
Подготовка пилы к работе кратко
Обновлено: 02.07.2024
Подготовка ручных пил к работе заключается в фуговании, разводке и заточке пил. Сначала пилы надо тщательно очистить от смолы, приставших опилок, ржавчины, промыть в керосине. Если поверхности полотен имеют неровности, их выправляют молотком на ровной металлической плите. Затем приступают к фугованию — выравниванию вершин зубьев пил, так как они должны находиться на одной высоте. В деревянную колодку (рис. 9, а) вставляют напильник, после чего колодку с напильником надевают на пилу и двигают по полотну, выравнивания при этом вершины зубьев.

Выравнивать вершины зубьев пилы можно и другим способом. В верстаке укрепляют доску (рис. 9,б), в прорезь которой вставляют сначала напильник, а затем полотно пилы зубьями вниз и, двигая пилой по напильнику, выравнивают вершины зубьев. Выравнивать вершины зубьев необходимо периодически, иначе они будут неравномерно участвовать в пилении. Качество фугования проверяют, прикладывая к вершинам зубьев линейку. Если вершины зубьев плотно примыкают к ребру линейки, фугование выполнено правильно.
В процессе пиления полотно пилы трется о стенки распиливаемой доски и зажимается в пропиле. Во избежание зажима полотна пилы в пропиле зубья необходимо разводить. Развод зубьев пил заключается в том, что их поочередно отгибают: четные зубья — в одну сторону, а нечетные — в другую. При разведении зубьев нужно отгибать на сторону не весь зуб, а только его верхнюю часть примерно на высоте до 2 /з от вершины.
При пилении древесины твердых пород зубья разводят на 0,25. 0,5 мм на сторону, а мягких пород — на 0,5. 0,7 мм. Надо строго соблюдать величину развода, так как при широком разводе пропил получается большим и неровным.
Зубья ручных пил разводят разводками следующим образом (рис. 10, а). Полотно пилы плотно зажимают в тиски, а затем отгибают зубья попеременно то в одну, то в другую сторону. Разводить зубья пилы нужно равномерно, не применяя больших усилий и резких движений, так как иначе можно сломать зуб. Помимо обычной применяют универсальную разводку (рис. 10, в).
Правильность развода пил можно проверить более точно индикаторным разводомером типа РИ (рис. 10, г). При измерении разводомер опорной поверхностью плотно прижимают к полотну пилы, а наконечник индикатора располагают напротив вершины контролируемого зуба. По отклонению стрелки индикатора определяют величину развода.
Следующая операция — заточка зубьев пил напильниками с двойной и одинарной насечкой. По форме напильники различают трехграныые, ромбические и плоские. Ручные пилы обычно затачивают трехгранными или ромбическими напильниками.
При заточке полотно пилы зажимают в тиски, укрепляемые на верстаке. Напильник прижимают к зубу при движении от себя, а при возврате его слегка приподнимают, чтобы он не касался пилы. Сильно прижимать напильник к зубу не следует, так как при этом он будет нагреваться, что приведет к уменьшению прочности зубьев пил. Зубья с прямой заточкой пил для продольного раскроя затачивают с одной стороны, причем напильник следует держать перпендикулярно полотну пилы.

Пилы для поперечного раскроя древесины имеют косую заточку, поэтому их зубья затачивают трехгранным напильником, который держат под углом 60. 70°. У этих пил зубья затачивают через один. Заточив зубья с одной стороны, пилу поворачивают к себе другой стороной и, укрепив в тисках, затачивают остальные зубья.
Лучковые пилы затачивают трехгранными напильниками, которые подбирают по размерам зубьев пил. Наточенные пилы не должны иметь заусенцев, засинений и других дефектов. Заусенцы снимают напильником с мелкой насечкой (бархатным). Приемы ручной заточки пил показаны на рис. 11.
Приемы работы ручными пилами заключаются в следующем. Для работы полотно пилы по отношению к станку (лучку) устанавливают под углом 30°, при этом полотно пилы должно быть прямолинейным, без перекосов и хорошо натянутым. Правильность установки пилы проверяют следующим образом: левой рукой держат за средник, а правой — за ручку и смотрят одним глазом на полотно пилы. Если полотно пилы установлено правильно, то оно будет иметь вид натянутой нити (рис. 12, а), а если неверно, то скрученный конец будет толще (рис. 12, б). Исправляют положение полотна пилы поворотом ручки.
При продольном пилении доску или брусок кладут на верстак либо на стол так, чтобы отпиливаемая часть выступала наружу, т. е. свешивалась за верстачную доску, и укрепляют струбциной. Затем намечают линию распила карандашом с линейкой или рейсмусом. Линию распила можно разметить лезвием острой стамески, при этом образуется прорезь в виде риски, хорошо видной на поверхности древесины.
При распиливании древесины пилу направляют таким образом, чтобы она не сходила с намеченной линии распила и не зажималась в пропиле, шла свободно и легко, не перекашивалась в пропиле, а шла ровно, не качаясь. При перекосе полотно пилы защемится в пропиле или будет тяжело продвигаться от трения, нагреется и потеряет свои прочностные качества.
В процессе пиления правой рукой держат пилу за стойку, а левой поддерживают распиливаемую доску. При этом ступня левой ноги должна стоять параллельно верстаку, а правой — под углом 70. 80° к ступне левой ноги.

При пилении нужно следить за качеством распиливаемой поверхности. Шероховатая, грубая поверхность получается, если пилят древесину пилой с крупными и неправильно разведенными зубьями, а также при работе с плохо заточенной пилой. Неправильный распил древесины получается также при сильном нажиме пилой и при отклонении от риски.
При поперечном распиливании досок и брусков материал кладут на верстак или стол так, чтобы отпиливаемый отрезок свисал с него, и по сделанной заранее риске делают запил, держа лучковую пилу правой рукой за стойку выше ручки, а левой поддерживают материал (рис. 14).
Для точного поперечного раскроя доски или бруска под определенным углом без разметки применяют распиловочный ящик (рис. 15), в боковых стенках которого имеются пропилы, сделанные под определенным углом (45, 90°). При пилении материал поддерживают левой рукой, а правой берут за стойку пилы и, направляя ее в нужный пропил, торцуют материал.

Подготовка ручных пил к работе
Подготовка ручных пил к работе
Полотно неразведенной пилы будет зажиматься боками пропила, или, как говорят, пилу будет заедать. В результате потребуется большая затрата сил на пиление, полотно пилы будет сильно нагреваться, качество распила ухудшится. Во избежание этого пилы разводят.
Развод пилы заключается в поочередном отгибании ее зубьев в разные стороны: четных зубьев в одну сторону, нечетных — в другую (рис. 1).
При разводе отгибают верхнюю часть каждого зуба не более чем на половину его высоты. Отгиб зубьев на всю их высоту ведет к искривлению полотна, Появлению в нем трещин, поломке зубьев.
Величина развода 0,5 мм, но не более чем на половину толщины полотна на каждую сторону. При большом разводе ухудшается чистота распила и увеличиваются потери древесины в опилки, кроме того, возрастают усилия, затрачиваемые на пиление. Применительно к пилам для продольного пиления это объясняется тем, что при очень большом разводе зубьев увеличивается нагрузка на их боковые грани, заточенные под прямым углом.
При поперечном же пилении пилой с большим разводом увеличивается длина опилок и на их скол со дна пропила требуется больше усилий.
Величина развода всех зубьев каждой пилы должна быть одинаковой. При неодинаковом разводе менее отогнутые зубья не будут участвовать в пилении, а более отогнутые будут работать с перегрузкой и поэтому быстрее выйдут из строя.
Для развода зубьев полотно пилы зажимают в деревянные тиски близ линии оснований зубьев (рис. 2). Если полотно зажимают в металлические тиски, то на обе стороны полотна накладывают деревянные брусочки.
Зубья можно разводить плоскогубцами, но лучше это делать специальной разводкой. Существуют разводки различных конструкций (рис. 3). Есть разводки с упором, обеспечивающие одинаковую величину развода всех зубьев. Особенно удобна универсальная разводка, показанная на рис. 4.
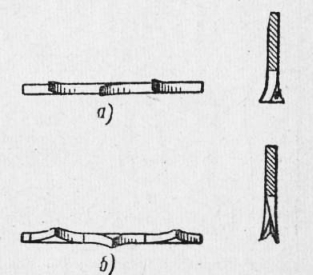
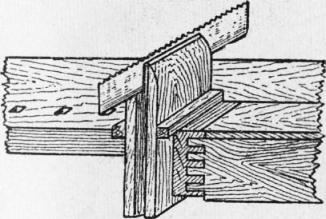
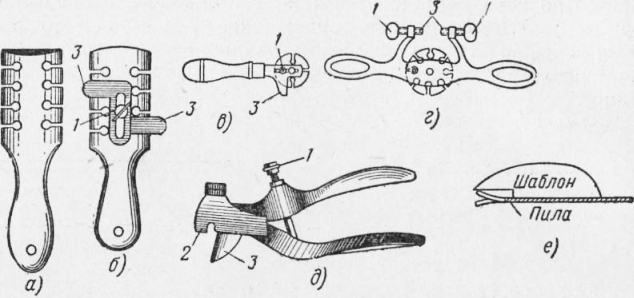
Рис. 3. Разводки: а — простая (плашка); б — плашка с упорами; в — дисковая односторонняя с упором; г — дисковая двусторонняя с упорами; д — щипцовая; е — шаблон
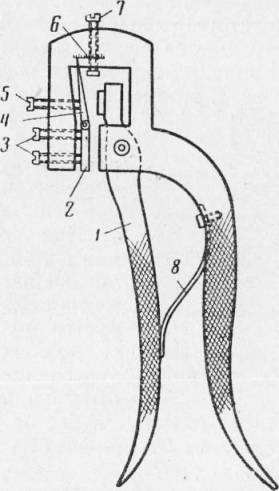
Рис. 4. Универсальная разводка: 1 — отгибающий рычаг; 2 — пластинка, которой регулируется ширина, прохода для полотна пилы; 3 — регулирующие винты; 4 — шарнирный регулятор величины развода; 5 — регулирующий винт; 6 — шкала для установки величи. ны развода; 7 — винт с упором для зубьев разной высоты; 8 — пружина
Развод зубьев делают до заточки.
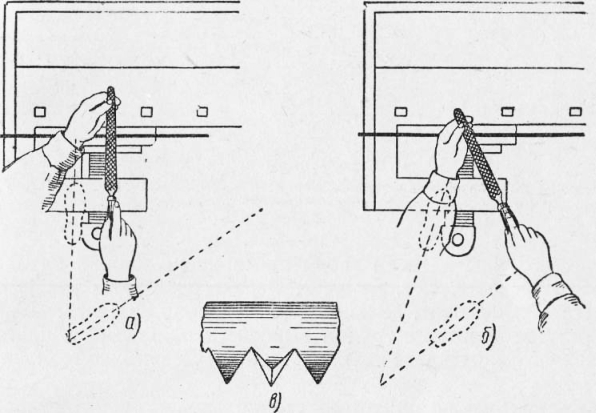
Рис. 5. Заточка пил: а — выполнение прямой заточки; б — выполнение косой заточки; в — вид заточенных зубьев у пилы для поперечного пиления
В последнее время все больше стали выпускать полотна пил неодинаковой толщины: к зубчатому венцу толще, а к обушку тоньше. У таких полотен развод зубьев не делают.
Заточку ручных пил производят трехгранными напильниками с мелкой насечкой. При прямой заточке (рис. 5, а) напильник держат перпендикулярно к полотну, а при косой (рис. 15,6) — под углом 45 — 80°.
Нажим напильником должен быть равномерным и не очень сильным. При сильном нажиме образуются большие заусенцы, а заточка становится более тяжелой. При возвратном движении (к себе) напильник приподнимают.
Для заточки полотно зажимают в тисках так же, как при разводе зубьев. При зажиме лучковой пилы для заточки лучок откидывают по направлению от себя.
У всякой пилы высота зубьев должна быть одинаковой, одинаковым должен быть и шаг по всему зубчатому венцу. Зубья пилы срабатываются неравномерно: одни больше, другие меньше, поэтому перед заточкой их выравнивают по высоте — пилу, как говорят, фугуют. Инструмент для фугования пил представляет собой напильник, вставленный в деревянную колодку (рис. 6, а). Еще более простое приспособление показано на рис. 6,6.
Перед тем как приступить к работе лучковой пилой, отвертывают лучок вправо от плоскости полотна: для пиления вдоль — на ширину отпиливаемых брусков, для пиления поперек — на 30 — 35°. У распускной пилы лучок устанавливают под прямым углом к полотну.
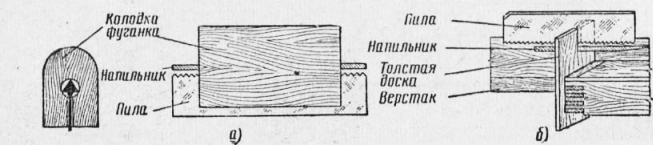
Рис. 6. Фугование пилы перед заточкой: а — при помощи фуганка с напильником; б — при помощи более простого приспособления
Полотно пилы на всем своем протяжении должно находиться в одной плоскости, т. е. не иметь перекосов. Это проверяется на глаз. Натяжение пилы должно быть довольно сильным. Правильно натянутое полотно с трудом выводится пальцами из плоскости натяжения. Закрутка не должна выходить своим концом за распорку.
Качество пильного полотна столяр может определить сгибанием полотна, подвешиванием его за ушко, а также по звуку. Полотно, согнутое и зажатое в концах, должно образовать правильную окружность; у полотна, свободно подвешенного за ушко, не должно быть заметно перекосов. Подвешенное полотно хорошего качества издает при ударе по нему ногтем чистый, ровный звук. Дребезжащий звук указывает на наличие в полотне трещин.
Поверхность полотна должна быть гладкой, без раковин. На ней не должно быть ржавчины.

После покупки бензопилы владельцу не терпится поскорее испытать ее в работе.
Хорошо, если он уже имеет навыки обслуживания и безопасной эксплуатации этого инструмента. Если же такого опыта нет, то не следует спешить с первым пуском.
Потратив немного времени на изучение методики подготовки бензопилы к работе, уяснив приемы безопасного обращения с ней, вы убережете себя от травм и продлите жизнь своей механической помощнице.
Советы о том, как правильно пользоваться бензопилой, делятся на четыре группы:
- Подготовка.
- Запуск.
- Приемы работы и техника безопасности.
- Обслуживание.
В этом порядке мы и рассмотрим их в нашей статье.
Подготовка инструмента
Бензопила – моторизованный инструмент, основу которого составляет двухтактный двигатель внутреннего сгорания. Он не может работать на чистом бензине, поэтому для запуска требуется приготовить бензомасляную смесь.
Ее пропорция простая: на 1 литр бензина марки не ниже А92 (для дорогих импортных бензопил марка не ниже А95) берем 20 граммов специального моторного масла для бензопил. В инструкции эту пропорцию обозначают 1:50. Размешав в пластиковой емкости топливо и масло, открываем заливную горловину и наполняем бак горючей смесью.

Новичкам советуем быть внимательными, чтобы не перепутать горловину для топлива с горловиной для заливки масла, смазывающего цепь. На некоторых моделях бензопил они обе размещаются на одной стороне корпуса. Отличить их можно по специальной маркировке, нанесенной рядом с отверстием. На топливной горловине вы увидите значок бензоколонки. Рядом с маслозаливной горловиной наносится символ капли.

Хорошая смазка цепи – важное условие качественной работы бензопилы и долгой жизни пильной шины. Инструкция по эксплуатации бензопилы рекомендует использовать только фирменное масло производителя. Кроме него, допускается заливка качественного автомобильного моторного масла вязкостью W30-W40. Использовать для смазывания цепи грязную отработку и прочие нефтяные суррогаты мы не рекомендуем.

Отметка, до которой в бачок заливается цепное масло, всегда находится поблизости от заправочной горловины. Работая бензопилой, не забывайте периодически поглядывать на нее, чтобы не прозевать момент пополнения бачка. Кроме пильной цепи, изредка (1 раз в месяц) следует смазывать подшипник шины, расположенный на ее внешней концевой части. У некоторых шин там имеется специальное отверстие, в которое с помощью шприца вбрызгивают несколько капель масла. Заправку пилы топливом нужно делать только на горизонтальной твердой поверхности.
Запуск бензопилы
Залив топливную смесь и смазку цепи, можно приступать ко второму этапу – запуску бензопилы. Здесь вам также пригодится инструкция производителя.
В ней кратко и доступно описаны основные этапы данной операции:
Описанная выше процедура запуска выполняется на холодном моторе. Если пила уже поработала некоторое время и была заглушена, то ее пуск делается рукояткой стартера без использования дроссельной заслонки.
Правила работы и техника безопасности
Цепная бензопила – травмоопасный инструмент. Этот факт не должен вызывать панического страха. Он призван побуждать владельца к постоянному контролю за своими действиями во время работы.
Итак, что требует техника безопасности при работе бензопилой?
Во-первых, не пожалейте денег на покупку комплекта спецодежды (перчаток, защитного шлема, костюма и специальной обуви). Он станет надежной защитой от повреждений.

В частности, перчатки для таких пил хорошо защищают пальцы рук от травмирования. Их ткань при контакте с цепью наматывается на нее и блокирует, спасая пальцы от острых зубьев. Защитный шлем не даст щепкам повредить глаза и защитит голову от падающих веток.
Обувь лесоруба снабжена стальными пластинами. При неожиданном отскоке пилы они принимают на себя режущий удар.
Во-вторых, не держите пилу прямо перед собой. Удерживайте ее так, чтобы ваши ноги находились сбоку от линии реза.
В-третьих, держите пилу крепко, обхватывая рукоятки всеми пальцами. При этом правую руку нужно держать на задней ручке, а левую – на передней.
Дополнить эти три базовых правила нужно другими не менее важными пунктами:
- Осторожно вставляйте работающую пилу в сделанный пропил.
- Остерегайтесь пилить кончиком шины (высока вероятность обратного удара).
- Удалите из зоны работы все посторонние предметы, о которые можно споткнуться и упасть.
- Выполняя резку, не наклоняйтесь очень низко, чтобы не потерять равновесие.
- Не работайте, держа бензопилу выше плеч.
- Не держите инструмент слишком далеко от себя, чтобы при долгой работе спина и руки не напрягались и не уставали.
- Спину всегда нужно держать прямой, а ноги широко расставленными.
- Распил можно вести обеими сторонами шины. При этом нужно учитывать, что при резке нижним краем цепь уводит пилу вперед, а при работе верхней частью она тянет пилу назад.
- Перед тем, как перенести пилу на новое место работы, заглушите двигатель или поставьте цепь на тормоз (холостой ход).
Хорошее правило – работать не в одиночку, а с напарником, который сможет оказать первую помощь.
Перед валкой дерева нужно осмотреться. Оцените его длину и направление роста, расположение близко стоящих объектов (зданий, линий электропередач), чтобы при падении ствола он не повредил их. Не помешает взять в расчет направление и силу ветра.
Перед спиливанием дерева, нужно встать справа от него и выполнить подпил (под углом 45 градусов на глубину не более ¼ диаметра ствола). Подпил делают со стороны падения дерева (направление естественного наклона ствола). После этого с другой стороны делается горизонтальный подрез – основной валочный пропил. Его на несколько сантиметров не доводят до наклонного подпила, чтобы дерево не рухнуло раньше времени (рисунки 1 и 2).
Для исключения зажима шины пилы в основном пропиле, в него вставляют деревянный клин.

Рис. №1 схема резки ствола бензопилой
Рис. №2 (1, 2 – верхний и нижний подпилы, 3 – основной валочный пропил)
При работе нужно следить за тем, куда движется ствол. Это правило поможет избежать серьезных травм, если ствол упадет в незапланированном вами направлении.
Когда дерево начинает падать, нужно быстро извлечь из разреза пилу, выключить ее двигатель и покинуть зону работы.
Повалив дерево, не следует расслабляться, поскольку основное количество травм статистика фиксирует именно на стадии обрезки веток.
Для безопасного выполнения данной работы следуйте таким правилам:
- фиксируйте ствол подкладками, чтобы он не сдвинулся и не покатился;
- стойте слева от поваленного дерева, а начинайте резку – с нижних веток;
- толстые ветви спиливайте, начиная с их конца и постепенно продвигаясь к стволу.
Если при распиливании упавшего дерева бензопилу заклинило, не дергайте ее, пытаясь извлечь. Сначала отключите мотор и с помощью толстых веток-рычагов попытайтесь приподнять или наклонить ствол, чтобы расширить рез.
Обслуживание инструмента
Это показатель профессионализма владельца. Если за бензопилой организован своевременный и качественный уход, то работать она будет надежно и долго.

Закончив работу, инструмент нужно очистить от опилок и мусора. Не забывайте проверить степень натяжения цепи и уровень смазки. Правильное обслуживание бензопилы предполагает регулярную проверку состояния воздушного фильтра. Если не следить за его чистотой, то вам гарантированы проблемы с пуском.
Быстрее всего на данном инструменте изнашивается цепь, шина и ее ведущая звездочка. Поэтому их состояние также нужно постоянно контролировать.
Если в баке осталось топливо, то его нужно слить в отдельную емкость. Инструкция производителя рекомендует вырабатывать приготовленную смесь в течении 2-3 недель.

Подготовка пил в процессе эксплуатации включает следующие операции:
а) мойку и очистку от нагара и органических загрязнений, образующихся на поверхности пил после пиления;
б) создание и поддержание в теле пил начальных напряжений, необходимых для компенсации температурных напряжений, появляющихся в процессе пиления. Данная операция включает в себя следующие действия:
● правку пил и отдельных их участков;
в) контроль качества подготовки полотен пил;
д) контроль качества заточки пил.
Мойка пил
Мойка пил при незначительных объемах производства ведется, как правило, вручную в небольших ваннах, заполненных специальными щелочными составами; при необходимости удаления сильных нагаров и засмолений пил пользуются специальными щетками.
Целесообразнее всего использовать для мойки пил специальные моечные машины, которые различаются по объему единовременной загрузки и максимальному диаметру круглых пил, например, для пил диаметром до 600, 800, 1000 мм. Продолжительность мойки пил в таких машинах обычно не превышает 20–30 мин.
Вальцевание пил
Вальцевание пил выполняется с целью создания начальных напряжений, необходимых для компенсации температурных напряжений, возникающих при неравномерном нагреве полотна пилы (в подвенечной и центральной зонах) в процессе пиления, и уменьшения опасности возникновения резонансных состояний инструмента. Сущность вальцевания заключается в ослаблении средней части пилы за счет удлинения ее зубчатой (подвенечной) зоны в результате прокатки под давлением между двумя рабочими роликами вальцовочного станка. Провальцованная пила приобретает поперечную устойчивость зубчатого венца при работе, то есть способность противостоять неуравновешенным боковым силам, действующим на тело пилы при пилении, и обеспечивать тем самым прямолинейность пропила.
Вальцевать пилы диаметром до 300 мм достаточно по одной окружности радиусом 0,8 R (R – радиус пилы без зубьев) в течение одного–трех оборотов пилы под действием роликов (в зависимости от качества стали тела пилы). Для пил диаметром до 450 мм – по двум окружностям с шагом 30–40 мм, для пил диаметром до 630 мм – по трем окружностям, для пил диаметром до 800 мм – по четырем, для пил диаметром до 1000 мм – по пяти окружностям.
Для пил из обычных инструментальных сталей давление на вальцах должно быть в пределах 10–30 Н; для пил из особо высоколегированных сталей, работающих на скоростях подачи свыше 50 м/мин., – до 60–80 Н, причем целесообразно использовать вальцы с радиусом рабочей зоны в пределах 30 мм.
Следует иметь в виду, что начинать работу на вальцовочном станке надо с небольшого (от 10 Н) давления на вальцах. Отработав методику на одной пиле, целесообразно распространить ее на подготовку всех пил этого завода-изготовителя, попутно исправляя все местные дефекты и помня о том, что абсолютно одинаковых пил не бывает.
Как правило, пилы, прошедшие пять–шесть заточек в производственных условиях, должны быть повторно провальцованы, при необходимости у них должны быть исправлены все местные дефекты (слабина, тугие места, зоны прижогов на теле пилы). Для пил, работающих со скоростью 50 м/мин. и выше, эти операции необходимо выполнять каждый раз после снятия пил со станков.
Начинать вальцевание пил после эксплуатации можно по заводским следам от вальцовки, обычно отстоящим на 15-20 мм от межзубных впадин. При отсутствии следов следует сделать новые – на том же расстоянии от впадин между зубьями пил. При наличии на пилах мультексов и температурных прорезей в зоне вальцевания нельзя допускать вальцевание в 15–20 мм до и после мультексов и прорезей.
О проковке и правке пил
Вальцеванием (при наличии на производстве вальцовочного станка) можно заменить проковку пил, которая может быть выполнена правильно только хорошо подготовленным пилоточем. Правда, заменить вальцеванием правку и проковку отдельных дефектных мест на пилах невозможно. Существует положительная и отрицательная проковка.
Контроль плоскостности и напряженного состояния пилы
После окончания вальцевания проводят оценку плоскостности и напряженного состояния пилы. Если при помощи короткой линейки будут обнаружены местные дефекты (например, если отклонение от плоскостности превышает 0,15 мм), то проводят дополнительную правку. Если напряженное состояние пилы не соответствует норме, то проводят дополнительное вальцевание по имеющимся следам. При этом суммарное количество следов для новых пил не должно превышать пяти. Контроль плоскостности и напряженного состояния проводят через каждые пять–шесть смен работы инструмента.
Ремонт пил
На некоторых лесопильных заводах нашей страны в случаях частичного обрыва кончиков зубьев пил выполняются наварка или наплавка кончиков зубьев пил и формирование профиля и зоны напайки пластинки твердого сплава. Это дает возможность не отбраковывать пилы, а продолжать использовать их в производстве, что обеспечивает существенную экономию, особенно при ремонте специальных пил.
Что следует знать, когда, например, зубья обрываются на 1/3 высоты зуба или обрываются полностью?
Известно, что основные европейские производители пил применяют в качестве материала для изготовления корпуса пилы специальные сплавы, а российские – отечественную сталь 9ХФ, типовую инструментальную сталь Uddeholm (Швеция) или ходовую немецкую инструментальную сталь.
Как правило, твердость корпусов круглых пил, оснащенных пластинками твердого сплава, 40–46 HRC, а зубчатый венец в процессе термообработки перед напайкой зубьев пил отпускают до 35–45 HRC. Если на пиле отрывается кончик зуба, значит, зубчатый венец пилы перекален и его твердость превышает 45 HRC, а если обрыв зубьев пил у основания, то наоборот: менее 35 HRC. Следует помнить, что пилы с полностью оборванными у основания зубьями почти не подлежат ремонту.
При появлении мелких трещин в межзубных впадинах целесообразно их закернить с двух сторон или засверлить сверлом диаметром до 2 мм, а для пил, работающих в тяжелых условиях пиления при большой глубине пропила (свыше 100 мм), эту операцию проводить нецелесообразно, надо отбраковывать пилы или использовать их на другом оборудовании – с более легкими условиями работы.
В перечень мероприятий по ремонту пил входит и перенапайка пластинок твердого сплава, пришедших в негодность после эксплуатации и их выхода из строя в процессе аварийного износа (попадания в пропиле постороннего твердого предмета).
Правила проверки качества вальцевания пил
Правильно провальцованная пила, положенная в горизонтальной плоскости на три равномерно удаленные друг от друга опоры (некоторые специалисты рекомендуют укладывать на две опоры, что также возможно), находящиеся ниже окружности впадин зубьев относительно центра пилы на расстоянии 3–5 мм от этой окружности, при свободном провисании средней части должна приобретать равномерную вогнутость (тарельчатость).
Если необходимое ослабление средней части пилы не достигнуто, пилу переворачивают и повторно вальцуют с прежним усилием прижима роликов. Эта операция способствует некоторому уменьшению изгиба полотна роликами. Если средняя часть пилы не получила необходимого ослабления, процесс вальцевания продолжают по той же окружности при увеличенной силе прижима роликов. Излишнее ослабление средней части пилы при ее перевальцевании исправляют вальцеванием по окружности, отстоящей на 3–5 мм от окружности впадин зубьев. В этом случае сила прижима роликов принимается от 10 до 30 Н в зависимости от начального напряженного состояния инструмента.
До сих пор нет единой шкалы подготовки круглых пил, оснащенных твердосплавными пластинками, и методик определения величины вальцевания для каждого типоразмера круглых пил. Проблема в том, что одним из немногих неразрушающих методов оценки проковки является измерение стрелы прогиба пильного диска, уложенного на три (две) точки, расположенные непосредственно у межзубных впадин под углом 120° (180°). Однако значение оптимальной стрелы прогиба диска зависит от марки стали, диаметра и толщины пилы, величины и размеров пильных шайб или проставочных колец, конструкции самой круглой пилы и условий ее работы. Оно индивидуально для каждого типоразмера круглых пил и является лишь косвенным показателем правильности ее вальцевания.*
При вальцевании металл тела пилы способен на некоторое увеличение своих размеров из-за появления внутренних напряжений, при этом тело пилы остается плоским в вертикальном положении (а именно вертикальное положение, за редким исключением, и занимает работающая круглая пила). Этот процесс называется пластической деформацией.
Визуальную оценку качества вальцевания круглой пилы можно сделать, отклонив ее вправо и влево от вертикали. В случае правильной вальцовки при наклоне пилы вправо и влево проваливается центр пильного диска, образуя чашу разной степени глубины. Оценить ее значение можно, приложив большую пилоправную линейку в зоне центрового отверстия вертикально к пиле, а затем отклонить линейку вместе с пилой на угол 30–60 градусов от вертикали. Например, значение получаемой световой щели на круглой пиле диаметром 1000 мм составит от 0,1 мм на непровальцованной пиле до 2 мм на абсолютно правильно провальцованной пиле из обычной низколегированной хромованадиевой инструментальной стали и 0,5–0,8 мм для высоколегированной инструментальной стали. Величина щели измеряется специальным щупом типа автомобильного для измерения зазора между электродами свечей. Для различного оборудования и круглых пил разных производителей эти значения весьма условны и могут сильно отличаться, поэтому целесообразно в каждом случае проконсультироваться как с производителем пил, так и с поставщиком оборудования.
Еще один способ визуальной оценки вальцевания круглых пил: линейка прикладывается к вертикально наклоненной пиле в зоне центрального посадочного отверстия.
С ростом усилия вальцевания центр пилы при наклонах ее относительно вертикального положения проваливается все больше. Это заметно, если смотреть на пилу сверху и сбоку. Если операция вальцевания пилы выполнена правильно, размер щели между пилой и линейкой будет примерно одинаковым при обоих способах измерения.
В совокупности оба эти способа дают проверку крестом, то есть когда большая пилоправная линейка прикладывается к наклоненной пиле поочередно вертикально и горизонтально.
Еще более точным является способ определения степени вальцевания пил с помощью приспособления для измерения торцевого биения и жесткости пил, оснащенного индикаторами часового типа и двумя пневмоцилиндрами, расположенными под углом 90° к телу пилы. Эти установки производят несколько немецких фирм, занимающихся выпуском оборудования для подготовки пил.
На заточном участке целесообразно иметь:
● набор пилоправного инструмента, включая наковальню, набор молотков, набор правильных линеек;
● приспособление для проверки биения пил;
● полуавтоматическое устройство для проверки жесткости пил или набор пилоточа.
Заточка зубьев пил
Заточка зубьев обеспечивает заданные угловые параметры зубьев и остроту режущих кромок. Для заточки круглых пил, напаянных твердосплавными пластинами, специалисты рекомендуют использовать алмазные шлифовальные круги обязательно с применением охлаждающей жидкости (СОЖ), а лучше – масла. Подача на один ход круга не должна превышать 0,06 мм. Подшлифовывают зубья для уменьшения шероховатости поверхности теми же кругами, но без подачи на ход (так называемое выхаживание) или более мелкозернистым кругом. При этом делают два–три легких прохода с величиной подачи (врезания) на один ход круга не более 0,02 мм. Заусенцы с режущей кромки и боковых граней зубьев снимают мелкозернистым шлифовальным бруском.
Пила считается правильно заточенной, если обеспечены: заданный стандартный профиль зубьев, необходимая острота режущих кромок, расположение вершин зубьев на одной окружности (если нет другого профиля и параметров зубьев), отсутствие заворотов, надломов и заусенцев, плавное закругление профиля межзубных впадин (при их доработке), не имеющих видимых рисок на кромке от шлифовального круга. Лесопильные пилы затачиваются только по передней грани, для того чтобы их в дальнейшем можно было перепаять (некоторые пилы 5–6 раз при правильной эксплуатации) без дальнейшей доработки пазухи зуба и постели под пластинку твердого сплава.
Некоторые производственники, для того чтобы добиться расположения вершин и боковых граней зубьев на одной окружности и в одной плоскости, прифуговывают зубья. Прифуговку выполняют по высоте зубьев и ширине режущей кромки (с боков) фугующими приспособлениями, которые устанавливают на пильных станках (это характерно для пил диаметром от 1,5 м), а также на заточных станках. Прифуговку на валу станка осуществляют мелкозернистым оселком (зернистость 5–10 мкм) при вращении пилы в направлении, обратном рабочему, и малой частоте вращения. Величина прифугованной поверхности (фаски) должна быть не более 0,1-0,3 мм. С боков зубья прифуговывают при минимальной подаче оселка. Операцию следует считать законченной, если 1/3 зубьев будут иметь следы прифуговки.
При наличии высококачественных заточных станков и заточки круглых пил на заточном (а не на пильном) оборудовании прифуговка может не понадобиться.
На заточном участке также должны быть:
● угломеры и шаблоны для контроля угловых элементов зубьев и профиля точильного круга;
● устройство на базе индикатора часового типа для измерения бокового уширения зубьев пил;
● приспособление для прифуговки зубьев (вариант).
Контроль качества заточки пил
Все проблемы пил могут быть выявлены опытным технологом в процессе пиления, сразу же после установки их на оборудование. Любые неточности или несоблюдение технологических режимов заточки или подготовки пил приведут к быстрому выходу пилы из строя. Пилы с остаточной толщиной твердосплавной пластинки менее 1 мм подлежат обязательной перепайке или выбраковке по другим дефектам. Уширение на сторону менее 0,4 мм при пилении мягкой древесины требует перепайки или выбраковки, при пилении твердых несмолистых пород эта величина должна быть не менее 0,3 мм.
В этой публикации даны некоторые рекомендации по подготовке круглых лесопильных пил, и понятно, что только правильное обучение каждого рабочего заточного участка может привести к качественному результату в процессе подготовки разных по конфигурации, параметрам и профилю пил от разных производителей.
Читайте также: