
Решение прямой задачи методом полной взаимозаменяемости кратко
Обновлено: 04.07.2024
Сущность метода полной взаимозаменяемости заключается в том, что требуемая точность замыкающего звена достигается на сборке без какого-либо выбора, подбора или дополнительной обработки деталей, размеры которых включаются в сборочную размерную цепь.
1. Определение характеристик замыкающего звена
1.1. Номинальный размер замыкающего звена определяется по формуле:
1.2. Допуск замыкающего звена определяется по формуле:
2. Определение характеристик составляющих звеньев размерной цепи.
2.1. Определение допусков составляющих звеньев
2.1.1 Определение значений единиц допуска составляющих звеньев.
По таблице 1 принимаем количество единиц допуска для каждого звена.
Таблица 1 — Значение единиц допуска i для различных интервалов размеров.
2.1.3 Определение квалитетов составляющих звеньев.
По числу единиц допуска определяем единый квалитет (см. табл.2).
| Квалитет IT | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Коэф. точн. а | 7 | 10 | 16 | 25 | 40 | 64 | 100 | 160 | 250 | 400 | 640 | 1000 |
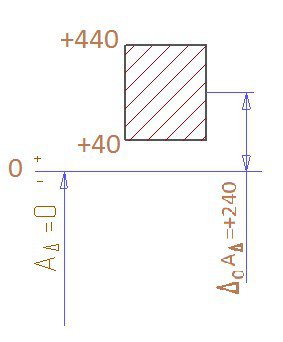
Рисунок 1 — Назначение отклонений на составляющие звенья. Способ 1.
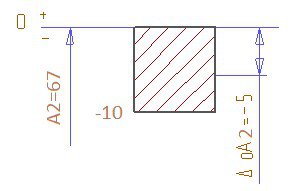
Рисунок 2 — Назначение отклонений на составляющие звенья. Способ 2.
2.3. Определение середины поля допуска i-го звена
Середину поля допуска i-го звена определим по формуле:
3. Определение характеристик компенсирующего звена.
3.1. Определение допуска компенсирующего звена.
Допуск компенсирующего звена определим по формуле:
3.2. Определение середины поля допуска компенсирующего звена
Метод полной взаимозаменяемости
Метод, при котором требуемая точность замыкающего звена размерной цепи, получается при любом сочетании размеров составляющих звеньев. При этом предполагают, что в размерной цепи одновременно могут оказаться все звенья с предельными значениями причем в любом из двух наиболее неблагоприятных сочетаний (все увеличивающие звенья с верхними предельными размерами, а уменьшающие с нижними, и наоборот). Такой метод расчета, который учитывает эти неблагоприятные сочетания, называется методом расчета на максимум — минимум.
Данные получаемые в процессе решения задачи заносят в таблицу (таб. 3.1).
Определяют номинальный размер замыкающего звена по формуле [1, с. 77]:
где: n и p – число соответственно увеличивающих и уменьшающих звеньев в размерной цепи;
– номинальный размер j-того увеличивающего звена цепи;
– номинальный размер j-того уменьшающего звена цепи;
AΔ – номинальный размер замыкающего звена.
В соответствии с рекомендациями назначают допуск и предельные отклонения замыкающего звена, мкм:
где: TΔ – допуск замыкающего звена;
и — соответственно нижнее и верхнее предельные отклонения замыкающего звена, мкм;
Рассчитывают допуски всех составляющих звеньев по способу одной степени точности. Определяют единицы допуска ij для каждого из составляющих звеньев согласно рекомендациям [1, c. 79]:
Определяют число единиц допуска по формуле [1, c. 79]:
где: к – число единиц допуска;
m – количество звеньев размерной цепи, включая замыкающее звено;
Найденное число единиц допуска лежит в пределах стандартных значений к=16 (7 квалитет) и к=25 (8 квалитет), что означает, что часть звеньев должна изготавливаться по 7 квалитету, а часть по 8. Назначают допуски и отклонения для каждого из звеньев. Результаты заносят в таблицу (таблица 3.1).
| Обозна-чение звена | Номиналь-ный размер, мм. | Обозначен. основного отклонения | Квали-тет | Допуск Т, мкм. | ES(Aj) | EI(Aj) | Ec |
| АΔ | 0,3 | — | — | +100 | -100 | ||
| A1 | h | -21 | -10,5 | ||||
| A2 | 2,5 | js | +5 | -5 | |||
| A3 | 6,8 | h | -22 | -11 | |||
| A4 | h | -40 | -20 | ||||
| A5 | 5,5 | h | -12 | -6 | |||
| А6 | 2,5 | js | +5 | -5 | |||
| А7 | h | -21 | -10,5 | ||||
| А8 | h | -63 | -31,5 |
Делают проверку правильности назначения посадок по формуле [1, c. 82]:
где Tj – допуск j-того звена.
Метод неполной взаимозаменяемости
Это метод, при котором требуемая точность замыкающего звена размерной цепи получается не при любых сочетаниях, а при ранее обусловленной части сочетаний размеров составляющих звеньев.
Сборка осуществляется без пригонки, регулировки и подбора звеньев.
Метод исходит из предположения, что сочетание действительных размеров составляющих звеньев в изделии носит случайный характер, и вероятность того, что все звенья с самыми неблагоприятными сочетаниями окажутся в одном изделии, весьма мала.
Такой метод расчета, который учитывает рассеяние размеров и вероятность их различных сочетаний, называется вероятностным методом расчета.
Данные получаемые в процессе решения задачи заносят в таблицу (таб. 3.2).
Определяют номинальный размер замыкающего звена по формуле [1, с. 77]:
В соответствии с рекомендациями назначают допуск и предельные отклонения замыкающего звена, мкм:
В соответствии с рекомендациями [1, c. 84] выбирают процент риска Р и соответствующий ему коэффициент риска t. Для данной работы:
Рассчитывают допуски всех составляющих звеньев по способу одной степени точности. Определяют единицы допуска ij для каждого из составляющих звеньев согласно рекомендациям [1, c. 79]:
Для принятых значений рассчитывают количество единиц допуска по формуле [1, c. 83]:
где: — коэффициент, учитывающий характер рассеяния размеров. Для нормального распределения .
Найденное число единиц допуска лежит в пределах стандартных значений к=40 (9 квалитет), что означает, что звенья должны изготавливаться по 9 квалитету. Результаты заносят в таблицу (таблица 3.2).
| Обозна-чение звена | Номиналь-ный размер, мм. | Обозначен. основного отклонения | Квали-тет | Допуск Т, мкм. | ES(Aj) | EI(Aj) | Ec |
| АΔ | 0,3 | — | — | +100 | -100 | ||
| A1 | h | -52 | -26 | ||||
| A2 | 2,5 | js | +12 | -12 | |||
| A3 | 6,8 | h | -36 | -18 | |||
| A4 | h | -100 | -50 | ||||
| A5 | 5,5 | h | -30 | -15 | |||
| А6 | 2,5 | js | +12 | -12 | |||
| А7 | h | -52 | -26 | ||||
| А8 | h | -100 | -50 |
Определяют истинный процент брака [1, с. 84]:
что соответствует 0,057% брака. Такой процент брака допустим.
Обратная задача
В обратной задаче по известным номинальным размерам, допускам и отклонениям составляющих звеньев и определяют номинальный размер, допуск и отклонение замыкающего звена.
В соответствии с требованиями, предъявляемыми к точности изготовления деталей, входящих в размерную цепь, назначают допуск и предельные отклонения данным деталям. Обратной задачей определяют, обеспечивается ли необходимый номинальный размер замыкающего звена, его допуск и предельные отклонения.
Решим обратную задачу методами полной и неполной взаимозаменяемости.
Разные способы © 2022
Внимание! Информация, опубликованная на сайте, носит исключительно ознакомительный характер и не является рекомендацией к применению.
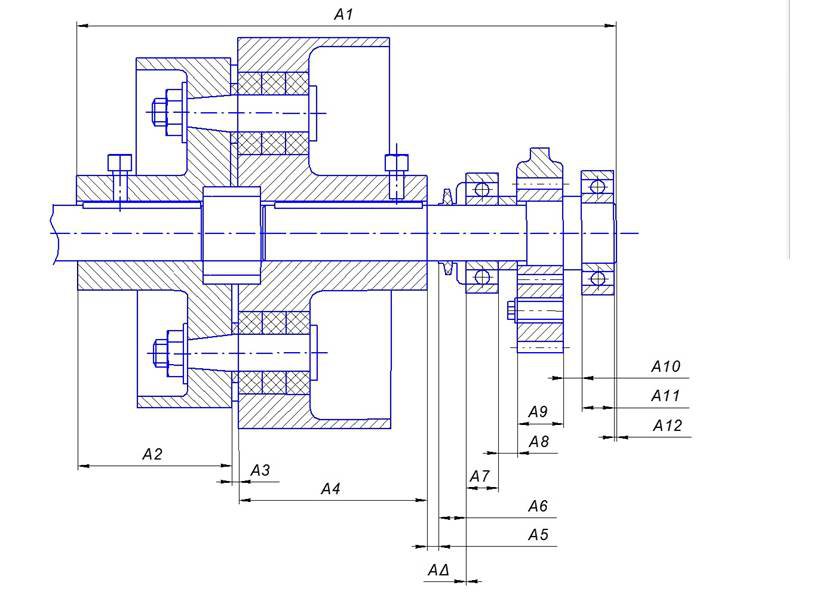
Рассчитать допуски на составляющие звенья размерной цепи, обеспечивающие величину заданного замыкающего звена редуктора ЦД2-35-ВМ в установленных заданием пределах. Расчёты произвести по методам: максимума-минимума, вероятностному и регулирования.
Условия расчёта:
Средне-экономическую точность обработки деталей (звеньев размерной цепи) принять по IT 11.
При расчёте вероятностным методом принять для всех составляющих звеньев размерной цепи и , а коэффициент риска - , так как М[Ai] совпадает с серединой поля допуска, закон распределения – нормальный и р = 0,27.
Расчёт параметров замыкающего звена



; ;
Составление схемы размерной цепи


А2 А3 А4
Уравнение номинальных размеров
Ном. разм. округ. по ГОСТ 6636-69.
мм.
21
150
16
28
56
1,31
Решение прямой задачи методом полной взаимозаменяемости
(расчёт на максимум-минимум)
Решение уравнений номинальных размеров.

, АΔ= – 22 + 176 – 22 – 10 – 29 – 59 – 21 – 21 = – 8
Примем в соответствии с требованиями ГОСТ 6636-69 стандартное значение , и
АΔ= – 22 + 180 – 22 – 10 – 28 – 56 – 21 – 21 = 0;
Расчёт допусков составляющих звеньев размерной цепи.
Определим квалитет одинаковый для всех составляющих звеньев:


Принимаем квалитет IT6 для которого К = 10.
Назначаем допуски на все звенья (кроме А7,принимаемого в качестве специального звена) по IT6.
Определяем расчетный допуск на специальное звено:
мм.

Стандартный ближайший допуск , что соответствует 3-му квалитету.
Определение предельных отклонений.

Назначаем предельные отклонения на все размеры (кроме ), как на основные валы и отверстия, соответственно по h6 и H6:
Определяем координату середины поля допуска специального звена:









Определяем предельные отклонения специального звена:


Подбираем ближайшее стандартное значение основного отклонения спецзвена. Принимаем
Проверим правильность решения прямой задачи:





Таким образом,
Данный вариант не удовлетворяет условию EIAΔ≥EIAΔзад, возможен натяг. Поэтому возьмем новое специальное звено А3

А7 = 10

Определяем предельные отклонения специального звена

Подбираем ближайшее стандартное значение основного отклонения спецзвена. Принимаем
Проверим правильность решения прямой задачи:





Таким образом,
Проверка показала, что прямая задача решена правильно, так как составляющие звенья А1=22 +0,013 ; А2=0; А3=180 ; А4=0; А5=22 +0,013 ; А6=21 +0,120 ; А7=10 ; А8=28–0,013; А9=56–0,019; А10=21 +0,120 дают ( )
Задание по курсовой работе
Рассчитать допуски на составляющие звенья размерной цепи, обеспечивающие величину заданного замыкающего звена редуктора ЦД2-35-ВМ в установленных заданием пределах. Расчёты произвести по методам: максимума-минимума, вероятностному и регулирования.
Условия расчёта:
Средне-экономическую точность обработки деталей (звеньев размерной цепи) принять по IT 11.

При расчёте вероятностным методом принять для всех составляющих звеньев размерной цепи и , а коэффициент риска - , так как М[Ai] совпадает с серединой поля допуска, закон распределения – нормальный и р = 0,27.
Расчёт параметров замыкающего звена
; ;
Составление схемы размерной цепи
А2 А3 А4
Уравнение номинальных размеров
Ном. разм. округ. по ГОСТ 6636-69.
мм.
21
150
16
28
56
1,31
Решение прямой задачи методом полной взаимозаменяемости
(расчёт на максимум-минимум)
Решение уравнений номинальных размеров.
, АΔ= – 22 + 176 – 22 – 10 – 29 – 59 – 21 – 21 = – 8
Примем в соответствии с требованиями ГОСТ 6636-69 стандартное значение , и
АΔ= – 22 + 180 – 22 – 10 – 28 – 56 – 21 – 21 = 0;
Расчёт допусков составляющих звеньев размерной цепи.
Определим квалитет одинаковый для всех составляющих звеньев:
Принимаем квалитет IT6 для которого К = 10.
Назначаем допуски на все звенья (кроме А7,принимаемого в качестве специального звена) по IT6.
Определяем расчетный допуск на специальное звено:
мм.
Стандартный ближайший допуск , что соответствует 3-му квалитету.
Определение предельных отклонений.
Назначаем предельные отклонения на все размеры (кроме ), как на основные валы и отверстия, соответственно по h6 и H6:
Определяем координату середины поля допуска специального звена:
Определяем предельные отклонения специального звена:
Подбираем ближайшее стандартное значение основного отклонения спецзвена. Принимаем
Проверим правильность решения прямой задачи:
Таким образом,
Данный вариант не удовлетворяет условию EIAΔ≥EIAΔзад, возможен натяг. Поэтому возьмем новое специальное звено А3
А7 = 10
Определяем предельные отклонения специального звена
Подбираем ближайшее стандартное значение основного отклонения спецзвена. Принимаем
Проверим правильность решения прямой задачи:
Таким образом,
Проверка показала, что прямая задача решена правильно, так как составляющие звенья А1=22 +0,013 ; А2=0; А3=180 ; А4=0; А5=22 +0,013 ; А6=21 +0,120 ; А7=10 ; А8=28–0,013; А9=56–0,019; А10=21 +0,120 дают ( )
Допуски составляющих звеньев определяются из основного уравнения точности размерной цепи:

где – заранее заданный допуск стандартного составляющего звена размерной цепи (т.е. допуск размера детали, поставляемой как готовое изделие).
n з – число составляющих звеньев размерной цепи с заранее заданными допусками.
Решение задачи производят одним из четырех способов:
1. Способ пробных расчетов состоит в том, что на все составляющие звенья размерной цепи назначают допуски с учетом опыта изготовления и эксплуатации аналогичных изделий, конструктивно-технологических особенностей элементов, для которых назначаются допуски, имеющегося в наличии оборудования и традиций данного предприятия и др. Вычислив величину допуска исходного звена по (3.6), сравнивают его с заданным допуском и вносят изменения до тех пор, пока не будет получено соотношение:

Способ достаточно прост и может использоваться для цепей с малым числом звеньев.

2. Способ равных допусков применяют для многозвенных размерных цепей, у которых номинальные размеры составляющих звеньев равны или близки по значениям. Для этого, исходя из (3.6), определяют среднюю величину допуска составляющих звеньев

Для плоской размерной цепи с параллельными линейными размерами уравнение (3.8) примет вид:

Нетрудно видеть, что, если в размерной цепи отсутствуют звенья с заранее заданными допусками, то уравнение (3.9) примет вид:


По вычисленным по (3.8) или (3.9) подбирают ближайшие стандартные допуски составляющих звеньев, соответствующие определенным квалитетам.
При окончательном установлении стандартных допусков составляющих звеньев допускается их корректировка с учетом конструктивно-технологических особенностей каждого из звеньев, при этом должно обеспечиваться условие (3.7).
3. Способ равных квалитетов применяют в случае значительного различия в номинальных размерах составляющих звеньев размерной цепи. Для определения допусков составляющих звеньев сначала устанавливают квалитет, одинаковый для всех составляющих звеньев.
Для этого рассчитывают коэффициент , определяющий число единиц допуска в допуске составляющих звеньев :

(3.11)
Для диапазона от 1 до 500 мм:

где – среднее геометрическое из крайних значений каждого интервала номинальных размеров, в который входит номинальный размер –го составляющего звена размерной цепи, т.е. .

(3.13)
Вычислив коэффициент и сравнив его со значениями по ГОСТ 25346-89 для различных квалитетов, (прил. 1, табл. 1), подбирают номер квалитета для составляющих звеньев размерной цепи, обеспечивающий достижение требуемой точности исходного звена.
Если рассчитанный по (3.13) коэффициент точно совпадает со значением по ГОСТу, то на все составляющие звенья размерной цепи назначают допуски по квалитету, соответствующему коэффициенту
При несовпадении значений и к для части составляющих звеньев могут быть приняты квалитеты с , а для других с , или приняты одно или несколько специальных звеньев.
При этом должны быть учтены конструктивные особенности составляющих звеньев размерной цепи и применяемые для их обработки технологические методы.
По принятым таким образом квалитетам назначают допуски по таблице числовых значений допусков ГОСТ 25346-89 (прил. 1, табл. 5) на все составляющие звенья, кроме одного – специального.
4. Способ оптимальных допусков позволяет решить задачу оптимизации допусков путем корректировки расчетных допусков с учетом технико-экономических особенностей изготовления отдельных звеньев размерных цепей. Исходной для постановки задачи оптимизации допусков составляющих звеньев является зависимость стоимости изготовления этих звеньев от точности параметров.
3.1.2. Определение предельных отклонений звеньев размерной цепи
Сначала назначают основные отклонения. На практике основные отклонения на составляющие звенья назначают на основе теоретических и эксплуатационных данных, технологических методов обработки и характера сопряжений деталей.
В общем случае для составляющих звеньев размерной цепи основными отклонениями назначают:
По основным отклонениям и рассчитанным квалитетам определяют вторые предельные отклонения составляющих звеньев размерной цепи.
В этом случае предельные отклонения звеньев размерной цепи (кроме замыкающего и специального звена) будут иметь вид:
Далее необходимо определить допуск и предельные отклонения специального звена. Специальное звено (звенья) вводят с целью обеспечения требуемых значений предельных отклонений исходного звена. В качестве специального звена назначается звено размерной цепи, не имеющее ограничений по характеру сопряжения с другими звеньями.
В качестве специального рекомендуется выбирать звено с наибольшим номинальным размером.

Допуск на специальное звено (TAсп) рассчитывают по формуле:

(3.14)

Полученная расчетом по (3.14) величина допуска должна быть уточнена подбором ближайшего (меньшего) стандартного значения допуска (прил. 1, табл. 5). Таким образом, получим квалитет, по которому должно изготавливаться специальное звено.
Предельные отклонения специального звена определяют по формулам:

Координату середины поля допуска специального звена определяют по формуле:


После вычисления предельных отклонений специального звена (3.15) необходимо осуществить подбор их стандартных значений. Для этой цели по таблицам числовых значений основных отклонений ГОСТ 25346-89 (прил. 1, табл. 6) определяют значение основного отклонения. Зная числовое значение основного отклонения и допуска, вычисляют второе предельное отклонение специального звена:
если основное отклонение верхнее, то

если основное отклонение нижнее, то

3.1.3. Проверка правильности решения прямой задачи
Для проверки правильности решения прямой задачи методом полной взаимозаменяемости решается обратная задача – по рассчитанным параметрам составляющих звеньев размерной цепи определить параметры замыкающего звена, решая следующие уравнения:





Прямая задача решена правильно, если выполняются следующие соотношения между рассчитанными и заданными параметрами исходного звена:

| (3.19) |



Если соотношения (3.19) не выполнены - необходимо добиться их выполнения. Например, путем введения второго специального звена (при этом оставляя без изменений принятые значения допуска и предельных отклонений первого специального звена). В качестве второго специального звена рекомендуется выбирать составляющее звено размерной цепи с наименьшим номинальным размером. По таблицам числовых значений основных отклонений назначают на это звено другое (отличное от ранее принятого h или H) основное отклонение. Затем вычисляют второе предельное отклонение. Подставляя эти значения в формулы (3.18) определяют новые значения , и , таким образом добиваясь выполнения соотношений (3.19). Также необходимого результата можно добиться изменением точности изготовления одного из специальных звеньев.
Делают вывод о решении прямой задачи методом полной взаимозаменяемости. Вывод должен содержать анализ полученных соотношений, а также заключение о экономической целесообразности применения метода полной взаимозаменяемости для решения задачи достижения необходимой точности исходного звена.

Б1=145 Б1=

Б2=9 Б2=

Б3=34 Б3=

Б4=19 Б4=

Б5=74 Б5=

Б6=8 Б6=
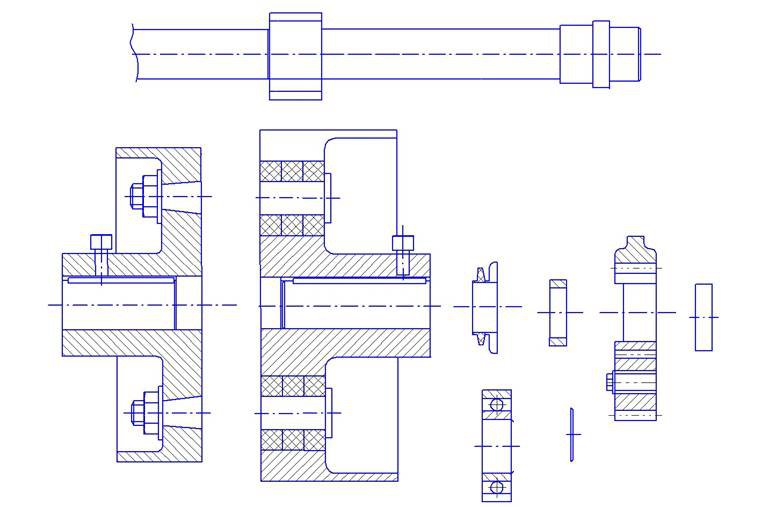
Эскизы узлов и безмаштабные схемы размерных цепей


1) Найдем значение Б∆ по формуле:

2) Координату середины поля допуска замыкающего звена определим по формуле:

3) Допуск замыкающего звена ТБ∆ найдем по формуле:

4) Далее определим предельные отклонения замыкающего звена:


5) Произведем проверку правильности решения задачи по формулам:
,
где n и p соответственно, количество увеличивающих и уменьшающих звеньев размерной цепи.
Как показали результаты проверки, задача решена, верно. Исходные данные и результаты решения сведем в таблицу 1.
Обратная задача (проектный расчет)
Данные для расчета:
1) Найдем значение Б∆ по формуле:

2) Вычислим допуск замыкающего звена по известной зависимости:

3) Найдем координату середины поля допуска замыкающего звена:

, []
Значение единицы поля допуска (i) для каждого составляющего размера цепи находим по таблице 2.4 (Методическое указание.).
По таблице 2.5 (Методическое указание.) выбираем ближайший квалитет. Значение аср=99,44 более подходит для 11 квалитета.
Критерием правильности служит уравнение:

7) Далее корректируем назначенные допуски по вышенаписанному уравнению. В качестве регулирующего звена выбираем звено Б2 и находим его допуск:
Принимаем 11 квалитет, т. к. допуск размера является положительной величиной.
8) Определяем координату середины поля допуска регулирующего звена (Б2):

– (-0,013) – (-0,0065) – 0,0095 – (-0,045)=0,0125–0,5+0,013+0,0065–0,0095+0,045=
9) Далее определяем предельные отклонения регулирующего звена:


Выполним проверку правильности решения задачи:

=


=0 – (-0,05)=0,05
Результаты проверки совпадают с исходными данными, следовательно? задача решена правильно.
Раздел: Промышленность, производство
Количество знаков с пробелами: 3457
Количество таблиц: 1
Количество изображений: 2
Похожие работы





. размерной линейной цепи 1.1 Решение обратной задачи линейной размерной цепи 1.2 Решение прямой задачи линейной размерной цепи 2 Выбор посадок 2.1 Графическое построение полей допусков выбранных посадок и их характеристики 3 Эскизы сборочной единицы и деталей, входящих в её состав Заключение Библиографический список Введение Взаимозаменяемость - свойства независимо изготовленных .





. =21+0,120 дают () Решение прямой задачи методом неполной взаимозаменяемости (расчёт вероятностным методом) Решение уравнений номинальных размеров. , Расчёт допусков составляющих звеньев размерной цепи: определение квалитета составляющих звеньев: , Назначаем допуски на все звенья, кроме одного специального (А7), по IT10 (К = 64): ТА1 = 0,084 ТА3 = 0,16 ТА5 = 0,084 .


. – 82. Подробный расчет соотношения между допусками диаметра, угла и формы конуса, а также предельных базорасстояний конических соединений приведен в ГОСТе 25307 – 82 и в [10]. 2.8. Взаимозаменяемость резьбовых соединений Резьбовые соединения широко используются в конструкциях машин, аппаратов, приборов, инструментов и приспособлений различных отраслей промышленности. Классификация резьб. .
. +220+200 мкм. Условие выполняется. 2. Схема расположения поля допуска возможных значений замыкающего звена 4.2.11 Окончательные принятые размеры А2= мм; А4= A5=; A6=. 5 Расчет сборочной размерной цепи, обеспечивающий при сборке изделия неполную взаимозаменяемость собираемых составных частей изделия Размерная цепь рассчитывается теоретико- вероятностным методом. .
Читайте также: