
Формирование сварочной ванны кратко
Обновлено: 08.07.2024
При дуговой сварке плавильное пространство, условно можно поделить на два участка :
- Головной участок сварочной ванны
- Хвостовой участок сварочной ванны
В головной части происходит плавление основного и присадочного металла.
В хвостовой части располагается сварочная ванна и начинается ее кристаллизация.
Сварочная ванна характеризуется следующими параметрами:
- длиной , мм
- шириной, мм
- глубиной проплавления
Сварочная ванна ограничивается изотермической поверхностью, имеющей температуру плавления основного металла ( около 1500 градусов)
По длине сварочной ванны температура распределена неравномерно.
Сварочный шов образуется при затвердевании металла.
В процессе затвердевания, по границам расплава образуются общие кристаллиты, что обеспечивают монолитную структуру соединения.
Значительное влияние на качество шва оказывают диффузионные процессы, протекающие в зоне сплавления.
Образование сварочной ванны является важнейшим этапом получения соединения при сварке плавлением. От формы и размеров сварочной ванны зависят форма и размеры сварных швов. Последние во многом определяют эксплуатационные характеристики получаемых соединений.
Форму и размеры сварочной ванны определяют границами изотермической поверхности объемного теплового поля, соответствующие температуре плавления металла ТПЛ. Однако такой подход является несколько идеализированным, поскольку формирование объема расплавленного металла учитывает лишь эффект распространения теплоты вглубь металла за счет теплопроводности. В реальных условиях сварки сварочная ванна формируется под действием целого ряда сил, действующих в ней, в первую очередь силы тяжести жидкого металла, поверхностного натяжения его и давления самого источника нагрева. Дуга, обеспечивающая местный нагрев и расплавление кромок соединяемых элементов, оказывает на расплавленный металл давление, за счет которого он вытесняется из передней части ванны, т. е. из области с наибольшей интенсивностью нагрева в ее хвостовую часть. Это ведет к уменьшению толщины жидкой прослойки под дугой и создает условия для углубления ванны. В результате изменяются очертания зоны расплавления (рис. 4.1). Давление на расплавленный металл определяется разностью его уровней h в ванне. Изменение условий сварки, в свою очередь, существенно отражается на формировании сварочной ванны, соотношении ее геометрических размеров.

Рис. 4.1. Параметры формы сварочной ванны
Так, увеличение эффективной тепловой мощности, сосредоточенности источника, увеличение давления дуги ведут к увеличению глубины проплавления и уменьшению ширины. При этом ванна удлиняется. Важным фактором, влияющим на геометрические параметры ванны, является пространственное расположение выполняемых швов. При сварке изделий в наклонном положении на подъем (перемещение ванны снизу вверх) глубина проплавления возрастает, при сварке на спуск (перемещение ванны сверху вниз) — снижается (рис. 4.2, б). В первом случае жидкий металл перетекает в хвостовую часть ванны, уменьшая толщину жидкой прослойки под дугой, во втором случае, наоборот, он затекает в головную часть ванны и толщина прослойки увеличивается.

Рис. 4.2. Формирование сварочной ванны в разных положениях: а — вертикальном; б — наклонном; в — потолочном; г — горизонтальном
При сварке в вертикальном положении (рис. 4.2, а) процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем). В обоих случаях сила тяжести направлена вниз. При сварке на подъем сварочная ванна удерживается только силой поверхностного натяжения. При этом глубина проплавления резко возрастает. Для удержания расплава приходится ограничивать тепловую мощность дуги и размеры ванны. При сварке на спуск удержанию жидкого металла способствует давление дуги, а глубина проплавления уменьшается.
При сварке в потолочном положении (рис. 4.2, в) сварочная ванна удерживается силами поверхностного натяжения и давлением источника нагрева. Для удержания ванны в потолочном положении также необходимы меры по ограничению ее объема. Особенно неблагоприятные условия формирования ванны создаются при выполнении горизонтальных швов (рис. 4.2, г). Расплавленный металл натекает на нижнюю кромку. Это приводит к образованию несимметричной выпуклой формы шва, а также подрезов. Требование к сокращению размеров сварочной ванны в этом случае особенно жесткое.
Важным фактором, влияющим на работоспособность сварных соединений и также связанным с образованием сварочной ванны, является формирование проплавления корня шва. На рисунке 4.3 показаны силы,
действующие на ванну. Ванна удерживается на весу силой поверхностного натяжения Рп, определяемой по формуле:
Образование сварочной ванны является важнейшим этапом получения соединения при сварке плавлением. От формы и размеров сварочной ванны зависят форма и размеры сварных швов. Последние во многом определяют эксплуатационные характеристики получаемых соединений.
Форму и размеры сварочной ванны определяют границами изотермической поверхности объемного теплового поля, соответствующие температуре плавления металла Тпл. Однако такой подход является несколько идеализированным, поскольку формирование объема расплавленного металла учитывает лишь эффект распространения теплоты в глубь металла за счет теплопроводности. В реальных условиях сварки сварочная ванна формируется под действием целого ряда сил, действующих в ней, в первую очередь силы тяжести жидкого металла, поверхностного натяжения его и давления самого источника нагрева. Дуга, обеспечивающая местный нагрев и расплавление кромок соединяемых элементов, оказывает на расплавленный металл давление, за счет которого он вытесняется из передней части ванны, т. е. из области с наибольшей интенсивностью нагрева в ее хвостовую часть. Это ведет к уменьшению толщины жидкой прослойки под дугой и создает условия для углубления ванны. В результате изменяются очертания зоны расплавления (рис. 7). Давление на расплавленный металл определяется разностью его уровней h в ванне. Изменение условий сварки, в свою очередь, существенно отражается на формировании сварочной ванны, соотношении ее геометрических размеров. Так, увеличение эффективной тепловой мощности, сосредоточенности источника, увеличение давления дуги ведут к увеличению глубины проплавления и уменьшению ширины. При этом ванна удлиняется.
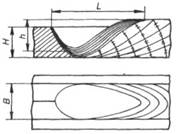
Рис. 7. Параметры формы сварочной ванны
Важным фактором, влияющим на геометрические параметры ванны, является пространственное расположение выполняемых швов. При сварке изделий в наклонном положении на подъем (перемещение ванны снизу вверх) глубина проплавления возрастает, при сварке на спуск (перемещение ванны сверху вниз) - снижается (рис. 8, б). В первом случае жидкий металл перетекает в хвостовую часть ванны, уменьшая толщину жидкой прослойки под дугой, во втором случае, наоборот, он затекает в головную часть ванны и толщина прослойки увеличивается.
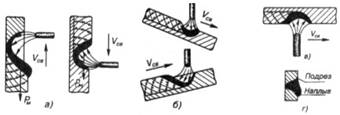
Рис. 8. Формирование сварочной ванны при разных положениях сварки: а - вертикальном, б - наклонном, в - потолочном, г - горизонтальном.
При сварке в вертикальном положении (рис. 8, а) процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем). В обоих случаях сила тяжести направлена вниз. При сварке на подъем сварочная ванна удерживается только силой поверхностного натяжения. При этом глубина проплавления резко возрастает. Для удержания расплава приходится ограничивать тепловую мощность дуги и размеры ванны. При сварке на спуск удержанию жидкого металла способствует давление дуги, а глубина проплавления уменьшается.
При сварке в потолочном положении (рис. 8, в) сварочная ванна удерживается силами поверхностного натяжения и давлением источника нагрева. Для удержания ванны в потолочном положении также необходимы меры по ограничению ее объема. Особенно неблагоприятные условия формирования ванны создаются при выполнении горизонтальных швов (рис. 8, г). Расплавленный металл натекает на нижнюю кромку. Это приводит к образованию несимметричной выпуклой формы шва, а также подрезов. Требование к сокращению размеров сварочной ванны в этом случае особенно жесткое.
Важным фактором, влияющим на работоспособность сварных соединений и также связанным с образованием сварочной ванны, является формирование проплавления корня шва. На рис. 9 показаны силы, действующие на ванну. Ванна удерживается на весу силой поверхностного натяжения Рп.
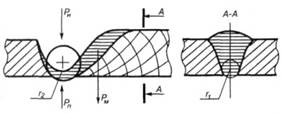
Рис. 9. Схема формирования противления сварного шва: r1, - радиус кривизны в поперечном сечении шва, r2 - то же, в продольном сечении
Поверхностное натяжение уравновешивает давление Pд, оказываемое на ванну дугой, и металлостатическое давление Pм = h v, определяющееся разницей уровней h и плотностью расплавленного металла v.
Условие равновесия ванны в положении на весу можно записать так: Pд + Pм = С (1/ r1 + 1/ r2) где С- поверхностное натяжение расплавленного металла.
Из этой формулы следует, что удержание ванны облегчается при уменьшении радиуса кривизны проплава, определяющегося его размерами в поперечном r1 и продольном r2 сечениях. С увеличением ширины и протяженности ванны возрастают радиусы кривизны поверхности жидкого металла в двух взаимно перпендикулярных направлениях. В момент достижения одним из радиусов величины, большей критической, металлостатическое давление расплавленного металла и сила давления дуги превысят силу поверхностного натяжения, удерживающую сварочную ванну. Произойдет разрыв поверхностного слоя в корне шва, и жидкий металл вытечет из ванны, образуя прожог. Особенно часто это наблюдается при сварке металла малой толщины, когда сварочная ванна по ширине значительно превышает толщину свариваемого металла. Наиболее распространенной мерой предупреждения прожогов и обеспечения формирования проплава требуемой формы является правильный выбор сварочных режимов и применение сварочных подкладок.

Формирование и кристаллизация сварочной ванны
Формирование и кристаллизация сварочной ванны
Формирование сварочной ванны происходит под действием силы тяжести расплавленного металла Ры, давления источника теплоты (например, давления дуги) Рд и сил поверхностного натяжения Рп, действующих на поверхности металла. Характер действия этих сил зависит от положения сварки.
При сварке в нижнем положении при сквозном проплавлении жидкая ванна удерживается на весу силами поверхностного натяжения Рп, которые уравновешивают давление, оказываемое на ванну источником теплоты Рд, и силу тяжести (вес) жидкого металла Рм: Рд+Рм=Рп.
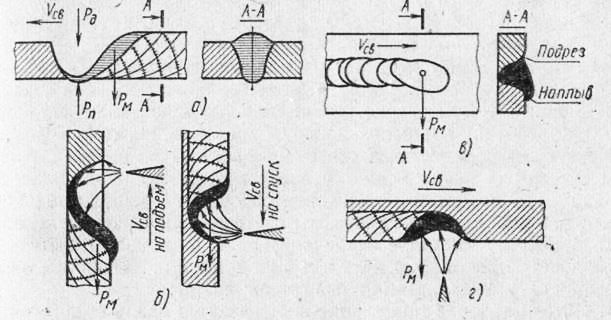
Рис. 1. Схема сил, действующих в сварочной ванне, и формирование шва в разных пространственных положениях: а — нижнее положение, б — вертикальное, в — горизонтальное, г — потолочное; Усв —направление сварки
В условиях движущейся сварочной ванны (вовремя сварки)возникают дополнительные гидродинамические силы, вызванные перемещением расплавленного металла в хвостовую часть ванны.
В случаях, когда силы поверхностного натяжения не могут уравновесить разрушающие силы, необходимо применять специальные меры — ограничивать объем сварочной ванны, применять сварку на подкладках, использовать удерживающие приспособления. Удержание ванны от стекания имеет особенно важное значение при сварке в вертикальном и потолочном положениях. При сварке в вертикальном положении процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем). В обоих случаях сила тяжести ванны надавлена вниз по продольной оси шва. При сварке на спуск удержанию ванны от стекания способствует давление дуги и силы поверхностного натяжения. При сварке на подъем ванна удерживается только силами поверхностного натяжения. При сварке в вертикальном положении для удержания ванны необходимо ограничивать тепловую мощность и размеры ванны.
Выполнение швов в потолочном положении осложняется не только опасностью стекания ванны. Возникает необходимость переноса присадочного металла в ванну в направлении, противоположном действию силы тяжести. При сварке в потолочном положении ванна удерживается силами поверхностного натяжения и давлением дуги. Для удержания ванны в потолочном положении также необходимо ограничивать ее объем.
Очень неблагоприятные условия формирования шва при выполнении горизонтальных швов на вертикальной плоскости. Расплавленный металл ванны натекает на нижнюю свариваемую кромку, что приводит к формированию несимметричного усиления шва, а также подрезов. При сварке горизонтальных, швов предъявляются жесткие требования к сокращению размеров сварочной ванны.
Кристаллизация металла сварочной ванны. При сварке плавлением сварочную ванну можно условно разделить на два участка: головной, где происходит плавление основного и дополнительного металлов, и хвостовой, где происходит затвердевание расплавленного металла. Переход металла сварочной ванны из жидкого состояния в твердое называют кристаллизацией. Отличительные особенности кристаллизации сварочной ванны:
1. Источник тепла при сварке перемещается вдоль соединяемых кромок, а вместе с ним движутся плавильное пространство и сварочная ванна. При дуговой сварке столб дуги, расположенный в головной части ванны, оказывает механическое воздействие — давление на поверхность расплавленного металла за счет удара заряженных частиц, давления газов и дутья дуги. Давление приводит к вытеснению жидкого металла из-под основания дуги и погружению столба дуги в толщу основного металла. Жидкий металл, вытесненный из-под основания дуги, по мере передвижения дуги отбрасывается в хвостовую часть сварочной ванны. При удалении дуги отвод тепла начинает преобладать над притоком и начинается затвердевание — кристаллизация сварочной ванны. В процессе затвердевания по границе расплавления образуются общие кристаллиты, что и обеспечивает монолитность соединения.
2. Малый объем сварочной ванны, который зависит от вида и режима сварки и изменяется от 0,1 до 10 см3, поэтому теплоотвод в прилегающий холодный металл очень велик, велика и скорость кристаллизации.
3. Значительный перегрев расплавленного металла и его интенсивное перемешивание.
4. Кристаллизация сварочной ванны при сварке плавлением начинается в основном от готовых центров кристаллизации — частично оплавленных зерен основного металла. Металл шва, выполненного сваркой плавлением, имеет столбчатое строение, так как состоит из вытянутых (столбчатых) кристаллитов, растущих при кристаллизации в направлении, обратном тёплоотводу.
Читайте также: