
Доклад на тему соединение деталей
Обновлено: 05.07.2024
Любые машины, их узлы и агрегаты состоят из множества различных отдельных деталей. Все эти детали определенным образом взаимодействуют между собой, составляя единый целый функционирующий механизм. Взаимодействие это определяет виды соединения деталей. Соединения могут быть как разъемными, так и неразъемными.
Разъемные соединения
Разъемные соединения – это те, при помощи которых возможно, как правило, неоднократно произвести сборку и разборку узлов механизма. Примеры разъемных соединений – это резьбовые, шплинтовые, штифтовые, зубчатые и пр. В свою очередь, они могут быть как подвижными, так и неподвижными.
Разъемные соединения получили широкое применение там, где необходима периодическая замена одной детали на другую в связи с регламентным обслуживанием или ремонтом механизма, смены какого-либо рабочего элемента машины (приспособление, инструмент), для постоянной или временной фиксации детали, периодическим взаимодействием деталей механизмов друг на друга в процессе их работы и т.д. Такие соединения образуются при помощи крепежных резьбовых элементов (болты, резьбовые шпильки, различные гайки, винты), ходовых винтов (червячных, шнековых), шлицов (зубьев) сопрягаемых деталей, шпонок, штифтов, шплинтов, клиньев, а также комбинацией нескольких таких элементов. Возможно разъемное соединение способом сочленения специальных выступов на скрепляемых деталях.
Резьбовое соединение – самое распространенное из разъемных соединений. Широко применяется оно из-за простоты и легкости монтажа и демонтажа, а также относительно низкой стоимости изготовления крепежных элементов. Резьба представляет собой ряд равномерно расположенных друг от друга выступов постоянного сечения различной формы, образованных на боковой поверхности прямого кругового стержня или конуса. Она бывает метрической (наиболее используемая в крепеже) и дюймовой (применяется в трубных соединениях). Также по различным признакам резьба может классифицироваться как цилиндрическая и коническая, трапецеидальная, круглая, упорная, ходовая, одно- и многозаходная. Могут изготавливаться нестандартные и специальные резьбы.
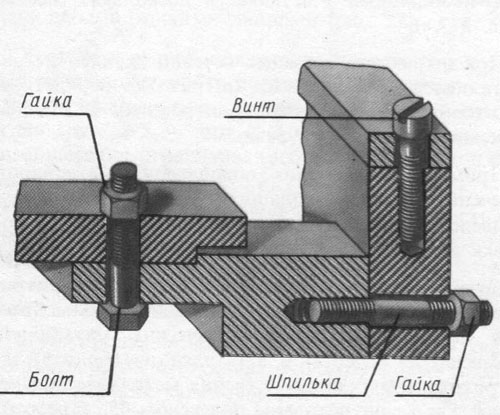
Рис. Резьбовое соединение.
Соединения при помощи ходовых винтов используется там, где необходимо преобразование вращательного движения в поступательное для перемещения суппортов, кареток, фартуков и других механизмов.
Зубчатое соединение представляет собой скрепление деталей при помощи шлицов-зубьев, по сути это многошпоночное соединение, где шпонки составляют монолитное целое с деталью, например, валом, и расположены вдоль ее продольной оси. Такие соединения используются в коровках передач, в карданных валах, в узлах, где происходит перемещение вдоль осей валов.

Рис. Зубчатое соединение.
Шпоночное соединение используется для фиксации одной вращающейся ведомой детали на другой – ведущей. Так при помощи шпонки крепится колесо, шкив на валу для передачи крутящего момента. Для белее точной фиксации вместо шпонок используется штифтовое соединение.
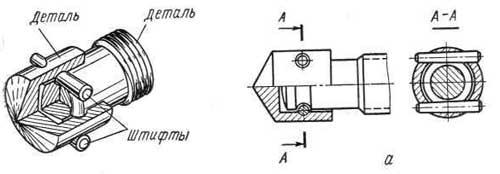
Рис. Штифтовое соединение
Шплинты применяются в основном для стопорения прорезных и корончатых гаек.
Рис. Шплинтовое соединение
Неразъемные соединения
Неразъемные соединения – это те, разборка которых невозможна без механических воздействий, разрушающих и/или повреждающих сопрягаемые детали. Образовываться такие соединения могут при помощи сварки, пайки, склепки и даже склеивания деталей между собой.
Для неразъемного соединения применяют методы:
- сварки,
- склепки,
- склейки,
- опрессовки,
- развальцовки,
- посадки с натягом,
- сшивания,
- кернения.
Такие соединения имеют место там, где оно работает весь срок службы машины, механизма, агрегата или узла, и требуется неподвижная фиксация деталей относительно друг друга.
Сварка представляет собой соединение, в процессе которого разогреваются детали, изготовленные из различных материалов (сталь, пластмасса, стекло), до состояния частичной или полной пластичности в местах их скрепления.

В отличии от сварки при соединении пайкой детали не прогреваются до пластического или расплавленного состояния, а роль скрепляющего элемента играет расплавленный припой из материалов, имеющих существенно более низкую температуру плавления, чем сопрягаемые элементы.

В клеевых швах вместо припоя используются различные клеевые составы.
Соединения при помощи клепки хорошо выдерживают вибрационные и температурные нагрузки, устойчивы к коррозии. Склепываются также трудносвариваемые материалы и материалы, различные по своему химическому составу. Такое соединение образуется при помощи заклепок с коническими, сферическими или коническо-сферическими головками. Существуют также комбинированные вытяжные заклепки, увеличивающие быстроту монтажа.

Рис. Соединение при помощи клепки
Опрессовка позволяет армировать изделия, выполняя изолирующие функции от коррозионного воздействия.

Кернение и вальцовка осуществляются за счет деформации деталей в месте соединения.
Посадка с натягом производится при определенных терморежимах с определенными допусками изготовленных деталей.
Виды соединений: Любые машины, их узлы и агрегаты состоят из множества различных отдельных деталей. Все эти детали определенным образом взаимодействуют между собой, составляя единый целый функционирующий механизм.
А знаете ли вы, что… : Как правильно забить гвозди
Виды гвоздей: Существует большое разнообразие гвоздей, которые могут использоваться с различными материалами и имеют отличительные особенности.
Примеры установки болтов в фундамент: Примеры применения фундаментных болтов
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам
Соединение металлических деталей
Саморезы по металлу обеспечивают очень надежное крепление разных конструкций к металлическому профилю. Надежность крепления обеспечивается прочностью материала, из которого саморезы производятся.
Преимущества саморезов по металлу
Как правило, самрезы изготавливают из нержавейки и потому они считаются самым долговечным крепежным изделием, при очевидной простоте использования.
Простота использования саморезов заключается в том, что их применение не требует предварительного высверливания отверстия. Об этом говорит и само название крепежа. В процессе работы саморез сам высверливает необходимое углубление.
Кончики всех саморезов по металлу оснащены специальными сверлами, и если изделие выполнено в соответствии со всеми установленными требованиями качества, то повреждение сверлом металлической поверхности полностью исключено.


С виду напоминает обыкновенный болт, но отличается следующими признаками:
- нечастая винтовая резьба;
- незначительно заострённый конец.
Все работы с такими крепёжными элементами осуществляются ключами на 17, 13 и 10 мм. Понятно, что шляпка длинного и утолщённого винта будет размером в 17,0 мм, а у самого короткого 10,0 миллиметров.
Саморезы по металлу, снабжённые сверловым концом
Отличительными признаками таких винтов от предыдущего варианта являются:
- шляпка преимущественно конусообразная или пресс-шайба.

Предварительного создания отверстия не требуется. Сверловой конец расщепляет (разрывает) и выдавливает металл, проделывая себе проход, одновременно вкручивается в подлежащее основание. Особая форма шляпки плотно закрепляет соединение.
Винты-саморезы, снабжённые пресс-шайбой
Характерной расцветки не имеют, чаще встречаются блестящие серебристые варианты.

Саморезы для кровли
Кровельные саморезы характеризуются такими особенностями:
- наличие резиновой шайбы.
Шестигранник головки, в зависимости от размера винта, бывает двух вариантов – на 10,00 и 8,00 мм. Резиновая шайба выполняет двойную роль:
- хорошая прокладка-изолятор, препятствующая затеканию влаги под шляпку во входное отверстие в покрытии;
- дополнительный эластичный уплотнитель соединения.
Саморезы для кровли производятся в любом цветовом исполнении (под существующие расцветки кровельных материалов) и различной длины от 19,0 до 100,0 мм.
Большое влияние на прочность оказывает термическая обработка. Производство болтов из проволоки выполняется на горячевысадочных аппаратах. Стадии термообработки включены в технологический процесс и тоже происходят автоматически. После термообработки наносится защитное покрытие. Наиболее употребительно оцинкование погружением. Оно дает качественное и дешевое покрытие, Сохранность защитного слоя зависит от механических нагрузок на болт. Во влажной среде рекомендуется применять нержавеющий крепеж.
Гайки имеют точно такие же классы прочности, что и болты. При выполнении крепежа класс прочности гайки должен соответствовать болту. Тогда достигается максимальная прочность всего соединения.
Классификация болтов по назначению
• Машиностроительные. (рис.1. 1) Преимущественно, применяются для соединения стальных и чугунных деталей в различных машинах. Машиностроительные болты должны обладать классом прочности не менее 8. Разнообразные детали машин требуют применения болтов всех типоразмеров болтов.
• Мебельные. (рис.1. 2) Применяются для соединения деталей мебели. Класс прочности – 3,6 – 8,8. Этот же вид болтов широко используется для сборки строительных конструкций из дерева: стропила, каркасные дома, корпусная мебель. Мебельные болты имеют более низкую стоимость, чем машиностроительные, за счет уменьшения числа технологических операций при изготовлении. Их можно применять в любых неответственных соединениях.
• Дорожные. (рис.1. 3) Основное назначение – сборка элементов металлических дорожных ограждений. Класс прочности таких болтов – от 3,8 до 10. Дорожные болты, предназначенные для соединения листовых конструкций, (специальный профиль для ограждения дороги) имеют большую толщину и малую длину. При такой конфигурации класс прочности может быть низким. Более высокопрочные дорожные болты предназначены для сборки сложных металлоконструкций.
• Лемешные. (рис.1. 4) Предназначаются для крепления навесного оборудования в сельскохозяйственных машинах. Нужны они относительно редко, поэтому не выпускаются в большом количестве. Класс прочности 3,6 – 4,8.

Классификация болтов по форме
С потайной головкой (рис.1. 5), завинчиваются с помощью отверток различного профиля.
• С полукруглой головкой (рис.1. 6), завинчиваются тоже с помощью отверток.
• Рым-болты (рис.1. 7), головка с отверстием, завинчиваются с помощью рычага.
• С фланцем (рис.1. 8), под шляпкой болта имеется фланец гладкий или с зубчиками.
• Анкерные (рис.1. 9), головка обычно шестигранная, но металлическая гайка сделана в виде распорного дюбеля.
• Откидные(рис.1. 10), головка с проушиной. От рым-болтов отличаются более узкой проушиной.
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
РАЗЪЕМНЫЕ И НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ
Все существующие соединения деталей можно разделить на разъемные и неразъемные.
Разборка неразъемных соединений может быть осуществлена только такими средствами, которые приводят к частичному разрушению деталей, входящих в соединение.
К неразъемным соединениям относятся: клепаные, сварные, полученные пайкой, склеиванием, сшиванием, а также соединения, полученные путем запрессовки деталей с натягом. На чертежах используют условные изображения швов сварных соединений по ГОСТ 2.312—73 и соединений, получаемых клепкой, пайкой, склеиванием, сшиванием и т. д., по ГОСТ 2.313—82 (СТ СЭВ 138—81).
Разъемное соединение позволяет многократно выполнять его разборку и последующую сборку, при этом целостность деталей, входящих в соединение, не нарушается.
К неразъемным соединениям относятся: резьбовые соединения с помощью штифтов, клиньев и шпонок, а также зубчатые (шлицевые) соединения.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Помимо резьбовых соединений, осуществляемых при помощи стандартных крепежных деталей (болтов, шпилек и винтов), находят широкое применение резьбовые соединения, в которых резьба выполняется непосредственно на деталях, входящих в соединение. Это соединение получается навинчиванием одной детали на другую.

На рис. 379 представлено соединение трубы 1 со штуцером 2, осуществляемое при помощи накидной гайки 3 и втулки 4, прижимающей коническую развальцованную часть трубы к штуцеру.
СОЕДИНЕНИЕ КЛИНОМ
Соединение клином применяется в случаях необходимости быстрой разборки и сборки соединяемых деталей машин, а также для стягивания деталей с регулированием соответствующих зазоров между ними.

Изображенное на рис. 380 соединение клином служит для стягивания и регулирования зазоров вкладыша головки шатуна в его корпусе. Клин 1 совместно с пластиной 3 плотно вставляется в пазы корпуса и стяжного хомута 5 и затем закрепляется там при помощи упорного винта 2 с квадратной головкой. Для предупреждения самоотвинчивания винта ставится контргайка 4.
Клин 1, выполненный из стали, представляет собой брусок, имеющий с одной стороны скос с определенным уклоном. По краям и торцам клин скругляется.
СОЕДИНЕНИЕ С ПРИМЕНЕНИЕМ ШТИФТОВ
Одним из видов разъемного соединения деталей является соединение их с помощью штифтов. По форме штифты разделяются на цилиндрические и конические (рис. 381), имеются штифты и другой формы. Применяются штифты для взаимной установки деталей (установочные штифты), а также в качестве соединительных и предохранительных деталей.

Цилиндрические штифты выполняются по ГОСТ 3128—70 (СТ СЭВ 238—75, СТ СЭВ 239—75).
Размеры и параметры конических штифтов устанавливает ГОСТ 3129—70 (СТ СЭВ 238—75, СТ СЭВ 240—75).
Конические штифты выполняются с конусностью 1:50.
ШПОНОЧНОЕ СОЕДИНЕНИЕ
Шпоночное соединение бывает двух видов: неподвижное и подвижное. Наиболее распространено неподвижное соединение шпонками валов с насаженными на них деталями, например, маховиками, шкивами, зубчатыми колесами, муфтами, звездочками цепных передач, кулачками. Эти соединения просты по выполнению, компактны, легко разбираются и собираются.

В таком соединении часть шпонки входит в паз вала, а часть — в паз ступицы колеса (рис. 382).
Форма и размеры шпонок стандартизованы и зависят от диаметра вала и условий эксплуатации соединяемых деталей. Большинство стандартных шпонок представляют собой деталь призматической, сегментной или клиновидной формы с прямоугольным поперечным сечением. Шпонки в продольном разрезе показываются нерассеченными независимо от их формы и размеров
Наибольшее распространение имеют призматические шпонки (рис. 383, а), которые, располагаясь в пазу вала, несколько выступают из него и входят в паз, выполненный во втулке (ступице) детали, соединяемой с валом. Передача вращения от вала к втулке (или наоборот) производится рабочими боковыми гранями шпонки.
После сборки шпоночного соединения (рис. 383, а) между пазом втулки и верхней гранью шпонки должен быть небольшой зазор; размеры пазов на валу и во втул А выбирают по ГОСТ 23360—78 (СТ СЭВ 189— 79).

Призматические шпонки по ГОСТ 23360—78 изготовляют в трех исполнениях (рис. 384).
Размеры сечений призматических шпонок и соответствующих им пазов определяются диаметром вала, на котором устанавливается шпонка (табл. 37). Например, шпонка для вала диаметром d=45 мм должна иметь ширину сечения 6=14 мм и высоту 9 мм. Размеры пазов для выбранной шпонки (см. табл. 37) характеризуются величинами t1=5,5 мм — для вала и t2= 3,8 мм — для втулки (см. рис. 384). На чертеже вала обычно наносят размер а на чертеже втулки колеса всегда d+t2 (см. рис. 384). Необходимая длина шпонки в зависимости от условий работы и действующих на шпоночное соединение сил выбирается по ГОСТ 23360—78.


Условное обозначение шпонки исполнения 1 с вышеуказанными размерами (b= 18, h = 11 и l=65 мм) имеет вид: Шпонка 18x11x65
При тех же размерах шпонка исполнения 2 имеет условное обозначение: Шпонка 2—8x7x45
Сегментные шпонки применяются для соединения с валом деталей, имеющих сравнительно короткие втулки (рис. 383, б). Размеры сегментных шпонок и пазов устанавливает ГОСТ 24071—80 (СТ СЭВ 647—77). Условное обозначение сегментной шпонки толщиной b=6 мм и высотой h=13 мм:
Шпонка 6x13 ГОСТ24071—80.
Значительно реже применяются клиновые шпонки, ГОСТ 24068—80 (СТ СЭВ 645—77) (см. рис. 383, г).
Условное обозначение: Шпонка 2—8x7x45
ЗУБЧАТОЕ (ШЛИЦЕВОЕ) СОЕДИНЕНИЕ

Зубчатое, или шлицевое, соединение какой-либо детали с валом образуется выступами, имеющимися на валу, и впадинами такого же профиля во втулке или ступице (рис. 385, а). Это соединение аналогично шпоночному, но так как выступов несколько, то это соединение по сравнению со шпоночным имеет значительное преимущество. Оно способно передавать большие крутящие моменты, легко осуществлять общее центрирование втулки и вала и их осевое перемещение. Поэтому его применяют в ответственных конструкциях машиностроения.

По форме поперечного сечения выступов зубчатые соединения делятся на: соединения прямобочного профиля — ГОСТ 1139—80 (СТ СЭВ 187—75, СТ СЭВ 188—75), (рис. 386, а) и эвольвентного профиля — ГОСТ 6033—80 (СТ СЭВ 259—76, СТ СЭВ 268—76, СТ СЭВ 269—76, СТ СЭВ 517—77) (рис. 386, б).

На рис. 387 представлены примеры условных изображений шлицевых соединений на чертежах. Эти условности преследуют цель сделать чертеж более простым, наглядным и легко выполнимым.
В машиностроении широко применяются зубчатые соединения прямобочного профиля, выполняемые по ГОСТ 1139—80, который устанавливает размеры элементов соединения, их предельные отклонения и условные обозначения.
Соединения прямобочного профиля характеризуются числом зубьев z, диаметрами d и D, шириной зуба b. ГОСТ 1139—80 предусматривает различные сочетания z, d и D, каждому из которых соответствует определенное значение b. Эти сочетания образуют три серии: легкую, среднюю и тяжелую.
Центрирование втулки (ступицы) на валу может осуществляться:
а) по окружности диаметра D (наиболее технологичное) (рис. 388, а), зазор по диаметру ;
б) по окружности диаметра d (рис. 388, б), зазор по диаметру D;
в) по размеру b (по боковым сторонам зубьев) (рис. 388, в), зазоры по диаметрам d и D.
В общем случае условное обозначение шлицевых валов, отверстий и их соединений содержит: поверхность центрирования (d, D или число зубьев, внутренний диаметр, наружный диаметр, ширину зуба, посадки.

Пример условного обозначения втулки с числом зубьев z=8, внутренним диаметром 36 мм, наружным диаметром D=40 мм, шириной зубьев b=1 мм с центрированием по внутреннему диаметру, с посадками по диаметру центрирования — H7, по диаметру D — Н12:

ГОСТ 2.409—74 (СТ СЭВ 650—77) устанавливает условные изображения зубчатых (шлицевых) валов, отверстий и их соединений, а также правила выполнения элементов соединений на чертежах зубчатых валов и отверстий.
Окружности и образующие поверхностей впадин на изображениях зубчатого вала и отверстия показывают сплошными тонкими линиями (см. рис. 387, а), при этом сплошная тонкая линия поверхности впадин на проекции вала на плоскость, параллельную его оси, должна пересекать линию границы фаски. На разрезах образующие поверхности впадин и отверстия показывают сплошными основными линиями (см. рис. 387).
На продольных разрезах и сечениях зубья валов и впадины отверстия ступиц совмещают с плоскостью чертежа, при этом зубья показывают нерассеченными, а образующие, соответствующие диаметрам и D, показывают сплошными толстыми линиями (см. рис. 387, а и б).
На проекциях вала, перпендикулярных его оси, а также в поперечных разрезах и сечениях окружности впадин показывают сплошными тонкими линиями.
Делительные окружности и образующие делительных поверхностей показывают штрихпунктирной тонкой линией.
На изображениях перпендикулярных оси вала или отверстия изображают профиль одного зуба и двух впадин. Сплошной толстой — основной линией проводятся окружности, соответствующие диаметру D (для вала) и диаметру d (для отверстия ступицы). Сплошной тонкой линией проводятся окружности, соответствующие диаметру d (для вала) и диаметру D (для отверстия).
На рабочих чертежах зубчатых валов указывают длину зубьев полного профиля l1 до сбега (рис. 389, а), а на полке линии-выноски, заканчивающейся стрелкой, условное обозначение соединения.
Допускается указывать полную длину зубьев наибольший радиус инструмента (фрезы) Rmax и длину сбега l2. Остальные размеры назначаются конструктивно.

На рис. 390 показаны примеры условного изображения шлицевых соединений прямобочного профиля.
СВАРНЫЕ СОЕДИНЕНИЯ
Сварные соединения широко применяются в технике, особенно в машиностроении.

При помощи сварки соединяются детали машин, металлоконструкции мостов и т. п.
На рис. 391 показано соединение деталей, выполненное при помощи сварки. На чертеже при изображении разреза сварной конструкции свариваемые детали должны быть заштрихованы тонкими линиями в разных направлениях (рис. 391, б).
Заклепочное соединение применяется в соединениях деталей из металлов, в основом плохо поддающихся сварке, при соединениях металлических изделий с неметаллическими. Эти соединения применяются в конструкциях, работающих под действием ударных и вибрационных нагрузок. Например, при изготовлении металлоконструкций мостов кроме сварного соединения в некоторых случаях применяют заклепочное соединение (рис. 392).

Заклепка представляет собой стержень круглого сечения, имеющий с одного конца головку, форма головки бывает различной.
На рис. 393, а показано соединение двух деталей при помощи заклепок с полукруглой (сферической) головкой. В соединяемых деталях выполняются отверстия, диаметр которых несколько больше диаметра непоставленной заклепки.. Заклепка вставляется в отверстия в деталях, и ее свободный конец расклепывается обжимками клепального молотка или машины. Длина стержня заклепки L выбирается так, чтобы выступающая из детали часть была достаточной для придания ей в процессе расклепки необходимой формы. При расклепке происходит осаживание стержня, который заполняет отверстия, выполненные в соединяемых деталях. В зависимости от диаметра заклепки она расклепывается в холодном или предварительно нагретом состоянии. Заклепки со сплошным стержнем в продольном разрезе изображаются нерассеченными (рис. 393, б и в). Заклепочные швы выполняются внахлестку (рис. 393, б) или встык с накладками (рис. 393,в).

По расположению заклепок в соединениях различают однорядные (рис. 393, б) и многорядные (рис. 393, в) заклепочные швы. Расположение заклепок в рядах может быть шахматное и параллельное.
Шагом размещения заклепок называется расстояние между осями двух соседних заклепок, измеренное параллельно кромке шва (рис. 393, в).
Заклепки нормальной точности с полукруглой (сферической) головкой, получившие широкое распространение, выполняются по ГОСТ 10299—80 (СТ СЭВ 1019—78).
Условное обозначение заклепки диаметра стержня d=6 мм и длиной L= 24 мм: Заклепка 6x24 ГОСТ 10299—80
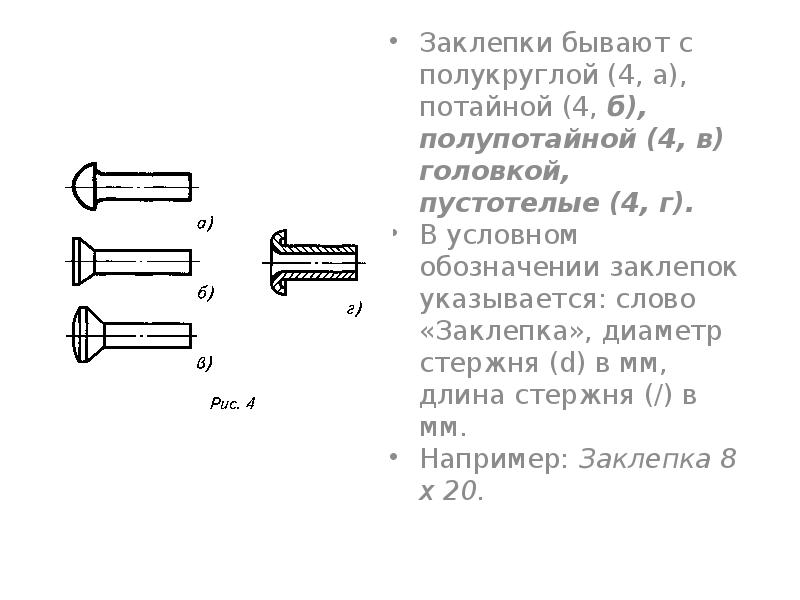
Помимо заклепок с полукруглой головкой находят применение заклепки с потайной [ГОСТ 10300—80 (СТ СЭВ 1020—78)], полупотайной [ГОСТ 10301—80 (СТ СЭВ 1022—78)] и с плоской головкой (ГОСТ 10303— 80).
Соединения деталей из мягких материалов (кожи, картона, полимеров — пластмасс и т. п.), не требующие повышенной точности, могут выполняться с помощью пустотелых (трубчатых) заклепок, изображенных на рис. 393, г. Размеры и параметры таких заклепок приведены в ГОСТ 12638—-80 — ГОСТ 12644—80.

В проекции на плоскость, перпендикулярную оси, заклепки должны изображаться небольшими крестиками, нанесенными тонкими линиями.
Если изделие, изображенное на сборочном чертеже, имеет многорядное клепаное соединение, то одну или две заклепки в сечении или на виде надо показывать условным символом, остальные — центровыми или осевыми линиями (рис. 394, а).
Когда на чертеже имеется несколько групп заклепок, различных по типам и размерам, рекомендуется одинаковые заклепки обозначать условными знаками (рис. 394, б) или одинаковыми буквами (рис. 394, в).
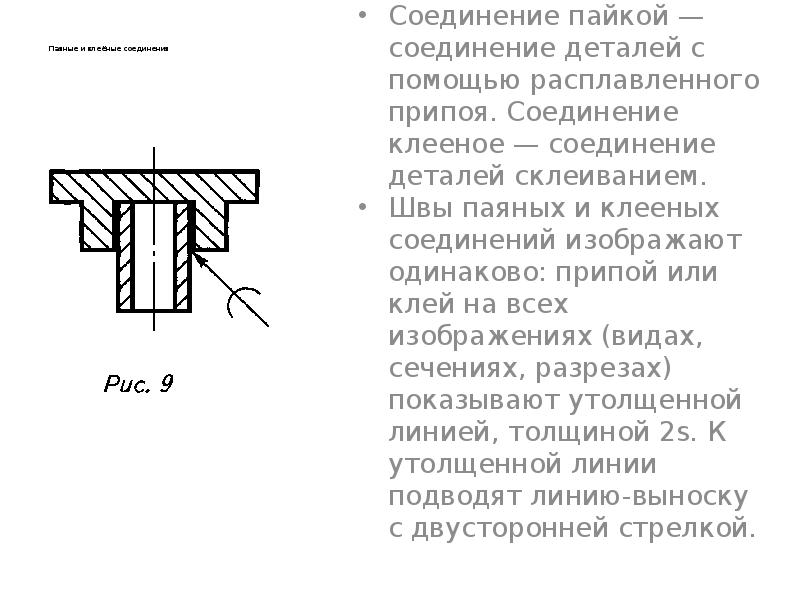
СОЕДИНЕНИЯ ПАЙКОЙ И СКЛЕИВАНИЕМ

При соединении пайкой в отличие от сварки место спайки нагревается лишь до температуры плавления припоя, которая намного ниже температуры плавления материала соединяемых деталей. Соединение деталей получается благодаря заполнению зазора между ними расплавленным припоем (рис. 395).
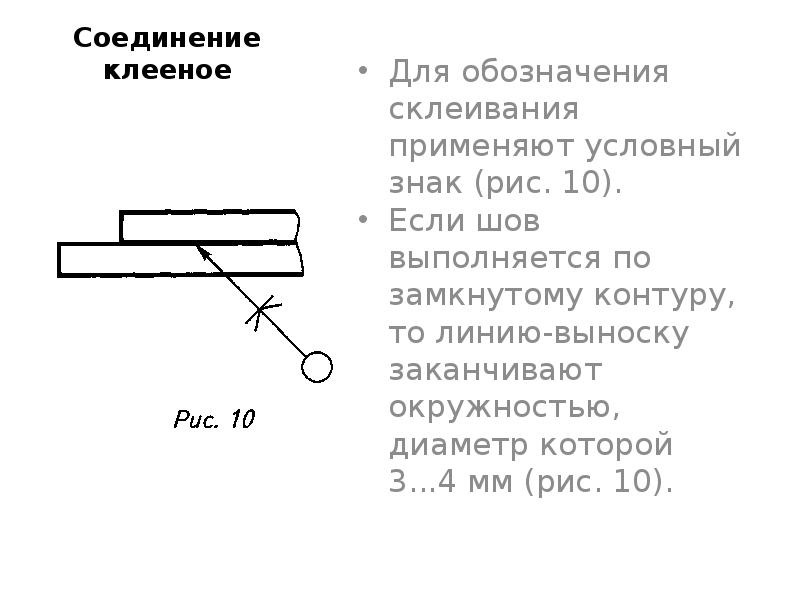
Швы неразъемных соединений, получаемые пайкой и склеиванием, изображают условно по ГОСТ 2.313— 82 (СТ СЭВ 138—81).

Припой или клей в разрезах и на видах изображают линией в два раза толще основной сплошной линии (рис. 396). Для обозначения пайки (рис. 396, или склеивания (рис. 396, г, д и е) применяют условные знаки, которые наносят на линии-выноске от сплошной основной линии. Швы, выполненные пайкой или склеиванием по периметру, обозначаются линией-выноской, заканчивающейся окружностью диаметром 3. 5 мм (рис. 396, б и в). Швы, ограниченные определенным участком, следует обозначать, как показано на рис. 396, в и е. На изображении паяного соединения при необходимости указывают требования к качеству шва в технических требованиях. Ссылку на номер пункта помещают на полке линии-выноски, проведенной от изображения шва.
На полке линии-выноски ставится номер пункта технических требований, где указана марка припоя или клея.
СОЕДИНЕНИЕ ЗАФОРМОВКОЙ И ОПРЕССОВКОЙ

Изделия, изготовляемые путем опрессовки и заформовки (рис. 397), широко применяются в машиностроении. Армированные изделия повышают качество изделия. Методом прессования из пластмасс можно получить в массовом производстве изделия с высокими параметрами шероховатости.
При изготовлении деталей применяют наплавки и заливки металлом, полимером (пластмассой), резиной и т. п. Это защищает соединяемые элементы от коррозии и химического воздействия, а иногда является изоляцией одних токонесущих деталей от других.
Вы можете изучить и скачать доклад-презентацию на тему Типовые соединения деталей. Презентация на заданную тему содержит 28 слайдов. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас - поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций в закладки!
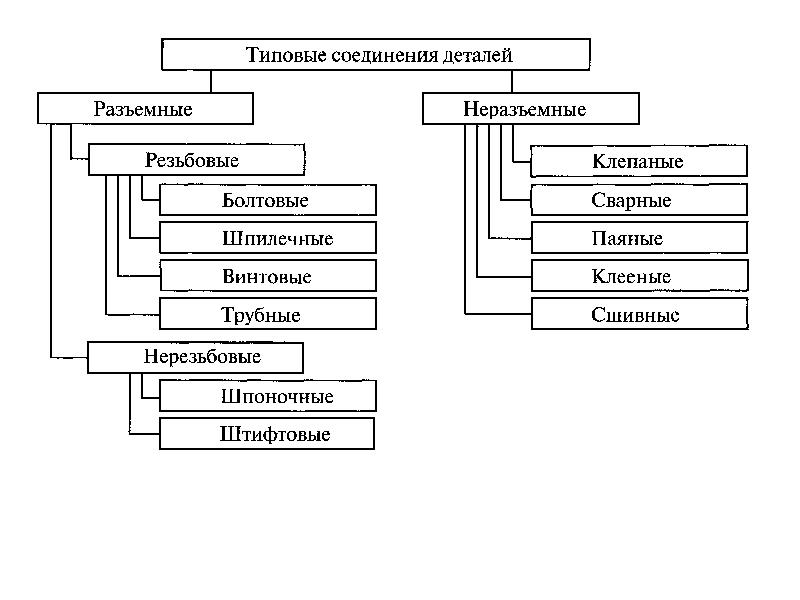


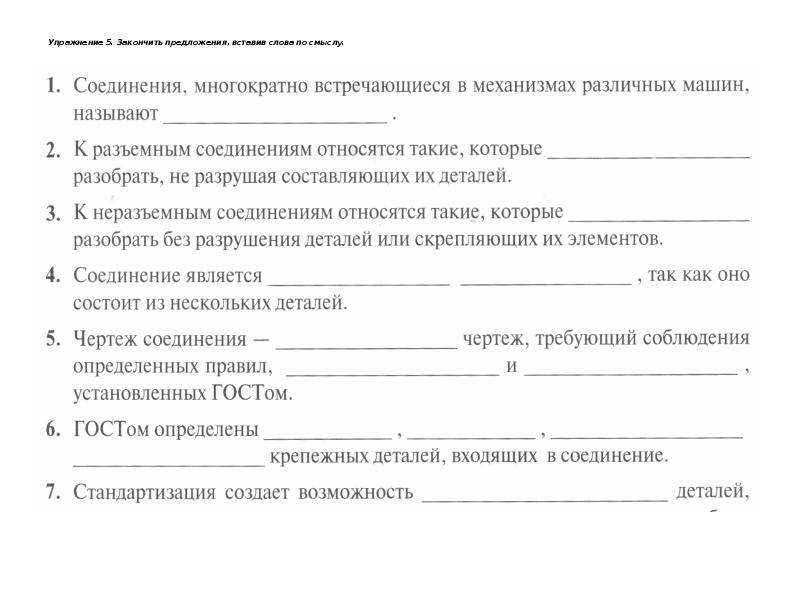
КЛАССИФИКАЦИЯ ТИПОВЫХ СОЕДИНЕНИЙ ДЕТАЛЕЙ. Для того чтобы из деталей собрать какое-либо изделие, их нужно определенным образом соединить. Соединения, многократно встречающиеся в механизмах машин, называют типовыми.
Соединения деталей могут быть разъемными и неразъемными. Соединения деталей могут быть разъемными и неразъемными. К разъемным соединениям относятся такие, которые можно разобрать, не разрушая деталей и скрепляющих их элементов. Неразъемные соединения нельзя разобрать, не разрушив деталей или скрепляющих их элементов.
разъемные соединения К разъемным соединениям относятся такие, которые можно разобрать, не разрушая деталей и скрепляющих их элементов. Разъемные соединения осуществляются с помощью крепежных деталей (болты, гайки, шпильки, винты).
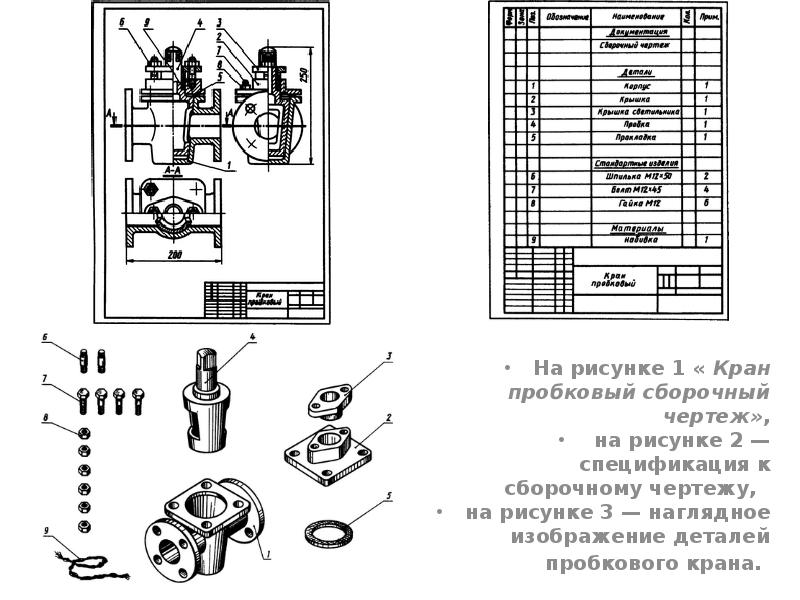
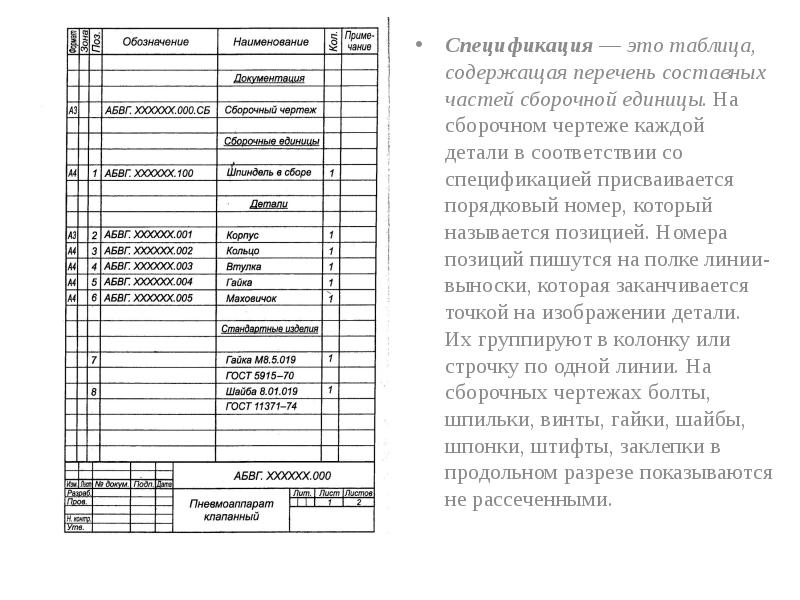
Любое соединение является сборочным, так как оно состоит из нескольких деталей. Чертеж соединения — сборочный чертеж — требует соблюдения определенных правил, условностей и упрощений, установленных ГОСТами (государственными стандартами). ГОСТом определены форма, размеры и условные обозначения деталей, входящих в соединения. Стандартизация дает возможность взаимозаменяемости деталей, то есть детали, соответствующие стандартам, могут быть заменены аналогичными. Сборочный чертеж рассматривают совместно со спецификацией . Любое соединение является сборочным, так как оно состоит из нескольких деталей. Чертеж соединения — сборочный чертеж — требует соблюдения определенных правил, условностей и упрощений, установленных ГОСТами (государственными стандартами). ГОСТом определены форма, размеры и условные обозначения деталей, входящих в соединения. Стандартизация дает возможность взаимозаменяемости деталей, то есть детали, соответствующие стандартам, могут быть заменены аналогичными. Сборочный чертеж рассматривают совместно со спецификацией .
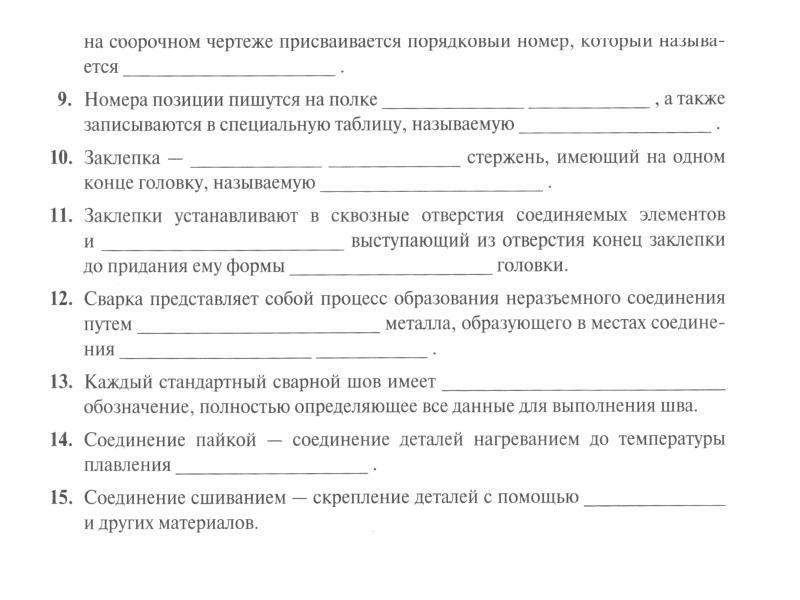
Спецификация — это таблица, содержащая перечень составных частей сборочной единицы. На сборочном чертеже каждой детали в соответствии со спецификацией присваивается порядковый номер, который называется позицией. Номера позиций пишутся на полке линии-выноски, которая заканчивается точкой на изображении детали. Их группируют в колонку или строчку по одной линии. На сборочных чертежах болты, шпильки, винты, гайки, шайбы, шпонки, штифты, заклепки в продольном разрезе показываются не рассеченными. Спецификация — это таблица, содержащая перечень составных частей сборочной единицы. На сборочном чертеже каждой детали в соответствии со спецификацией присваивается порядковый номер, который называется позицией. Номера позиций пишутся на полке линии-выноски, которая заканчивается точкой на изображении детали. Их группируют в колонку или строчку по одной линии. На сборочных чертежах болты, шпильки, винты, гайки, шайбы, шпонки, штифты, заклепки в продольном разрезе показываются не рассеченными.
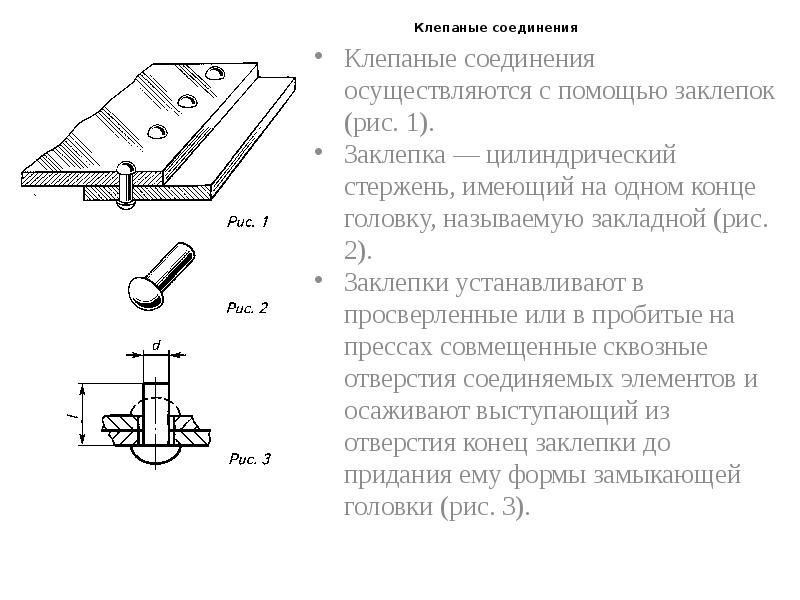
Клепаные соединения Клепаные соединения осуществляются с помощью заклепок (рис. 1). Заклепка — цилиндрический стержень, имеющий на одном конце головку, называемую закладной (рис. 2). Заклепки устанавливают в просверленные или в пробитые на прессах совмещенные сквозные отверстия соединяемых элементов и осаживают выступающий из отверстия конец заклепки до придания ему формы замыкающей головки (рис. 3).
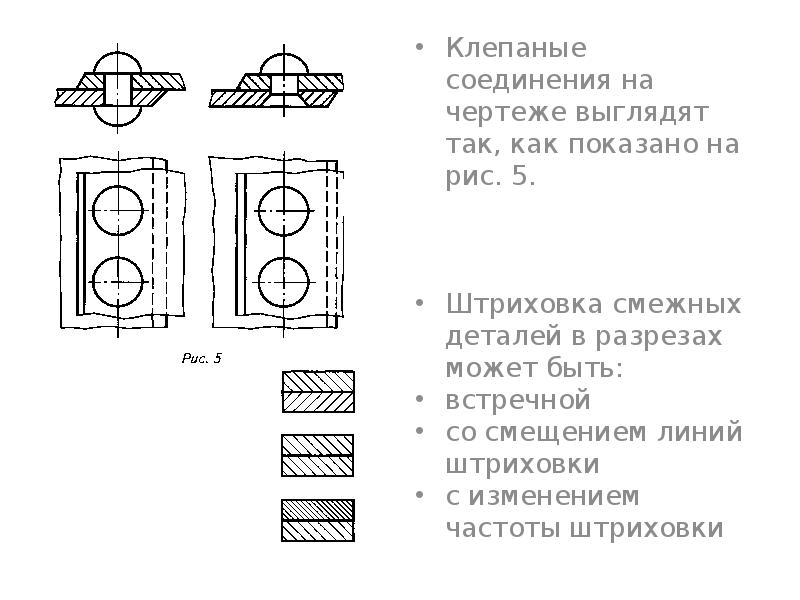
Клепаные соединения на чертеже выглядят так, как показано на рис. 5. Клепаные соединения на чертеже выглядят так, как показано на рис. 5. Штриховка смежных деталей в разрезах может быть: встречной со смещением линий штриховки с изменением частоты штриховки
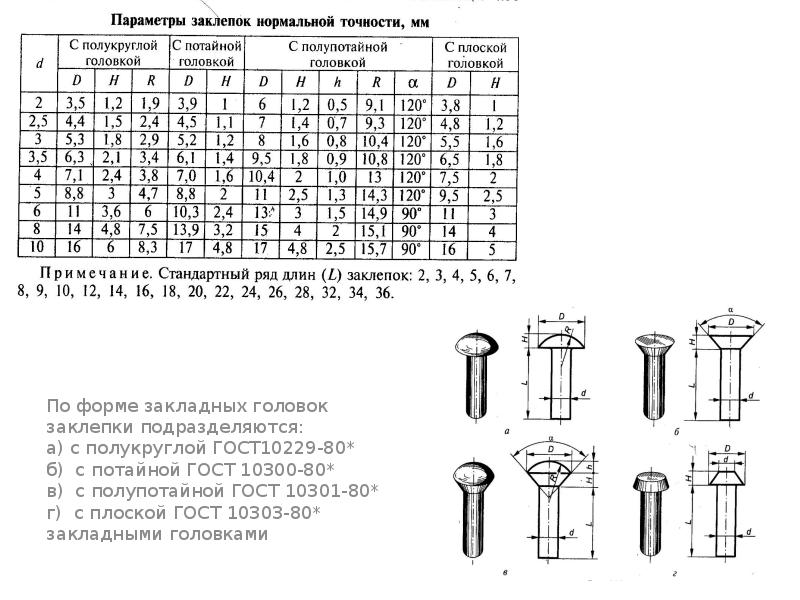
По форме закладных головок заклепки подразделяются: а) с полукруглой ГОСТ10229-80* б) с потайной ГОСТ 10300-80* в) с полупотайной ГОСТ 10301-80* г) с плоской ГОСТ 10303-80* закладными головками
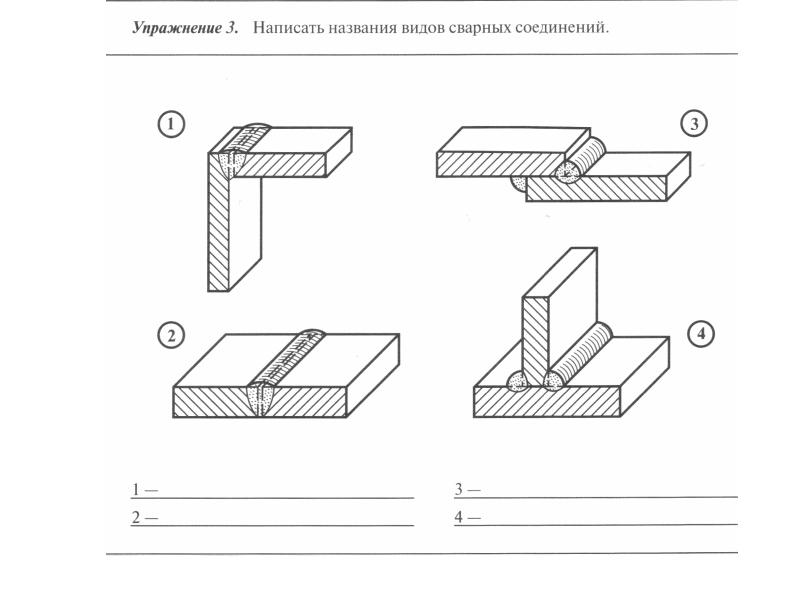
Соединение деталей сваркой Сварка представляет собой процесс образования неразъемного соединения деталей путем расплавления кромок деталей и наплавления металла, образующего в местах соединения сварной шов. Различают следующие сварные соединения : стыковое (С); угловое (У); тавровое (Т); нахлесточное (Н).
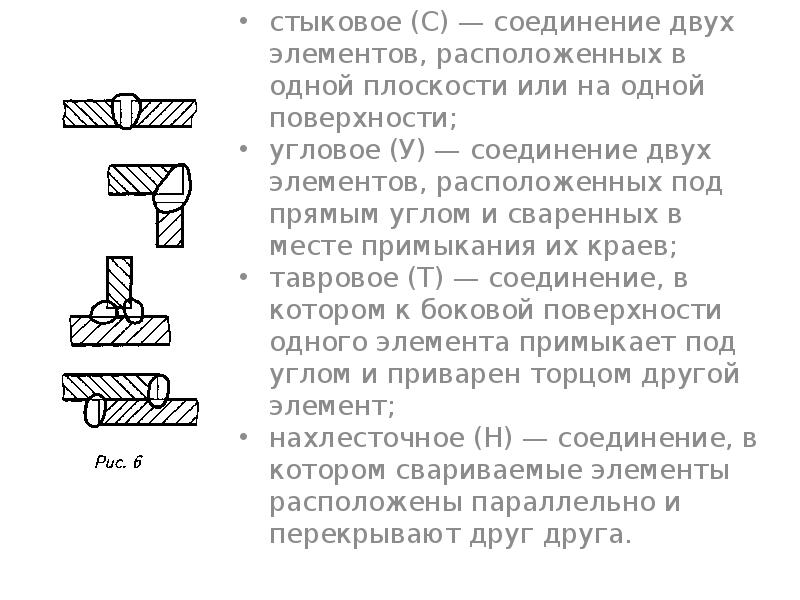
сварные соединения (рис. 6): стыковое (С) — соединение двух элементов, расположенных в одной плоскости или на одной поверхности; угловое (У) — соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев; тавровое (Т) — соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент; нахлесточное (Н) — соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга.
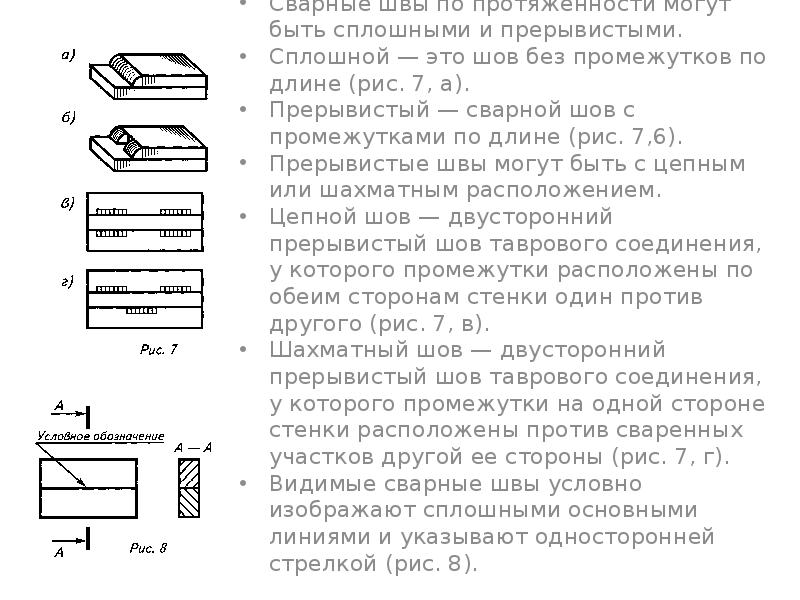
Сварные швы по протяженности могут быть сплошными и прерывистыми. Сплошной — это шов без промежутков по длине (рис. 7, а). Прерывистый — сварной шов с промежутками по длине (рис. 7,6). Прерывистые швы могут быть с цепным или шахматным расположением. Цепной шов — двусторонний прерывистый шов таврового соединения, у которого промежутки расположены по обеим сторонам стенки один против другого (рис. 7, в). Шахматный шов — двусторонний прерывистый шов таврового соединения, у которого промежутки на одной стороне стенки расположены против сваренных участков другой ее стороны (рис. 7, г). Видимые сварные швы условно изображают сплошными основными линиями и указывают односторонней стрелкой (рис. 8).
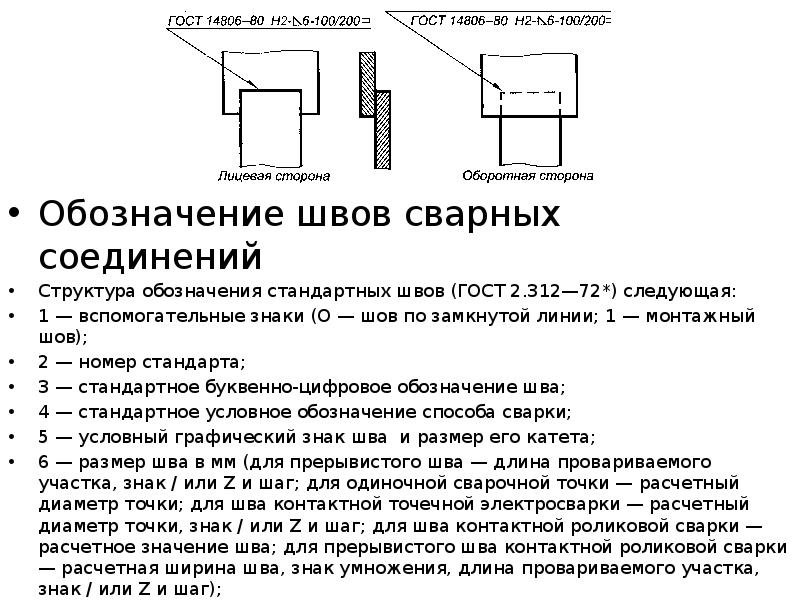
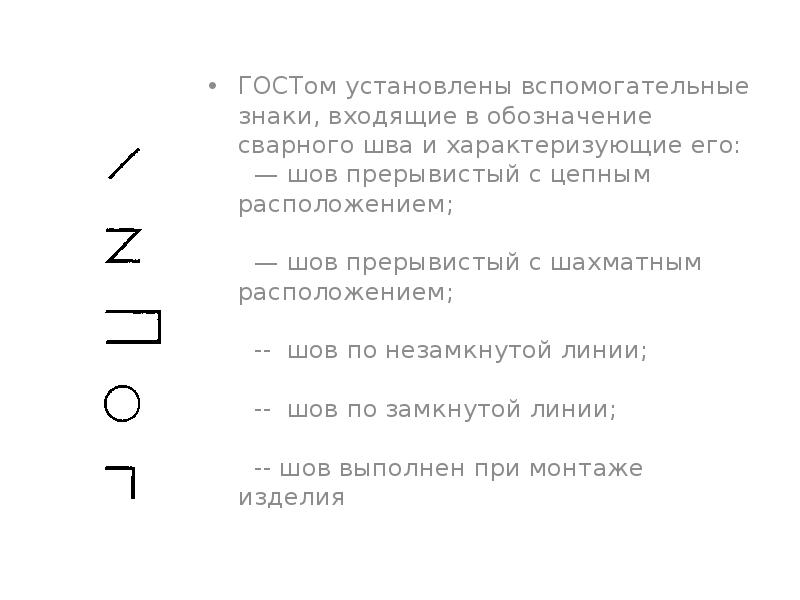
Обозначение швов сварных соединений Обозначение швов сварных соединений Структура обозначения стандартных швов (ГОСТ 2.312—72*) следующая: 1 — вспомогательные знаки (О — шов по замкнутой линии; 1 — монтажный шов); 2 — номер стандарта; 3 — стандартное буквенно-цифровое обозначение шва; 4 — стандартное условное обозначение способа сварки; 5 — условный графический знак шва и размер его катета; 6 — размер шва в мм (для прерывистого шва — длина провариваемого участка, знак / или Z и шаг; для одиночной сварочной точки — расчетный диаметр точки; для шва контактной точечной электросварки — расчетный диаметр точки, знак / или Z и шаг; для шва контактной роликовой сварки — расчетное значение шва; для прерывистого шва контактной роликовой сварки — расчетная ширина шва, знак умножения, длина провариваемого участка, знак / или Z и шаг); 7 — вспомогательные знаки (табл. 2); 8 — обозначение шероховатости поверхности шва; 9 — указание о контроле шва.
ГОСТом установлены вспомогательные знаки, входящие в обозначение сварного шва и характеризующие его: — шов прерывистый с цепным расположением; — шов прерывистый с шахматным расположением; -- шов по незамкнутой линии; -- шов по замкнутой линии; -- шов выполнен при монтаже изделия
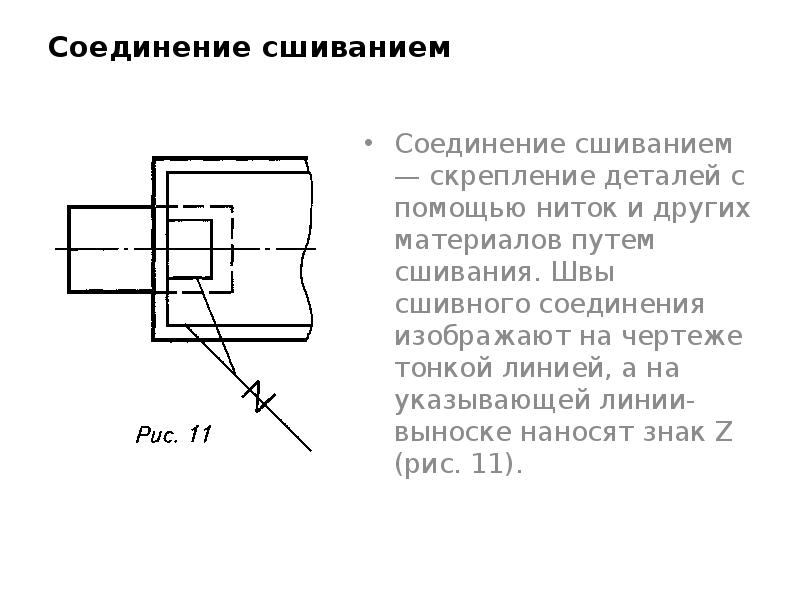
Соединение сшиванием Соединение сшиванием — скрепление деталей с помощью ниток и других материалов путем сшивания. Швы сшивного соединения изображают на чертеже тонкой линией, а на указывающей линии-выноске наносят знак Z (рис. 11).

Деревянные детали используют во многих изделиях. И их соединение - важный процесс, от которого зависит прочность всей конструкции.
Для изготовления мебели и других изделий из дерева используют десятки различных соединений. Выбор способа соединения деталей из дерева зависит от того, каким изделие должно быть в итоге и какую нагрузку должно переносить.
Виды соединения
При соединении деревянных деталей нужно помнить важный момент - всегда тонкая деталь крепится к толстой, но не наоборот.
Согласно взаимному расположению элементов различают такие способы соединения деталей из дерева:
- наращивание - увеличение детали по высоте;
- сращивание - удлинение заготовки;
- сплачивание - увеличение элемента по ширине;
- вязка - соединение под углом.

Способы соединения деревянных деталей при изготовлении мебели чаще всего используют следующие:
- склеивание;
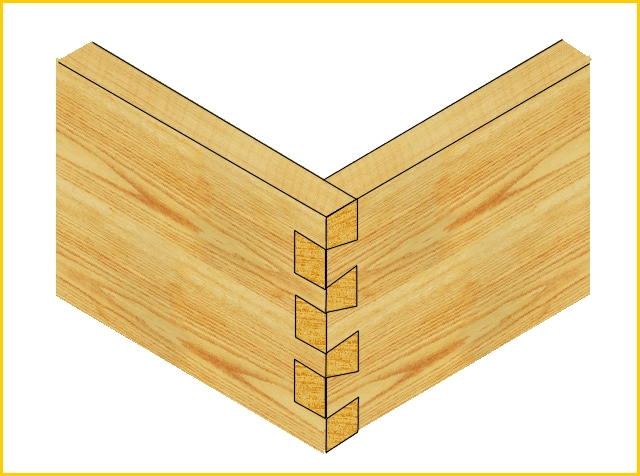
- "ласточкин хвост";
- встык;
- пазовое;
- внахлест;
- глухое на шипах;
- сквозное шиповое.
Рассмотрим технологии некоторых соединений более детально.
Сращивание по длине
Такой вид соединения деревянных деталей имеет некоторые нюансы. По своей сути это удлинение элементов в горизонтальном направлении. Сращивание может быть:
- Впритык - срезы концов выполняются под прямым углом и совмещаются друг с другом. В оба бруса (бревна) забивают скобу.
- Косой притык - срезы выполнены под углом, а концы скрепляют штырем или гвоздем.
- Торцевой притык с гребнем.
- Прямая накладка - длина вырубки в 1,5-2 раза больше, чем толщина бруса (бревна).
- Косая накладка - концы срезают под углом и фиксируют болтами.
- Накладка с косым прирубом - на концах деталей выполняют торцевые гребни, имеющие ширину и длину в одну треть толщины бруса.
Наращивание по высоте
Из названия понятно, что суть заключается в удлинении брусьев или бревен в вертикальном направлении. Оси элементов находятся на одной вертикальной прямой. Виды наращивания такие:
- Наращивание впритык. Для восприятия случайных нагрузок по бокам вставляется заершенный штырь.
- Наращивание с одним или двумя шипами. Ширина и высота одного шипа должны быть не меньше одной трети толщины бруса. Глубина гнезда - чуть больше высоты шипа.
- Наращивание в полдерева. Концы обоих бревен нужно срезать на половину их толщины на 3-3,5 диаметра в длину.
- Наращивание языком. В одном брусе нужно выпилить развилку, в которую нужно вставить соответственно срезанный конец другой заготовки. Само соединение необходимо обернуть жестью.
Сплачивание по ширине
Применяют для увеличения изделия по ширине. Используя способы сплачивания, важно обращать внимание на расположение годовых колец дерева. Важно чередовать доски в зависимости от их направления. Варианты сплачивания такие:
- Впритык - детали нужно обтесать и прифуговать по угольнику.
- В шпунт - высота и ширина гребня равняется 1/3 толщины доски.
- В ножовку - кромки нужно обтесать под острым углом к широкой плоскости доски.
- Гребнем с высотой от 1/3 до половины доски.
- Четверть с уступом, равным половине толщины доски.
- В шпунт с рейками - в каждой доске выбрать пазы, в которые нужно вставить рейку, имеющую ширину вдвое больше глубины паза.
Вязка
Вязку используют, когда возникает необходимость в соединении деталей под углом. Виды вязки такие:
- вязка в полдерева с использованием потайного шипа;
- вязка в полулапу;
- одиночный и двойной прорезные шипы;
- прорезная лапа.
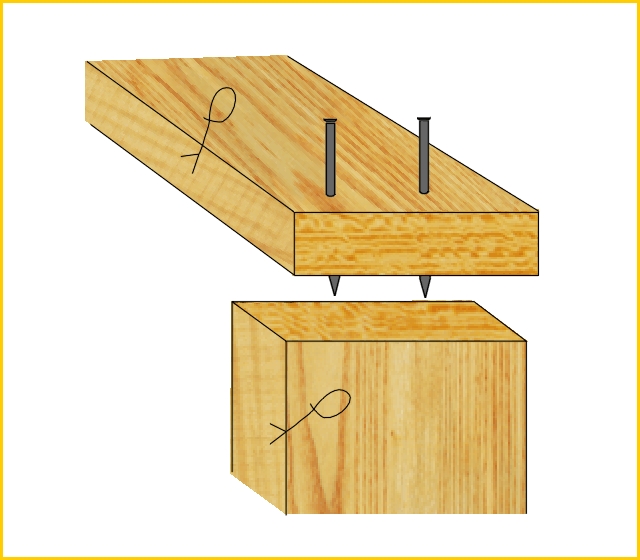
Соединение угловое в торец
Самый простой способ сплачивания двух деталей. Соединение деревянных деталей под прямым углом выполняется с использованием этого метода. Поверхности двух деталей тщательно подгоняют друг к другу и плотно прижимают. Происходит соединение деревянных деталей гвоздями или шурупами. Длина их должна быть такой, чтобы пройти через первую деталь и углубиться во вторую где-то на 1/3 длины.
Чтобы крепление было надежным, необходимо вбить не меньше двух гвоздей. Расположить их нужно по сторонам от осевой линии. Толщина гвоздя не должна вызвать растрескивание древесины. Поэтому рекомендуется заранее сделать отверстия в диаметре 0,7 от толщины используемого гвоздя.
Для усиления фиксации следует смазать поверхности, которые соединяются, клеем. Для помещений, которые не будут находиться под влиянием влаги, можно использовать столярный, казеиновый или мездровый клей. В случае использования изделия в условиях повышенной влажности лучше использовать влагостойкий клей, к примеру, эпоксидный.
Соединение Т-образное внакладку
Чтобы выполнить такое соединение деревянных деталей, нужно наложить одну заготовку на другую и скрепить их друг с другом, используя болты, шурупы или гвозди. Располагать деревянные заготовки можно как под определенным углом друг к другу, так и по одной линии.
Чтобы угол соединения деталей не менялся, применяют не менее 4 гвоздей. В случае если есть всего два гвоздя, то их вбивают по диагонали. Чтобы фиксация была более прочной, гвозди должны пройти сквозь обе детали, а выступающие концы необходимо загнуть и углубить в дерево.
Соединение вполдерева
Чтобы выполнить такое соединение двух деревянных деталей, требуются определенные навыки и наличие опыта. Выполняется оно следующим образом. В обеих заготовках выполняются выборки глубиной, которая соответствует половине их толщины. Ширина выборки должна быть равна ширине детали.
Способ соединения деревянных деталей вполдерева можно выполнить под разными углами. В таком случае важно следить, чтобы угол был одинаковый на обеих деревянных заготовках, а ширина соответствовала ширине детали. Благодаря этому детали плотно прижимаются одна к другой, а их кромки расположены в одной плоскости.

Кроме того, такое соединение может быть полным или частичным. В случае частичного соединения конец одной заготовки срезают под определенным углом, а на конце другой делают соответствующую выборку. К таким соединениям относят угловое в ус вполдерева. Суть заключается в подрезке обоих шипов под углом в 45 о , вследствие чего шов между ними располагается по диагонали. При использовании этого способа нужно быть особо аккуратным, а угловые надрезы выполнять специальным инструментом - стуслом.
Соединение в шпунт
Такой вид соединения деревянных деталей применяют для крепления досок обшивки или при настилке пола. Грань одной доски имеет шип, а грань другой - паз. Соответственно, крепление происходит, когда шип входит в паз. Такое соединение смотрится очень аккуратно, так как между досками нет щелей.
Выполнение шипов и пазов требует некоторого опыта. И кроме того, для изготовления потребуется специальный станок. Поэтому проще приобрести уже готовые детали.
Соединение "гнездо-шип"
Наиболее часто используемый способ соединения деревянных деталей. Такое сочленение прочное, жесткое и выглядит максимально аккуратно. Чтобы выполнить такое соединение, нужно иметь некие навыки и опыт, а также быть внимательным. Неправильно выполненное соединение "гнездо-шип" непрочное и выглядит некрасиво.
Суть его следующая. В конце одной заготовки высверливается или выдалбливается паз, а в конце другой - шип. Лучше, когда элементы имеют одинаковую ширину. Если толщина разная, то шип проделывают в тонкой детали, а паз, соответственно, в толстой.

Последовательность шипового соединения:
- Используя рейсмус, прочертить две параллельные друг другу риски сбоку одной заготовки. Расстояние должно быть по ширине будущего шипа. Для его ровности следует сделать разметку с двух сторон.
- Наиболее оптимальный инструмент для выполнения шипов - ножовка, имеющая узкое полотно и мелкие зубья, или лучковая пила. В процессе работы зубья инструмента должны проходить по внутренней кромке разметочной линии. Для удобства деталь лучше зажать в тисках. Лучше всего шип изготовить чуть больше требуемого размера. Тогда в случае необходимости можно убрать лишнее. А вот если шип окажется короче, то весь процесс потребуется повторить заново.
- Используя долото или стамеску, во второй детали делают гнездо (паз). Естественно, размеры паза должны соответствовать размерам шипа. Лучше всего перед тем, как приступить к долблению, по всему периметру паза просверлить отверстия. Края аккуратно обрабатываются стамеской.
Если соединение деревянных деталей выполнено правильно, то поверхности кромок шипов прилегают плотно к стенкам гнезда. Это дает хорошее сцепление при склеивании. Чтобы посадка шипов была более тугой, их размеры должны быть на 0,2-0,3 мм больше размеров гнезда. При превышении этой величины может произойти раскол тетивы, при допуске меньше крепление потеряет свою прочность в процессе эксплуатации.
Кроме того, такое соединение предполагает еще склеивание и крепление шурупами, гвоздями или деревянными нагелями. Для упрощения работы перед ввинчиванием шурупов следует просверлить отверстия. Головки шурупов скрывают в потай (выполненный с помощью зенковки). Направляющее отверстие должно быть равно 2/3 диаметра винта и быть меньше на 6 мм (приблизительно) его длины.
Склеивание
Склеивание деревянных деталей проводят следующим образом:

Необходимые инструменты и приспособления
Инструменты для выполнения отличаются большим разнообразием. Выбирают их в зависимости от типа выполнения работ. Так как в плотничном деле обрабатываемые элементы более крупные, чем в столярном, соответственно, и инструмент должен быть подходящий.
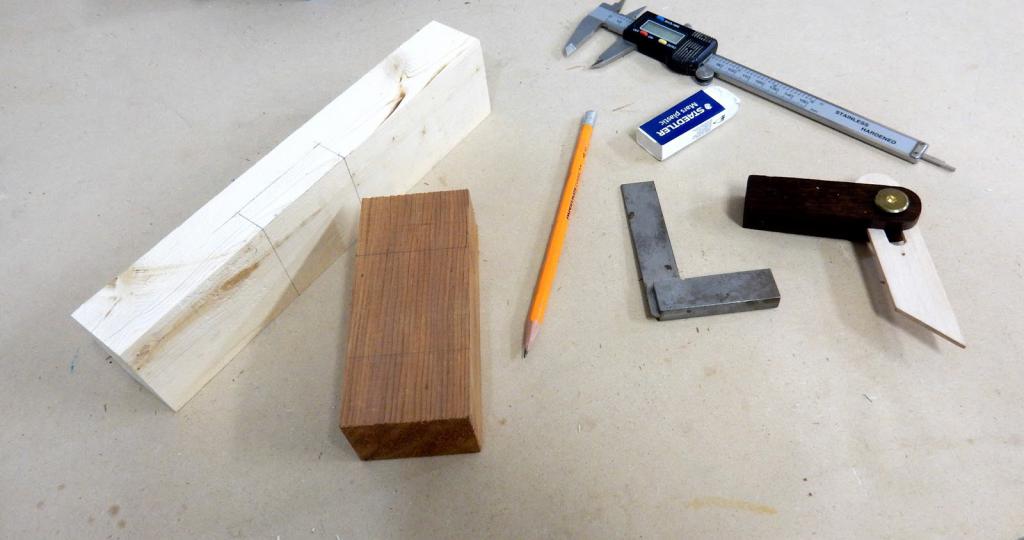
Для соединения деревянных деталей используют следующее:
- топор;
- рубанок, прямые и кривые струги, медведка, шерхебель - более тщательная обработка поверхностей;
- долото - долбление отверстий и гнезд;
- стамеска - для подчистки врубок;
- буры с различными наконечниками - для сквозных отверстий;
- различные пилы - для распиловки вдоль и поперек;
- молоток, молот, кувалда, киянка;
- угольник, циркуль, уровень и другие вспомогательные инструменты;
- гвозди, металлические скобы, болты с гайками, шурупы и другие изделия для крепления.
Заключение
На самом деле способов соединения деревянных деталей мебели или других конструкций существует гораздо больше. В статье описаны наиболее популярные методы и технологии выполнения. Важно помнить, что соединение деревянных деталей под покраску или покрытие лаком должно быть тщательно подготовлено, а все крепления должны быть прочными и выполненными на совесть.
Читайте также:
- Государственная экспертиза в области защиты населения и территорий от чрезвычайных ситуаций доклад
- Криминалистика доклад на английском
- Доклад федеральная служба страхового надзора
- Как должен делать доклад полицейский
- Современные модели рыночной экономики их развитие в рамках глобальных экономических процессов доклад