
Клепка и шабрение доклад
Обновлено: 30.06.2024
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции).
Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными. Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.
Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
Типы заклепок и заклепочных швов:
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем, что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено.Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок

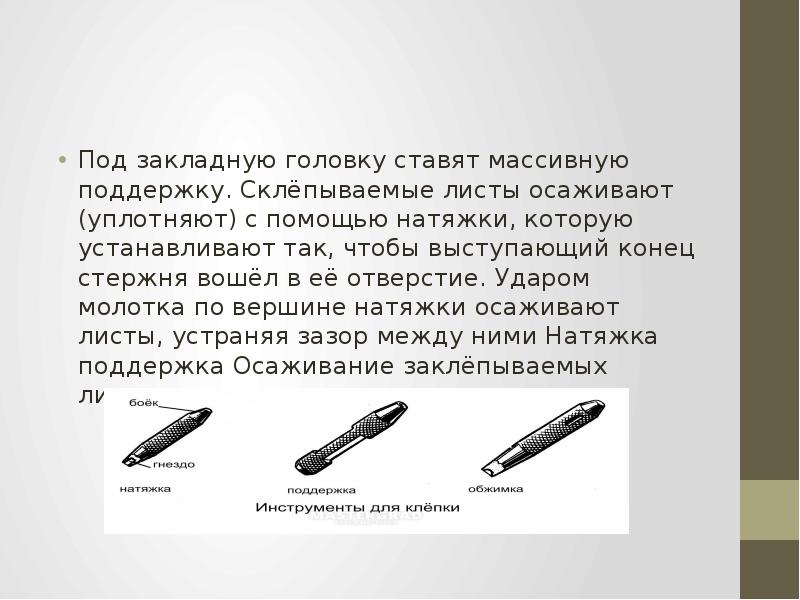
При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы.Массу молотка выбирают в зависимости от диаметра заклепки.

Инструменты для ручной клёпки.
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склёпываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3. 5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце; она применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку. Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна или две накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения.
Независимо от применяемых инструментов и приспособлений склёпываемые детали располагают таким образом, чтобы закладные головки заклёпок находились сверху. Это позволяет вставлять заклёпки предварительно.
Необходимое количество, диаметр и длину заклёпок определяют расчётным путём.
Длина l(мм) стержня заклёпки для образования замыкающей потайной головки определяется по формуле l=S+(0,8…1,2)d, гдеS– толщина склёпываемых листов, мм; d – диаметр заклёпки, мм.
Для образования полукруглой замыкающей головки l=S+(1,2…1,5)d.
По расчётному значение подбирают ближайшее большее значение из числа длин заклёпок, предусмотренных стандартом.
Расстояние от центра до края склёпываемых листов должно составлять 1,5d.
Диаметр отверстия должен быть больше диаметра заклёпки.
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.


При выполнении клепки крупногабаритных деталей широко применяются ручные механизированные инструменты и стационарное клепальное оборудование.
Наиболее распространенным механизированным инструментом для клепки являются пневматические (реже электрические) клепальные молотки, имеющие различные конструкции.

• При клепке следует выполнять общие требования техники безопасности (работать исправным инструментом, на рабочем месте не держать ничего лишнего и т. д.).
• При регулировании пневматического инструмента нельзя пробовать молоток, придерживая обжимку руками, так как из-за большой силы удара удержать ее очень трудно, в результате могут быть повреждены руки. Поддержку не следует сжимать в руках, ее лишь надо направлять на заклепку.
• Клепка сопровождается резким стуком, вредно действующим на слух и нервную систему работающих и понижающим производительность труда.
Клепка – процесс выполнения неразъемного соединения листов металла с использованием заклепок. Такой вид соединений применяется при изготовлении балок, ферм, емкостей, мостовых и дорожных металлоконструкций, а так же в самолетостроении, судостроении и т.д. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок.
Оценить 1790 0
Введение _______________________________________________ 3
Глава 1. Типы заклепок ___________________________________4
Глава 2. Инструменты для клепки __________________________5
Глава 3. Приемы клепки _______________________________ ___6
Список использованных источников ________________________8
Клепка – процесс выполнения неразъемного соединения листов металла с использованием заклепок. Такой вид соединений применяется при изготовлении балок, ферм, емкостей, мостовых и дорожных металлоконструкций, а так же в самолетостроении, судостроении и т.д. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок . Крепежные детали, применяемые для таких соединений, должны быть изготовлены из того же металла, что и соединяемые элементы конструкций.
Клепку металла ручным способом выполняют с помощью слесарных молотков с квадратным бойком, обжимками, натяжками, поддержками и чеканами. Массу молотка выбирают в зависимости от диаметра поперечного сечения крепежных деталей.
Клепка металла выполняется двумя методами: прямым, с доступом к закладной и замыкающей головкам, и обратным с односторонним подходом, когда нет возможности доступа к замыкающей головке.
Глава 1. Типы заклепок .
Заклепка — это цилиндрический металлический стержень с головкой определенной формы. Она состоит из закладной головки (3), стержня (2) и замыкающей головки (1).
Головка заклепки, изготовленная вместе со стержнем, называется закладной, другая, образующаяся во время клепки из части стержня, выступающего над поверхностью склепываемых деталей, называется замыкающей.
По форме головки различают заклепки: а) с полукруглой высокой головкой,
б) с полукруглой низкой головкой; в) с плоской головкой; г) с потайной головкой; д) с полупотайной головкой; е) взрывная; ж) пустотелая (пистон). Заклепки взрывные имеют в свободном конце стержня углубление (камеру), заполненное взрывчатым веществом, которое защищено от проникновения влаги слоем лака. Заклепки с сердечником имеют полый стержень (пистон), в который помещен сердечник с утолщенной частью на конце.
Как правило, заклепки должны быть из того же материала, что и соединяемые детали; в противном случае возможно появление коррозии и разрушение места соединения.
Наиболее широкое применение в машиностроении получили заклепки с полукруглой головкой.
Глава 2. Инструменты для клепки.
Для соединения деталей заклепками с полукруглыми головками потребуются тиски, струбцины, молоток, натяжки, обжимки, поддержки. При клепке впотай применяют следующие инструменты: натяжку, молоток, поддержку.
Молоток для клепки выбирают в зависимости от диаметра заклепки. Чем больше диаметр заклепки, тем тяжелее должен быть молоток. Так, для заклепки диаметром 2 мм берут 150-граммовый молоток, для заклепки 4—5 мм —400— 500-граммовый молоток.
Натяжка — это металлический стержень с глухим отверстием на конце. Диаметр отверстия гнезда в стержне должен быть немного больше диаметра заклепки. С помощью натяжки поджимают склепываемые детали.
Обжимка— это стальной стержень, один конец которого является ударной частью, а в центре другого конца сделано неглубокое гнездо. Размеры гнезд в разных обжимках для формирования полукруглых замыкающих головок различные.
Поддержкадля заклепок с полукруглой головкой представляет собой стальной стержень, на одном конце которого имеется глухое отверстие. Размер его должен соответствовать размеру головки заклепки. В средней части стержня сделаны вырезы, с помощью которых поддержку надежно крепят в тисках. Поддержкойдля заклепки с потайной головкой служит плита. На нее во время клепки устанавливают закладную головку. Поддержка должна быть тяжелее молотка в несколько раз. Это правило не обязательно соблюдать, если поддержка крепится в тисках.
Глава 3. Приемы клепки.
При постановке заклепок придерживаются следующего порядка:
1. Размечают центры отверстий под заклепки, затем соединяемые листы плотно прижимают друг к другу и сверлят отверстия, диаметр которых должен быть на 0,1 мм больше диаметра заклепки;
2. Вставляют заклепку и, поддерживая снизу готовую головку, ударами молотка обжимают материал вокруг заклепки специальной натяжкой, представляющей собой круглый стержень с просверленным в его торце отверстием, диаметр которого несколько больше диаметра заклепки. Натяжка создает более тесное прилегание склепываемых деталей или листов друг к другу.
3. Поддерживая снизу готовую головку заклепки массивной поддержкой, равномерно расклепывают свободный конец ножки заклепки молотком, стараясь придать ему форму бочонка. Окончательную форму замыкающей головке придают с помощью стальной обжимки, на конце которой имеется углубление, соответствующее форме головки.
Исходя из рассмотренной в реферате информации, можно сделать вывод, что заклёпочные соединения широко используются при сооружении металлических конструкций мостов, опор линий электропередач, а так же в самолетостроении, судостроении и т.д. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок. Известно с древности. На современном этапе развития технологии уступает место сварке и болтовому соединению, обеспечивающим большую производительность и более высокую прочность соединения. Однако по-прежнему находит применение по конструктивным или технологическим соображениям. В соединениях, где необходимо исключить изменение структуры металла, коробление конструкции и перегрев расположенных рядом деталей; соединение разнородных, трудно свариваемых и не свариваемых материалов; в соединениях с затруднительным доступом и контролем качества; в случаях, когда необходимо предотвратить распространение усталостной трещины из детали в деталь.
Список использованных источников
На тему: Клепочное соединение
Выполнил: Разумный Сергей
Проверил: Куртекова Е .Г
П Л А Н.
1 Общие сведения.
2 Типы заклепок.
3 Виды заклепочных соединений.
5 Чертежи
Литература, используемая во время создания реферата.
1 Токарное дело с основами материаловедения. Н.И. Макиенко
 | ||
 | ||
Клепкой называется процесс соединения двух или нескольких деталей при помощи заклепок. Этот вид соединения относится к группе неразъемных , так как разъединение склепанных деталей возможно только путем разрушения
соответствующих частей заклепок.
Заклепочные соединение широко применяют при изготовление металлических конструкций мостов, ферм, рам, балок, а также в котлостроении, самолето-
Процесс клепки состоит из следующих основных операций:
1 Образование отверстия под заклепку в соединяемых деталях сверлением или
2 Образование гнезда под закладную головку заклепки (при потайной клепке );
3 Вставка заклепок в отверстия;
4 Образование замыкающей головки заклепки, т. е собственно клепка.
Клепка разделяется на холодную, т.е. выполняемою без нагрева заклепок, и
горячую, при которой стальные заклепки перед подстановкой их на место нагревают до 1000-1100`C. Практикой выработаны следующие рекомендации по применению холодной и горячей клепки в зависимости от диаметра закле-
до d=8 мм – только холодная клепка ;
при d>12 мм – только горячая .
Преимущества горячей клепки заключается в том, что стержень лучше запол-
няет отверстие в склепываемых деталях, а при охлаждении заклепка лучше стягивает их . Образование замыкающей головке может происходить при быстром (ударная клепка) и при медленном (прессовая клепка) воздействии
Клепка может быть ручная и машинная при которой используются стацилнар-
ные клепательные машины (прессы). Однако клепанные соединения имеют ряд существенных недостатков основными из которых являются увеличение веса клепанных конструкций; ослабление склепываемого материала в местах
образования отверстий под заклепки; значительное число технологических операций необходимых для выполнения заклепочного соединения, (сверление или пробивка отверстий, зенкование или штамповка гнезд род потайную голо
вку, вставка заклепок и собственно клепка); значительный шум и вибрация
(колебание)при работе ручными пневматическими молотками, вредно влияют
на организм человека.

Заклепка – это цилиндрический металлический стержень с головкой (закла-
дкой) на одном конце. Соединение деталей осуществляется деформированием
(расклепыванием) выступающего стержня заклепки, из которого образуется другая головка ,( замыкающая).
По форме головок различают: заклепки с полукруглой высокой головкой
(рис.1 ) с диаметром стержня от 2 до 36 мм и длинной от 2 до 180 мм; закле- пки с полукруглой низкой головкой (рис 2 ) с диаметром стержня от 2 до10мм
и длинной от 4 до 50 мм; заклепки с плоской головкой (рис3 ) со стержнем ди-
аметром от 2 до 36 мм и длинной от 4 до 180мм; заклепки с потайной голов-
кой (рис 4 ) со стержнем диаметром от 1 до 36 мм и длинной от 3 до 210 мм.
Как правило заклепки делают из такой же стали что и соединяемые детали; в
Противном случае возможно появление коррозии и разрушение места соеди
 |
Один или несколько рядов заклепок, расположенных в определенном порядке
для получения неразъемного соединения, называется заклепочным швом .
В зависимости от характеристики и названия заклепочного соединения закле-
почные швы делятся на при группы:
Прочный шов применяют для получения соединения повышенной прочности.
Прочность шва достигается тем, что он имеет несколько рядов заклепок.
Эти швы применяются при клепке балок, колонн, мостов и других металличес
ких конструкций. Плотный шов применяют для получения достаточного плотной и герметичной конструкции.Соединения с плотным швом обычно вы-
полняются методом холодной клепки. Для достижения герметичности шва применяются разного вида прокладки из бумаги, ткани, пропитанной олифой
или суриком. Эти швы применяются при изготовлении резервуаров в высоким
Прочно- плотный шов применяют для получения прочного и вместе с тем не проницаемого для пара, газа, воды и других соединений жидкостей, например
В паровых котлах и различных резервуарах с высоким внутренним давлением.
Прочно - плотные швы выполняют горячей клепкой при помощи клепальных машин.

Рис 4 рис 3 рис 1

Рис 2
Шабрение является окончательной слесарной операцией для снятия тонкого слоя металла с обрабатываемых поверхностей специальными режущими инструментами — шаберами. Шабрением обеспечивают герметичное и плотное прилегание поверхностей разъема соединяемых деталей, улучшают прилегание поверхностей в подшипниках скольжения. Шабрят предварительно обработанные поверхности.

При шабрении металл срезают с выпуклых участков, соприкасающихся с поверхностью, к которой пригоняется данная деталь. Постепенно эти участки становятся все мельче и мельче, а их количество увеличивается до достаточного числа пятен соприкосновения. Выпуклые участки определяют контролем на краску.
Таблица 11. Виды шабрения
При шабрении плоских поверхностей рукоятку шабера упирают в ладонь правой руки, большой палец располагают вдоль рукоятки, остальные пальцы обхватывают рукоятку снизу. Ладонь левой руки накладывают на шабер посередине, обхватывая инструмент пальцами. В рабочем положении угол наклона шабера относительно обрабатываемой поверхности должен составлять 30…40°. Движениями шабера вперед и назад на длине 10…15 мм срезают окрашенные места. Движение вперед является рабочим ходом, при котором необходимо делать нажим левой рукой. В конце рабочего хода нажим на шабер ослабляют, чтобы избежать появления заусенцев. После каждого перенесения краски на пришабриваемую деталь следует изменять направление движения шабером.
Шабрить поверхности целесообразно под углом к рискам и следам, оставшимся от предыдущей обработки. Распространен шахматный способ шабрения. Попеременное шабрение в разных направлениях чередуют с проверкой по контрольной плите. Шабрение заканчивают при появлении заданного числа пятен на площади 25×25 мм при равномерном их расположении. При шабрении плоских параллельных поверхностей и плоских поверхностей, расположенных под углом, контроль осуществляют с помощью призмы с индикатором.
Цилиндрические поверхности шабрят для удаления рисок и подгонки внутренней поверхности вкладышей подшипников по шейке вала. Вкладыши обрабатывают трехгранным шабером с углом заострения 60° и острозаточенными режущими кромками. При этом окрашенную шейку вала укладывают на нижний вкладыш подшипника, а сверху налагают верхний вкладыш с крышкой, затягивают гайками подшипник и поворачивают вал влево и вправо. Вынимают вкладыши и зажимают их в тисках. Перемещая режущую кромку шабера по поверхности вкладыша вправо и влево, средней частью режущей кромки шабрят места, покрытые краской. Шабрение чередуют с нанесением краски до покрытия 2/3 поверхности вкладыша равномерными пятнами.
Заготовки из чугуна шабрят всухую, а для заготовок из стали или других металлов применяют мыльную эмульсию или керосин. Для повышения производительности иногда шабрение сочетают с притиркой. В этом случае после предварительного шабрения поверхности на притир наносят слой грубой пасты ГОИ, разведенной в керосине, затем поверхность притирают, проверяют на краску и шабером разрезают получившиеся пятна.
В зависимости от формы обрабатываемой поверхности шабрение осуществляют с помощью шаберов различного типа (табл. 12).
При больших объемах шабровочных работ в основном используют шаберы со вставными пластинами. Шаберы из сталей У12А, Р6М5, ШХ15, Р18 затачивают на станках с корундовым кругом зернистостью не более 25 и твердостью СМ1 и СМ2, а шаберы с пластинами из твердого сплава Т15К6 — кругами из карбида или алмазными кругами. Твердость рабочей части шаберов на длине пластины 50 мм составляет не менее 60…65 HRC. Рабочую часть шаберов доводят. Рекомендуемые углы заострения и резания при шабрении в зависимости от материала заготовки приведены в табл. 13.
Плоский шабер затачивают с двух установок; сначала режущую кромку с торца, а затем плоскую поверхность. Заточку торцовой поверхности шабера проводят абразивным кругом малого диаметра. Торцовая поверхность получается вогнутой, что облегчает ее доводку на бруске. Шабер берут правой рукой за рукоятку, а левой обхватывают его как можно ближе к рабочему концу. Опираясь плоской гранью шабера на подручник заточного станка, плавно подводят торцовый конец к кругу. Положение шабера должно быть горизонтальным.
Таблица 12. Основные типы шаберов




Большую кривизну придают для чистового шабрения, а меньшую — для чернового. При заточке шабера по плоской поверхности его конец плавно накладывают на вращающийся круг и слегка поджимают к нему. В результате заточки за один прием образуется участок поверхности сложной формы, которая облегчает доводку режущей кромки. В процессе заточки шабер необходимо охлаждать водой. Заправку или доводку шабера осуществляют вручную на мелкозернистых брусках. Для чистового шабрения окончательную доводку выполняют пастой ГОИ, наносимой на чугунную плиту. Для облегчения заточки и заправки на боковых поверхностях трехгранных шаберов делают продольные канавки.
Таблица 13. Рекомендуемые углы заострения β и резания γ при шабрении заготовок, °
Процесс шабрения механизируют путем применения специальных шабровочных станков и головок, электро7 и пневмошаберов. Последние особенно эффективны, так как плавно работают при изменении направления движения и позволяют регулировать число двойных ходов шабера в минуту. Механизированные шаберы применяют для чернового шабрения, а окончательное шабрение выполняют вручную.
Притирка является чистовой отделочной операцией, более точной, чем шабрение. Поверхности притирают после окончательной механической обработки: шлифования, точного точения, фрезерования, развертывания и шабрения. При этом параметр шероховатости не должен превышать Ra = 2,5…0,63 мкм. Припуск на притирку оставляют не более 0,03…0,05 мм. Детали могут быть как термообработанными, так и нетермообработанными. Притиркой и доводкой достигается точность размеров до 0,005 мм при параметре шероховатости Ra = 0,014…0,008 мкм.
Притирку применяют в процессе сборки для получения точных размеров деталей или плотного прилегания поверхностей, обеспечивающего гидравлическую непроницаемость соединения. Притирке подвергают поверхности арматуры, пробок и корпусов кранов, а также других деталей. Широко распространены притирка и доводка рабочих поверхностей инструмента. Операция притирки заключается в механическом или химико-механическом удалении частиц металла абразивными материалами. Относительное перемещение детали и операция притирки вызывают вращение зерен абразива, которые внедряются как в притир, так и в деталь, срезая с ее поверхности микронеровности; при этом происходит окисление поверхностей и возникает явление их наклепа.
Существует два способа выполнения притирки. Первый состоит в том, что сопрягаемые детали притирают одну по другой. На поверхности деталей наносят абразивные материалы в виде порошков и паст. Таким образом притирают, например, клапаны к седлам, пробки к корпусам кранов. Второй способ заключается в притирке каждой из двух сопрягаемых или одной несопрягаемой детали по специальной детали — притиру, поверхность которого шаржируют абразивным материалом. Так притирают плиты, крышки, фланцы, линейки, шаблоны, калибры и т.п.
В качестве притирочных материалов используют твердые (выше твердости закаленной стали) и мягкие (ниже твердости закаленной стали) абразивные материалы (табл. 14).
К твердым относят шлифовальные порошки зернистостью 12, 10, 8, 6, 4 и микропорошки зернистостью М63…М5 из корунда, нормального электрокорунда, белого электрокорунда, легированного электрокорунда, зеленого карбида кремния, карбида бора и синтетических алмазов. Мягкими являются абразивные порошки оксида хрома, оксида железа, венской извести. Из мягких абразивных материалов (65…80 % оксида хрома) изготовляют пасты ГОИ трех сортов (табл. 15).
Таблица 14. Абразивные материалы
Таблица 15. Состав паст (%) на оксид хрома
Пасты ГОИ применяют для притирки как твердых, так и мягких металлов.
Материал притиров должен быть мягче материала обрабатываемой детали. Зерна абразивного порошка вдавливаются (шаржируются) в поверхность притира и удерживаются в нем как небольшие резцы в своеобразной оправе. Материалом для притиров служат чугун перлитной структуры, бронза, медь, стекло, фибра и твердые породы дерева.
Притирку поверхностей начинают с подготовки притира и обрабатываемых поверхностей. Притир протирают керосином, наносят на него абразивный порошок и смазочный материал или пасту со смазкой и шаржируют, катая по его поверхности стальной термообработанный валик.
Другой способ подготовки притира заключается в покрытии его слоем смазочного материала и абразивного порошка. Притирка подразделяется на предварительную (черновую) и окончательную (чистовую). Предварительную притирку плоских деталей выполняют на плите с канавками, а окончательную — на гладкой плите. Притираемую деталь круговыми движениями перемещают по всей поверхности притира (плиты), периодически добавляя смазочную жидкость. Во время притирки нужно правильно распределять нагрузку на деталь, так как могут произойти завал поверхности и изменение формы притира. Периодически притираемые поверхности проверяют лекальной линейкой. Притирку заканчивают, когда вся обрабатываемая плоская поверхность будет ровная и матовая. Притирку узких плоских и фигурных поверхностей, например шаблонов, угольников, лекальных линеек, проводят с помощью специальных направляющих брусков, кубиков, призм и т.п. Притираемую деталь прижимают к бруску и вместе их перемещают по притирочной плите.
Притирку цилиндрических и конических поверхностей выполняют в аналогичной последовательности.
Для механизации притирки применяют электрические и пневматические ручные машины с вращательным движением рабочего органа, а также специальные станки. Во всех случаях притирам или притираемым деталям сообщается сложное движение для того, чтобы следы притирки не накладывались друг на друга.
Таблица 16. Материалы для притирки клапанов и уплотняющей арматуры
Притирка подвижных конусных сопряжений осуществляется преимущественно без притира. Одной из деталей придается возвратно-вращательное движение с периодическим ее подъемом. Притирку цилиндрических деталей удобно выполнять на токарном станке. Внутренний диаметр притира-кольца регулируют специальными винтами. Притирку ведут с окружной скоростью 6…10 м/мин.
После тщательной предварительной обработки для достижения малой шероховатости в некоторых случаях осуществляют притирку алмазными пастами. Притиры при этом могут быть чугунные, стальные или медные.
Доводка — окончательная стадия притирки с получением точной формы обрабатываемых поверхностей. Достигаемая точность размеров до 0,1 мкм; поверхность зеркальная. Припуск на доводку должен составлять не более 2…5 мкм. Для предварительной и окончательной доводки применяют абразивные микропорошки и пасты. С целью получения зеркальной поверхности используют тонкую пасту ГОИ, оксид хрома или алюминиевую пудру, разведенные в бензине. Приемы доводки аналогичны приемам притирки. При доводке необходимо правильно распределять прилагаемые силы и не делать мощного нажима на деталь, выполняя движение с малой скоростью, что обеспечивает получение поверхности с малыми параметрами шероховатости.
Полирование — отделочная операция, которую выполняют с целью снижения параметра шероховатости поверхности без устранения отклонения формы. Припуск на полирование составляет не более 0,01 мм.
Процесс полирования осуществляют абразивными инструментами на мягкой основе, которая обеспечивает давление резания 0,03…0,2 МПа независимо от конфигурации обрабатываемых поверхностей. Заданные параметры шероховатости поверхностей достигаются последовательным полированием (табл. 17). В качестве абразивного инструмента при полировании применяют эластичные круги (табл. 18) и шкурки.
Обычно полирование выполняют на специальных станках, а в условиях монтажа или укрупнительной сборки применяют ручные электрошлифовальные и электросверлильные машины. На рабочую поверхность эластичного круга, вращающегося со скоростью 30…50 м/с, наносят полировальную мастику, состоящую из вяжущего вещества (смеси парафина, вазелина и керосина) и полировального порошка (оксидов алюминия, железа или хрома).
Таблица 17. Последовательность переходов при полировании
Таблица 18. Круги на эластичной связке и область их применения
Для фасонного полирования применяют шкурки из электрокорунда и карбида кремния на тканевой и бумажной основе зернистостью М8…М40 и М20…М14 для получения соответственно шероховатости Ra = 0,32…0,08 и 0,16…0,04 мкм.
Вы можете изучить и скачать доклад-презентацию на тему Клепка, пайка. Притирка и доводка. Презентация на заданную тему содержит 27 слайдов. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас - поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций в закладки!



















Клепка Клёпка процесс соединения элементов конструкций заклёпками, в результате которого образуется неразъёмное Заклёпочное соединение.
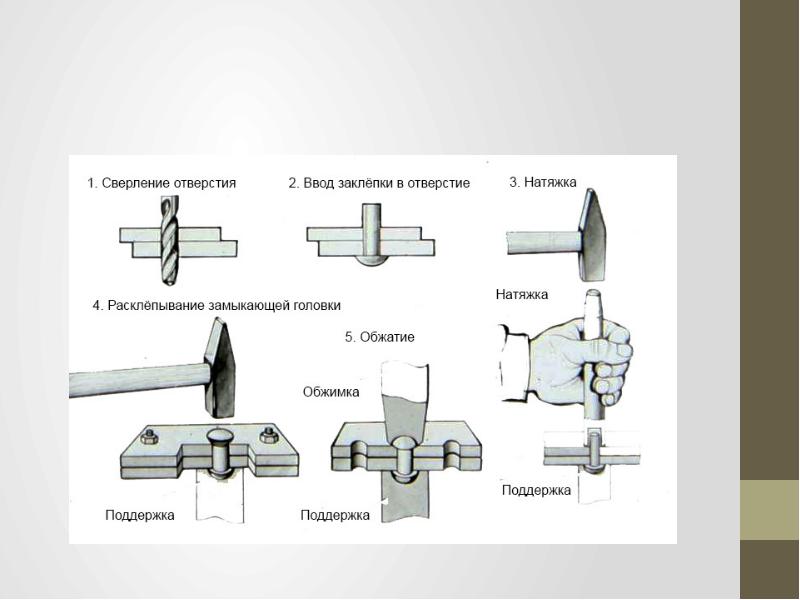
Последовательность выполнения работы 1.Сделайте чертилкой разметку в месте соединения. Накерните центры будущих отверстий на соединяемых деталях. Скрепите детали с помощью ручных тисков или струбцин и просверлите отверстия сразу в обеих деталях, после чего зенкуйте отверстия с наружных сторон пластин (деталей). Сверло подберите таким образом, чтобы его диаметр был на 0,1–0,2 мм больше диаметра стержня заклепки. 2. Подберите соответствующих размеров заклёпку и вставьте в просверленное отверстие.
3. Установите соединяемые детали головкой заклёпки на поддержку (плиту) и с помощью натяжки и молотка осадите (уплотните) соединяемые пластины. Ударами молотка по стержню заклёпки вдоль его оси осадите стержень. 4. Легкими ударами молотка по выступающей части стержня придайте ему форму замыкающей головки. Окончательно головку сформируйте с помощью обжимки. 5. Для клёпки с потайной головкой замыкающая головка формируется в раззенкованной части деталей. Все неровности устраните бархатным напильником и шлифовальной шкуркой.
Подготовка к работе 1. Надеть рабочий халат, головной убор, перчатки, защитные очки. 2. На слесарном верстаке расположить соединяемые детали и необходимые инструменты.
Техника безопасности 1.Клепка металла производится только в специальной одежде (рабочий халат или фартук, головной убор, перчатки) и защитных очках. 2. При клепке следует соблюдать общие правила техники безопасности (работать исправным инструментом, на рабочем месте не держать ничего лишнего и т. д.). 3. При регулировании пневматического инструмента нельзя пробовать молоток, придерживая обжимку руками, так как из-за большой силы удара удержать ее очень трудно, и в результате могут быть повреждены руки. Поддержку не следует сжимать в руках, ее лишь надо направлять на заклепку.
Приспособления для клёпки При расклёпывании металл упрочняется, поэтому стремятся к возможно меньшему числу ударов, Сначала несколькими ударами молотка осаживают стержень, затем боковыми ударами молотка придают полученной головке необходимую форму, после чего обжимкой окончательно оформляют замыкающую головку. Окончательное оформление замыкающей головки с помощью обжимки Обжимка Поддержка.
Под закладную головку ставят массивную поддержку. Склёпываемые листы осаживают (уплотняют) с помощью натяжки, которую устанавливают так, чтобы выступающий конец стержня вошёл в её отверстие. Ударом молотка по вершине натяжки осаживают листы, устраняя зазор между ними Натяжка поддержка Осаживание заклёпываемых листов с помощью натяжки
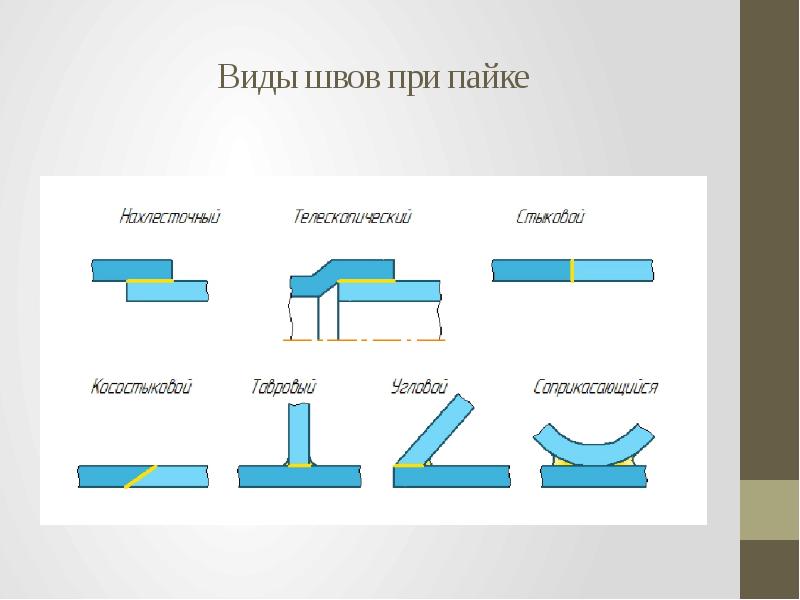
Пайка Пайкой называется соединение деталей в нагретом состоянии с помощью сравнительно легкоплавкого металла, называемого припоем.
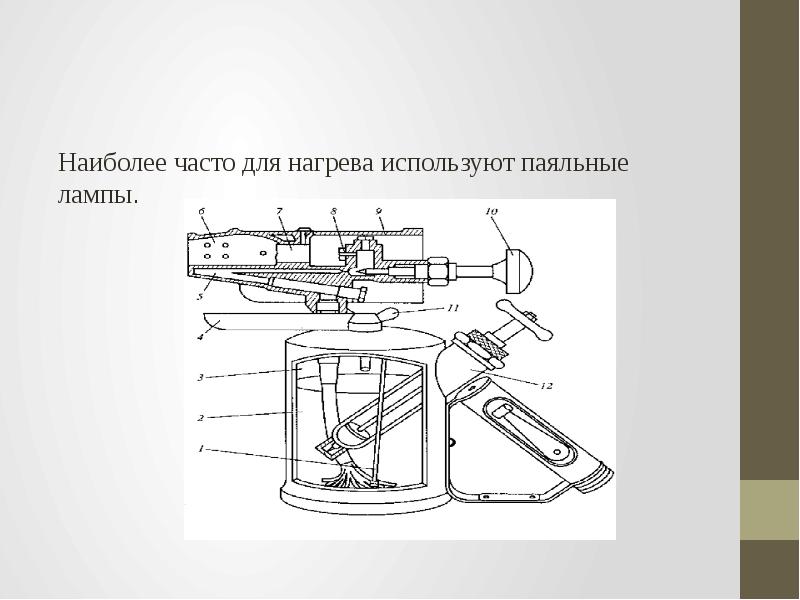
Инструменты для выполнения пайки Наиболее распространенные инструменты для выполнения пайки – паяльники периодического и непрерывного подогрева. Паяльники периодического подогрева молоткового и торцового типов изготовляют из куска высококачественной красной меди призматической клиновидной формы, закрепленного на стальном стержне с деревянной рукояткой на конце. Такой паяльник периодически подогревают от постороннего источника теплоты – горн, паяльная лампа, пламя газовой горелки и т.п.
К паяльникам непрерывного подогрева относятся электрические паяльники, позволяющие осуществлять пайку непрерывно. Они удобны в обращении, обеспечивают постоянную температуру, при работе меньше образуется вредных газов.
Приемы пайки среднеплавкими и тугоплавкими припоями Подготовка деталей для пайки тугоплавкими припоями такая же, как и для пайки легкоплавкими припоями. После очистки поверхностей и нанесения флюса (буры) в зазоры вводят припой в виде порошка, ленты, пластинки и т.п., затем скрепляют мягкой проволокой, чтобы соединяемые детали не сместились. После такой подготовки деталь осторожно вводят в зону пламени паяльной лампы, газовой горелки, горна, в индуктор установки ТВЧ и следят за процессом плавления припоя. Вначале нагрев места спая нужно вести медленно с выдержкой до 5 мин на каждом этапе.
ТЕХНИКА БЕЗОПАСНОСТИ При пайке и лужении необходимо обращать внимание на соблюдение правил техники безопасности. Все работы, связанные с выделением газа, дыма, копоти, производить под вытяжным зонтом или включенной вытяжкой вентиляции. При использовании химических веществ и кислот работать в резиновых перчатках, нарукавниках, прорезиненных фартуках и защитных очках. Соблюдать правила разведения кислот и составления различных химических препаратов. Знать приемы заливки, разжигания, ухода и использования паяльных ламп. Нагретые паяльники класть на специальные металлические подставки. При использовании электропаяльников особенно необходимо следить за состоянием электропроводки.
Притирка Притирка — это слесарная операция по удалению с поверхности обрабатываемой детали тончайшего слоя металла (до 0,02 мм) с целью получения высокого качества ее поверхности (плоскостности, прямолинейности, малой шероховатости) для обеспечения плотного (герметичного) или разъемного (подвижного) соединения.
Доводка Доводка — это чистовая отделочная операция, позволяющая с помощью притирки обрабатывать детали с высокой точностью линейных размеров (по 5… 6 квалитетам) и геометрической формы, а также с очень малой степенью шероховатости.
Подготовка поверхностей под доводку осуществляется теми же методами и с теми же требованиями, что и подготовка поверхностей под притирку. Параметры, достигаемые при доводке, также не отличаются от параметров точности и шероховатости, достигаемых при притирке.
Приспособления и инструменты Наиболее распространенным приспособлениям для выполнения доводочных операций является притирочная плита, которая, как уже говорилось выше, может быть изготовлена из различных материалов.
Для обработки деталей цилиндрической формы, совершенно не обязательно использовать специализированный притирочный станок, для этого вполне подойдет универсальное токарное или сверлильное оборудование.
Станки, которые изначально разработаны для осуществления притирки, подразделяются на оборудование общего назначения и специализированные модели.
Техника безопасности 1.Во время работы при установке в тисках различных притиров их следует надежно закреплять (круглые и тяжелые притиры при слабом закреплении могут упасть и вызвать ушибы ног работающего). Запрещается применять приставные бруски и призмы с острыми кромками, так как при перемещении их по притиру можно поранить руку. 2.При выполнении притирочных и доводочных работ необходимо: обрабатываемую поверхность очищать не рукой, а ветошью. Осторожно обращаться с пастами, так как они содержат кислоты.
Читайте также: