
Газовая сварка доклад и презентация
Обновлено: 17.05.2024
Вы можете изучить и скачать доклад-презентацию на тему Газовая сварка и резка металла. Презентация на заданную тему содержит 13 слайдов. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас - поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций в закладки!







Газовая сварка Газовой сваркой называется сварка плавлением, при которой нагрев кромок соединяемых частей и присадочного материала производится теплотой сгорания горючих газов в кислороде. Газовая сварка классифицируется по виду применяемого горючего газа: Ацетиленокислородная, Керосинокислородная, бензинокислородная, пропанобутанокислородная и др. Широкое применение получили газовые сварки ацетиленокислородная и пропанобутанокислородная.
оборудование и инвентарь для газовой сварки Для производства работ сварочные посты должны иметь следующее оборудование и инвентарь: ацетиленовый генератор или баллон с горючим газом, кислородный баллон, редукторы (кислородный и для горючего газа), сварочную горелку с набором сменных наконечников, шланги для подачи горючего газа и кислорода в горелку, сварочный стол, приспособления для сборки изделий под сварку, комплект инструментов.
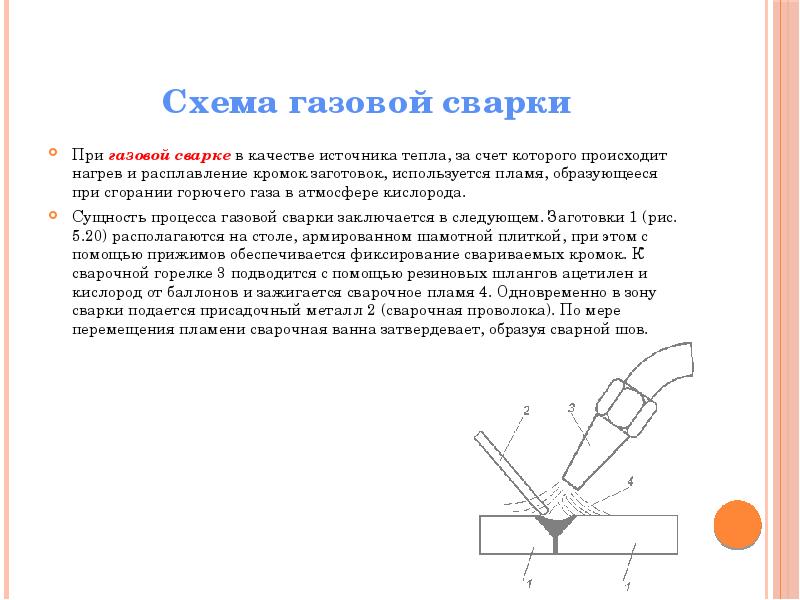
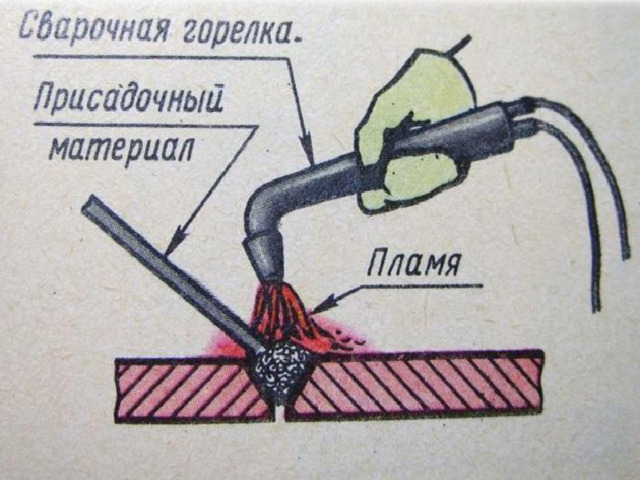
Схема газовой сварки При газовой сварке в качестве источника тепла, за счет которого происходит нагрев и расплавление кромок заготовок, используется пламя, образующееся при сгорании горючего газа в атмосфере кислорода. Сущность процесса газовой сварки заключается в следующем. Заготовки 1 (рис. 5.20) располагаются на столе, армированном шамотной плиткой, при этом с помощью прижимов обеспечивается фиксирование свариваемых кромок. К сварочной горелке 3 подводится с помощью резиновых шлангов ацетилен и кислород от баллонов и зажигается сварочное пламя 4. Одновременно в зону сварки подается присадочный металл 2 (сварочная проволока). По мере перемещения пламени сварочная ванна затвердевает, образуя сварной шов.
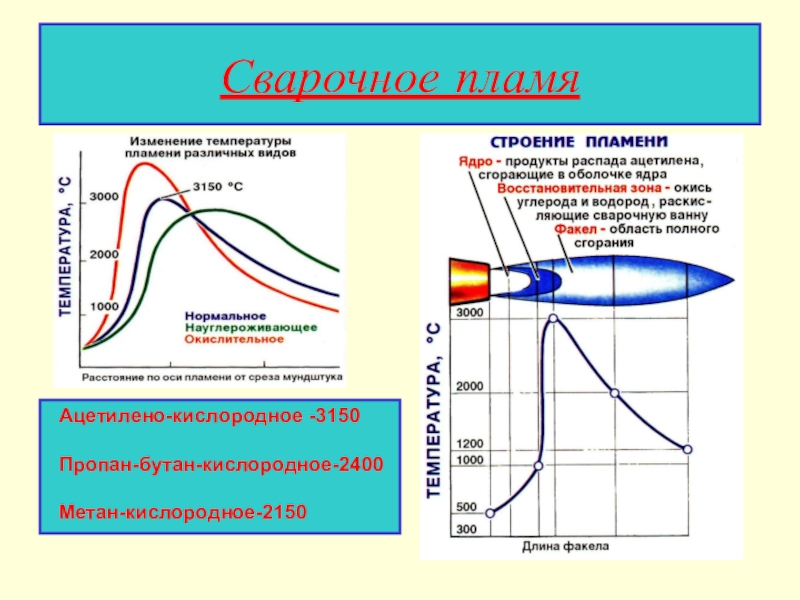
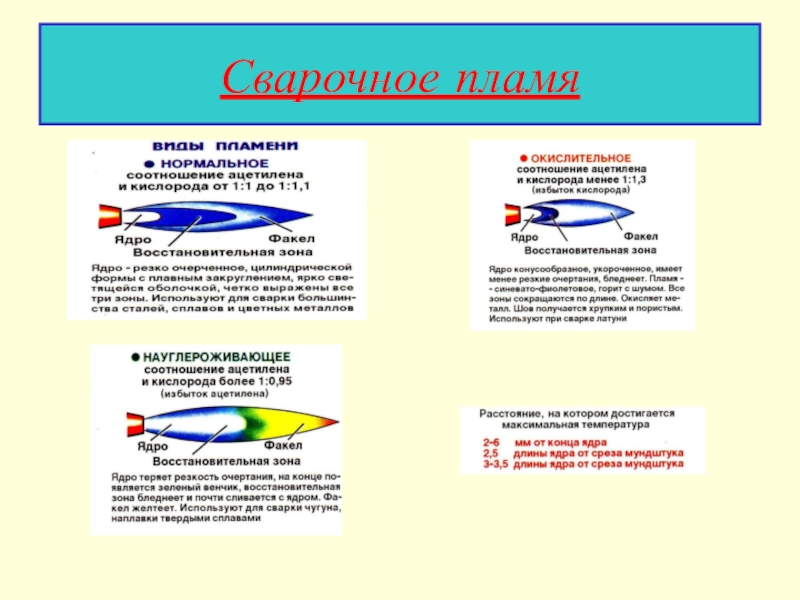
Сварочное пламя Сварочное пламя образуется при сгорании смеси горючего газа (или паров горючей жидкости) с кислородом. Свойства сварочного пламени зависят от того, какое горючее подается в горелку и при каком соотношении кислорода и горючего создается газовая смесь. Изменяя количество подаваемого в горелку кислорода и горючего газа, можно получить нормальное, окислительное или науглероживающее сварочное пламя. 1) нейтральное пламя (его называют также нормальным или восстановительным) показано на рис. 5.23, б. Оно получается при соотношении O2 : С2H2 = 1 : 1,2. Таким пламенем сваривают большинство металлов и сплавов; 2) науглероживающее пламя получается при соотношении O2 : C2H2 1,2, т. е. при избытке кислорода (рис. 5.23, в). Применяется при сварке латуней.
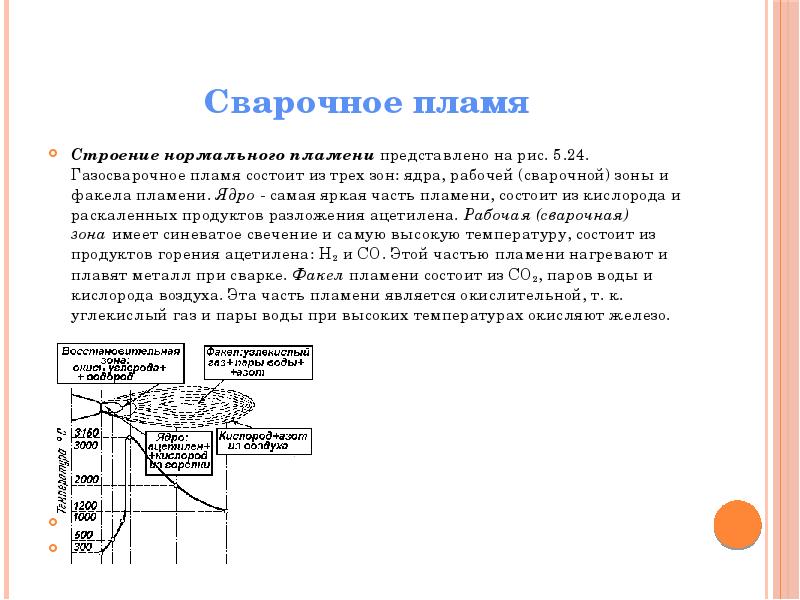
Сварочное пламя Строение нормального пламени представлено на рис. 5.24. Газосварочное пламя состоит из трех зон: ядра, рабочей (сварочной) зоны и факела пламени. Ядро - самая яркая часть пламени, состоит из кислорода и раскаленных продуктов разложения ацетилена. Рабочая (сварочная) зона имеет синеватое свечение и самую высокую температуру, состоит из продуктов горения ацетилена: Н2 и СО. Этой частью пламени нагревают и плавят металл при сварке. Факел пламени состоит из СО2, паров воды и кислорода воздуха. Эта часть пламени является окислительной, т. к. углекислый газ и пары воды при высоких температурах окисляют железо.
Способ сварки Существуют два основных способа газовой сварки: правый и левый. При толщине металла менее 3 мм применяют левую сварку, при которой горелка движется вдоль стыка справа налево. Присадочный пруток находится слева от горелки. При толщине металла больше 5 мм применяют правую сварку: горелка движется слева направо. Правый способ обеспечивает некоторую термическую обработку выполненного соединения, поэтому его предпочтительно применять для сварки закаливающихся сталей любой толщины. Угол a наклона горелки к свариваемой поверхности зависит от толщины свариваемого металла, рис. 5.25
Сущность процесса кислородной резки Кислородная резка основана на свойстве металлов и их сплавов сгорать в струе технически чистого кислорода. Резке поддаются металлы, удовлетворяющие следующим требованиям: температура плавления металла должна быть выше температуры воспламенения его в кислороде. Металл, не отвечающий этому требованию, плавится, а не сгорает. Например, низкоуглеродистая сталь имеет температуру плавления около 1500°С, а воспламеняется в кислороде при температуре 1300—1350°С. Увеличение содержания углерода в стали сопровождается понижением температуры плавления и повышением температуры воспламенения в кислороде. Поэтому резка стали с увеличением содержания углерода и примесей усложняется; образующиеся при резке шлаки должны быть достаточно текучи и легко выдуваться из разреза. Тугоплавкие и вязкие шлаки будут препятствовать процессу резки; теплопроводность металла должна быть наименьшей, так как при высокой теплопроводности теплота, сообщаемая металлу, будет интенсивно отводиться от участка резки и подогреть металл до температуры воспламенения будет трудно; Различают два вида кислородной резки — разделительную и поверхностную.
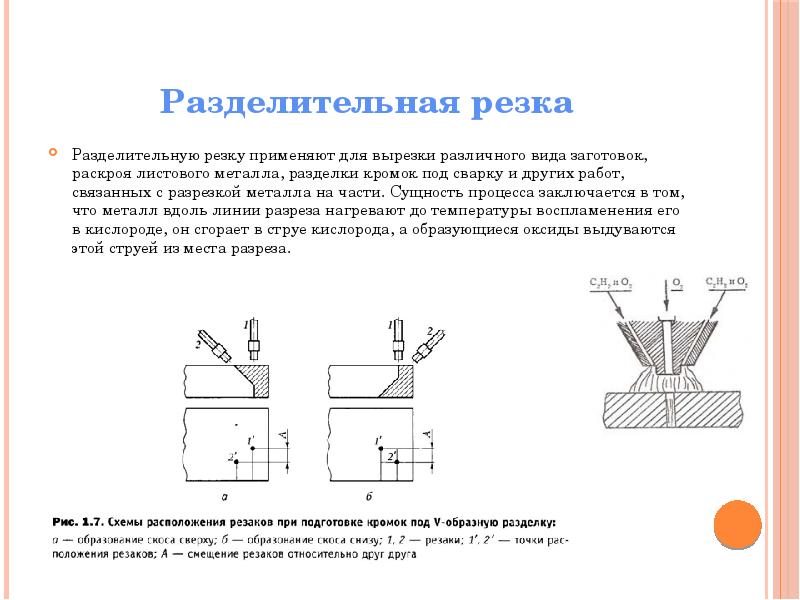
Разделительная резка Разделительную резку применяют для вырезки различного вида заготовок, раскроя листового металла, разделки кромок под сварку и других работ, связанных с разрезкой металла на части. Сущность процесса заключается в том, что металл вдоль линии разреза нагревают до температуры воспламенения его в кислороде, он сгорает в струе кислорода, а образующиеся оксиды выдуваются этой струей из места разреза.
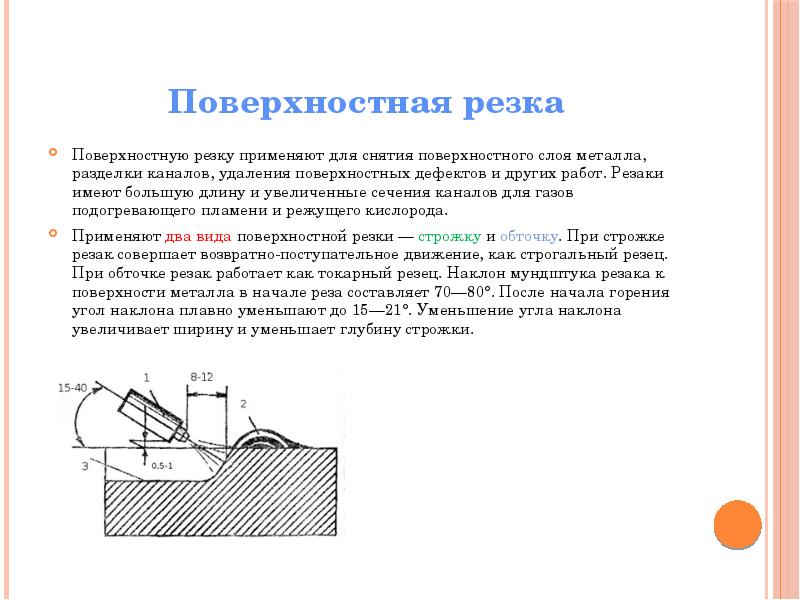
Поверхностная резка Поверхностную резку применяют для снятия поверхностного слоя металла, разделки каналов, удаления поверхностных дефектов и других работ. Резаки имеют большую длину и увеличенные сечения каналов для газов подогревающего пламени и режущего кислорода. Применяют два вида поверхностной резки — строжку и обточку. При строжке резак совершает возвратно-поступательное движение, как строгальный резец. При обточке резак работает как токарный резец. Наклон мундштука резака к поверхности металла в начале реза составляет 70—80°. После начала горения угол наклона плавно уменьшают до 15—21°. Уменьшение угла наклона увеличивает ширину и уменьшает глубину строжки.
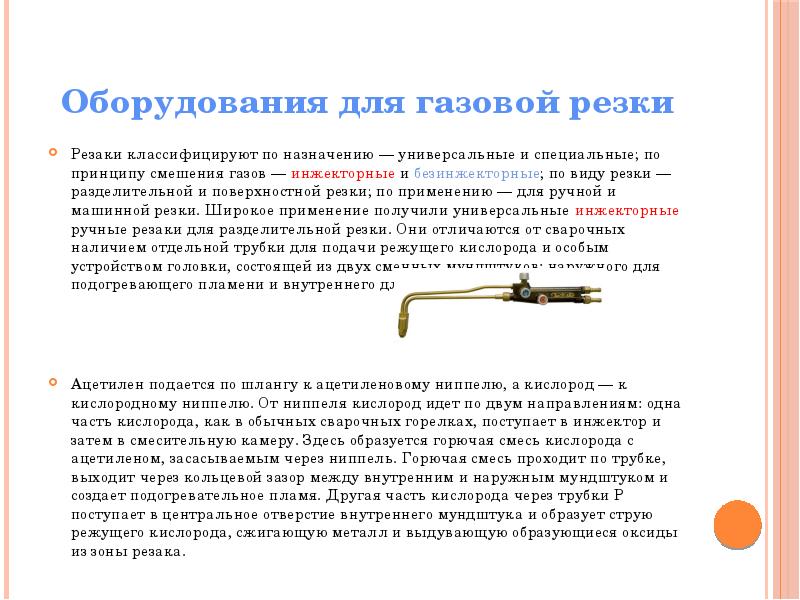
Оборудования для газовой резки Резаки классифицируют по назначению — универсальные и специальные; по принципу смешения газов — инжекторные и безинжекторные; по виду резки — разделительной и поверхностной резки; по применению — для ручной и машинной резки. Широкое применение получили универсальные инжекторные ручные резаки для разделительной резки. Они отличаются от сварочных наличием отдельной трубки для подачи режущего кислорода и особым устройством головки, состоящей из двух сменных мундштуков: наружного для подогревающего пламени и внутреннего для струи чистого кислорода. Ацетилен подается по шлангу к ацетиленовому ниппелю, а кислород — к кислородному ниппелю. От ниппеля кислород идет по двум направлениям: одна часть кислорода, как в обычных сварочных горелках, поступает в инжектор и затем в смесительную камеру. Здесь образуется горючая смесь кислорода с ацетиленом, засасываемым через ниппель. Горючая смесь проходит по трубке, выходит через кольцевой зазор между внутренним и наружным мундштуком и создает подогревательное пламя. Другая часть кислорода через трубки Р поступает в центральное отверстие внутреннего мундштука и образует струю режущего кислорода, сжигающую металл и выдувающую образующиеся оксиды из зоны резака.

Газовая сварка относится к сварке плавлением. Процесс газовой сварки состоит в нагревании кромок деталей в месте их соединения до расплавленного состояния пламенем сварочной горелки. Презентация содержит видео, которое необходимо скачать отдельно и вставить в презентацию

СУЩНОСТЬ ГАЗОВОЙ СВАРКИ
Актуализация опорных знаний :
Сварка при помощи газа — соединение металлических деталей методом расплавления. Исторически это один из первых появившихся видов сварки. Технология была разработана еще в конце XIX века. Впоследствии, с развитием технологий электрической сварки (дуговой и контактной), практическая ценность газовой несколько уменьшилась, особенно для соединения высокопрочных сталей. Но она до сих пор с успехом применяется для соединения чугунных, латунных, бронзовых деталей, для техники наплавления и во многих других случаях.

Соответственно, знание технологических особенностей, преимуществ, недостатков и областей применения является неотъемлемой частью изучения выбранной профессии. Это позволит применять полученные знания и навыки в дальнейшем получении ВЫСОКООПЛАЧИВАЕМОЙ РАБОТЫ!

Газовая сварка относится к сварке плавлением. Процесс газовой сварки состоит в нагревании кромок деталей в месте их соединения до расплавленного состояния пламенем сварочной горелки.

Для нагревания и расплавления металла используется высокотемпературное пламя, получаемое при сжигании горючего газа в смеси с технически чистым кислородом.


Зазор между кромками заполняется расплавленным металлом присадочной проволоки.


Сущность процесса.
Горючий газ из баллона или специального газового генератора поступает в сварочную горелку.
Из баллона в горелку поступает кислород.
В горелке они смешиваются в определенном соотношении и на выходе из сопла поджигаются.

Пламя расплавляет кромки свариваемого изделия, присадочный приток, а также выполняет функции защиты расплавленного металла от атмосферы.

Регулировка расхода кислорода и горючего газа осуществляется соответствующими вентилями .
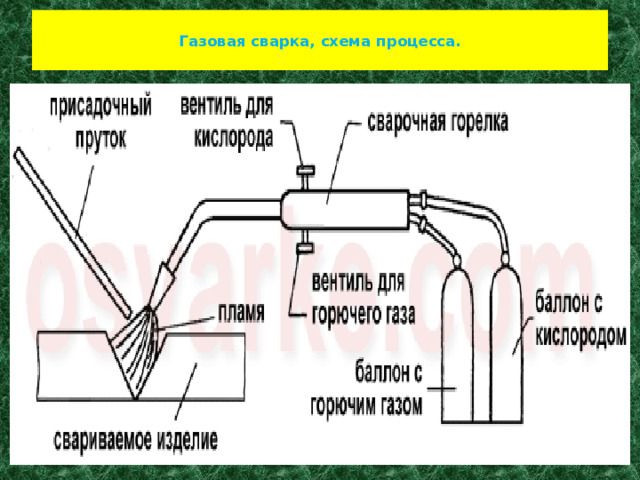
Газовая сварка, схема процесса.

Преимущества ГС:
1. Способ сварки сравнительно прост, не требует сложного и дорогого оборудования, а также источника электроэнергии. 2. Изменяя тепловую мощность пламени и его положение относительно места сварки, сварщик может в широких пределах регулировать скорость нагрева и охлаждения свариваемого металла. 3. Оборудование для газовой сварки достаточно мобильно и транспортабельно.

Недостатки ГС:
1. Низкая производительность. 2. Большая зона термического влияния, 3. Высокие требования к квалификации сварщика. 4. Стоимость горючего газа (ацетилена) и кислорода при газовой сварке выше стоимости электроэнергии. 5. Процесс газовой сварки труднее поддается механизации и автоматизации, чем процесс электрической сварки.

Применение газовой сварки:
-изготовлении и ремонте изделий из тонколистовой стали (сварке сосудов и резервуаров небольшой емкости, заварке трещин, варке заплат и пр.); -сварке трубопроводов малых и средних диаметров (до 100мм) и фасонных частей к ним; -ремонтной сварке литых изделий из чугуна, бронзы и силумина; -сварке изделий из алюминия и его сплавов, меди, латуни, свинца;

-наплавке латуни на детали из стали и чугуна; -сварке кованого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы; -низкотемпературной сварке чугуна; -при монтаже сантехнических стальных узлов; -наплавке, сварке легкоплавких металлов; -при пайке для подогрева металла и термической обработке; -очистке металла .
Презентация на тему Презентация по теме Газовая сварка, предмет презентации: Разное. Этот материал в формате pptx (PowerPoint) содержит 30 слайдов, для просмотра воспользуйтесь проигрывателем. Презентацию на заданную тему можно скачать внизу страницы, поделившись ссылкой в социальных сетях! Презентации взяты из открытого доступа или загружены их авторами, администрация сайта не отвечает за достоверность информации в них, все права принадлежат авторам презентаций и могут быть удалены по их требованию.
Слайды и текст этой презентации
Газовая сварка стали
Преподаватель ГБУ КО ПОО
Т.В.Евстафиева

ПОРЯДОК РАБОТЫ
Внешний осмотр генератора, затвора, соединений.
Заливают воду через горловину до уровня контрольной пробки
Загружают корзину карбидом кальция
Осторожно опускают корзину в генератор
Через 5-10 сек крышку герметизируют затягивая винт по часовой стрелке
В процессе образования ацетилена следят за показаниями манометра
При падении давления разряжают генератор

1.Выходной ниппель
2.Рассекатель
3.Контрольный кран
4.Корпус
5.Пробка
6.Колпачок
7.Шариковый клапан
8.Штуцер
9.Пробка
10.Тройник
11.Газоподводящая трубка
12.Вентиль
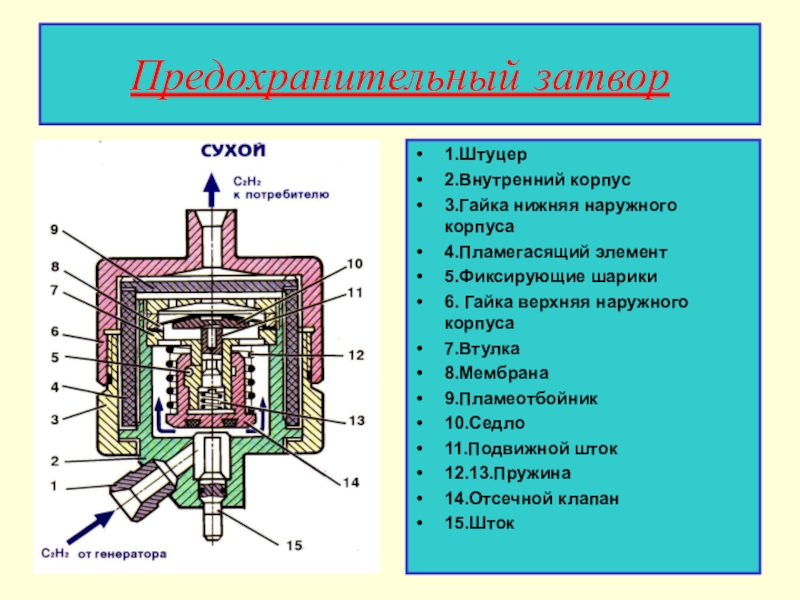
1.Штуцер
2.Внутренний корпус
3.Гайка нижняя наружного корпуса
4.Пламегасящий элемент
5.Фиксирующие шарики
6. Гайка верхняя наружного корпуса
7.Втулка
8.Мембрана
9.Пламеотбойник
10.Седло
11.Подвижной шток
12.13.Пружина
14.Отсечной клапан
15.Шток
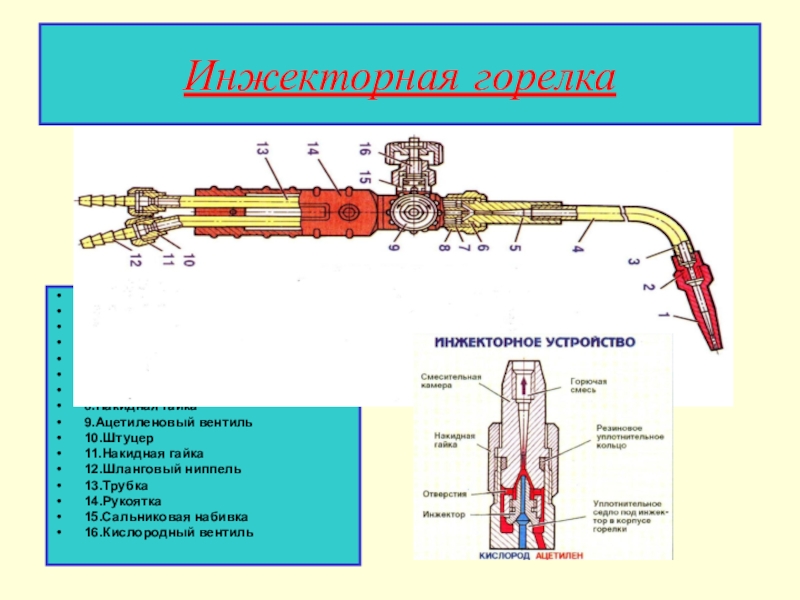
1.Муншдтук
2.Ниппель мундштука
3.Наконечник
4.Трубчатый мундштук
5.Смесительная камера
6.Резиновое кольцо
7.Инжектор
8.Накидная гайка
9.Ацетиленовый вентиль
10.Штуцер
11.Накидная гайка
12.Шланговый ниппель
13.Трубка
14.Рукоятка
15.Сальниковая набивка
16.Кислородный вентиль
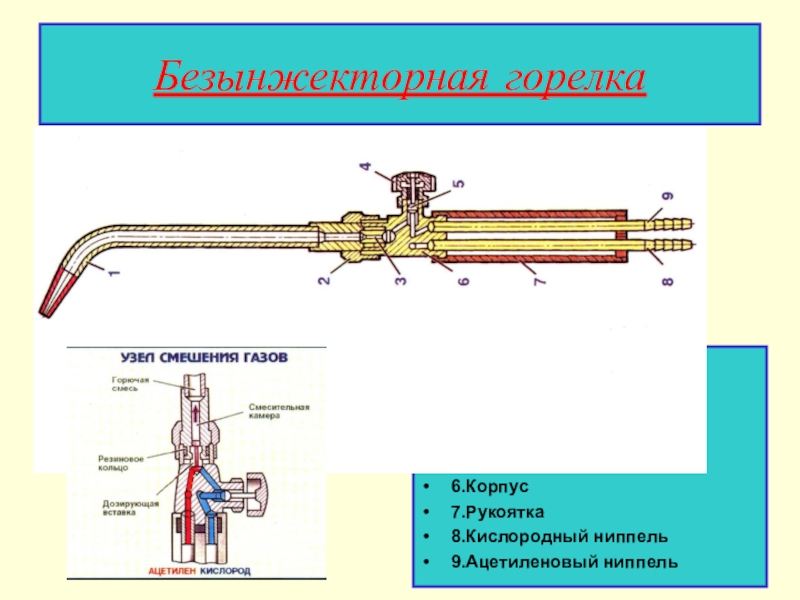
1.Наконечник
2.Накидная гайка
3.Дозирующие каналы
4.Вентиль
5.Игольчатый шпиндель
6.Корпус
7.Рукоятка
8.Кислородный ниппель
9.Ацетиленовый ниппель

Присоединение шлангов
1.Присоединить к штуцеру
горелки шланг для подачи кислорода.
2.Проверить горелку на разрежение в ацетиленовом канале.
3.Присоединить шланг для подачи ацетилена.
4.Проверить точность и надежность крепления шлангов хомутами.
5.Допускается вместо хомутов закреплять шланги не менее чем в двух местах по длине ниппеля мягкой отожженной проволокой
Проверка горелки перед работой
Перед присоединением
- шланги продуть

Проверка горелки перед работой
При отсутствии разрежения
1.Закрыть вентиль кислорода и отсоединить наконечник.
2.Вывернуть инжектор из смесительной камеры на 1\2 оборота.
3.Собрать горелку и испытать ее повторно.
4.При отсутствии разрежения снять наконечник, вывернуть из него наконечник и мундштук. Прочистить мягкой проволокой и продуть воздухом.
5.Проверить плотно ли прижат инжектор к седлу корпуса горелки, устранить неплотность.
Проверка на разрежение

Проверка горелки перед работой
Присоединять попеременно кислородный шланг к ниппелям ацетилена и кислорода.
Подать кислород под давлением 0.2-0.4 МПа.
Мундштук опустить в воду на 15-20 секунд.
На поверхности воды не должно быть пузырьков

Порядок зажигания горелки

Форма и размеры ядра при правильно отрегулированном пламени
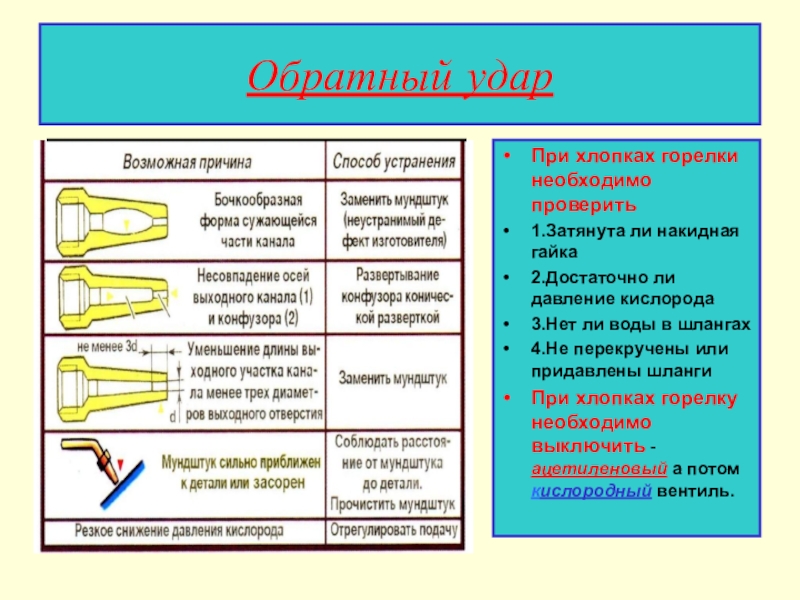
При хлопках горелки необходимо проверить
1.Затянута ли накидная гайка
2.Достаточно ли давление кислорода
3.Нет ли воды в шлангах
4.Не перекручены или придавлены шланги
При хлопках горелку необходимо выключить - ацетиленовый а потом кислородный вентиль.
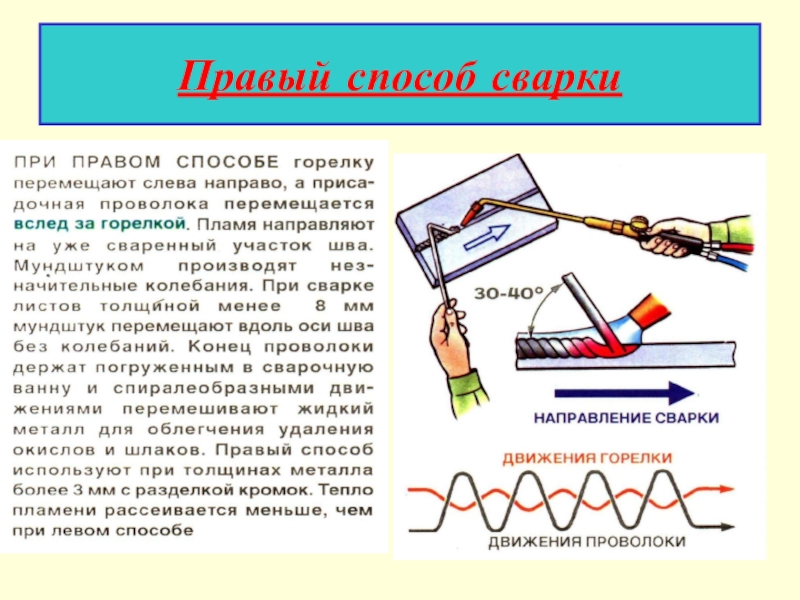
Правый способ сварки
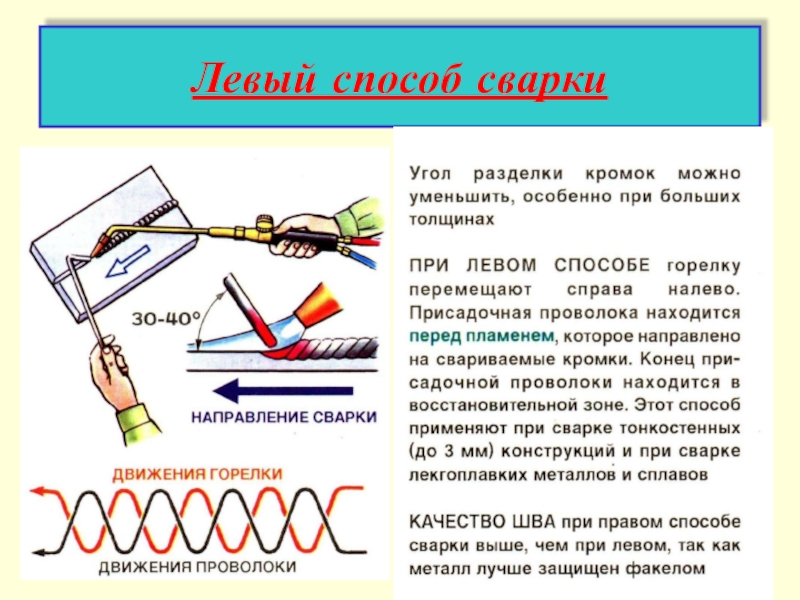
Левый способ сварки

Положение мундштука горелки
Скорость нагрева металла регулируется углом наклона мундштука.
Чем толще металл, –тем больше должен быть угол наклона.
Чем больше угол наклона, тем больше тепла пламени передается и,значит больше глубина проплавления металла
Диаграмма зависимости глубины
проплавления от угла наклона мундштука.

Пламя горелки направляют на свариваемый металл так, чтобы кромки находились в восстановительной зоне пламени на расстоянии 2-6 мм. от конца ядра пламени
Конец присадочной проволоки должен находится в восстановительной зоне пламени или в сварочной ванне
Положение мундштука горелки
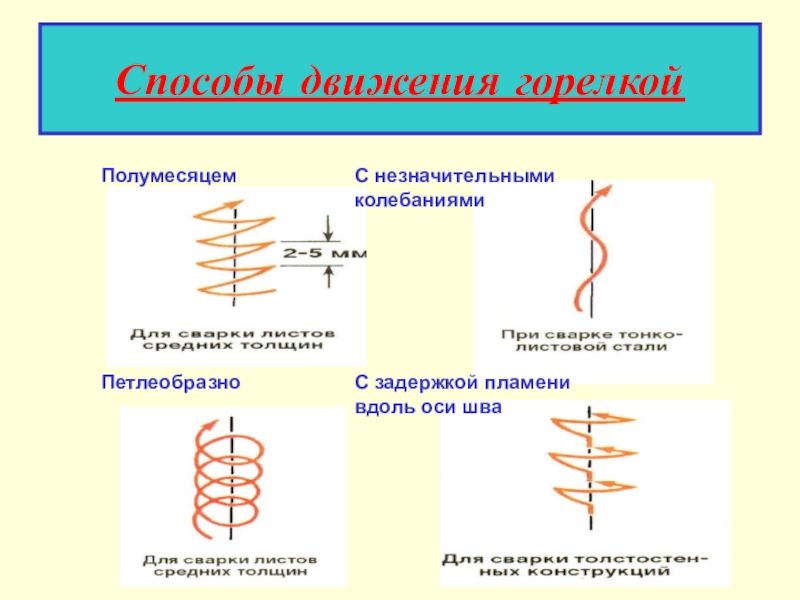
Способы движения горелкой
С незначительными колебаниями
С задержкой пламени
вдоль оси шва

Сварка в нижнем положении

Сварка в вертикальном положении
Газовую сварку сверху вниз выполняют только правым способом.
Газовую сварку снизу вверх выполняют как левым, так и правым способом.
Объем сварочной ванны мал, поэтому металл от стекания удерживают давлением газов пламени или концом присадочной проволоки погруженной в ванну.

Выполняют правым способом
Присадочную проволоку держат сверху, а мундштук горелки – снизу сварочной ванны. Ванна располагается под небольшим углом к оси шва, что удерживает металл от стекания
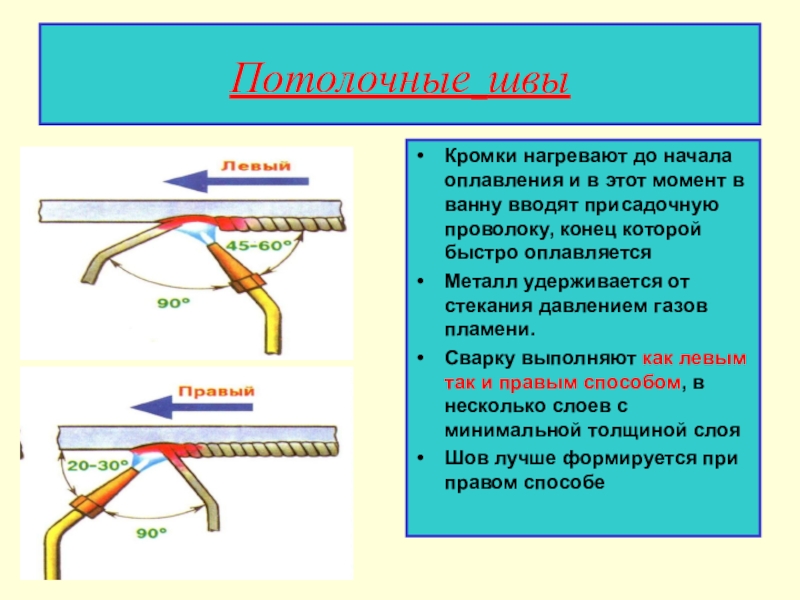
Кромки нагревают до начала оплавления и в этот момент в ванну вводят присадочную проволоку, конец которой быстро оплавляется
Металл удерживается от стекания давлением газов пламени.
Сварку выполняют как левым так и правым способом, в несколько слоев с минимальной толщиной слоя
Шов лучше формируется при правом способе
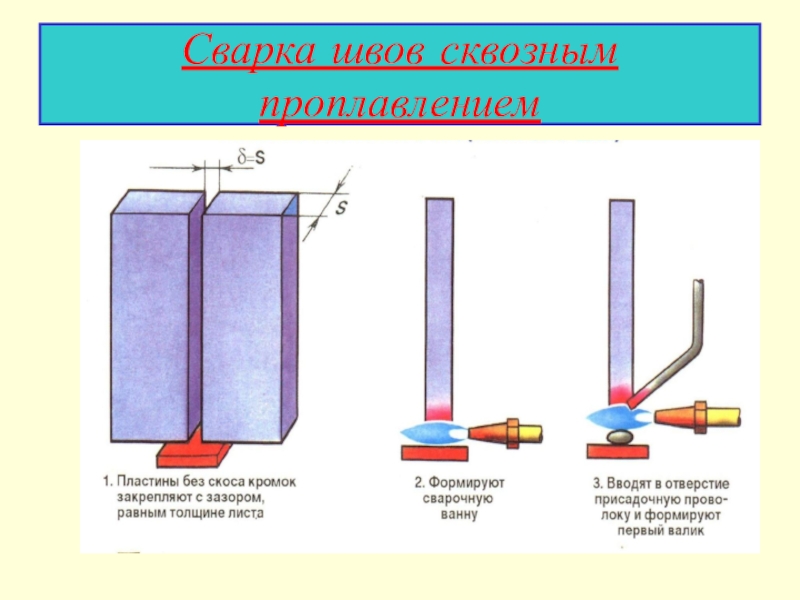
Сварка швов сквозным проплавлением

Трубы диаметром 14-48 мм с толщиной стенки до 3 мм сваривают левым способом
Сварочная ванна должна располагаться ниже верхней точки трубы
В конце шва выполняют соединение типа замок

Во время сварки одного стыка не допускаются перерывы в работе
Присадочный пруток располагают более полого к изделию
По окончанию работы пламя отводят от шва постепенно

Во время сварки одного стыка не допускаются перерывы в работе
Присадочный пруток располагают более полого к изделию
По окончанию работы пламя отводят от шва постепенно
Презентация урока позволяет изучить технику и технологию газовой сварки низкоуглеродистых сталей.Задачи урока: Изучить особенности газовой сварки низколегированных сталей сварки Актуализировать знания о способах газовой сварки Сформировать знания о сварочных материалах для газовой сварки низкоуглеродистых сталей Сформировать умение выбора режимов газовой сварки низкоуглеродистых сталейпрезентация на тему : "Газовая сварка низкоуглеродистых сталей" по ПМ 02 для профессии "Сварщик"
Презентация на тему: Газовая сварка низкоуглеродистых сталей
Презентация на тему: Газовая сварка низкоуглеродистых сталей
Презентация на тему: Газовая сварка низкоуглеродистых сталей
Задачи урока Изучить особенности газовой сварки низколегированных сталей сварки Актуализировать знания о способах газовой сварки Сформировать знания о сварочных материалах для газовой сварки низкоуглеродистых сталей Сформировать умение выбора режимов газовой сварки низкоуглеродистых сталей
Презентация на тему: Газовая сварка низкоуглеродистых сталей
Низуглеродистые строительные стали Ст2; 15 ГС Свариваются хорошо Содержание углерода не превышает 0,25 % Применяются для изготовления строительных конструкций
Презентация на тему: Газовая сварка низкоуглеродистых сталей
Презентация на тему: Газовая сварка низкоуглеродистых сталей
Презентация на тему: Газовая сварка низкоуглеродистых сталей
Презентация на тему: Газовая сварка низкоуглеродистых сталей
Презентация на тему: Газовая сварка низкоуглеродистых сталей
Эталон выполнения задания Диаметр присадочной проволоки; Вид пламени Мощность газового пламени; Угол наклона горелки; Угол наклона присадочной проволоки; Скорость сварки и др.
Презентация на тему: Газовая сварка низкоуглеродистых сталей
Выбор режимов сварки Практическое задание: Обсудить в микрогруппах от чего зависит выбор: диаметра и марки присадочной проволоки; вида и мощности газового пламени; угла наклона горелки и проволоки; скорости сварки
Читайте также: