
Какова роль нониуса в процессе измерения штангенинструментами кратко
Обновлено: 05.07.2024
Нониус (шкала Нониуса, верньер) — вспомогательная шкала, устанавливаемая на различных измерительных приборах и инструментах, служащая для более точного определения количества долей делений.
Принцип работы шкалы основан на том факте, что глаз гораздо точнее замечает совпадение делений, чем определяет относительное расположение одного деления между другими. Нониусы используются в измерительных приборах, у которых при измерении длины или угла части прибора перемещаются относительно друг друга, например, две ножки штангенциркуля.
На одной из этих частей нанесена шкала основного масштаба, на другой – нониус, представляющий собой небольшую шкалу, которая передвигается при измерении вдоль основного масштаба. Если нижняя шкала имеет длину 9 мм и разбита на 10 отрезков, то цена деления нониуса будет равна 0,9 мм. При совпадении нулевых отрезков обеих шкал первый штрих нониуса будет смещен относительно первого штриха основной шкалы на 0,1 мм, второй штрих нониуса будет смещен относительно второго штриха верхней шкалы на 0,2 мм, и т. д. (рис.1).

Рис.1 Измерительная шкала с нониусом
Если сдвинуть нижнюю шкалу вправо на 0,1 мм, то первый штрих нониуса совпадет с 1-м штрихом верхней шкалы, если сдвинуть нижнюю шкалу на 0,2 мм, то совпадут вторые штрихи верхней и нижней шкалы, и т.д. Таким образом, порядковый номер штриха нониуса, совпадающий со штрихом верхней шкалы, показывает, на сколько десятых долей мм смещена нижняя шкала относительно миллиметрового штриха верхней шкалы (не обязательно нулевого).
Рис.2 Измерения при помощи шкалы Нониуса
Отсчет по шкале нониуса производится следующим образом. Ближайшее слева к нулю нониуса показание основной шкалы указывает целое число мм (рис.2). Порядковый номер штриха на шкале Нониуса, совпадающий со штрихом верхней шкалы, указывает количество десятых долей мм. Таким образом, показания на рис.2 соответствуют 21,3 мм.
Рассмотрим две шкалы, расположенные одна над другой (рис.3). Пусть цена деления (длина одного деления) верхней линейки равна Y, а цена деления нижней линейки –X. Линейки образуют нониус, если длина N делений одной шкалы совпадает с длиной kN±1 делений другой шкалы, где k – целое число. Другими словами, для шкалы Нониуса выполняется соотношение:
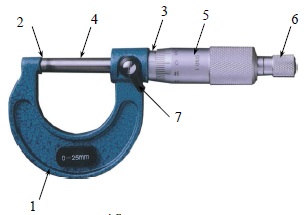
Штангенциркуль. Штангенциркулем (рис. 5) называется прибор, применяющийся для измерения линейных размеров с точностью от 0,1 до 0,02 мм. Штангенциркуль состоит из линейки (штанги) 1 с миллиметровыми делениями (Y = 1 мм) и подвижной рамки 2 с нониусом 3 и закрепляющим винтом 4. На штанге и рамке имеются ножки 5 и 6. Ножки с внутренней стороны имеют плоские поверхности. При сомкнутых ножках отсчет по нониусу равен нулю. Для измерения штангенциркуль берут в правую руку, а измеряемый предмет помещают между ножками, придерживая его левой рукой, и плотно зажимают предмет между ножками. Затем производят отсчет.
Для измерения внутренних размеров пользуются заостренными ножками 7 и 8. Штанга 9 служит для измерения глубины штангой.
Правила отсчета по нониусу штангенциркуля аналогичны изложенным выше. Отсчет целых делений (мм) производят по шкале линейки до нуля нониуса, затем отсчитывают по нониусу десятые доли миллиметра, число которых равно номеру деления на нониусе, совпадающему с каким–либо делением основной шкалы.
1 – скоба; 2 – пятка; 3 – стебель; 4 – микрометрический винт; 5 – барабан; 6 – трещотка; 7 – стопор микрометрического винта.
Микрометр. Основным элементом микрометра является микрометрический винт – винт с малым и очень точно выдержанным шагом.
Микрометр для измерения наружных размеров в пределах от 0 до 25 мм (Рис. 6) состоит из скобы 1 с пяткой 2 и трубкой – стеблем 3. В трубке имеется внутренняя резьба, в которую ввинчен микрометрический винт 4 с закрепленным на нем барабаном 5. На конце барабана имеется фрикционная головка (трещотка) 6. На скобе расположен стопор микрометрического винта 7.
Действие микрометра основано на свойстве винта совершать при повороте его поступательное перемещение, пропорциональное углу поворота. При измерении предмет зажимают между пяткой и микрометрическим винтом. Для вращения барабана при этом пользуются трещоткой. После того, как достигнута определенная степень нажатия на предмет (500-600 г), фрикционная головка начинает проскальзывать, издавая характерный треск.
Благодаря этому зажатый предмет деформируется мало (его размеры не искажаются) и кроме того, микрометрический винт предохраняется от порчи. На трубке 3 нанесены деления основной шкалы. Барабан 5 при вращении винта перемещается вдоль трубки. Шаг винта подбирается таким образом, что один полный оборот барабана соответствует его смещению вдоль основной шкалы на длину наименьшего деления. На барабан нанесена добавочная шкала (шкала барабана).
В микрометре, который Вам предстоит использовать, основная шкала имеет цену деления, равную 0,5 мм. При этом часть штрихов, чтобы не загромождать шкалу, располагаются под прямой линией (целые снизу, половины сверху). Шаг микрометрического винта у таких микрометров равен 0,5 мм, а шкала барабана разбивается на 50 делений.
Цена деления шкалы барабана равна 0,5мм/50 = 0,01мм. При отсчете на таком микрометре число сотых долей микрометра, отсчитанное на шкале барабана, напротив линии на основной шкале прибавляется к числу миллиметров, отсчитанному по основной шкале. Перед началом работы с микрометром следует убедиться в его исправности. Для этого вращением фрикционной головки приводят в соприкосновение микрометрический винт с пятой.
Момент соприкосновения определяется по сигналу трещотки. При этом край барабана должен располагаться над нулевым делением основной шкалы, а нуль шкалы барабана – против линии на трубке. Если эти условия не соблюдаются, то во всех дальнейших измерениях следует учитывать систематическую ошибку микрометра, равную тому числу делений барабана, которое соответствует сомкнутым микрометрическому винту с пяткой. Если это отклонение велико, то микрометр нуждается в регулировке.
Вращать микрометрический винт следует только за трещотку. Вращать микрометрический винт с усилием запрещается, так как это ведет к порче прибора.
Для отсчета по микрометру сначала определяют число делений, которые видны из-под края барабана на основной шкале, помня, что деления расположенные сверху и снизу горизонтальной линии на этой шкале, образуют единую шкалу с ценой деления 0,5 мм. Так, например, отсчет по основной шкале рис. 7а составит 5,5 мм. К этому значению необходимо прибавить отсчет по шкале барабана, который на рис. 7а составляет 25 делений. Вспоминая, что цена деления шкалы барабана составляет 0,01 мм, получим отсчет по шкале барабана 25 * 0,01мм=0,25мм. Тогда отсчет по микрометру составит 5,5 + 0,25 = 5,75 мм.
Для случая, изображенного на рис. 7б, отсчет по микрометру составит 5,15 мм.
Следует заметить, что производя измерения микрометром, не имея должного опыта можно ошибиться на 0,5 мм. Рассмотрим далее этот случай.
Рис.7. Отсчет по шкале микрометра.
1 – скоба; 2 – пятка; 3 – стебель; 4 – микрометрический винт; 5 – барабан; 6 – трещотка; 7 – стопор микрометрического винта.
Когда отсчеты по шкале барабана близки к 50, но на несколько делений меньше, следующее деление основной шкалы уже показывается из-под края барабана (Рис. 7с). Последнее видимое деление, которое показалось из под края барабана соответствует 4,5 мм. Возникает вопрос, следует ли его учитывать? Отсчет по шкале барабана составляет 46 делений или 46 * 0,01 = 0,46мм. Тогда в сумме отсчет по микрометру составил бы 4,5+ 0,46 = 4,96 мм. Однако это неправильный отсчет. Дело в том, что барабан совершит полные оборот только тогда, когда ноль на барабане совпадет с линией основной шкалы (будет пройден ноль). На рис 7с ноль еще не пройден, поэтому показавшееся из-под края барабана деление учитывать не нужно. Правильный отсчет по основной шкале составляет 4 мм, и тогда отсчет по микрометру 4 + 0,46 = 4,46 мм.
Используя выше сказанное можно сформулировать следующие правила:
1) если отсчет по шкале барабана микрометра находится в диапазоне от 25 до 50 делений (говорят ноль не прошли), то показавшееся из-под края барабана деление основной шкалы учитывать не нужно (помня при этом, что цена деления основной шкалы составляет 0,5 мм);
2) если отсчет по шкале барабана микрометра находится в диапазоне от 0 до 25 делений (говорят ноль прошли), то показавшееся из-под края барабана деление основной шкалы необходимо учитывать.
Контрольные вопросы
1. Какие приспособления называются нониусами, для чего они нужны?
2. Объясните, как определить точность нониуса.
3. Расскажите, как производить измерения с помощью штангенциркуля и микрометра.
4. Чему равны погрешности штангенциркуля, микрометра?
5. Как должен быть устроен нониус штангенциркуля, чтобы точность измерений составляла 0,02 мм?
Инструменты с линейным нониусом (штангенинструмент)
Основными видами инструмента с линейным нониусом являются штангенциркуль (ТУ по ГОСТ 166-51), штангенглубиномер (ТУ по ГОСТ 162-41) и штангенрейсмус (ТУ по ГОСТ 164-52).
Важнейшими деталями перечисленных инструментов (рисунок 6, а, б и в) являются штанга 1, на которой нанесена основная шкала, и нониус 2, служащий для повышения точности отсчета по шкале.
Нониус представляет собой небольшую линейку с делениями, жестко связанную с подвижной частью 3 инструмента. Цена деления штанги с, число делений нониуса n и величина отсчета по нониусу i связаны зависимостью
Приспособление 5 для микрометрической подачи является обязательным для штангенциркулей с отсчетом по нониусу 0,02 и 0,05 мм.
Штангенглубиномер (рисунок 6, б) имеет траверсу 4 с плоской измерительной поверхностью, перемещающуюся вдоль штанги, плоский торец которой служит второй измерительной поверхностью.
Штангенглубиномеры изготовляются с верхними пределами измерений до 500 мм,
Штангенрейсмус (рисунок 6, в) служит для разметки и измерения высот.
Основными узлами и деталями штангенрейсмуса являются: основание 4 с плоской опорной поверхностью штанга 1, перемещающаяся по штанге рамка 3, несущая нониус 2. На кронштейне 5 рамки закрепляются сменные ножки: острозаточенная 6 — для разметки или с двумя измерительными поверхностями (нижней плоской и верхней цилиндрической) 7 для измерения высот. На ножке маркируется размер А, который должен выражаться целым числом миллиметров. Отклонение от намаркированного размера не должно превышать ±0,01; ±0,02; ±0,03 для штангенрейсмусов с отсчетами соответственно 0,02; 0,05; 0,1 мм.
Штангенрейсмусы с верхним пределом измерения 200 мм оснащаются дополнительно ножкой с переставной скалкой для измерения глубин. Твердость рабочих поверхностей ножек и основания штангенрейсмуса должна быть не ниже Rc=56.
Приспособление 8 для микрометрической подачи рамки обязательно только для штангенрейсмусов с отсчетом по нониусу 0,02 и 0,05 мм.
Штангенрейсмусы изготовляются с верхним пределом измерений 200, 300, 500, 800 и 1000 мм.
РАСЧЕТ И ПОСТРОЕНИЕ ШКАЛЫ НОНИУСА
Принцип построения шкалы нониуса заключается в повышении точности отсчета, связанной с оценкой доли деления основной шкалы.
Точность отсчета по нониусу i
в мм определяется по формуле
– цена деления основной шкалы, мм;
– число делений шкалы нониуса.
Расстояние между соседними штрихами нониуса (цена деления шкалы нониуса) в мм определяется по формуле
– модуль, т.е. натуральное число 1, 2, 3, … служащее для увеличения длины деления шкалы нониуса с целью повышения удобства отсчета.
Длина шкалы нониуса в миллиметрах определяется по формуле
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1.4.1 Ознакомиться с конструкцией инструментов, методикой подготовки к измерениям и приемами отсчета показаний.
1.4.2 Провести измерения и вычертить эскиз детали с нанесением измеренных линейных размеров и углов.
1.4.3 По значениям i
,
γ
,
с
(таблица 1.1) индивидуально рассчитать и изобразить в относительном масштабе шкалу нониуса.
Таблица 1.1 Варианты значений для расчета и построения шкалы нониуса
| Исходные данные | Варианты | |||||||||||
| i | 0,1 | 0,1 | 0,1 | 0,05 | 0,05 | 0,05 | 0,02 | 0,02 | 0,02 | 0,1 | 0,05 | 0,02 |
| γ | ||||||||||||
| С |
1.4.4 Заполнить таблицу 1.2 с метрологическими характеристиками инструментов пользуясь таблицей приложения А.
Таблица 1.2 Метрологические характеристики инструментов
| Инструмент | Тип | Основная шкала | Шкала нониуса | Предельная погрешность, мм (мин) |
| Цена деления, в мм, (град) | Диапазон измерения, мм, (град) | Точность отсчета, мм (мин) | Модуль | Цена деления, мм (мин) |
| Штангенциркуль | ||||
| Штангенрейсмус | ||||
| Штангенглубиномер | ||||
| Угломер |
1.4.5 Ответить на вопросы и сделать выводы.
ВОПРОСЫ ДЛЯ САМОКОНТРОЛЯ
1.5.1 Для каких измерений предназначены штангенинструменты?
1.5.2 Для чего предназначена нониусная шкала?
1.5.3 Как проверить пригодность инструментов к измерениям?
1.5.4 Что такое модуль и как она влияет на удобство отсчета показаний?
1.5.5 Чем отличаются транспортирный и универсальный угломер?
1.5.6 Как работать с винтом микроподачи и для чего она предназначена?
1.5.7 Как производить разметку необходимого размера на заготовке?
Лабораторная работа №2
ИЗМЕРЕНИЕ АВТОТРАКТОРНЫХ ДЕТАЛЕЙ МИКРОМЕТРИЧЕСКИМИ ИНСТРУМЕНТАМИ
ЦЕЛЬ РАБОТЫ
Приобретение практических навыков в пользовании микрометрическими инструментами и освоение приемов измерения.
МАТЕРИАЛЬНОЕ ОБЕСПЕЧЕНИЕ
Микрометры гладкие типа МК; нутромеры микрометрические типа НМ; глубиномеры микрометрические типа НМ, автотракторные детали.
ОБЩИЕ СВЕДЕНИЯ
Микрометрические измерительные инструменты — это микрометры гладкие для измерения наружных размеров, нутрометры для определения внутренних размеров, глубиномеры, специальные микрометры — листовые, трубные, зубомерные, с резьбовыми вставками и др. Микрометр, микрометрический нутромер и микрометрический глубиномер являются универсальными средствами измерений, которые предназначены для абсолютных измерений линейных размеров контактным методом. Мерительная плоскость пятки и измерительная ножка оснащены пластинками из твердого сплава. Измерительным устройством любого микрометрического инструмента является точно изготовленная микрометрическая головка с диапазоном измерения 0-25 мм, а у микрометрического нутромера 0-13 мм. В микрометрических головках винтовую пару используют как увеличивающее устройство, преобразующее небольшие продольные перемещения винта в большие окружные перемещения шкалы барабана. Цену деления шкалы барабана определяют по формуле
где р=0,5 – шаг винта, мм;
n=50 – число делений шкалы барабана.
i = p/n = 0,5/50 = 0,01 мм
Цену деления шкалы барабана называют точностью отсчета микрометра.
В мировой практике применяются также микрометры с отсчетом показаний на цифровом дисплее. Последнее достижение в области измерительного инструмента — это создание микрометров с мгновенной индикацией, цена деления микрометра 0,01 мм, диапазоны измерения 0…25 и 25…50 мм.
Друзья, рад вас приветствовать на своём канале. Возможно многие из вал только посмеются над информацией, которая будет далее. Хотя я все же надеюсь, что кто- то немного просветится. В любом случае, я останусь доволен.
Хотя для меня все это удивительно.
Как я дожил до 32 лет, и только сейчас узнал как по настоящему пользоваться таким простым прибором, как штангенциркуль?
Раньше я думал, что это просто такая "более удобная линейка", которой можно точнее замерять какие- то объемные детали.
Но тут мне потребовалось сделать довольно точное измерение( в доли мм), и я с удивлением для себя узнал, что это можно сделать штангенциркулем, а точнее при помощи специальной шкалы, которая у него есть, под названием "нониус".
Кстати, замерял я диаметр жил кабеля, от разных производителей(для сравнения). Подробнее об этом эксперименте я уже писал, смотрите на канале.
Замер делается очень просто.
- Целые миллиметры смотрим по основной шкале.
- А доли на нониусе. Нужно найти какая из рисок шкалы нониуса, четко срывала с какой-нибудь из рисок основной шкалы.
На моем примере, штангенциркуль показывает примерно 1,35 мм.
Конечно здесь не идеальная точность, так как каждый человек может трактовать результат по своему(глаз- то у всех разный). Но для домашних задач - за глаза.
Друзья, подписывайтесь на канал , и ставьте лайки 👍. Комментарии, особенно с дельными советами — в особом почете.
Нониус (шкала Нониуса, верньер) — вспомогательная шкала, устанавливаемая на различных измерительных приборах и инструментах, служащая для более точного определения количества долей делений.
Принцип работы шкалы основан на том факте, что глаз гораздо точнее замечает совпадение делений, чем определяет относительное расположение одного деления между другими. Нониусы используются в измерительных приборах, у которых при измерении длины или угла части прибора перемещаются относительно друг друга, например, две ножки штангенциркуля.
На одной из этих частей нанесена шкала основного масштаба, на другой – нониус, представляющий собой небольшую шкалу, которая передвигается при измерении вдоль основного масштаба. Если нижняя шкала имеет длину 9 мм и разбита на 10 отрезков, то цена деления нониуса будет равна 0,9 мм. При совпадении нулевых отрезков обеих шкал первый штрих нониуса будет смещен относительно первого штриха основной шкалы на 0,1 мм, второй штрих нониуса будет смещен относительно второго штриха верхней шкалы на 0,2 мм, и т. д. (рис.1).
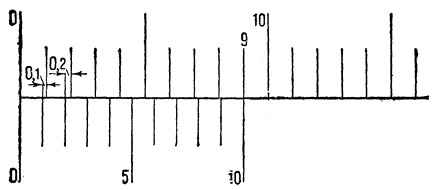
Рис.1 Измерительная шкала с нониусом
Если сдвинуть нижнюю шкалу вправо на 0,1 мм, то первый штрих нониуса совпадет с 1-м штрихом верхней шкалы, если сдвинуть нижнюю шкалу на 0,2 мм, то совпадут вторые штрихи верхней и нижней шкалы, и т.д. Таким образом, порядковый номер штриха нониуса, совпадающий со штрихом верхней шкалы, показывает, на сколько десятых долей мм смещена нижняя шкала относительно миллиметрового штриха верхней шкалы (не обязательно нулевого).

Рис.2 Измерения при помощи шкалы Нониуса
Отсчет по шкале нониуса производится следующим образом. Ближайшее слева к нулю нониуса показание основной шкалы указывает целое число мм (рис.2). Порядковый номер штриха на шкале Нониуса, совпадающий со штрихом верхней шкалы, указывает количество десятых долей мм. Таким образом, показания на рис.2 соответствуют 21,3 мм.
Рассмотрим две шкалы, расположенные одна над другой (рис.3). Пусть цена деления (длина одного деления) верхней линейки равна Y, а цена деления нижней линейки –X. Линейки образуют нониус, если длина N делений одной шкалы совпадает с длиной kN±1 делений другой шкалы, где k – целое число. Другими словами, для шкалы Нониуса выполняется соотношение:
1 – скоба; 2 – пятка; 3 – стебель; 4 – микрометрический винт; 5 – барабан; 6 – трещотка; 7 – стопор микрометрического винта.
Микрометр. Основным элементом микрометра является микрометрический винт – винт с малым и очень точно выдержанным шагом.
Микрометр для измерения наружных размеров в пределах от 0 до 25 мм (Рис. 6) состоит из скобы 1 с пяткой 2 и трубкой – стеблем 3. В трубке имеется внутренняя резьба, в которую ввинчен микрометрический винт 4 с закрепленным на нем барабаном 5. На конце барабана имеется фрикционная головка (трещотка) 6. На скобе расположен стопор микрометрического винта 7.
Действие микрометра основано на свойстве винта совершать при повороте его поступательное перемещение, пропорциональное углу поворота. При измерении предмет зажимают между пяткой и микрометрическим винтом. Для вращения барабана при этом пользуются трещоткой. После того, как достигнута определенная степень нажатия на предмет (500-600 г), фрикционная головка начинает проскальзывать, издавая характерный треск.
Благодаря этому зажатый предмет деформируется мало (его размеры не искажаются) и кроме того, микрометрический винт предохраняется от порчи. На трубке 3 нанесены деления основной шкалы. Барабан 5 при вращении винта перемещается вдоль трубки. Шаг винта подбирается таким образом, что один полный оборот барабана соответствует его смещению вдоль основной шкалы на длину наименьшего деления. На барабан нанесена добавочная шкала (шкала барабана).
В микрометре, который Вам предстоит использовать, основная шкала имеет цену деления, равную 0,5 мм. При этом часть штрихов, чтобы не загромождать шкалу, располагаются под прямой линией (целые снизу, половины сверху). Шаг микрометрического винта у таких микрометров равен 0,5 мм, а шкала барабана разбивается на 50 делений.
Цена деления шкалы барабана равна 0,5мм/50 = 0,01мм. При отсчете на таком микрометре число сотых долей микрометра, отсчитанное на шкале барабана, напротив линии на основной шкале прибавляется к числу миллиметров, отсчитанному по основной шкале. Перед началом работы с микрометром следует убедиться в его исправности. Для этого вращением фрикционной головки приводят в соприкосновение микрометрический винт с пятой.
Момент соприкосновения определяется по сигналу трещотки. При этом край барабана должен располагаться над нулевым делением основной шкалы, а нуль шкалы барабана – против линии на трубке. Если эти условия не соблюдаются, то во всех дальнейших измерениях следует учитывать систематическую ошибку микрометра, равную тому числу делений барабана, которое соответствует сомкнутым микрометрическому винту с пяткой. Если это отклонение велико, то микрометр нуждается в регулировке.
Вращать микрометрический винт следует только за трещотку. Вращать микрометрический винт с усилием запрещается, так как это ведет к порче прибора.
Для отсчета по микрометру сначала определяют число делений, которые видны из-под края барабана на основной шкале, помня, что деления расположенные сверху и снизу горизонтальной линии на этой шкале, образуют единую шкалу с ценой деления 0,5 мм. Так, например, отсчет по основной шкале рис. 7а составит 5,5 мм. К этому значению необходимо прибавить отсчет по шкале барабана, который на рис. 7а составляет 25 делений. Вспоминая, что цена деления шкалы барабана составляет 0,01 мм, получим отсчет по шкале барабана 25 * 0,01мм=0,25мм. Тогда отсчет по микрометру составит 5,5 + 0,25 = 5,75 мм.
Для случая, изображенного на рис. 7б, отсчет по микрометру составит 5,15 мм.
Следует заметить, что производя измерения микрометром, не имея должного опыта можно ошибиться на 0,5 мм. Рассмотрим далее этот случай.
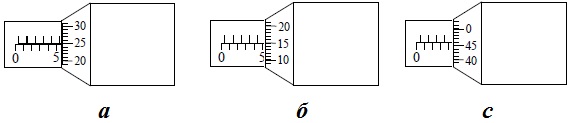
Рис.7. Отсчет по шкале микрометра.
1 – скоба; 2 – пятка; 3 – стебель; 4 – микрометрический винт; 5 – барабан; 6 – трещотка; 7 – стопор микрометрического винта.
Когда отсчеты по шкале барабана близки к 50, но на несколько делений меньше, следующее деление основной шкалы уже показывается из-под края барабана (Рис. 7с). Последнее видимое деление, которое показалось из под края барабана соответствует 4,5 мм. Возникает вопрос, следует ли его учитывать? Отсчет по шкале барабана составляет 46 делений или 46 * 0,01 = 0,46мм. Тогда в сумме отсчет по микрометру составил бы 4,5+ 0,46 = 4,96 мм. Однако это неправильный отсчет. Дело в том, что барабан совершит полные оборот только тогда, когда ноль на барабане совпадет с линией основной шкалы (будет пройден ноль). На рис 7с ноль еще не пройден, поэтому показавшееся из-под края барабана деление учитывать не нужно. Правильный отсчет по основной шкале составляет 4 мм, и тогда отсчет по микрометру 4 + 0,46 = 4,46 мм.
Используя выше сказанное можно сформулировать следующие правила:
1) если отсчет по шкале барабана микрометра находится в диапазоне от 25 до 50 делений (говорят ноль не прошли), то показавшееся из-под края барабана деление основной шкалы учитывать не нужно (помня при этом, что цена деления основной шкалы составляет 0,5 мм);
2) если отсчет по шкале барабана микрометра находится в диапазоне от 0 до 25 делений (говорят ноль прошли), то показавшееся из-под края барабана деление основной шкалы необходимо учитывать.
Контрольные вопросы
1. Какие приспособления называются нониусами, для чего они нужны?
2. Объясните, как определить точность нониуса.
3. Расскажите, как производить измерения с помощью штангенциркуля и микрометра.
4. Чему равны погрешности штангенциркуля, микрометра?
5. Как должен быть устроен нониус штангенциркуля, чтобы точность измерений составляла 0,02 мм?
Нониус (шкала Нониуса, верньер) — вспомогательная шкала, устанавливаемая на различных измерительных приборах и инструментах, служащая для более точного определения количества долей делений.
Принцип работы шкалы основан на том факте, что глаз гораздо точнее замечает совпадение делений, чем определяет относительное расположение одного деления между другими. Нониусы используются в измерительных приборах, у которых при измерении длины или угла части прибора перемещаются относительно друг друга, например, две ножки штангенциркуля.
На одной из этих частей нанесена шкала основного масштаба, на другой – нониус, представляющий собой небольшую шкалу, которая передвигается при измерении вдоль основного масштаба. Если нижняя шкала имеет длину 9 мм и разбита на 10 отрезков, то цена деления нониуса будет равна 0,9 мм. При совпадении нулевых отрезков обеих шкал первый штрих нониуса будет смещен относительно первого штриха основной шкалы на 0,1 мм, второй штрих нониуса будет смещен относительно второго штриха верхней шкалы на 0,2 мм, и т. д. (рис.1).
Рис.1 Измерительная шкала с нониусом
Если сдвинуть нижнюю шкалу вправо на 0,1 мм, то первый штрих нониуса совпадет с 1-м штрихом верхней шкалы, если сдвинуть нижнюю шкалу на 0,2 мм, то совпадут вторые штрихи верхней и нижней шкалы, и т.д. Таким образом, порядковый номер штриха нониуса, совпадающий со штрихом верхней шкалы, показывает, на сколько десятых долей мм смещена нижняя шкала относительно миллиметрового штриха верхней шкалы (не обязательно нулевого).
Рис.2 Измерения при помощи шкалы Нониуса
Отсчет по шкале нониуса производится следующим образом. Ближайшее слева к нулю нониуса показание основной шкалы указывает целое число мм (рис.2). Порядковый номер штриха на шкале Нониуса, совпадающий со штрихом верхней шкалы, указывает количество десятых долей мм. Таким образом, показания на рис.2 соответствуют 21,3 мм.
Рассмотрим две шкалы, расположенные одна над другой (рис.3). Пусть цена деления (длина одного деления) верхней линейки равна Y, а цена деления нижней линейки –X. Линейки образуют нониус, если длина N делений одной шкалы совпадает с длиной kN±1 делений другой шкалы, где k – целое число. Другими словами, для шкалы Нониуса выполняется соотношение:

Внешний вид нониуса штангенциркуля (внизу изображения).
В середине фотографии видна основная шкала, вверху указана цена деления нониуса — 0,02 мм.
Цифрами от 1 до 6 на нониусе обозначены размеры от 0,1 мм до 0,6 мм соответственно.
Но́ниус (шкала́-но́ниус, шкала́ Но́ниуса, вернье́р) — вспомогательная шкала, устанавливаемая на различных измерительных приборах и инструментах, служащая для более точного определения количества долей делений основной шкалы.
Читайте также: