
Почему центровые сверла делают более качественные отверстия кратко
Обновлено: 08.07.2024

Внешне этот инструмент не похож на сверло в классическом понимании этого слова. Основной особенностью конструкции является утолщенное основание, которое в 2-3 раза больше по диаметру относительно основной рабочей части.
Также этот инструмент имеет не большую длину относительно другого вида подобного оборудования. Таким образом получилось сверло с усиленным основанием, что дает ему повышенную жесткость. В процессе эксплуатации не вибрирует и не гнется, что позволяет выполнять работы высокой точности.
Центровочное сверло состоит из трех частей:
- центральная часть, рабочая зона меньшего диаметра, которая легко сверлит металл,
- основная часть, вторая рабочая зона, большего диаметра, увеличивающая диаметр отверстия,
- основание, зона фиксации инструмента в оборудовании.
Данный вид инструмента двухсторонний, то есть его рабочие части расположены по обе стороны основания и могут быть использованы в равной степени. Это продлевает срок эксплуатации инструмента без заточки.
Применение в бытовых условиях
Невзирая на то, что центровые инструменты считаются профессиональными, множество домашних мастеров успешно их применяют. Распространены подобные приспособления среди радиолюбителей, нередко сверлящих отверстия малого размера в печатных платах. Располагая повышенной жесткостью, центровые инструменты отлично подходят для подобных работ.
В бытовых условиях применяются в основном приспособления, диаметр которых равен 0,05-0,08 см. Обусловлено это тем фактом, что маленький режущий элемент дает возможность с большой эффективностью разрешать множество бытовых задач.
Одной из процедур, которую осуществляют посредством сверла для центровки, считается высверливание шурупных, винтовых элементов. Зачастую их нереально открутить обыкновенной отверткой. Посредством сверла головки шурупов/винтов высверливаются, после чего без труда откручиваются. Особенно легко осуществить высверливание, если части крепежа располагают прорезями для крестовых отверток. Если же прорези предназначаются для прямых отверток, нужно выполнить наклон головки для обозначения участка входа сверлильного инструмента.

Каждый домашний мастер может без проблем купить центровое сверло какого угодно размера. В настоящее время в магазинах представлено множество разновидностей сверлильных инструментов, как российских, так и импортных.
Если ознакомиться с отзывами домашних умельцев, становится очевидно, что наиболее распространены изделия от . Данные сверла высококачественны, надежны, располагают продолжительным эксплуатационным периодом.
Центровые сверла Dormer производятся из быстрорежущего металла. Кроме того, они проходят особую термообработку, обеспечивающую максимальную твердость приспособления. После прохождения всех технологических процедур создается изделие, которым возможно легко просверливать твердые материалы, к примеру, нержавейку.

Значимой характеристикой инструментов Dormer считается то, что они способны самоцентроваться. Благодаря этому можно создавать отверстия, имеющие высокую точность расположения. Как и прочие изготовители, производит центровые приспособления разного размера.
Зачем нужны центровочные сверла, область применения

Данный инструмент применяется в металлообработке и предназначен для использования в сверлильных, токарных или фрезерных станках. В мастерских с его помощью намечают центра заготовок перед закреплением их в токарном станке без предварительного накернения, что значительно ускоряет рабочий процесс при массовом производстве.
Также этот инструмент используется во фрезерных станках с ЧПУ. Благодаря своей жесткости это сверло выполняет работы с высокой точность, а его конструкция уменьшает риск сломаться.


Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.
Сверление отверстий в печатной плате
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.
Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.
Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Как правильно подобрать сверло
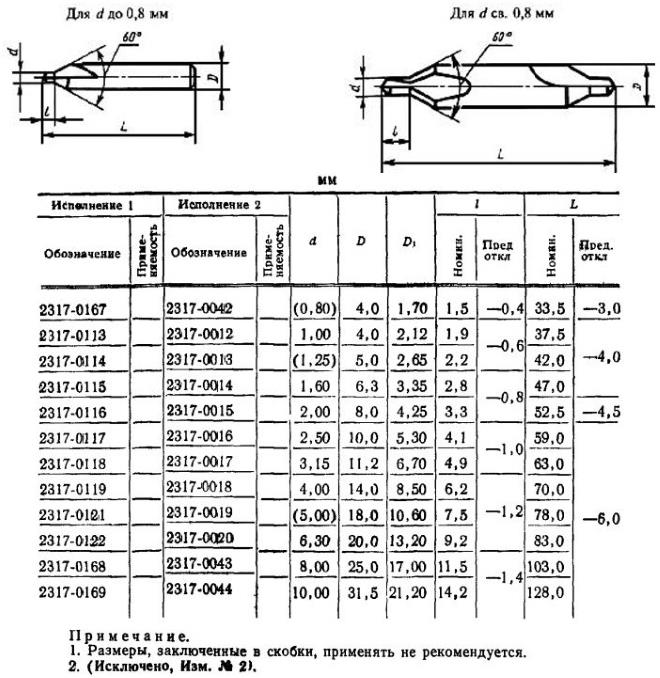
Каждый размер, от 0.5 до 10 мм диаметром имеет два вида исполнения. Выбор нужно делать исходя из требования к шероховатости стенок отверстия после операции.
Таблица размеров
| Рабочий диаметр (мм) | 0.5 | 0.8 | 1.6 | 2.5 | 4 | 6.3 | 8 | 10 | ||
| Посадочный диаметр (мм) | 3.15 | 5 | 8 | 10 | 16 | 20 | 25 | 31.5 | ||
| Длина (мм) | 21 | 33.5 | 42 | 59 | 74 | 83 | 103 | 128 | ||
| Длина рабочей части (мм) | 1 | 1.9 | 2.8 | 3.3 | 4.9 | 6.2 | 7.5 | 9.2 | 11.5 | 14.5 |
Принципы выбора
Строительные рынки, магазины представляют покупателям огромный выбор оснастки для электроинструментов, промышленного оборудования. Однако прежде чем покупать инструмент, необходимо ознакомиться с его характеристиками, изучить производителей.

Центровочное сверло
Производители
На качество и стоимость сверл влияет известность производителя. Чтобы подобрать наиболее надёжный, качественный инструмент, можно проконсультироваться с другими людьми. После анализа строительных форумов, отзывов, оставленных на торговых площадках, можно выделить оптимального производителя. Это компания Dormer. Покупатели выделяют производительность, точность, надёжность, долговечность продукции от этой компании. Фирма изготавливает сверла из быстрорежущей стали, проводя дополнительную термическую обработку. Чтобы оснастка выдерживала воздействие температур, производитель добавляет в состав кобальт. Этого компонента может быть до 5%.
Основные требования
Помимо выбора компании, которая изготавливает инструменты, при выборе оснастки следует учитывать ряд требований к сверлам:
- Изготавливаться профессиональные модели должны только из быстрорежущей стали. Дополнительными компонентами могут быть ванадий, кобальт.
- На поверхности стали не должно быть сколов, побежалостей, изменений цвета, неровностей, трещин.
Для оснастки допускаются отклонения по размерам. Например, модель диаметром до 0.8 мм может иметь погрешность +/- 0,05 мм. Конструкции диаметром до 5 мм может иметь отклонения +/- 0,15 мм.
Из какого материалы изготовлено, маркировка

Сверло центровочное по металлу изготавливают из инструментальной стали р6м5. Также этот инструмент может быть изготовлен из быстрорежущей стали Р9, в которой имеется большое содержание вольфрама. Инструмент импортного производства отвечает стандартам HSS, это твердосплавные сверла для использования в промышленной обработке металла.
Требования к твердости режущей части:
- сверло диаметром до 3,15 мм — 63…65 HRC0,
- сверло диаметром свыше 3,15 мм — 63…66 HRC0.
Технические характеристики по типу

Комбинированное центровочное сверло изготавливается четырех типов, в зависимости от которых определяется сфера их применения:
- Тип А – применяются для центровочных отверстий 60° без предохранительного конуса, соответствующее требованиям стандарта 2317-0007 d4 ГОСТ 14952,
- Тип В – применяются для центровых отверстий 60° с предохранительным конусом 120°, соответствующее требованиям стандарта 2317 018 d4 ГОСТ 14952,
- Тип С – применяются для центровых отверстий 75° без предохранительного конуса,
- Тип R – применяются для центровых отверстий с дугообразной образующей.
Параметры и производство
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
Как заточить такое сверло
Поскольку этот инструмент относится с профессиональному, затачивать его нужно со строгой выдержкой всех углов режущих частей чтобы не нарушить геометрию. Это может привести к негативным последствиям:
- уменьшение скорости реза,
- уменьшение точности,
- избыточное тепловыделение при работе,
- уменьшение длины рабочей части,
- быстрый износ.
Такую операцию производят на специальном оборудовании опытными слесарями-заточниками.
Заточить такое сверло в домашних условиях можно. Для этого есть специальные приспособления, с помощью которых можно выставить правильный угол. Опытный мастер вполне может выполнить эту работу “на глаз”, достаточно следить чтобы передняя (режущая) кромка рабочей части была выше задней, если сверло расположить строго вертикально. По своему принципу технология не отличается от той, которую применяют для заточки обычных сверл.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:

Внешне этот инструмент не похож на сверло в классическом понимании этого слова. Основной особенностью конструкции является утолщенное основание, которое в 2-3 раза больше по диаметру относительно основной рабочей части.
Также этот инструмент имеет не большую длину относительно другого вида подобного оборудования. Таким образом получилось сверло с усиленным основанием, что дает ему повышенную жесткость. В процессе эксплуатации не вибрирует и не гнется, что позволяет выполнять работы высокой точности.
Центровочное сверло состоит из трех частей:
- центральная часть, рабочая зона меньшего диаметра, которая легко сверлит металл,
- основная часть, вторая рабочая зона, большего диаметра, увеличивающая диаметр отверстия,
- основание, зона фиксации инструмента в оборудовании.
Данный вид инструмента двухсторонний, то есть его рабочие части расположены по обе стороны основания и могут быть использованы в равной степени. Это продлевает срок эксплуатации инструмента без заточки.
Конструктивные и технологические требования
Центровочное сверло включает в себя три зоны:
- собственно центровочную, которая имеет меньший диаметр, а потому легче внедряется в металл;
- основную, которой производится выборка материала с одновременным повышением качества образующей;
- опорную, которая обеспечивает центровку инструмента, при его углублении в заготовку.
Переход от одной части сверла к следующей выполняется весьма плавно, по параболической кривой, что исключает возникновение концентраторов напряжений при силовой подаче. Отличительной особенностью всех исполнений центровочных свёрл является их сравнительно небольшая длина. Это, с одной стороны, облегчает установку сверла в посадочную часть, а, с другой, повышают жёсткость оснастки, что существенно при обработке сталей с повышенной твёрдостью. Кроме того, центровочные свёрла всегда выполняют двухсторонними, поэтому и суммарная стойкость инструмента возрастает. Хвостовик такого сверла по диаметру унифицирован с посадочными местами металлорежущего оборудования и патронами электродрелей.
Зачем нужны центровочные сверла, область применения

Данный инструмент применяется в металлообработке и предназначен для использования в сверлильных, токарных или фрезерных станках. В мастерских с его помощью намечают центра заготовок перед закреплением их в токарном станке без предварительного накернения, что значительно ускоряет рабочий процесс при массовом производстве.
Также этот инструмент используется во фрезерных станках с ЧПУ. Благодаря своей жесткости это сверло выполняет работы с высокой точность, а его конструкция уменьшает риск сломаться.


Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Применение в домашних условиях
Многие мастера нашли применение центровочным свёрлам и в домашних условиях. Они пользуются большой популярностью у радиолюбителей, которым приходится часто сверлить отверстия в печатных платах малого диаметра.
Из-за своей высокой жёсткости этот инструмент в подобных ситуациях предпочтительнее, чем обычный инструмент для проделывания отверстий малого диаметра.
В домашних условиях применяются центровочные свёрла диаметром 0,5−0,8 миллиметров. Это объясняется тем, что инструмент с режущей частью малого диаметра эффективнее решает большинство бытовых задач.
С помощью центровочного инструмента выполняют высверливание винтов и шурупов, которые обычной отвёрткой выкрутить невозможно. А вот при помощи инструмента центровочного головки подобных неподдающихся элементов высверливаются просто, а после этого и легко выкручиваются. Проще всего решить задачу, если нужно высверлить головку шурупа или винта, на которой прорези предназначаются для крестовых отвёрток. А вот если прорези на головке предназначены для прямой отвёртки, то предварительно нужно накернуть для того чтобы обозначить конкретное место захода сверла.
Как правильно подобрать сверло
Каждый размер, от 0.5 до 10 мм диаметром имеет два вида исполнения. Выбор нужно делать исходя из требования к шероховатости стенок отверстия после операции.
Таблица размеров
| Рабочий диаметр (мм) | 0.5 | 0.8 | 1.6 | 2.5 | 4 | 6.3 | 8 | 10 | ||
| Посадочный диаметр (мм) | 3.15 | 5 | 8 | 10 | 16 | 20 | 25 | 31.5 | ||
| Длина (мм) | 21 | 33.5 | 42 | 59 | 74 | 83 | 103 | 128 | ||
| Длина рабочей части (мм) | 1 | 1.9 | 2.8 | 3.3 | 4.9 | 6.2 | 7.5 | 9.2 | 11.5 | 14.5 |
Основные требования
Свёрла, предназначенные для прорезания центрирующих отверстий, производят из быстрорежущей стали. Исходя из требований нормативного документа этот материал должен обеспечивать параметры твёрдости рабочей части устройства с таким диаметром:
- Больше 3,15 миллиметров — 63−66 HRC.
- Меньше 3,15 миллиметров — 63−65 HRC.
К отдельной категории относят инструменты, материалы производства которых в составе содержат 3% ванадия и 5% кобальта. Они должны иметь твёрдость, которая будет превышать вышеприведённые параметры минимум на одну единицу.
В этих инструментах могут быть отклонения. Их предельные величины указаны в ГОСТе 14952−75. Они таковы:
- Для инструмента, диаметр которого до 0,8 миллиметров — +0,05.
- Диаметр колеблется в пределах 0,8−2,5 миллиметров — +0,1.
- Диаметр варьируется в пределах 2,5−5 миллиметров — +0,12.
- Диаметр более 5 миллиметров — +0,15.
Состояние поверхности сверла тоже оговаривается в приведённом нормативном документе. Поверхность не должна иметь забоин, трещин и цветов побежалости. Допускаются только цвета побежалости в местах выхода точильного круга — в области канавок.
В таких пределах должна находиться разность ширины перьев для инструмента диаметра:
- Более 3,15 миллиметров — не больше 0,1 миллиметра.
- Менее 3,15 миллиметров — не больше 0,07 миллиметра.
Из какого материалы изготовлено, маркировка

Сверло центровочное по металлу изготавливают из инструментальной стали р6м5. Также этот инструмент может быть изготовлен из быстрорежущей стали Р9, в которой имеется большое содержание вольфрама. Инструмент импортного производства отвечает стандартам HSS, это твердосплавные сверла для использования в промышленной обработке металла.
Требования к твердости режущей части:
- сверло диаметром до 3,15 мм — 63…65 HRC0,
- сверло диаметром свыше 3,15 мм — 63…66 HRC0.
Технические характеристики по типу

Комбинированное центровочное сверло изготавливается четырех типов, в зависимости от которых определяется сфера их применения:
- Тип А – применяются для центровочных отверстий 60° без предохранительного конуса, соответствующее требованиям стандарта 2317-0007 d4 ГОСТ 14952,
- Тип В – применяются для центровых отверстий 60° с предохранительным конусом 120°, соответствующее требованиям стандарта 2317 018 d4 ГОСТ 14952,
- Тип С – применяются для центровых отверстий 75° без предохранительного конуса,
- Тип R – применяются для центровых отверстий с дугообразной образующей.
Контроль качества
Свёрла для получения центровочных отверстий относятся к профессиональным инструментам. Именно по этой причине подходят со всей ответственностью к контролю их технических характеристик. Самым главным этапом контроля качества центровочного оборудования является проверка его на работоспособность. Она производится на специальных образцах, которые изготовлены из стали 45 и по шкале НВ имеют твёрдость в пределах 187−207 единиц.
Во время проведения испытания работоспособность инструмента, который проходит проверку, сравнивается с тем, как в точно таких же условиях ведёт себя образец, параметры точности и жёсткости у которого точно известны.
После проверки в обработке металла у центровочного сверла не должно быть участков выкрашивания на его режущей части. Люди, которые испытывали инструмент, оценивают, пригодно ли оно к дальнейшей обработке. Средствами, которые применяются для подобного контроля, служат увеличительное стекло (лупа) и измерительный прибор, необходимый для сравнения параметров проверяемого инструмента с указанной в чертеже величиной. ГОСТ 8 .051−81 при проверке параметров геометрических допускает наличие таких погрешностей:
- На угловые величины допустимо отклонение 35% от указанного допуска.
- На линейные геометрические параметры и взаимное расположение поверхностей оборудования допустимо отклонение 25% от допуска, который указан на чертеже.
Рекомендации по применению измерительных приборов, а также правила проведения испытания на твёрдость оговариваются в ГОСТе 9013−59. А ещё такие свёрла проверяются на шероховатость поверхности. Для этого их сравнивают с эталонным образцом. Требования к величине шероховатости изложены в ГОСТе 9378−75.
При проверке центровочного инструмента, как и в период выполнения обработки, должна применяться смазывающе-охлаждающая жидкость. Она представляет собой 5% водный раствор эмульсола. Плановые испытания, которые производятся на 5 (можно больше) инструментах, проводятся с такой периодичностью:
- Один раз на протяжении трёх лет проводится проверка на среднюю наработку до отказа.
- Дважды в год проводится проверка на безотказную наработку.
Как заточить такое сверло
Поскольку этот инструмент относится с профессиональному, затачивать его нужно со строгой выдержкой всех углов режущих частей чтобы не нарушить геометрию. Это может привести к негативным последствиям:
- уменьшение скорости реза,
- уменьшение точности,
- избыточное тепловыделение при работе,
- уменьшение длины рабочей части,
- быстрый износ.
Такую операцию производят на специальном оборудовании опытными слесарями-заточниками.
Заточить такое сверло в домашних условиях можно. Для этого есть специальные приспособления, с помощью которых можно выставить правильный угол. Опытный мастер вполне может выполнить эту работу “на глаз”, достаточно следить чтобы передняя (режущая) кромка рабочей части была выше задней, если сверло расположить строго вертикально. По своему принципу технология не отличается от той, которую применяют для заточки обычных сверл.
Параметры и производство
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
Центровочные сверла: что это такое, их характеристики

Любой человек, который сталкивался со сверлением отверстий, знает как важно, чтобы эти отверстия получались ровными, а также были сделаны именно там, где нужно. Ведь обычно, если отверстие будет неровным, сделано под углом или немного не в том месте, деталь или материал приходится выбрасывать. Поэтому и придумали специальный инструмент под названием центровочные сверла.
Разберемся с тем, что представляет собой данный инструмент. Центровочные сверла по металлу (или, как их еще называют, центрирующие сверла) — это специальные многофункциональные (у них есть несколько рабочих областей для выполнения различных операций) инструменты для резки металла.
Внешний вид центровочного сверла
Обычно они довольно короткие, имеют тонкую рабочую режущую область, конусообразные режущие кромки и утолщенную хвостовую часть (в пару раз толще рабочей части), которая обеспечивает улучшенную жесткость инструмента.
Предназначение центровочных сверл
Данный тип сверл (которые, впрочем, почти не похож на обычные сверла) предназначается для проделывания центрирующих отверстий в различных твердых материалах: металлах, металлокерамических сплавах, твердой древесине, а также для раззенковки или высверливания крепежных деталей. Сверла центровочные чаще всего используются для центровки заготовок или деталей на токарных станках, а также предварительного точного высверливания деталей до их дальнейшей обработки на сверлильном или фрезерном станке. При этом ни один другой профессиональный инструмент не может обеспечить такую точность отверстий (расположенные перпендикулярно поверхности изделия, подлежащего обработке), как самоцентрирующиеся сверла.
Основные параметры, технические характеристики по типу
Всем, кто подбирает для себя центровочное сверло, важно ознакомиться с его подробным описанием, ведь это весьма точный инструмент, которым пользуются профессионалы.
Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам.
Тип центровочных сверл
Есть четыре основных типа данного вида сверл:
- Тип А – для создания центровочных отверстий, в которых угол конуса составляет 60°, а предохранительного конуса нет.
- Тип В — для создания центровочных отверстий, в которых угол конуса составляет 60°, а также есть предохранительный конус углом 120°.
- Тип С — для создания центровочных отверстий, в которых угол конуса составляет 75°, а предохранительного конуса нет.
- Тип R – для создания центровочных отверстий с поверхностью в виде дуги.

Сверло центровочное, согласно ГОСТ 14952-75 должно иметь рабочий диаметр 0,5 — 10 миллиметров. Во всех приведенных выше четырех типах есть два варианта исполнения, выбор которого зависит от требуемой шероховатости стенок отверстия.
Технические параметры
Сверла центровочные по металлу помимо своего типа (А, В, С, R) и диаметра рабочей части различаются по ряду параметров (они описаны в том же ГОСТ 14952-75). Их конструкция может быть односторонняя и двухсторонняя. Обычно они изготавливаются из таких материалов, как сталь легированная, углеродистая, быстрорежущая или сплав. Длина составляет от 21 до 108 миллиметров, посадочный диаметр от 3,15 до 31,5 мм, длина рабочей части такого сверла — от 1,0 до 9,2 миллиметров, а твердость рабочей части варьируется от 63 до 66 HRC.
Выбор центровочного сверла
Маркировка и металл, из которого изготовлено центровочное сверло
Маркируют центровочные сверла также согласно ГОСТ 14952-75. Как было указано выше, в своем обозначении они имеют букву (А, В, С или R).
Для примера рассмотрим сверло центровочное диаметром 1,0 мм.

Также ГОСТ 14952 75 предполагает, что подобные инструменты будут изготовлены из инструментальной стали Р6М5, ее зарубежного аналога HSS или быстрорежущей стали Р9. Однако, марка стали в маркировке сверл центровочных может не указываться.
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность. Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость. При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина. Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.
Размеры центровочного сверла
Как указывалось выше, сверла центровочные по ГОСТ 14952 75 могут иметь диаметр от 0,5 до 10 мм. Разберемся подробнее с их остальными размерами, такими как рабочий диаметр, посадочный диаметр, длина общая и рабочей части. Все размеры приведены в миллиметрах (мм).

Применение в быту
К примеру, центровочное сверло по металлу пришлось по душе радиолюбителям. Это и неудивительно, ведь им довольно часто нужно просверлить небольшое отверстие в плате. А, учитывая точность, которую может обеспечить этот инструмент, он пришелся как нельзя лучше.
Центровочное сверло относится к категории инструментов комбинированного типа: с его помощью можно создавать отверстия в деталях из различных материалов (чугуна, обычных и легированных сталей, металлокерамических сплавов, которые получены на основе бронзы и железа). При помощи таких сверл, как понятно из их названия, создаются отверстия для выполнения дальнейшей обработки заготовок при их фиксировании в центрах металлорежущего оборудования.

Центровка будущего отверстия на токарном станке
Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.
Следует отметить, что ни один другой инструмент по обработке металла не позволяет добиться такой точности формирования отверстий, а также их высокого качества.

Разнообразие видов и типоразмеров центровочных сверл
При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:
- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.
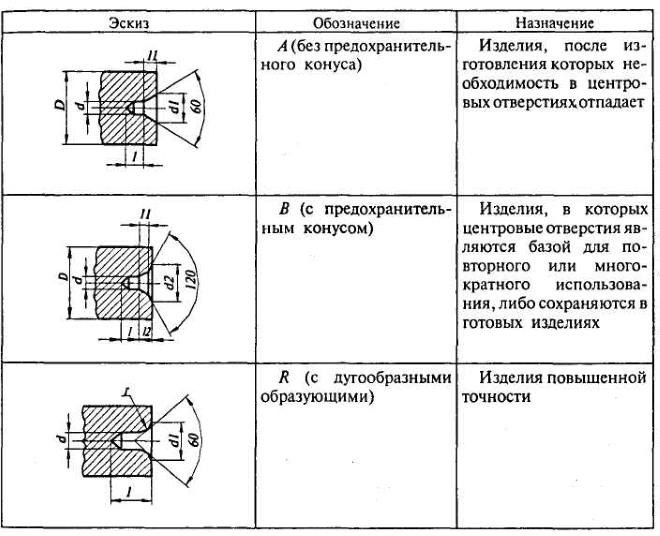
Размеры и формы центровых отверстий
Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:

Центровочное сверло из быстрорежущей стали
Все геометрические параметры центровочных сверл разных типов определяет ГОСТ 14952-75, в котором они представлены в соответствующих таблицах.
Основные требования
Сверла, которые предназначены для получения центрирующих отверстий, изготавливаются из быстрорежущей стали. Согласно требованиям нормативного документа, данный материал должен обеспечить следующие параметры твердости рабочей части инструмента с диаметром:
- менее 3,15 мм – 63–65 HRC;
- больше 3,15 мм – 63–66 HRC.
Отдельная категория центровочных сверл, материал изготовления которых содержит кобальт (5%) и ванадий (3%), должны иметь твердость, минимум на одну единицу превышающую вышеприведенные параметры.
Диаметр сверл центровочного типа может иметь отклонения, предельные величины которых также оговорены в нормативном документе:
- для инструмента диаметром свыше 5 мм – +0,15 мм;
- 2,5–5 мм – +0,12 мм;
- 0,8–2,5 мм – +0,1 мм;
- до 0,8 мм – +0,05 мм.
Геометрические размеры центровочноых свёрл
В нормативном документе также перечислены требования к состоянию поверхности сверл, относящихся к центровочному типу: на ней не должно быть трещин, забоин, цветов побежалости и черновин. Допускается, что цвета побежалости могут присутствовать в области канавок – в местах выхода точильного круга.
Указаны в стандарте и критерии отказа центровочного инструмента, который для сверл диаметром до 3,15 мм наступает в случае их поломки, а для инструмента диаметром свыше 4 мм – в случае износа его задней поверхности на величину, оговоренную в соответствующих таблицах.
Разность ширины перьев должна находиться в следующих пределах для сверл диаметром:
- до 3,15 мм – не более семи сотых миллиметра;
- больше 3,15 мм – не более одной десятой мм.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
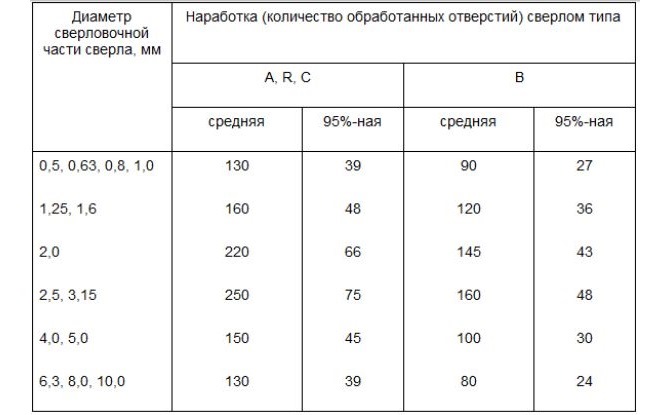
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.

Сверление отверстий в печатной плате
В домашних условиях используются преимущественно сверла центровочного типа, диаметр которых составляет от пяти до восьми десятых миллиметра. Объясняется это тем, что именно инструмент с режущей частью небольшого диаметра наиболее эффективно решает многие бытовые задачи.
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.

Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.

Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Важной характеристикой сверл Дормер является их способность к самоцентрированию, что позволяет получать с их помощью отверстия с высокой точностью расположения. Как и остальные производители, компания Dormer выпускает сверла центровочного типа в большом диапазоне рабочих диаметров.
Читайте также:
- Известны свидетельства о том что в решении александра 2 освободить крестьян записки охотника кратко
- Почему некоторые люди любящие родину стесняются когда их называют патриотами кратко
- Что такое волонтерство кратко и понятно для детей
- Что такое спецификация на чертеже кратко
- Назовите ведущие европейские организации какие функции они выполняют кратко