
Перенос краски с формы на запечатываемый материал кратко
Обновлено: 02.07.2024
Вид печати, при котором каждый цвет изображения печатается краской соответствующего оттенка, в отличие от триадной печати, где все оттенки создаются наложением четырех основных красок. Цвета красок при пантонной печати задаются с помощью шкалы Pantone.
Папка
Изделие из плотной бумаги или картона, предназначенное для хранения небольшого числа листов бумаги. Чаще всего является носителем фирменного стиля.
Папка
Различают несколько видов. Цельнокройные ( изготавливаются из целого листа материала) или с приклеенными карманами (карман-клапан изготавливается из отдельного листа материала и затем приклеивается к "корочкам"); с замковым скреплением - папку можно разложить в плоскость, а затем собрать вновь, не разрывая ее, или с клеевым скреплением - папку нельзя разложить в плоскость, а затем собрать вновь, не разрывая.
Перекос
1. Дефект подрезки бумаги, при котором края листа не параллельны друг другу. 2. Дефект обрезки блока, при котором наружные края страницы не параллельны полосе набора. 3. Дефект вставки блока в обложку, при котором края страниц издания не параллельны краям обложки.
Переплёт
прочное покрытие издания, являющееся элементом художественного оформления и обеспечивающее сохранность всего изделия — соединение нескольких листов на спирали. Выполняется на специальных устройствах.
Переплёт "Wire-O" (англ. Wire — проволока)
Перетискивание (то же, что и отмарывание)
Процесс переноса печатной краски с одного листа на другой в незапланированных местах. Происходит в стопе листов при плохо высохшей или некачественной краске. Является полиграфическим браком.
Периодика
издания, выходящие с определенной периодичностью.
Периодическое издание
Издание, выходящее через определенные промежутки времени, постоянным для каждого года числом номеров, не повторяющимися по содержанию, однотипно оформленными, нумерованными и /или датированными выпусками, имеющими общее название и, как правило, одинаковый формат.
Перфорация
Один из отделочных процессов, пробивка отверстий или просечка штрихов по линии отрыва, когда часть издания или оттиска надо будет отделять, чтобы использовать самостоятельно. Выполняется для облегчения разрыва по определенной линии.
Печатание
процесс получения изображения оригинала на отпечатке, с помощью нанесения красочного слоя на запечатываемый материал, посредством печатных форм.
Печатная форма
Поверхность, на которой формируются печатающие (дающие красочный или бескрасочный оттиск) и пробельные (не дающие оттиска) элементы и которая служит для многократной передачи красочного или бескрасочного изображения или текста на бумагу или другой печатный материал. Печатная форма получается путем контактного экспонирования предварительно очувствленной металлической пластины через фотоформу на специальном устройстве (копировальной раме) и ее последующей химической обработки (проявления). В настоящее время всё большее распространение получает технология изготовления печатной формы без фотоформ путем управляемого компьютером прямого экспонирования или гравирования изображения на формном материале (см. CTP-системы).
Печатные процессы
процессы переноса печатной краски с печатной формы, а иногда с использованием промежуточного носителя на запечатываемый материал.
Печатный лист
Единица натурального объема издания, издательской продукции, бумажный лист любого стандартного формата, отпечатанный с одной стороны. Бумажный лист, отпечатанный с двух сторон, содержит два печатных листа. Учет печатной продукции в печатных целях ведется в условных (учетных) печатных листах.
Печать
Получение изображения путем нанесения красочного слоя на запечатываемый материал (бумагу, картон, пленку, жесть, пластмассу и др.) при помощи печатных машин.
Печать высокая
Способ печати, при котором передача изображения на запечатываемый материал осуществляется с печатной формы, на которой печатающие элементы расположены выше пробельных.
Печать глубокая
Способ печати с использованием печатной формы, на которой печатающие элементы углублены по отношению к пробельным.
Печать многокрасочная
воспроизведение оригинала в полиграфии несколькими печатными красками. Например, при триадной печати используют голубую, желтую, пурпурную и черную краски, при печати большим количеством цветов используют семь и более красок. Иногда термин многокрасочная или триадная печать заменяют термином полноцветная печать.
Печать неполноцветная
Печать в 1-3 краски. Применяется, как правило, для изготовления бланков, листовок, визиток и т.п.
Печать однокрасочная
полиграфическое воспроизведение одной краски любого цвета.
Печать оперативная
Изготовление оперативной полиграфии, т.е. того, чем пользуются не только в рекламных целях, а каждый день - фирменные бланки, визитки, прайс-листы, конверты и т.п.
Печать офсетная
Способ печати, при котором красочное изображение с плоской печатной формы передается на промежуточную обрезиненную поверхность по принципу смачиваемости/несмачиваемости, которое затем передается на бумагу. В зависимости от типа машин способ позволяет печатать от 1 до 8 (12) красок за один проход бумажного листа через машину.
Печать плоская
передача изображения на бумагу с печатной формы. На печатной форме, в свою очередь, печатающие и пробельные элементы расположены почти в одной плоскости и обладают разными физико-химическими свойствами, позволяющими избирательно воспринимать печатные краски. При прямом способе плоской печати, главным образом изображение на печатной форме зеркальное. К данному способу относятся: фототипия, а также литография, и способ ди-лито. При косвенном способе плоской печати изображение на печатной форме — прямое.
Печать полноцветная
Печать минимум в 4 краски (синяя, желтая, черная, пурпурная - CMYK или др. система), позволяющая воспроизводить цветные оригиналы (например, фотографии).
Печать струйная
Бесконтактная с материалом печать, при которой изображение наносится на запечатываемый материал набрызгиванием специальных красок из сопел малого диаметра.
Печать тампонная
Печать с использованием упруго-эластичного тампона для переноса изображения с печатной формы на запечатываемую поверхность, как правило, неровную.
Печать термографическая
В данном процессе для нанесения краски на бумагу используется принцип ксерографии (прилипания сухих частиц краски к электростатически заряженным участкам материала) с последующей термической обработкой для закрепления изображения. Изображение получается заметно выпуклым.
Печать тиражная
процесс печатания тиража, который запланировали заранее.
Печать трафаретная (то же, что и шелкография)
Способ печати, при котором краска продавливается через отверстия в специальной (шелковой или иного материала) сетке при помощи движущегося ракеля, разгоняющего краску по поверхности. Позволяет наносить элементы с помощью устойчивых к внешним воздействиям нитроцеллюлозных, алкидных и иных синтетических красок.
Печать флексографская
Разновидность высокой печати с использованием гибких фотополимерных печатных форм. Позволяет делать полноцветную печать на полимерных пленках, толстом картоне, в том числе гофрокартоне.
Печать цифровая
Метод, позволяющий выводить информацию из компьютера непосредственно на формный материал или же прямо в печать. Сохраняет все сильные стороны традиционной офсетной печати - точная цветопередача, гибкость форматов и др. используют для печати малотиражных рекламных или коммерческих изданий, требующих постоянного внесения изменений в процессе изготовления тиража.
Печать широкоформатная
многокрасочная печать одновременно на полимерных рулонных материалах. Она используется при изготовлении чаще всего элементов наружной рекламы.
Пикколо
Плакат
красочное рекламное листовое издание большого формата.
Плашка
Располагающийся на печатном листе объект изображения достаточно большого размера, представляющий собой непрерывную область, полностью запечатываемую краской. То же, что и заливка.
Плотность бумаги (картона)
Отношение массы бумаги (картона) к его объему; выражается в г/кв.см.
Плоттер
компьютерное устройство для вывода информации. Выделяют режущие и печатающие плоттеры, эти обе модификации широко используются при изготовлении элементов наружной рекламы.
Поворот растра
см. Углы поворота растра.
Подборка
Позолотный пресс
Машина для нанесения изображения тиснением на различных листовых материалах. Наиболее просты и распространены тигельные позолотные прессы, у которых верхняя нагреваемая плита с прикрепленным штампом неподвижна, а нижняя, поднимаясь, создает давление.
Позолотный пресс
Машина для нанесения изображения тиснением на различных листовых материалах. Наиболее просты и распространены тигельные позолотные прессы, у которых верхняя нагреваемая плита с прикрепленным штампом неподвижна, а нижняя, поднимаясь, создает давление.
Полиграфия
отрасль техники и совокупность технических средств и приемов, используемых для получения большого количества одинаковых копий оригинала, предварительно прошедшего редакцию и допечатную отделку.
Поликарбонат
прочный пластиковый материал, предназначение которого нацелено, в первую очередь, для изготовления наружной рекламы.
Полноцветная печать
То же, что и триадная печать.
Полоса
Полошение
Дефект печати, заметный прежде всего на крупных плашках и выражающийся в появлении полос на оттиске, параллельных направлению движению бумаги в печатной машине. Полошение чаще всего связано с износом красочных валиков печатной машины.
Полутоновое изображение
Изображение, состоящее из элементов с тонами разной яркости, разной градации по силе тона - почти белые, светло-серые, темно-серые, черные, плавно и (или) резко переходящие один в другой. Тона полутонового изображения лежат в промежутке между самым темным и самым светлым участками. Чем меньше количество полутонов, тем контрастнее изображение, а если полутона отсутствуют, изображение — штриховое.
Cвободные, незапечатанные участки страниц вокруг изображения на странице издания. Размеры полей определяются типом издания, вариантом оформления, площадью страницы.
Порядок наложения красок
Определенная последовательность наложения красок при печатании продукции способом триадной печати. Зависит от оригинала, типа печатной машины, качества используемых материалов.
Пос-материалы (P.O.S. -Point-Of-Sales — точка продаж).
Является одним из направлений рекламной полиграфии.
Постер (англ. poster — плакат, афиша)
То же, что и плакат. Листовое издание рекламно-информационного содержания, предназначенное для вывешивания. Обычно имеет большой формат (не менее А3) и печатается на мелованных бумагах плотностью 115–170 г/кв.м.
Постпресс (англ. postpress — после печати)
Обозначение послепечатных или отделочных процессов.
Препресс (англ. Prepress — до печати)
Обозначение допечатных процессов.
Приводка
Технологическая операция формного и печатного процессов, обеспечивающая расположение оттиска на запечатываемом материале и точное совмещение красок. Основную приводку полос в форме производят в отделении подготовки печатной формы; в печатном же цехе выполняют только приводку формы относительно бумажного листа. При правильной приводке строки текста, колонтитулы и колонцифры лицевой и оборотной сторон при просматривании оттиска должны совпадать. При 2х- и многокрасочной печати приводка имеет еще большее значение, т.к. она должна обеспечивать точное совпадение изображения при печатании первой краской с изображениями, полученными всеми последующими красками. См. также неприводка печати.
Приводные кресты
Крестообразные метки на оригиналах и на пробных оттисках. Ставятся для контроля за правильностью совмещения красок. Приводные кресты располагают по одному (реже по два) на каждой стороне печатаемого изображения так, чтобы они оказались в пределах печатного поля, но за пределами обрезного формата.
Приладка
Подготовка офсетной печатной машины к печати. В операции приладки входят: установка печатных форм, совмещение изображений на оттиске, регулировка подачи краски.
Припрессовка плёнки
Процесс скрепления прозрачной пленки с запечатанной бумагой (картоном). Припрессовка пленки служит не только средством оформления изданий, кредитных карточек, удостоверений, служебных документов, но и придает им зеркальный блеск, гладкость, механическую прочность и долговечность (защиту от загрязнения, истирания, механических повреждений, подделки). Различают клеевую и бесклеевую припрессовку пленки (последнюю также называют ламинированием). Клеевую припрессовку производят на машине, где валиком наносится на пленку тонкий слой клея. Затем одновременно пленка и оттиски проходят через нагретый каландр, где пленка припрессовывается к оттиску. При бесклеевом способе припрессовки термопластичная пленка проходит между нагретыми валиками, где она прогревается, подплавляется и затем припрессовывается к оттиску.
Пробный оттиск
Полиграфический оттиск с тиражных фотоформ, выполненный на специальном пробопечатном станке и предназначенный для контроля результатов цветоделения, градационной передачи изображения и отдельных параметров технологического процесса. В отличие от цифровой цветопробы пробные оттиски печатаются на тиражной бумаге и значительно более близки по качеству к тиражным оттискам. Кроме того, пробопечатный станок позволяет делать пробный оттиск и при пантонной печати. В силу относительно малой распространённости пробопечатных станков и высокой стоимости пробные оттиски обычно выполняются только для многотиражной продукции (чаще всего, этикеток).
Проспект
многостраничное, сброшюрованное издание, которое имеет иллюстрации.
Проспект (англ. prospect — перспективы, планы на будущее)
Вид многостраничной печатной продукции рекламно-информационного характера.
Простые цвета
В шкале Pantone — цвета, являющиеся основой для создания смесевых цветов. Краски простых цветов продаются готовыми и обычно имеют буквенные или буквенно-цифровые обозначения.
Пункт (лат. Punctum, нем. Punkt — точка)
основная единица типографской системы мер. В РФ и ряде европейских стран, где за основу принят французский дюйм (27,1 мм), 1 пункт = 0,376 мм. В англо-американской системе мер, пользующейся английским дюймом (25,4 мм), 1 пункт = 0,351 мм.
Пыление бумаги (картона)
Дефект, состоящий в отделении от бумаги частиц наполнителя и мелких волокон при ее движении в печатной машине. Чаще всего связан с плохой пропиткой или неправильными условиями хранения бумаги (картона). Может также наблюдаться при резке бумаги тупым ножом.
На этой стадии решающее значение приобретает характер взаимодействия краски с бумагой.
В момент печатания бумага находится в контакте с печатной формой в течение очень короткого времени — менее 0,01 с. Под действием высокого давления бумага сжимается и краска вдавливается в поры ее поверхности. Давление печатания значительно превышает капиллярные силы впитывания краски в бумагу. Так, скорость проникновения краски в бумагу в момент контакта с печатной формой в 50 раз выше скорости капиллярного впитывания. Поэтому капиллярные силы не играют существенной роли на этом этапе взаимодействия краски с 'бумагой. Проникновение краски в бумагу под давлением в момент контакта связано с заполнением поверхностных пустот, количество которых характеризует показатель гладкости бумаги.
Однако за ограниченное время контакта количество краски, проникающей в бумагу, достигает предела. Дальнейшее увеличение краски на форме приводит только к увеличению свободного слоя, который расщепляется между формой и бумагой в конце периода контакта, в результате чего процент переноса краски на бумагу начинает снижаться.
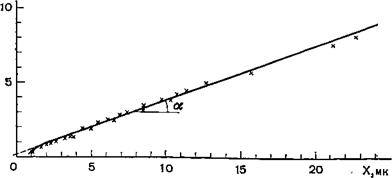
Рис. 1. Зависимость количества краски, перешедшей на бумагу, от количества ее на печатной форме
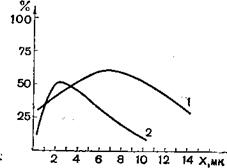
Рис. 2. Зависимость процента переноса краски на бумагу от количества краски на печатной форме:
/ — для немелованной бумаги; 2 для мелованной бумаги
Таким образом, кривая зависимости процента переноса от толщины слоя имеет максимум, положение которого зависит от свойств бумаги и краски, скорости и давления печатания и других технологических параметров. Общее количество перешедшей на 'бумагу краски представляет - сумму двух величин: количества краски, поглощенной поверхностью бумаги >в момент контакта, и количества краски, перешедшей на бумагу в результате расщепления свободного слоя (рис. 3). Если не учитывать неполноту контакта, количество перенесенной на бумагу краски может быть найдено из уравнения:
Где у — общее количество краски, перешедшей на бумагу, мкм; х — количество краски на печатной форме, мкм;
6— количество краски, поглощенной бумагой в момент контакта, мкм;
I — доля свободного слоя краски, перешедшего на бумагу в результате его расщепления.
Рис. 3. Схема расщепления слоя краски между печатной формой и бумагой:
1 — форма; 2 — бумага
Графически это уравнение выражается прямой (см. рис. 1). Тангенс угла наклона прямой к оси абсцисс равен /. Если продолжить ее до пересечения с осью ординат, то отсекаемый ею отрезок будет равен 6.(1—/).
При переносе тонких слоев краски на форму решающее значение приобретает полнота контакта между формой и бумагой, [поэтому уравнение для этой части кривой переноса имеет более сложный вид:
Где к— константа, характеризующая полноту контакта между формой и бумагой; е —основание натуральных логарифмов.
Константы к, 6 и / имеют важное значение для характеристики процесса переноса краски.
Константа к, характеризующая полноту контакта между формой и бумагой, зависит главным образом от гладкости и сжимаемости бумаги, скорости и давления печатания, а также от реологических свойств краски, ее вязкости. Значение к в основном определяет положение максимума на кривой переноса.
Константа 6 зависит главным образом от свойств бумаги, в. первую очередь от пористости ее поверхности, а также от скорости и давления печатания. С увеличением давления и снижением скорости печатания количество. краски, вдавливаемой в поверхность бумаги, увеличивается.
Вследствие очень низкого значения Ъ для мелованной"ФЗДМШ. (10%) большая часть краски передается на нее за счет рас щади** ния свободного слоя. Для немелованной бумаги Ь составляет 80%;
Как видно из рис. 2, при прочих равных условиях процент переноса краски зависит от толщины слоя краски на форуме.
Так, у высокоглянцевых мелованных бумаг максимум переноса составляет 55%, а с увеличением слоя падает до 25% и ниже. Снижение процента переноса приводит к накоплению краски на форме и ухудшению результатов печатания. Толщина слоя краски на форме должна определяться положением максимума на кривой переноса для данной марки краски и типа бумаги. Практически она должна находиться за точкой максимума, чтобы обеспечить полное покрытие неровностей бумаги, исключить непропечатку.
Печатание при большей толщине слоя краски приводит к накоплению краски на форме, что в условиях высокого давления, имеющего место в зоне контакта, может вызвать забивание краской растрового клише.
Забивание означает слишком быстрое заполнение пробельных элементов клише краской. Различают два вида забивания.
Первый вид забивания проявляется в том, что слишком большое количество краски выдавливается за пределы растровой точки, в результате чего пробельный элемент быстрее обычного заполняется краской. Этот недостаток проявляется прежде всего на плотных участках изображения. В этом случае четкие очертания растровых элементов исчезают, точки сливаются, ухудшая контрастность изображения. Обычно причиной такого забивания бывает слишком низкая вязкость печатной краски. Это явление усиливается также при печатании толстым слоем и повышенном давлении.
Причины забивания растровых точек краской могут быть и другими: например, недостаточная глубина травления печатной формы, скопление бумажной пыли, выщипывание мельчайших частиц бумаги и т. д.
Пятнистость — недостаток печатных красок, который может проявляться на стадии переноса их на бумагу. Этот дефект особенно часто наблюдается при печатании больших сплошных участков и заключается в неравномерном покрытии оттиска краской. Следует отличать пятнистость от непропечатки, связанной с недостаточной толщиной краски на оттиске, в результате чего не все участки оказываются покрытыми краской. Пятнистость обычно заметнее при печатании более прозрачными красками. По-видимому, это явление связано с неравномерностью толщины красочной пленки на оттиске. В результате расщепления красочного слоя между формой и бумагой он растягивается в тонкие нити. Разрываясь, эти нити не растекаются в равномерную тонкую пленку, а остаются на оттиске в виде плотных пятен. Появлению пятнистости способствуют колебания поверхностных свойств бумаги, печатание толстым слоем или использование слишком разбавленных красок (например, когда печатник, стремясь ликвидировать выщипывание бумаги, чрезмерно разбавляет краску).
Выщипывание. В момент отделения печатной формы от бумаги в процессе печатания между слоем краски и поверхностным слоем бумаги возникают растягивающие усилия. Величина этих усилий приблизительно составляет 106 дин/см2. Если на каком-либо участке бумаги эти усилия окажутся больше прочности элемента ее поверхности, произойдет разрыв и частица бумаги либо будет оторвана от основной массы, либо будут ослаблены ее связи с бумагой. Очевидно, сопротивление бумаги выщипыванию определяется силой сцепления поверхностных элементов бумажных волокон или частиц мелового слоя с основной массой бумажного листа.
Выщипывание может проявляться по-разному. Наименее выраженная форма выщипывания — появление на поверхности листа шероховатостей в виде выступающих кончиков отдельных волокон, которые, однако, еще имеют сцепление с массой листа. Более сильное выщипывание выражается в появлении на оттиске мелких оголенных точек на тех участках, где отдельные волокна или небольшие частицы мелового слоя вырваны полностью. Возможно также приподнимание всего верхнего слоя бумаги без его полного отрыва. этом случае поверхность оттиска бывает обычно неровной. Такой вид выщипывания особенно опасен при многокрасочной печати, потому что, в этом случае, если выщипывание не было замечено, оно проявляется при печатании второй краской и тогда его трудно предотвратить. При наиболее сильной форме выщипывания либо весь верхний слой бумаги отрывается, либо лист разрывается да ч. асти.
Основными факторами, влияющими на выщипывание бумаги, являются липкость краски, прочность бумаги, величина натиска* толщина красочного слоя и скорость печатания.
На рис. 4 показана зависимость между степенью выщипывания и толщиной слоя краски х на форме (мкм). Выщипывание характеризуется в этом случае скоростью печатания V (см/с), при которой оно начинает проявляться.
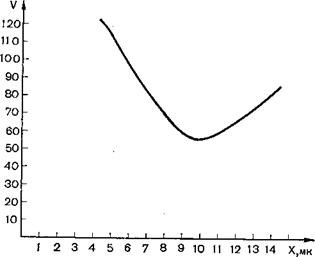
Рис. 4. Зависимость между степенью выщипывания и толщиной слоя краски на печатной форме
Как видно из рисунка, кривая зависимости скорости печатания V от толщины слоя краски на форме х проходит через минимум. Это означает, что с увеличением толщины слоя краски на форме выщипывание вначале возрастает до максимального значения, а затем начинает снижаться. Это объясняется тем, что при малой толщине красочного слоя бумага не имеет полного контакта с краской. При повышении давления контакт между формой и бумагой улучшается, что приводит к смещению минимума в сторону меньших толщин слоя краски. Тот же эффект проявляется при использовании более гладких бумаг.
К сожалению, обычно наибольшее выщипывание наблюдается именно в тех пределах толщины красочного слоя, которые приняты при печатании на данной бумаге. Для предотвращения выщипывания в краску вводят добавки, снижающие ее липкость. Однако, если прочность по-верхностного слоя бумаги слишком мала, то невозможно откорректировать краску так, чтобы не вызвать значительного ухудшения других ее свойств.
Особенности переноса краски при четырехцветной печати. Перенос красюи не всегда осуществляется непосредственно с формы на бумагу, например при многокрасочной печати. В этом случае лишь небольшая часть краски ложится на бумагу, основная же часть краски, особенно третьей или четвертой, наносится на предыдущий слой.
Условия переноса краски зависят и от типа печатной машины. Так, на однокрасочных машинах печатание каждой последующей краской осуществляется по высохшему слою предыдущей краски (печать по сухому). На многокрасочных машинах каждая последующая краска ложится на сырой подвижный слой предыдущей краски (печать по сырому). Это обстоятельство приводит к тому, что обычно одни и те же краски не могут быть использованы на одно - и многокрасочных машинах, так как требования, предъявляемые к ним, различны.
2. В краску перед использованием введен синтетический воск. В этих случаях большое значение приобретает липкость последующей краски — она должна быть как можно более высокой. Липкость можно повысить введением специальных добавок, например высоковязкого алкида.
При печатании на многокрасочных машинах способом по сырому перенос краски значительно осложняется. Возможны случаи смешения красок в результате перехода с оттиска краски, нанесенной в первой секции, на печатную форму второй секции. Кроме того, когда подвижный слой краски на оттиске вторично подвергается давлению во второй секции печатной машины, может наблюдаться деформация печатных элементов, приводящая к искажению изображения.
Следует отметить, что способ печати по сырому сравнительно новый и поэтому условия переноса краски при этом способе изучены недостаточно. Однако уже первые исследования в этой области показали, что наибольшее значение при печати по сырому имеет толщина слоя первой краски. Если слой первой краски имеет толщину 1 мкм, то кривая переноса второй краски на этот 54 оттиск почти не отличается от кривой переноса ее на высохший оттиск. Если же слой первой краски имеет толщину 2 мкм, то перенос второй краски на оттиск резко снижается и положение максимума на кривой переноса смещается в сторону большей толщины слоя (рис. 5):
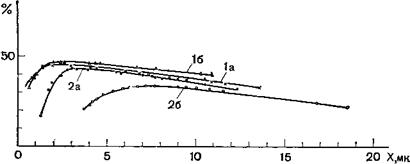
Рис. 5. Зависимость процента переноса краски с печатной формы на бумагу от толщины слоя краски на форме:
/ — печать по сухому; 2 — печать по сырому: 1а и 2а — печать по слою краски толщиной 1 мкм; 16 и 26 — печать по слою краски толщиной 2 мкм
При печатании способом по сырому особое значение приобретают такие свойства красок, как липкость и вязкость. Принято считать, что для обеспечения нормального переноса краски необходимо, чтобы первая краска была более липкая и вязкая, чем вторая. Порядок наложения красок при печатании на четырехкрасочной машине должен быть таким, чтобы липкость и вязкость красок последовательно снижались. Обычно рецептура красок для многоцветной печати способом по сырому составляется с учетом определенного порядка их наложения: прежде чем использовать эти краски, необходимо изучить соответствующие рекомендации изготовителя.
Особенности переноса краски с формы на бумагу в офсетной печати. Особенность офсетного способа печати состоит в том, что печатающие и пробельные элементы расположены почти в одной плоскости и нанесение краски только на печатающие элементы достигается путем избирательного смачивания печатающих элементов формы краской, а пробельных — увлажняющим раствором. На форме увлажняющий раствор находится в тесном контакте с печатной краской в условиях, благоприятных для их взаимодействия. В результате этого взаимодействия увлажняющий раствор может частично переходить в краску, а краска — в увлажняющий раствор. И то и другое может привести к значительному ухудшению качества оттиска.
Печатные краски существенно различаются по своей способности поглощать воду. Некоторые из них эмульгируют воду менее 10%, другие более 40% ее объема. Нельзя утверждать, что хорошая офсетная краска совсем не должна эмульгировать воду. Часть воды, наносимой на пробельные элементы, всегда попадает в краску. Желательно, однако, чтобы количество этой воды находилось в определенных пределах. Если вода недостаточно эмульгируется краской, ее избыток собирается на печатающих элементах фбрмы в виде капель, которые под давлением образуют тонкую пленку на ‘поверхности краски, создавая изолирующий слой, препятствующий нормальному переносу краски. Если же количество поглощенной краской воды слишком велико или, наоборот, краска поглощается водой, наблюдается ряд дефектов печати, например эмульгирование, тенение и зажиривание.
При эмульгировании избыточное поглощение краской увлажняющего раствора приводит к снижению красящей силы и потере интенсивности оттиска. При этом существенно меняются реологические свойства краски (ее текучесть, вязкость), снижается процент переноса краски с формы на бумагу. В зависимости от состава влияние воды на реологические свойства краски различно. Так краска может поглотить до 20% воды, сохранив при этом хороший раскат и нормальный переход с формы на резину и с резины на бумагу. Другая краска, заэмульгировав 5% воды, полностью теряет рабочие свойства.
Тенение проявляется в оседании красочной пленки или отдельных частиц краски на пробельных элементах формы. Причина этого явления кроется в переходе краски вследствие ее эмульгирования водой в увлажняющий раствор в виде тонкой пленки или отдельных частиц, а также в окрашивании пробельных участков оттиска.
Зажиривание также состоит в том, что пробельные элементы принимают на себя краску. Причина зажиривания заключается в недостаточной гидрофильности пробельных элементов или неправильно подобранной характеристике увлажняющего раствора.
Причиной ненормального взаимодействия краски с увлажняющим раствором могут быть и другие факторы, такие, как слабо - протравленные пробельные элементы, разрушение поверхности гидрофильного слоя частицами бумаги, неточная регулировка подачи увлажняющего раствора. Последнее обстоятельство особенно важно при печатании с биметаллических форм. Их использование позволило снизить расход увлажняющего раствора, но одновременно потребовало большой точности регулировки его подачи. В то же время механическая регулировка подачи увлажняющего раствора
ПЕЧАТНЫЕ КРАСКИ
Порядок поставки печатных красок потребителям
Определение потребности в печатных красках, вырабатываемых Торжокским и Московским № 2 заводами полиграфических красок, и их распределение возложено на Главное управление материально-технического снабжения и сбыта Комитета по печати при Совете …
Лабораторная трехвалковая краскотерочная машина . Корректировка красок
Печатные краски выпускают в готовом к использованию виде. Рецептура краски и технология ее изготовления отработаны таким образом, чтобы обеспечить получение высококачественных оттисков в строго определенных условиях печати (температура и влажность …
Производство смол и связующих красок
Большинство смол для печатных красок изготовляют непосредственно на заводах полиграфических красок. Это твердые смолье для типографских и офсетных красок, алкидные смолы и смолы для красок глубокой печати. Оборудование, используемое в. …
Продажа шагающий экскаватор 20/90
Цена договорная
Используются в горнодобывающей промышленности при добыче полезных ископаемых (уголь, сланцы, руды черных и
цветных металлов, золото, сырье для химической промышленности, огнеупоров и др.) открытым способом. Их назначение – вскрышные работы с укладкой породы в выработанное пространство или на борт карьера. Экскаваторы способны
перемещать горную массу на большие расстояния. При разработке пород повышенной прочности требуется частичное или
сплошное рыхление взрыванием.
Вместимость ковша, м3 20
Длина стрелы, м 90
Угол наклона стрелы, град 32
Концевая нагрузка (max.) тс 63
Продолжительность рабочего цикла (грунт первой категории), с 60
Высота выгрузки, м 38,5
Глубина копания, м 42,5
Радиус выгрузки, м 83
Просвет под задней частью платформы, м 1,61
Диаметр опорной базы, м 14,5
Удельное давление на грунт при работе и передвижении, МПа 0,105/0,24
Размеры башмака (длина и ширина), м 13 х 2,5
Рабочая масса, т 1690
Мощность механизма подъема, кВт 2х1120
Мощность механизма поворота, кВт 4х250
Мощность механизма тяги, кВт 2х1120
Мощность механизма хода, кВт 2х400
Мощность сетевого двигателя, кВ 2х1600
Напряжение питающей сети, кВ 6
Более детальную информацию можете получить по телефону (063)0416788
Информация, находящаяся на печатной форме, воспроизводится на запечатываемом материале в результате переноса на него краски, предварительно нанесенной на поверхность формы. В большинстве случаев этот процесс осуществляется под действием давления. Общими закономерностями реализации такого процесса для всех классических способов печати являются: нанесение краски на печатающие элементы формы, создание контакта давлением между формой и воспринимающей поверхностью, перенос красочного слоя на воспринимающую поверхность и его закрепление на ней. Красочный слой должен прилипать к поверхностям, а при переходе с одной поверхности на другую — расслаиваться по толщине.
Давление в процессе печатания обеспечивает необходимый между краской, находящейся на форме, и поверхностью запечатываемого материала (бумаги, полимерной пленки и др.), а в офсетной печати — между формой и резинотканевой пластиной, резинотканевой пластиной и запечатываемым материалом. Величина технологически необходимого давления, во многом определяющая коэффициент переноса краски с формы на воспринимающую поверхность, зависит от многих условий:
• способа печати: наибольшее давление в типографской печати •4—15 МПа, давление в флексографской печати составляет 0,1—5 МПа в плоской офсетной — 0,8—2 МПа и в глубокой печати — 1,5-2 МПа;
• размерных характеристик печатных форм;
• упруго-эластичных свойств давящих поверхностей;
• скорости печатания, вида бумаги и т.д.
Давление в каждом конкретном случае должно быть нормированным. При его недостаточной величине оттиски получаются непропечатанными, а при избыточной — происходит искажение штриховых и растровых элементов (из-за растаскивания краски) и снижение тиражестойкости печатных форм.
Упрощенные схемы получения оттисков в классических способах печати при использовании печатной формы и давящей поверхности цилиндрического вида (в ротационных печатных машинах) представлены на рисунке:
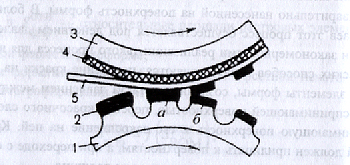
Получение оттиска в типографской печати: а — зона контакта;
б — разрыв красочного слоя; / — печатная форма; 2 — печатная краска;
3 — печатный цилиндр; 4 — декель; 5 — запечатываемый материал
Для получения оттиска в типографской печати (см. рис. Получения оттиска в типографской печати) необходимо нанести на печатающие элементы формы 1тонкий равномерный слой печатной краски 2, подать на форму бумагу 5 и осушествить давление печатным цилиндром 3 с упруго-эластичной покрышкой – декелем 4 (от нем. deckel – покрышка). Как и в других способах печати толщина наносимой на форму краски может регулироваться в определенных пределах.
Благодаря своей упругой деформации, декель компенсирует в поделенной мере метрические неточности печатного устройства машины, печатной формы (ее высоты или толщины), а также микронеровности поверхности бумаги и создает необходимый контакт печатной формы с бумагой. В образовавшейся зоне контакта (см. рис. Получение оттиска в типографской печати: а) происходят сложные физико-химические и физические явления. Краска наносится на поверхность бумаги, прилипает к ней, заполняет все неровности, частично вдавливается в ее капилляры. Кроме того, в результате давления происходит деформация (сглаживание) поверхности бумаги под печатающими элементами. После прекращения давления форма и бумага выходят из зоны контакта, и оттиск отделяется от формы. В этот момент красочный слой (см. рис. б) разделяется примерно пополам. На оставшуюся на форме краску наносится новая порция, а перешедший слой, удерживающийся на поверхности бумаги за счет смачивания и адгезии, закрепляется в виде тонкой (1-5 мкм) пленки.
Перенос печатной краски с формы на бумагу обеспечивается только при условии, если силы адгезии между формой и печатной краской, а также между запечатываемым материалом и краской всегда больше сил когезии печатной краски (сил сцепления между ее частицами). Для получения каждого последующего оттиска рассмотренные операции и происходящие при этом явления повторяются.
Оттиски в процессе флексографской печати получают, в принципе, по той же схеме, что и в типографской. Существенным отличием является то, что флексографские печатные формы 1 (рис. получение оттиска в флексографской печати) служат не только для переноса краски на запечатываемый материал 4. Благодаря своим упруго-эластичным свойствам они также выполняют функции декеля. В связи с этим отпадает необходимость в его применении. Кроме того, печатание происходит при относительно малом давлении, что обеспечивает большую тиражестойкость печатных форм. Использование маловязких быстрозакрепляющихся красок позволяет печатать с большой скоростью одно- и многокрасочную продукцию на различных материалах.

Рис. 2.4. Получение оттиска в флексографской печати: а — зона контакта;
б — разрыв красочного слоя; 1— печатная форма; 2— печатная краска; 3— печатный цилиндр;
4— запечатываемый материал
Процесс получения оттисков в глубокой печати представлен на рис. 2.5. Основной особенностью процесса печатания является нанесение маловязкой краски на всю печатную форму и последующее ее удаление ракелем 6 с пробельных и частично с печатающих элементов. В процессе контакта печатной формы с запечатываемым материалом (рис. 2.5, а) краска прилипает к материалу и часть ее остается на нем (рис. 2.5, б). В этом случае силы адгезии, действующие между запечатываемым материалом и краской, всегда больше сил когезии краски. Толщина красочного слоя в зависимости от тональности изображения колеблется при использовании печатных форм с различной глубиной печатающих элементов в широких пределах: « т 0,2-0,3 до 4,5-6 мкм.

Рис. 2.5. Получение оттиска в глубокой печати: а — зона контакта;
б — разрыв красочного слоя; 1 — печатная форма;
2— печатная краска; 3— печатный цилиндр; 4— декель;
5 — запечатываемый материал; 6— ракель
Получение оттиска в процессе плоской офсетной печати (рис. 2.6) основано на тех же явлениях, что и в высокой печати, но обладает некоторыми особенностями при использовании форм
с увлажнением. Перед накатыванием печатной краски 2 на форму 1 наносится увлажняющий раствор 6. При давлении печатная форма входит в контакт (рис. 2.6, а) с резинотканевой пластиной 4, находящейся на передаточном цилиндре 3 и выполняющей также функцию декеля, и передает на нее краску (способом деления исходного слоя) и увлажняющий раствор (рис. 2.6, б). В свою оче-РВДь, резинотканевая пластина образует зону контакта (рис. 2.6, а\) бумагой 5, находящейся
на печатном цилиндре 7. Бумага вос-•шимает с резинотканевой пластины часть красочного слоя ; - 2.6, б]). Такое двойное деление красочного слоя обеспечива-благодаря тому, что силы адгезии, взаимодействующие меж- [ ечатной формой и краской, а также резинотканевой пласти- 1 запечатываемым материалом, всегда больше когезионных [ ечатной краске. Однако в связи с двойным переносом кра- Ог о слоя на оттиске он получается более тонким (1-2 мкм), 1ем в высокой печати.

Рис. 2.6. Получение оттиска в плоской офсетной печати: а — зона контакта
формы с резинотканевой пластиной; а — зона контакта резинотканевой
пластины с бумагой; б — разрыв красочного слоя; б — вторичный разрыв
красочного слоя; 1 — печатная форма; 2— печатная краска;
3— передаточный цилиндр; 4— резинотканевая пластина; 5— бумага;
6— увлажняющий раствор; 7— печатный цилиндр
Более сложным не только для рассмотренных выше, но и других способов печати является процесс перехода краски на запечатываемую поверхность и пленкообразование в многокрасочной печати, когда красочные слои последовательно наносятся один на другой. В этом случае только первая краска ложится на поверхность запечатываемого материала, а последующая — частично на эту поверхность и на ранее нанесенный красочный слой. Здесь большую роль играет смачивание одной краски другой, что определяется природой краски.
Вид печати, при котором каждый цвет изображения печатается краской соответствующего оттенка, в отличие от триадной печати, где все оттенки создаются наложением четырех основных красок. Цвета красок при пантонной печати задаются с помощью шкалы Pantone.
Папка
Изделие из плотной бумаги или картона, предназначенное для хранения небольшого числа листов бумаги. Чаще всего является носителем фирменного стиля.
Папка
Различают несколько видов. Цельнокройные ( изготавливаются из целого листа материала) или с приклеенными карманами (карман-клапан изготавливается из отдельного листа материала и затем приклеивается к "корочкам"); с замковым скреплением - папку можно разложить в плоскость, а затем собрать вновь, не разрывая ее, или с клеевым скреплением - папку нельзя разложить в плоскость, а затем собрать вновь, не разрывая.
Перекос
1. Дефект подрезки бумаги, при котором края листа не параллельны друг другу. 2. Дефект обрезки блока, при котором наружные края страницы не параллельны полосе набора. 3. Дефект вставки блока в обложку, при котором края страниц издания не параллельны краям обложки.
Переплёт
прочное покрытие издания, являющееся элементом художественного оформления и обеспечивающее сохранность всего изделия — соединение нескольких листов на спирали. Выполняется на специальных устройствах.
Переплёт "Wire-O" (англ. Wire — проволока)
Перетискивание (то же, что и отмарывание)
Процесс переноса печатной краски с одного листа на другой в незапланированных местах. Происходит в стопе листов при плохо высохшей или некачественной краске. Является полиграфическим браком.
Периодика
издания, выходящие с определенной периодичностью.
Периодическое издание
Издание, выходящее через определенные промежутки времени, постоянным для каждого года числом номеров, не повторяющимися по содержанию, однотипно оформленными, нумерованными и /или датированными выпусками, имеющими общее название и, как правило, одинаковый формат.
Перфорация
Один из отделочных процессов, пробивка отверстий или просечка штрихов по линии отрыва, когда часть издания или оттиска надо будет отделять, чтобы использовать самостоятельно. Выполняется для облегчения разрыва по определенной линии.
Печатание
процесс получения изображения оригинала на отпечатке, с помощью нанесения красочного слоя на запечатываемый материал, посредством печатных форм.
Печатная форма
Поверхность, на которой формируются печатающие (дающие красочный или бескрасочный оттиск) и пробельные (не дающие оттиска) элементы и которая служит для многократной передачи красочного или бескрасочного изображения или текста на бумагу или другой печатный материал. Печатная форма получается путем контактного экспонирования предварительно очувствленной металлической пластины через фотоформу на специальном устройстве (копировальной раме) и ее последующей химической обработки (проявления). В настоящее время всё большее распространение получает технология изготовления печатной формы без фотоформ путем управляемого компьютером прямого экспонирования или гравирования изображения на формном материале (см. CTP-системы).
Печатные процессы
процессы переноса печатной краски с печатной формы, а иногда с использованием промежуточного носителя на запечатываемый материал.
Печатный лист
Единица натурального объема издания, издательской продукции, бумажный лист любого стандартного формата, отпечатанный с одной стороны. Бумажный лист, отпечатанный с двух сторон, содержит два печатных листа. Учет печатной продукции в печатных целях ведется в условных (учетных) печатных листах.
Печать
Получение изображения путем нанесения красочного слоя на запечатываемый материал (бумагу, картон, пленку, жесть, пластмассу и др.) при помощи печатных машин.
Печать высокая
Способ печати, при котором передача изображения на запечатываемый материал осуществляется с печатной формы, на которой печатающие элементы расположены выше пробельных.
Печать глубокая
Способ печати с использованием печатной формы, на которой печатающие элементы углублены по отношению к пробельным.
Печать многокрасочная
воспроизведение оригинала в полиграфии несколькими печатными красками. Например, при триадной печати используют голубую, желтую, пурпурную и черную краски, при печати большим количеством цветов используют семь и более красок. Иногда термин многокрасочная или триадная печать заменяют термином полноцветная печать.
Печать неполноцветная
Печать в 1-3 краски. Применяется, как правило, для изготовления бланков, листовок, визиток и т.п.
Печать однокрасочная
полиграфическое воспроизведение одной краски любого цвета.
Печать оперативная
Изготовление оперативной полиграфии, т.е. того, чем пользуются не только в рекламных целях, а каждый день - фирменные бланки, визитки, прайс-листы, конверты и т.п.
Печать офсетная
Способ печати, при котором красочное изображение с плоской печатной формы передается на промежуточную обрезиненную поверхность по принципу смачиваемости/несмачиваемости, которое затем передается на бумагу. В зависимости от типа машин способ позволяет печатать от 1 до 8 (12) красок за один проход бумажного листа через машину.
Печать плоская
передача изображения на бумагу с печатной формы. На печатной форме, в свою очередь, печатающие и пробельные элементы расположены почти в одной плоскости и обладают разными физико-химическими свойствами, позволяющими избирательно воспринимать печатные краски. При прямом способе плоской печати, главным образом изображение на печатной форме зеркальное. К данному способу относятся: фототипия, а также литография, и способ ди-лито. При косвенном способе плоской печати изображение на печатной форме — прямое.
Печать полноцветная
Печать минимум в 4 краски (синяя, желтая, черная, пурпурная - CMYK или др. система), позволяющая воспроизводить цветные оригиналы (например, фотографии).
Печать струйная
Бесконтактная с материалом печать, при которой изображение наносится на запечатываемый материал набрызгиванием специальных красок из сопел малого диаметра.
Печать тампонная
Печать с использованием упруго-эластичного тампона для переноса изображения с печатной формы на запечатываемую поверхность, как правило, неровную.
Печать термографическая
В данном процессе для нанесения краски на бумагу используется принцип ксерографии (прилипания сухих частиц краски к электростатически заряженным участкам материала) с последующей термической обработкой для закрепления изображения. Изображение получается заметно выпуклым.
Печать тиражная
процесс печатания тиража, который запланировали заранее.
Печать трафаретная (то же, что и шелкография)
Способ печати, при котором краска продавливается через отверстия в специальной (шелковой или иного материала) сетке при помощи движущегося ракеля, разгоняющего краску по поверхности. Позволяет наносить элементы с помощью устойчивых к внешним воздействиям нитроцеллюлозных, алкидных и иных синтетических красок.
Печать флексографская
Разновидность высокой печати с использованием гибких фотополимерных печатных форм. Позволяет делать полноцветную печать на полимерных пленках, толстом картоне, в том числе гофрокартоне.
Печать цифровая
Метод, позволяющий выводить информацию из компьютера непосредственно на формный материал или же прямо в печать. Сохраняет все сильные стороны традиционной офсетной печати - точная цветопередача, гибкость форматов и др. используют для печати малотиражных рекламных или коммерческих изданий, требующих постоянного внесения изменений в процессе изготовления тиража.
Печать широкоформатная
многокрасочная печать одновременно на полимерных рулонных материалах. Она используется при изготовлении чаще всего элементов наружной рекламы.
Пикколо
Плакат
красочное рекламное листовое издание большого формата.
Плашка
Располагающийся на печатном листе объект изображения достаточно большого размера, представляющий собой непрерывную область, полностью запечатываемую краской. То же, что и заливка.
Плотность бумаги (картона)
Отношение массы бумаги (картона) к его объему; выражается в г/кв.см.
Плоттер
компьютерное устройство для вывода информации. Выделяют режущие и печатающие плоттеры, эти обе модификации широко используются при изготовлении элементов наружной рекламы.
Поворот растра
см. Углы поворота растра.
Подборка
Позолотный пресс
Машина для нанесения изображения тиснением на различных листовых материалах. Наиболее просты и распространены тигельные позолотные прессы, у которых верхняя нагреваемая плита с прикрепленным штампом неподвижна, а нижняя, поднимаясь, создает давление.
Позолотный пресс
Машина для нанесения изображения тиснением на различных листовых материалах. Наиболее просты и распространены тигельные позолотные прессы, у которых верхняя нагреваемая плита с прикрепленным штампом неподвижна, а нижняя, поднимаясь, создает давление.
Полиграфия
отрасль техники и совокупность технических средств и приемов, используемых для получения большого количества одинаковых копий оригинала, предварительно прошедшего редакцию и допечатную отделку.
Поликарбонат
прочный пластиковый материал, предназначение которого нацелено, в первую очередь, для изготовления наружной рекламы.
Полноцветная печать
То же, что и триадная печать.
Полоса
Полошение
Дефект печати, заметный прежде всего на крупных плашках и выражающийся в появлении полос на оттиске, параллельных направлению движению бумаги в печатной машине. Полошение чаще всего связано с износом красочных валиков печатной машины.
Полутоновое изображение
Изображение, состоящее из элементов с тонами разной яркости, разной градации по силе тона - почти белые, светло-серые, темно-серые, черные, плавно и (или) резко переходящие один в другой. Тона полутонового изображения лежат в промежутке между самым темным и самым светлым участками. Чем меньше количество полутонов, тем контрастнее изображение, а если полутона отсутствуют, изображение — штриховое.
Cвободные, незапечатанные участки страниц вокруг изображения на странице издания. Размеры полей определяются типом издания, вариантом оформления, площадью страницы.
Порядок наложения красок
Определенная последовательность наложения красок при печатании продукции способом триадной печати. Зависит от оригинала, типа печатной машины, качества используемых материалов.
Пос-материалы (P.O.S. -Point-Of-Sales — точка продаж).
Является одним из направлений рекламной полиграфии.
Постер (англ. poster — плакат, афиша)
То же, что и плакат. Листовое издание рекламно-информационного содержания, предназначенное для вывешивания. Обычно имеет большой формат (не менее А3) и печатается на мелованных бумагах плотностью 115–170 г/кв.м.
Постпресс (англ. postpress — после печати)
Обозначение послепечатных или отделочных процессов.
Препресс (англ. Prepress — до печати)
Обозначение допечатных процессов.
Приводка
Технологическая операция формного и печатного процессов, обеспечивающая расположение оттиска на запечатываемом материале и точное совмещение красок. Основную приводку полос в форме производят в отделении подготовки печатной формы; в печатном же цехе выполняют только приводку формы относительно бумажного листа. При правильной приводке строки текста, колонтитулы и колонцифры лицевой и оборотной сторон при просматривании оттиска должны совпадать. При 2х- и многокрасочной печати приводка имеет еще большее значение, т.к. она должна обеспечивать точное совпадение изображения при печатании первой краской с изображениями, полученными всеми последующими красками. См. также неприводка печати.
Приводные кресты
Крестообразные метки на оригиналах и на пробных оттисках. Ставятся для контроля за правильностью совмещения красок. Приводные кресты располагают по одному (реже по два) на каждой стороне печатаемого изображения так, чтобы они оказались в пределах печатного поля, но за пределами обрезного формата.
Приладка
Подготовка офсетной печатной машины к печати. В операции приладки входят: установка печатных форм, совмещение изображений на оттиске, регулировка подачи краски.
Припрессовка плёнки
Процесс скрепления прозрачной пленки с запечатанной бумагой (картоном). Припрессовка пленки служит не только средством оформления изданий, кредитных карточек, удостоверений, служебных документов, но и придает им зеркальный блеск, гладкость, механическую прочность и долговечность (защиту от загрязнения, истирания, механических повреждений, подделки). Различают клеевую и бесклеевую припрессовку пленки (последнюю также называют ламинированием). Клеевую припрессовку производят на машине, где валиком наносится на пленку тонкий слой клея. Затем одновременно пленка и оттиски проходят через нагретый каландр, где пленка припрессовывается к оттиску. При бесклеевом способе припрессовки термопластичная пленка проходит между нагретыми валиками, где она прогревается, подплавляется и затем припрессовывается к оттиску.
Пробный оттиск
Полиграфический оттиск с тиражных фотоформ, выполненный на специальном пробопечатном станке и предназначенный для контроля результатов цветоделения, градационной передачи изображения и отдельных параметров технологического процесса. В отличие от цифровой цветопробы пробные оттиски печатаются на тиражной бумаге и значительно более близки по качеству к тиражным оттискам. Кроме того, пробопечатный станок позволяет делать пробный оттиск и при пантонной печати. В силу относительно малой распространённости пробопечатных станков и высокой стоимости пробные оттиски обычно выполняются только для многотиражной продукции (чаще всего, этикеток).
Проспект
многостраничное, сброшюрованное издание, которое имеет иллюстрации.
Проспект (англ. prospect — перспективы, планы на будущее)
Вид многостраничной печатной продукции рекламно-информационного характера.
Простые цвета
В шкале Pantone — цвета, являющиеся основой для создания смесевых цветов. Краски простых цветов продаются готовыми и обычно имеют буквенные или буквенно-цифровые обозначения.
Пункт (лат. Punctum, нем. Punkt — точка)
основная единица типографской системы мер. В РФ и ряде европейских стран, где за основу принят французский дюйм (27,1 мм), 1 пункт = 0,376 мм. В англо-американской системе мер, пользующейся английским дюймом (25,4 мм), 1 пункт = 0,351 мм.
Пыление бумаги (картона)
Дефект, состоящий в отделении от бумаги частиц наполнителя и мелких волокон при ее движении в печатной машине. Чаще всего связан с плохой пропиткой или неправильными условиями хранения бумаги (картона). Может также наблюдаться при резке бумаги тупым ножом.
Читайте также: