегодня в магазинах предлагается множество разновидностей ручных заклепочников, которые можно приобрести по цене около 2−3 т. р. Для выбора наиболее подходящей модели вы должны сначала понять, для каких целей вам нужен инструмент. Если вы решили приобрести его для частого соединения разных элементов деталей, то советуем остановить выбор на более дорогом профессиональном инструменте. Всем остальным будет вполне достаточно и бюджетной модели, которая им обойдется примерно в 150−500 р.
Если вы хотите, чтобы инструмент прослужил вам долго, вы должны не только знать, как выбрать заклепочник ручной, но и соблюдать аккуратность во время пользования им. В противном случае он быстро сломается в ваших руках, даже если это будет дорогой профессиональный инструмент от известного бренда.
Цена — один из важных факторов, которые следует учитывать при выборе этого устройства. Но помимо него, немаловажное значение имеют и другие характеристики:

Сварка — это, конечно, хорошо, но применять ее можно не везде. В таком случае применяется клепка — это механическое соединение деталей при помощи специального крепежа. Крепеж этот называют заклепки, изготавливаются они из разных материалов, бывают разных видов.
Что такое клёпка
Механическое соединение деталей при помощи ряда заклепок называется клепкой, а само соединение — заклепочным швом. Используется там, где сваривать детали неудобно или соединяются не свариваемые материалы. Клепают не только металлы, таким образом соединяют детали в одежде, аксессуарах и т.д. Но там это больше отделка, нежели нагруженное соединение. Так что дальше пойдет речь о клепке в строительстве или обустройстве дома. В принципе, вместо клепки можно использовать винтовое соединение, но болты с гайками стоят дороже, да и их установка занимает больше времени.

Вот так выглядит заклепочное соединение

Наиболее частое применение в личном хозяйстве
Как происходит соединение деталей при помощи заклепок? Заклепка устанавливается в подготовленное сквозное отверстие. Она имеет головку, которая упирается в материал и стержень. В процессе клепки конец стержня расплющивается, меняя форму под воздействием силы. Поэтому для этих метизов применяют пластичные металлы.
Виды заклепочных швов
Если говорить о способе соединения листов, то заклепочные швы бывают внахлест (один лист накладывается на другой) и встык. Стыковочные швы могут быть с одной или двумя накладками. С накладками более надежные, применяются в ответственных и нагруженных местах.
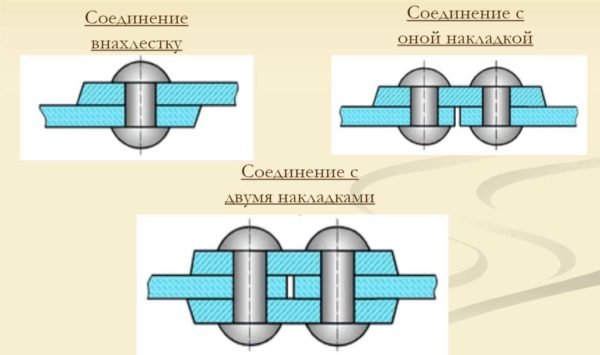
Виды заклепочных швов: внахлестку и в стык с накладками
По расположению заклепок:
- однорядные;
- двухрядные;
- многорядные.
Располагаться они могут друг напротив друга или в шахматном порядке. Швы могут быть прочными, плотными (герметичными) или прочно-плотными. Плотные выполняют с помощью эластичных прокладок, закладываемых между соединяемыми деталями. Прочно-плотные применяются, в основном, в котлах. Сейчас их чаще заменят сваркой.
Виды заклепок
Что такое заклепка? Это цилиндрический стержень из пластичного металла (может быть полым или нет) с головкой определенной формы на одном конце. Эта головка называется закладной. В процессе установки, за счет сплющивания металла стержня со второй стороны, образуется вторая головка. Она называется замыкающей (закрывающей).
Типы заклепок
Могут быть составные заклепки (например, популярные вытяжные или винтовые), которые состоят из корпуса и стержня. Но суть от этого не меняется: закладная головка упирается в материал, а на другом конце, за счет пластичности металла, формируется вторая головка. Просто она формируется за счет того, что стержень вытягивается и расширенной частьюсминает вторую часть.
Типы стержней и закладных головок
Заклепки отличаются формой головки и стержнем. По типу стержня они бывают:
- со сплошным стержнем (высокая нагрузочная способность, но тяжело устанавливаются);
- полупустотелые (часть стержня возле закладной головки сплошная, часть — пустотелая);
- пустотелые (головка и стержень имеют цилиндрическое сплошное отверстие, легко расклепываются, но высокие нагрузки не переносят).
Потайная и полупотайная. Устанавливаются, когда крепеж не должен выступать над поверхностью. Наиболее ненадежное соединение, используется только при необходимости.
Рядом могут быть установлены разные заклепки
Каждый из видов закладных головок встречается с каждым типом стержня. Подбирают их в зависимости от планируемой нагрузки. На максимальные нагрузки нужны метизы со сплошным стержнем и полукруглой головкой. На не слишком нагруженные швы можно применять и пустотелые, но они не обеспечивают герметичности. Если важна такая характеристика, то ставят полупустотелые.
Типы заклепок
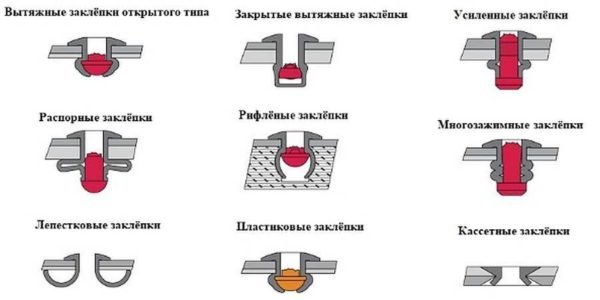
Несмотря на то что сварка стала доступной даже непрофессионалу, клепка не теряет популярности. Ведь не все металлы можно варить, да и сварной шов подвержен коррозии. Поэтому постоянно появляются новые разновидности заклепок, так что полного перечня точно нет. Рассмотрим основные и более популярные.
- Классические или обычные. Универсальные, применяются для всех типов швов. Отличить можно внешне — напоминают грибки.
- Полутрубчатые (стержень наполовину полый). Требуют меньше усилий при установке, но и прочность имеют невысокую. Используются в соединениях с небольшой механической нагрузкой.
Это основные виды заклепок, которые применяются в строительстве, машиностроении и в других областях. В каждом из видов есть свои подвиды, отличающиеся в нюансах.
Вытяжные заклепки
Несколько слов скажем отдельно о вытяжных (закладных) заклепках. Они применяются при крепеже профлиста и металлочерепицы. Именно с ними чаще всего приходится сталкиваться при обустройстве участка. Состоит вытяжная заклепка из трубчатого корпуса и цельного стержня, вставленного внутрь. Они называются составными, так как имеют две независимые части. Также этот крепеж является усиленным — после установки, часть стержня остается внутри, что повышает прочность соединения.
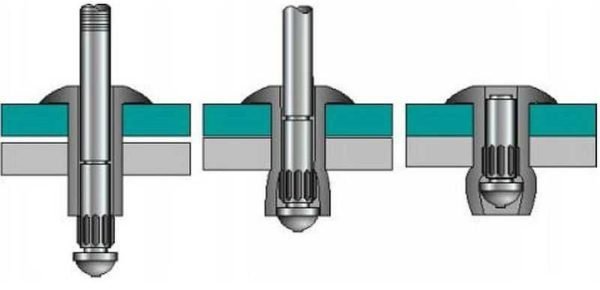
Как работает вытяжная заклепка
Длина корпуса вытяжной заклепки должна быть больше толщины соединяемых деталей. Она вставляется в проделанное заранее отверстие, после чего заклепочник захватывает стержень, вытягивает его через полый корпус. На дальнем конце стержня имеется шарик, который формирует замыкающую головку из развальцованного края корпуса. Лишний стержень удаляется инструментом, но некоторая его часть остается внутри, что делает такое соединение достаточно прочным.
Как понятно из описания, важно правильно подобрать размер заклепки. Слишком короткая не даст сформировать нормальный буртик, что ослабит соединение. Слишком длинный корпус, даст большой люфт, что тоже нехорошо. Так что при подборе этого типа крепежа внимательно смотрите рекомендуемую толщину. Идеально, если ваше соединение приходится на середину диапазона.
Заклепки для соединения рыхлых и мягких материалов
Для соединения мягких и пластичных материалов — пластика, ДСП — перечисленные выше метизы не подходят. Для них есть другой вид аналогичного крепежа. Он отличается не такими большими размерами и меньшей прочностью. Но, при установке, создается меньшее усилие, чтобы не разрушить материалы.
Существуют следующие виды заклепок для соединения пластичных или мягких материалов:
-
Лепестковые. При установке корпус заклепки раскрывается на несколько лепестков. Большая площадь контакта такой закрывающей головки позволяет перераспределить нагрузку.
Есть также пластиковые заклепки. Их делают обычно для мебели, иногда для фиксации декоративных панелей. Такие заклепки больше похожи на винтовые. Нижняя часть разрезана на несколько лепестков, внутри имеется резьба, по которой вкручивается стержень. По мере закручивания, стержень раздвигает корпус, который держится за счет силы трения.
Клепание металла
Процесс клепки металлов состоит из двух этапов: подготовительного и собственно установки метизов. Подготовка — сверление отверстий, при необходимости раззенковка под потайные головки. Обратите внимание, что потайные головки могут быть с одной (любой) стороны или с двух.
Сам процесс клепки такой:
- вставить заклепку;
- стянуть соединяемые детали;
- сформировать при помощи инструмента замыкающую головку;
проверить и зачистить соединение.
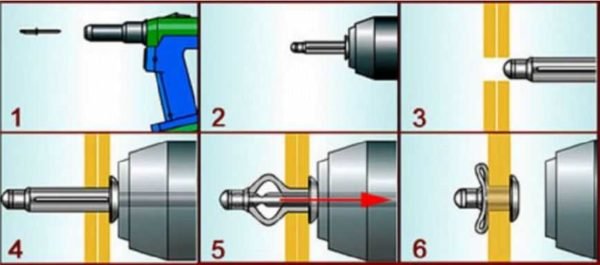
Так устанавливаются вытяжные заклепки
При хорошем инструменте работа идет быстро. Для частного применения и разовых работ обычно применяют ручные заклепочники. И даже с ними сам процесс (без сверления отверстий) занимает считанные секунды. Если говорить об установке профлиста или металлочерепицы, каждое сделанное отверстие рекомендуется промазать краской — для предотвращения коррозии. Именно эти процессы — сверление и покраска, занимают много времени.
Вообще, есть два способа установки заклепок: холодный и горячий. При горячем место соединения предварительно разогревается до определенной температуры (определяется металлом и толщиной деталей). На практике применяется при монтаже заклепок большого диаметра — 12 мм и более.
Заклепки ставят рядами. Минимальное расстояние между соседними — 4 диаметра, от края листа до центра метиза — не менее чем 1,5 диаметра заклепки. При креплении профлиста, ставят в выемку, не в волну.
Подбор размеров заклепок
Заклепки подбирается исходя из толщины соединяемых металлов. Важны при этом: параметры закладной головки, диаметр стержня. По диаметру стержня определяется диаметр сверла, которое используется для подготовки отверстия в соединяемых деталях. Примерно определить диаметр заклепки можно удвоив толщину соединяемых деталей. Длина стержня — не менее 2 диаметров заклепки, причем выступающая часть должна быть не менее 1,25-1,5 от диаметра.
Читайте также: